Пристрій для електродугового напилення
Номер патенту: 30382
Опубліковано: 25.02.2008
Автори: Карпеченко Антон Анатолійович, Шумов Сергій Миколайович, Дубовий Олександр Миколайович
Формула / Реферат
Пристрій для електродугового напилення, що містить корпус з розміщеним усередині турбінним приводом, механізмом подачі дротів, розміщеним зовні корпусу повітряним краном і розпилюючою головкою, що включає передню стінку з підведеним кабелем, з'єднаним шиною з контактною трубкою, башмак, із закріпленими на ньому деталями, що закріплений клемовими затискачами на контактній трубці, ковпак, установлений на передню стінку, що містить сопло, притиснуте захисним екраном до ковпака, який відрізняється тим, що ковпак розпилюючої головки оснащений вузлом подачі порошкового матеріалу, що містить бункер з дозуючим пристроєм, вихід якого розміщений між основним і додатковим соплами, причому додаткове сопло виконане з отвором більшого діаметра, а саме - додаткове сопло встановлене з зазором відносно основного сопла.
Текст
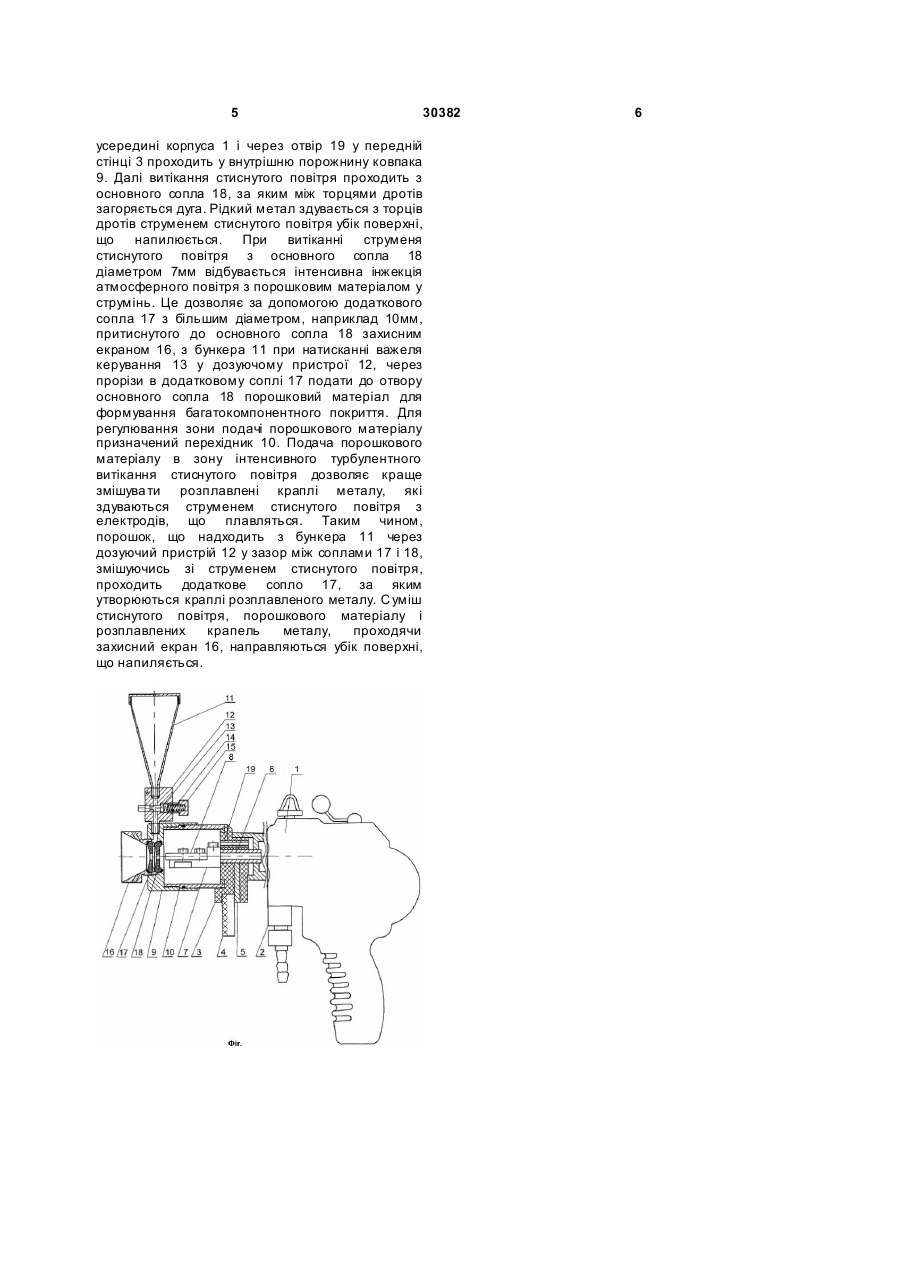
Пристрій для електродугового напилення, що містить корпус з розміщеним усередині турбінним приводом, механізмом подачі дротів, розміщеним зовні корпусу повітряним краном і розпилюючою головкою, що включає передню стінку з 3 30382 закріплення розпилюючої голівки на корпусі апарата. Болти, за допомогою яких закріплюють розпилюючу голівку, мають усередині отвори, через які проходять дроти у розпилюючу голівку. На верхній поверхні башмаків закріплені направляючі пластини, за допомогою яких струм передається дротам, що рухаються. Для одержання гарного контакту і фіксування точки схрещування дротів їх притискають до направляючих пластин спеціальними вкладишами. Вкладиші вставлені у скоби, що підтискуються пружинами. На передню стінку навертається ковпак, усередині якого розміщені башмаки з закріпленими на них деталями. Через отвори в передній стінці стиснене повітря надходить у внутрішню порожнину ковпака. На передній частині ковпака закріплюють захисний екран, який містить сопло. У розпилюючій голівці апарата передбачена можливість регулювання положення точки схрещування дротів за рахунок повороту башмаків на контактних тр убках і переміщення направляючих пластин по верхній поверхні башмаків за допомогою ексцентрикових гвинтів. На нижній частині передньої стінки до виступаючих шин приєднуються кабелі від джерела струму [Аппарат ручной электродуговой