Плазмотрон для поверхневого зміцнення
Номер патенту: 108154
Опубліковано: 11.07.2016
Автори: Гагарін Володимир Олександрович, Самотугін Сергій Савелійович, Мазур Владислав Олександрович
Формула / Реферат
Плазмотрон для поверхневого зміцнення, що містить секціоновану міжелектродну вставку з внутрішнім каналом, катод, який закріплено у верхній секції, та сопло з конічною вхідною частиною та циліндричною вихідною, який відрізняється тим, що всередині сопла є ребра для охолодження, а зовнішня поверхня сопла має конічну форму з кутом нахилу конусної частини 30-35°.
Текст
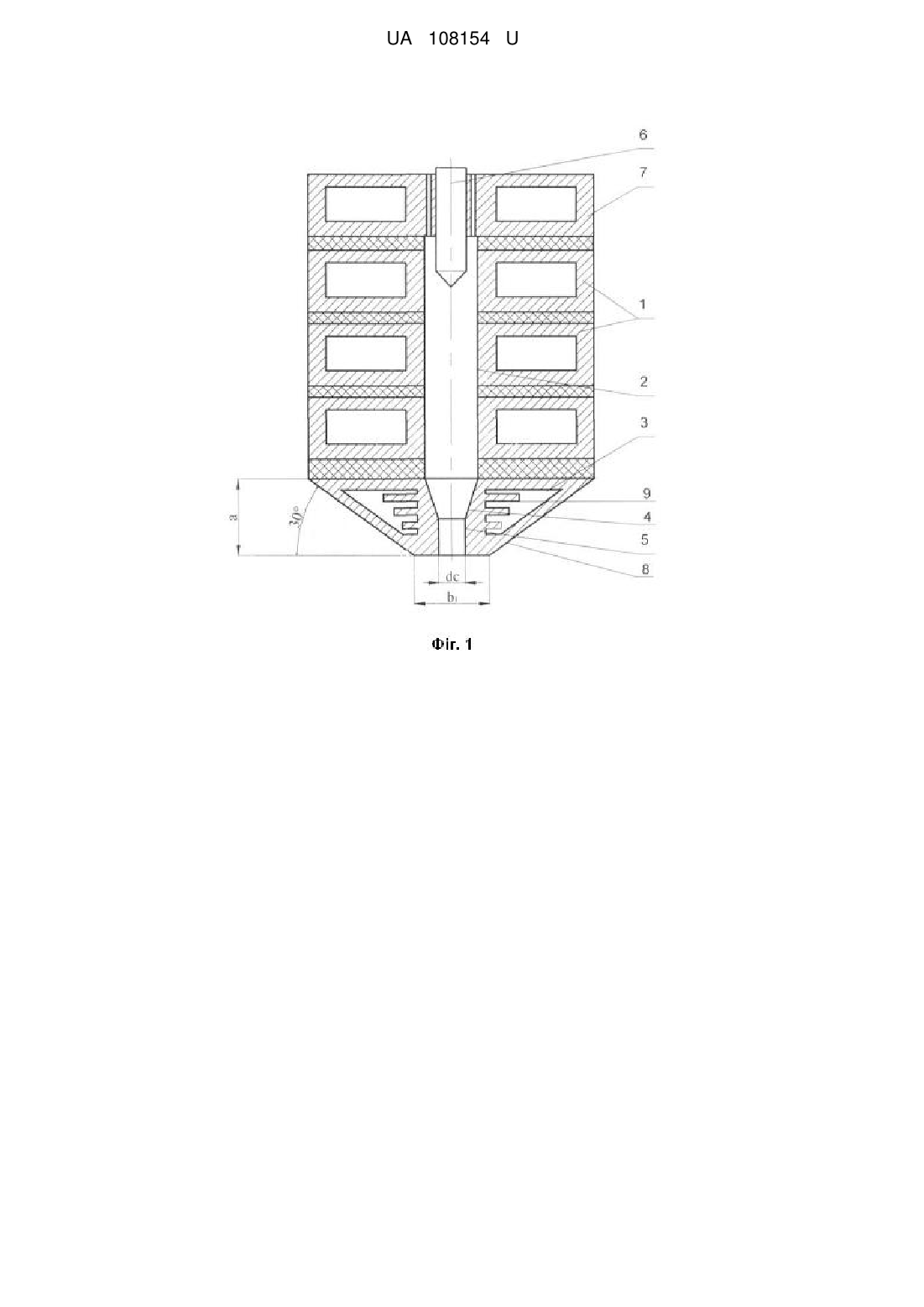
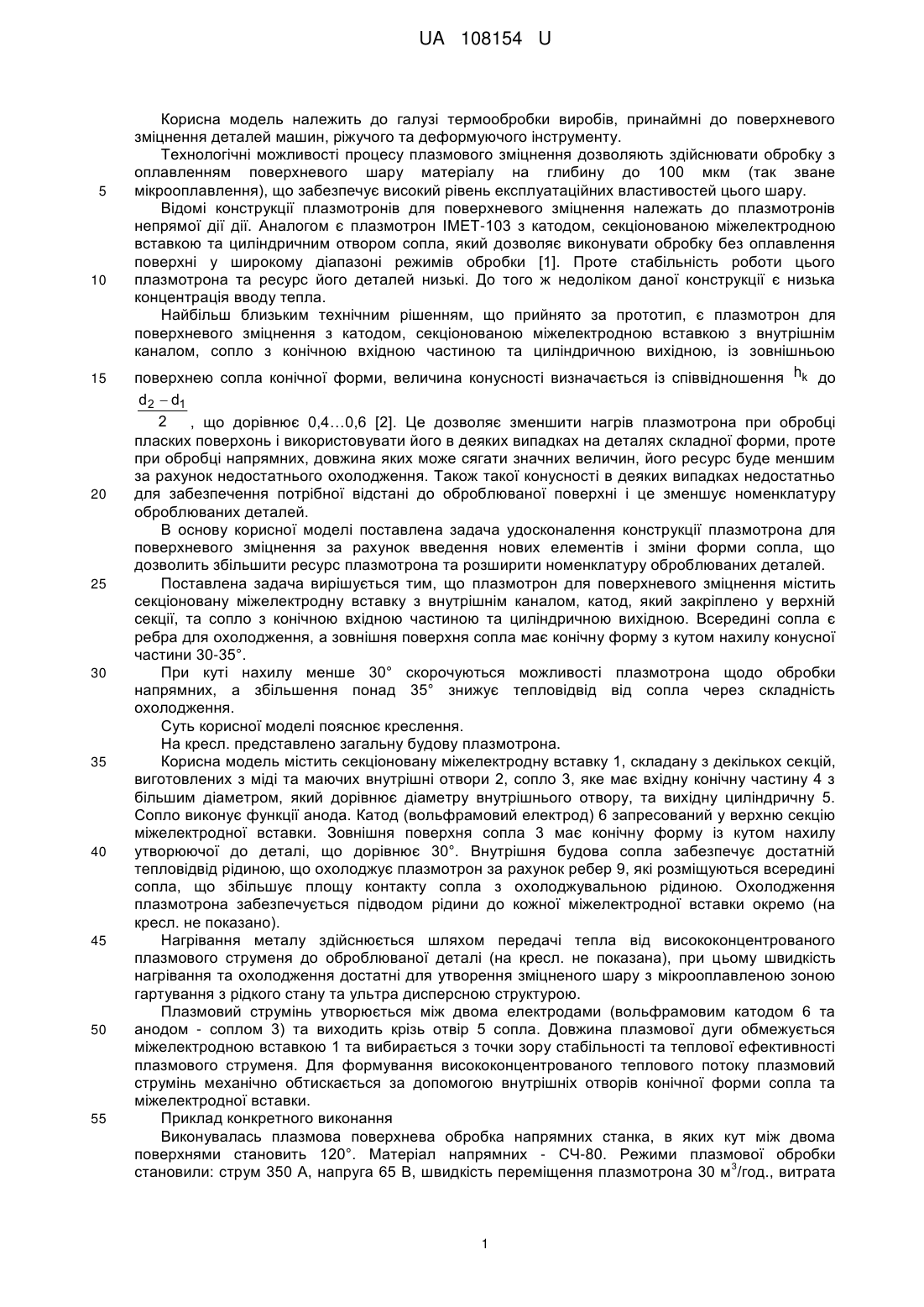
Реферат: Плазмотрон для поверхневого зміцнення містить секціоновану міжелектродну вставку з внутрішнім каналом, катод, який закріплено у верхній секції, та сопло з конічною вхідною частиною та циліндричною вихідною. Всередині сопла є ребра для охолодження, а зовнішня поверхня сопла має конічну форму з кутом нахилу конусної частини 30-35°. UA 108154 U (12) UA 108154 U UA 108154 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі термообробки виробів, принаймні до поверхневого зміцнення деталей машин, ріжучого та деформуючого інструменту. Технологічні можливості процесу плазмового зміцнення дозволяють здійснювати обробку з оплавленням поверхневого шару матеріалу на глибину до 100 мкм (так зване мікрооплавлення), що забезпечує високий рівень експлуатаційних властивостей цього шару. Відомі конструкції плазмотронів для поверхневого зміцнення належать до плазмотронів непрямої дії дії. Аналогом є плазмотрон ІМЕТ-103 з катодом, секціонованою міжелектродною вставкою та циліндричним отвором сопла, який дозволяє виконувати обробку без оплавлення поверхні у широкому діапазоні режимів обробки [1]. Проте стабільність роботи цього плазмотрона та ресурс його деталей низькі. До того ж недоліком даної конструкції є низька концентрація вводу тепла. Найбільш близьким технічним рішенням, що прийнято за прототип, є плазмотрон для поверхневого зміцнення з катодом, секціонованою