повышенной надежности ЭМ-14м. Паспорт 36 4552 1402 ПС]. Конструкція апарата ЭМ-14м дозволяє подавати тільки два дроти з однаковою швидкістю подачі, що не дозволяє використовува ти різні матеріали дротів, тим більше полімерні. В основу пропозиції поставлено задачу удосконалення електродугового напилення, у якому змінена конструкція розпилюючої голівки, що забезпечує додатково безперервну подачу порошкового матеріалу і за рахунок цього з'являється можливість створення багатокомпонентного покриття. Поставлена задача вирішується тим, що пристрій для електродугового напилення, що містить корпус з розміщеним усередині турбінним приводом, механізмом подачі дротів, розміщеним зовні корпусу повітряним краном і розпилюючою головкою, що включає передню стінку з підведеним кабелем, з'єднаним шиною з контактною трубкою, башмак із закріпленими на ньому деталями, що закріплений клемовими затискачами на контактній трубці, ковпак, навернений на передню стінку, який містить сопло, притиснуте захисним екраном до ковпака, відповідно до пропозиції, ковпак розпилюючої головки оснащений вузлом подачі порошкового матеріалу, що містить бункер з дозуючим пристроєм, вихід якого розміщений між основним і додатковим соплами, причому додаткове сопло виконане з отвором більшого діаметра, а саме додаткове сопло встановлене з зазором відносно основного сопла. Під час роботи пристрою для електродугового напилення механізмом подачі дротів через контактні трубки, башмаки і направляючі пластини подаються за основне сопло дроти, у точку їхнього схрещування. Від джерела живлення електричний струм через кабелі, шини, контактні трубки, 4 башмаки і направляючі пластини підводиться до дротів. Через отвір у передній стінці стиснене повітря надходить у внутрішню порожнину ковпака. Витікання стиснутого повітря походить з основного сопла, за яким між торцями дротів загоряється дуга. Рідкий метал здувається з торців дротів струменем стиснутого повітря убік поверхні, що напиляється. При витіканні струменя стиснутого повітря з основного сопла діаметром 7мм відбувається інтенсивна інжекція атмосферного повітря у струмінь. Це дозволяє за допомогою додаткового сопла з більшим діаметром, наприклад 10мм, притиснутого до основного сопла за допомогою захисного екрана, з бункера через дозуючий пристрій і спеціальні прорізи в додатковому соплі подати до отвору основного сопла порошковий матеріал для формування багатокомпонентного покриття. Для регулювання зони подачі порошкового матеріалу призначений перехідник. Таким чином, при установці до основного сопла додаткового сопла з більшим діаметром відбувається інтенсивна інжекція атмосферного повітря з порошковим матеріалом у високотемпературний струмінь. Плин повітря, що виривається з отвору основного сопла, турбулентний, це сприяє гарному перемішуванню часток порошкового матеріалу з розплавленими частками металу. Це приводить до рівномірного розподілу часток порошкового матеріалу у покритті. При цьому як порошковий матеріал можна використовувати керамічний, металевий або полімерний порошок. На кресленні наведено схему пристрою для електродугового напилення, що містить корпус 1 з розміщеним усередині турбінним приводом і механізмом подачі дротів. Зовні корпусу розміщені повітряний кран 2 і модернізована розпилююча головка, що включає передню стінку 3, до якої підведений кабель 4, з'єднаний шиною 5 з контактною трубкою 6. На контактній трубці закріплений за допомогою клемових затискачів башмак 7, на верхній поверхні якого закріплені направляючі пластини 8. На передню стінку 3 установлений ковпак 9 через перехідник 10, що містить бункер 11 і дозуючий пристрій 12. Дозуючий пристрій містить корпус, важіль керування 13, пружину 14 і гвинт регулювання дозуючим пристроєм 15. Захисним екраном 16 притиснуте додаткове сопло 17 і основне сопло 18 до ковпака 9. Зазор між додатковим 17 і основним 18 соплами забезпечується виступами на їхніх торцях. Виступи можуть бути виконані з різним профілем, утворюючи направляючі канали подачі порошкового матеріалу. У передній стінці 3 знаходиться отвір 19. Працює пристрій у такий спосіб. Ме ханізм подачі дротів, розміщений усередині корпуса 1, через контактні трубки 6, башмаки 7 і направляючі пластини 8 подає за основне сопло 18 дроти, у точк у їхнього схрещування. Від джерела живлення електричний струм через кабелі 4, шини 5, контактні трубки 6, башмаки 7 і направляючі пластини 8 підводиться до дроту. Після повітряного крана 2 стиснене повітря надходить на обертання турбіни, розміщеної 5 30382 усередині корпуса 1 і через отвір 19 у передній стінці 3 проходить у внутрішню порожнину ковпака 9. Далі витікання стиснутого повітря проходить з основного сопла 18, за яким між торцями дротів загоряється дуга. Рідкий метал здувається з торців дротів струменем стиснутого повітря убік поверхні, що напилюється. При витіканні струменя