міжелектродною вставкою з внутрішнім каналом, сопло з конічною вхідною частиною та циліндричною вихідною, із зовнішньою поверхнею сопла конічної форми, величина конусності визначається із співвідношення hk до d 2 d1 2 , що дорівнює 0,4…0,6 [2]. Це дозволяє зменшити нагрів плазмотрона при обробці пласких поверхонь і використовувати його в деяких випадках на деталях складної форми, проте при обробці напрямних, довжина яких може сягати значних величин, його ресурс буде меншим за рахунок недостатнього охолодження. Також такої конусності в деяких випадках недостатньо для забезпечення потрібної відстані до оброблюваної поверхні і це зменшує номенклатуру оброблюваних деталей. В основу корисної моделі поставлена задача удосконалення конструкції плазмотрона для поверхневого зміцнення за рахунок введення нових елементів і зміни форми сопла, що дозволить збільшити ресурс плазмотрона та розширити номенклатуру оброблюваних деталей. Поставлена задача вирішується тим, що плазмотрон для поверхневого зміцнення містить секціоновану міжелектродну вставку з внутрішнім каналом, катод, який закріплено у верхній секції, та сопло з конічною вхідною частиною та циліндричною вихідною. Всередині сопла є ребра для охолодження, а зовнішня поверхня сопла має конічну форму з кутом нахилу конусної частини 30-35°. При куті нахилу менше 30° скорочуються можливості плазмотрона щодо обробки напрямних, а збільшення понад 35° знижує тепловідвід від сопла через складність охолодження. Суть корисної моделі пояснює креслення. На кресл. представлено загальну будову плазмотрона. Корисна модель містить секціоновану міжелектродну вставку 1, складану з декількох секцій, виготовлених з міді та маючих внутрішні отвори 2, сопло 3, яке має вхідну конічну частину 4 з більшим діаметром, який дорівнює діаметру внутрішнього отвору, та вихідну циліндричну 5. Сопло виконує функції анода. Катод (вольфрамовий електрод) 6 запресований у верхню секцію міжелектродної вставки. Зовнішня поверхня сопла 3 має конічну форму із кутом нахилу утворюючої до