стиснутого повітря з основного сопла 18 діаметром 7мм відбувається інтенсивна інжекція атмосферного повітря з порошковим матеріалом у струмінь. Це дозволяє за допомогою додаткового сопла 17 з більшим діаметром, наприклад 10мм, притиснутого до основного сопла 18 захисним екраном 16, з бункера 11 при натисканні важеля керування 13 у дозуючому пристрої 12, через прорізи в додатковому соплі 17 подати до отвору основного сопла 18 порошковий матеріал для формування багатокомпонентного покриття. Для регулювання зони подачі порошкового матеріалу призначений перехідник 10. Подача порошкового матеріалу в зону інтенсивного турбулентного витікання стиснутого повітря дозволяє краще змішува ти розплавлені краплі металу, які здуваються струменем стиснутого повітря з електродів, що плавляться. Таким чином, порошок, що надходить з бункера 11 через дозуючий пристрій 12 у зазор між соплами 17 і 18, змішуючись зі струменем стиснутого повітря, проходить додаткове сопло 17, за яким утворюються краплі розплавленого металу. С уміш стиснутого повітря, порошкового матеріалу і розплавлених крапель металу, проходячи захисний екран 16, направляються убік поверхні, що напиляється. 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electric arc deposition
Автори англійськоюDubovyi Oleksandr Mykolaiovych, Karpechenko Anton Anatoliovych, Shumov Serhii Mykolaiovych
Назва патенту російськоюУстройство для электродугового напыления
Автори російськоюДубовый Александр Николаевич, Карпеченко Антон Анатольевич, Шумов Сергей Николаевич
МПК / Мітки
МПК: C23C 4/00
Мітки: пристрій, напилення, електродугового
Код посилання
<a href="https://ua.patents.su/3-30382-pristrijj-dlya-elektrodugovogo-napilennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електродугового напилення</a>
Шихта порошкового дроту для електродугового напилення
Номер патенту: 68859
Опубліковано: 16.08.2004
Автори: Пащенко Валерій Миколайович, Фень Євген Костянтинович
МПК: C23C 4/04, C23C 24/00
Мітки: шихта, порошкового, електродугового, напилення, дроту
Формула / Реферат:
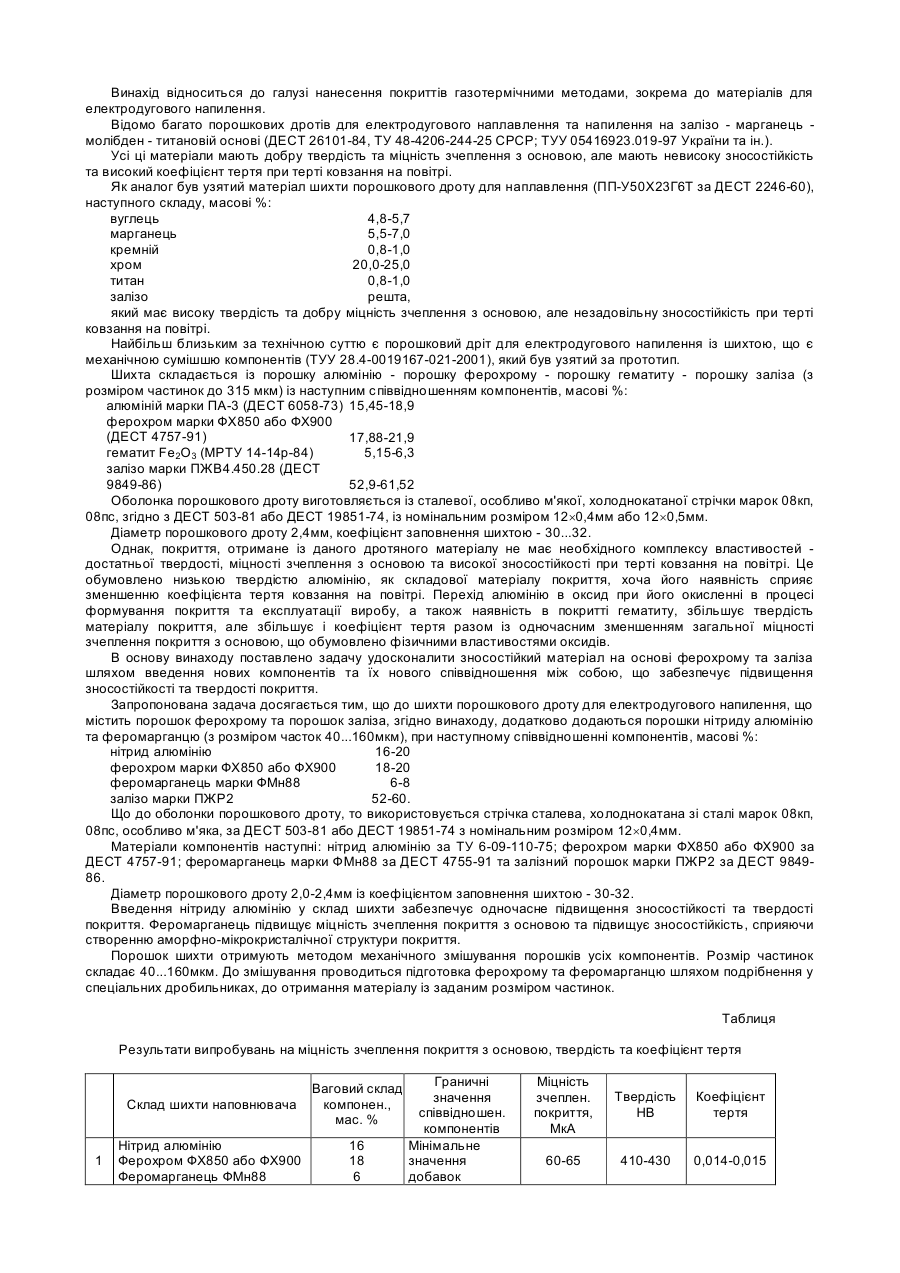
Шихта порошкового дроту для електродугового напилення, що містить порошок ферохрому та порошок заліза, який відрізняється тим, що шихта додатково містить порошки нітриду алюмінію та феромарганцю при наступному співвідношенні компонентів, масові %: нітрид алюмінію 16... 20 ферохром марки ФХ850 або ФХ900 18... 20 феромарганець ФМн88 6... 8 ...
Пристрій для електродугового металізування
Номер патенту: 50451
Опубліковано: 17.01.2005
Автор: Мороз Віктор Володимирович
МПК: B05B 7/16
Мітки: металізування, пристрій, електродугового
Формула / Реферат:
1. Пристрій керування положенням виймальної машини, який містить з'єднані між собою гідродомкрат пересування, зв'язаний із секцією кріплення, штовхач, що за допомогою горизонтальної осі шарнірно з'єднаний з поставом виймальної машини, і гідродомкрат керування, циліндр і шток якого постачені сферичними головками, шарнірно встановленими в гніздах, відповідно, кронштейна поставу виймальної машини і штовхача, який відрізняється тим, що,...
Спосіб електродугового напилення металів
Номер патенту: 1182
Опубліковано: 30.12.1993
Автори: Карп Ігор Миколайович, Рудой Андрій Павлович, Петров Станіслав Володимирович
МПК: C23C 4/12
Мітки: електродугового, напилення, металів, спосіб
Формула / Реферат:
Способ электродугового напыления покрытий, преимущественно стальных, включающий подачу одного из расходуемых электродов соосно распыляющему газовому потоку и подачу второго расходуемого электрода под углом 20-80° к первому, регулирование производительности напыления изменением тока дуги и распыление расплавленного металла продуктами сгорания смеси углеводородов с воздухом, отличающийся тем, что коэффициент расхода воздуха на сжигание...
Установка для напилення композиційних покриттів електродуговим методом
Номер патенту: 40784
Опубліковано: 15.12.2003
Автори: Роп'як Любомир Ярославович, Кустов Віктор Володимирович
МПК: C23C 4/04, C23C 26/02, C23C 28/00
Мітки: установка, покриттів, методом, електродуговим, композиційних, напилення
Формула / Реферат:
Установка для напилення композиційних покриттів електродуговим методом, яка містить металізаційний апарат з соплом для подачі розпилюючого газу та механізм подачі двох дротів і систему введення порошкових матеріалів у розпилюючий газ, яка складається з порошкового живильника з дозувальною трубкою, яка відрізняється тим, що вихідний кінець дозувальної трубки розміщений за соплом в напрямку подачі розпилюючого газу на відстані від...
Порошковий дріт для електродугового напилення зносостійких покриттів
Номер патенту: 66911
Опубліковано: 15.06.2004
Автори: Петров Станіслав Володимирович, Зусін Володимир Якович, Семенов Володимир Павлович, Сааков Олександр Герасимович, Роянов Вячеслав Олександрович
МПК: C23C 4/06, B22F 7/04, B32B 15/18, C23C 4/12
Мітки: покриттів, дріт, напилення, порошковий, зносостійких, електродугового
Формула / Реферат:
(21) 2001096178 (57) Порошковий дріт для електродугового напилення зносостійких покриттів, який складається із сталевої оболонки та осердя, матеріал якого містить алюміній, залізо, ферохром, який відрізняється тим, що матеріал осердя додатково містить гематит та перманганат калію при наступних співвідношеннях компонентів дроту, мас. %: алюміній 4,0 - 6,0 ферохром ...
Попередній патент: Процес диференційованого лікування хворих на хронічний атрофічний гастрит, асоційований з нelicobаcter pylori
Наступний патент: Спосіб підключення додаткового генератора до загального навантаження
Випадковий патент: Спосіб оксигенації води і пристрій для його здійснення