деталі, що дорівнює 30°. Внутрішня будова сопла забезпечує достатній тепловідвід рідиною, що охолоджує плазмотрон за рахунок ребер 9, які розміщуються всередині сопла, що збільшує площу контакту сопла з охолоджувальною рідиною. Охолодження плазмотрона забезпечується підводом рідини до кожної міжелектродної вставки окремо (на кресл. не показано). Нагрівання металу здійснюється шляхом передачі тепла від висококонцентрованого плазмового струменя до оброблюваної деталі (на кресл. не показана), при цьому швидкість нагрівання та охолодження достатні для утворення зміцненого шару з мікрооплавленою зоною гартування з рідкого стану та ультра дисперсною структурою. Плазмовий струмінь утворюється між двома електродами (вольфрамовим катодом 6 та анодом - соплом 3) та виходить крізь отвір 5 сопла. Довжина плазмової дуги обмежується міжелектродною вставкою 1 та вибирається з точки зору стабільності та теплової ефективності плазмового струменя. Для формування висококонцентрованого теплового потоку плазмовий струмінь механічно обтискається за допомогою внутрішніх отворів конічної форми сопла та міжелектродної вставки. Приклад конкретного виконання Виконувалась плазмова поверхнева обробка напрямних станка, в яких кут між двома поверхнями становить 120°. Матеріал напрямних - СЧ-80. Режими плазмової обробки 3 становили: струм 350 А, напруга 65 В, швидкість переміщення плазмотрона 30 м /год., витрата 1 UA 108154 U 3 3 плазмоутворюючого газу (аргону) 2-3 м /год., витрата охолоджуючої води 2 м /год., відстань від 5 зрізу сопла до оброблюваної деталі 5мм. Щільність теплової потужності qi=(0.65-0.95) х 10 2 Вт/см . Тип конструкції Прототип Корисна модель Кут нахилу утворюючої 25 30 Внутрішні ребра Ні Так Термічний КПД 0,523 0,513 Ресурс, годин 180-200 220-240 5 10 15 Результати випробувань довели, що деталі плазмотрона - корисної моделі мають достатній ресурс у порівняні з плазмотроном-прототипом і дозволяють вести обробку заданих деталей. Джерела інформації: 1. Кулагин И.Д., Николаев А.В. Дуговая плазменная струя как источник теплоты при обработке материалов //Сварочное производство. - 1959. - № 9. - С. 1-6. 2. Пат. 52442 Україна, МПК Н05В 7/00. Плазмотрон для поверхневого зміцнення деталей та інструменту /Самотугін С.С., Гагарін В.О., Мазур В.О., Литвиненко Д.С. - № u201002550 заявл. 09.03.2010; опубл 25.08.2010, Бюл. № 16. - 4 с. 3. Самотугин С.С., Гагарин В.А. Принципы усовершенствования конструкции плазмотрона для поверхностной упрочняющей обработки направляющих станков //Вісник приазовського державного технічного університету Серія: Технічні науки. 2013. - Вип. 26. С. 168-174. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Плазмотрон для поверхневого зміцнення, що містить секціоновану міжелектродну вставку з внутрішнім каналом, катод, який закріплено у верхній секції, та сопло з конічною вхідною частиною та циліндричною вихідною, який відрізняється тим, що всередині сопла є ребра для охолодження, а зовнішня поверхня сопла має конічну форму з кутом нахилу конусної частини 30-35°. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B05B 7/22, B23K 10/02, B23K 10/00
Мітки: зміцнення, поверхневого, плазмотрон
Код посилання
<a href="https://ua.patents.su/4-108154-plazmotron-dlya-poverkhnevogo-zmicnennya.html" target="_blank" rel="follow" title="База патентів України">Плазмотрон для поверхневого зміцнення</a>
Плазмотрон для поверхневого зміцнення деталей та інструменту
Номер патенту: 52442
Опубліковано: 25.08.2010
Автори: Самотугін Сергій Савелійович, Литвиненко Дмитро Сергійович, Гагарін Володимир Олександрович, Мазур Владислав Олександрович
МПК: H05B 7/00
Мітки: плазмотрон, деталей, поверхневого, інструменту, зміцнення
Формула / Реферат:
Плазмотрон для поверхневого зміцнення деталей та інструменту, що містить секціоновану міжелектродну вставку з внутрішнім каналом та соплом з конічною вхідною частиною та циліндричною вихідною, який відрізняється тим, що він виконаний із зовнішньою поверхнею сопла конічної форми, величина конусності визначається із співвідношення hk до , що дорівнює 0,4...0,6, де hk - висота...
Плазмотрон для поверхневого зміцнення деталей та інструменту
Номер патенту: 25129
Опубліковано: 25.07.2007
Автори: Самотугін Сергій Савелійович, Мазур Владислав Олександрович
МПК: B21K 9/00, H05B 7/18, H05H 1/26
Мітки: поверхневого, інструменту, зміцнення, деталей, плазмотрон
Формула / Реферат:
Плазмотрон для поверхневого зміцнення з секціонованою міжелектродною вставкою з внутрішнім каналом та соплом з конічною вхідною та циліндричною вихідною ділянками, який відрізняється тим, що внутрішній канал вставки утворений сполученими між собою циліндричною та конічною, що звужуються у напрямку сопла, частинами, при цьому відношення висоти конічної частини до висоти циліндричної частини дорівнює 1,5-2, а величина конусності складає...
Електродуговий плазмотрон

Номер патенту: 45253
Опубліковано: 15.10.2003
Автори: РУСЄВ ГЕННАДІЙ МИХАЙЛОВИЧ, ГАЛЮК МИКОЛА ПИЛИПОВИЧ, КИСЄЛЬОВ СЕРГІЙ МИХАЙЛОВИЧ, ОВСЯНІКОВ ВІКТОР ВАСИЛЬОВИЧ
МПК: H05B 7/18, B23K 10/00, H05H 1/24, H05H 1/00
Мітки: електродуговий, плазмотрон
Формула / Реферат:
1. Електродуговий плазмотрон, що включає корпус, у якому співвісно установлені електродотримач, стержньовий катод, закріплений у електродотримачі з можливістю переміщення вздовж вертикальної осі плазмотрона, зовнішнє сопло для підведення захисного газу, нижня частина якого виконана конічною, і внутрішнє сопло для утворення плазми, який відрізняється тим, що внутрішнє сопло обладнане каналами, виконаними під кутом 8-14° до вертикальної осі...
Герметизуючий стик вакуумних установок поверхневого зміцнення металів
Номер патенту: 31608
Опубліковано: 15.12.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/14, C23C 10/10
Мітки: стик, вакуумних, поверхневого, установок, металів, герметизуючий, зміцнення
Текст:
...того, що одна або обидві з поверхонь фланців, між якими герметизується стик, мають конічну форму. Суть запропонованого винаходу пояснюється кресленням. Герметизуючий стик складається з верхнього фланця 1, нижнього фланця 2 та ущільнювача 3. Герметизуючий стик формується гумовим ущільнювачем З суцільного чи трубчатого перерізу, який затискається між верхнім 1 та нижнім 2 фланцями, при цьому за рахунок того, що опорна поверхня нижнього...
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Кошеленко Павло Іванович, Левшун Павло Володимирович
Мітки: зміцнення, спосіб, деталі, комбінованою, поверхневого, обробкою
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Попередній патент: Привід круглов’язальної машини
Наступний патент: Муфта
Випадковий патент: Коктейль "ніжність"