Спосіб обробки неповних сферичних поверхонь
Номер патенту: 10828
Опубліковано: 15.11.2005
Автори: Рудик Андрій Васильович, Кальченко Володимир Віталійович, Івашко Євген Олексійович
Формула / Реферат
1. Спосіб обробки неповних сферичних поверхонь, що включає обробку поверхонь охоплюючим інструментом з віссю обертання, перпендикулярною осі обертання виробу, який відрізняється тим, що формоутворення виконують в положенні, коли формоутворююча ділянка інструмента розташована в осьовій площині виробу.
2. Спосіб обробки неповних сферичних поверхонь за п. 1, який відрізняється тим, що обробку здійснюють комбінованим лезово-абразивним інструментом на прохід, виконуючи послідовно чорнове фрезерування, чистове фрезерування і доведення абразивними брусками.
Текст
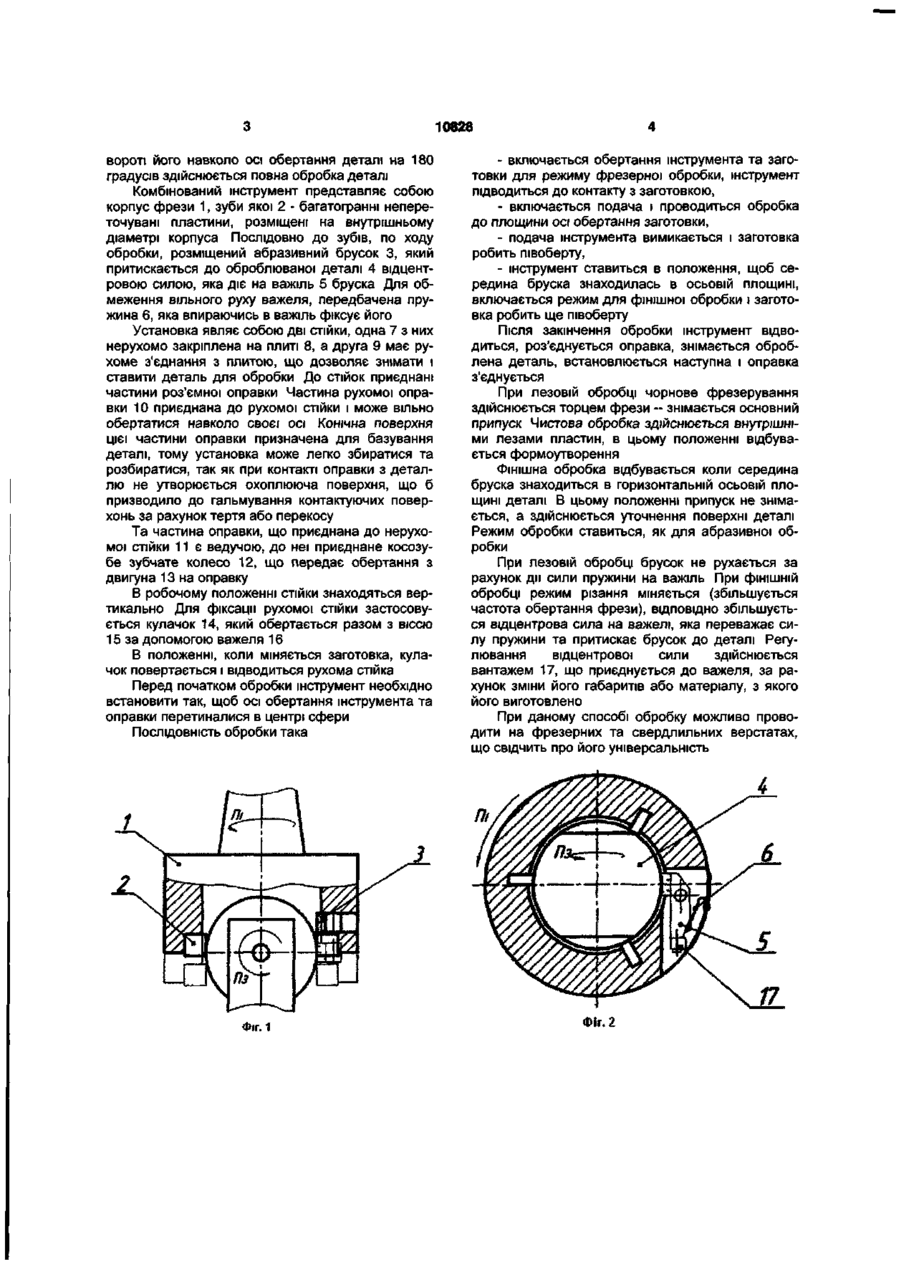
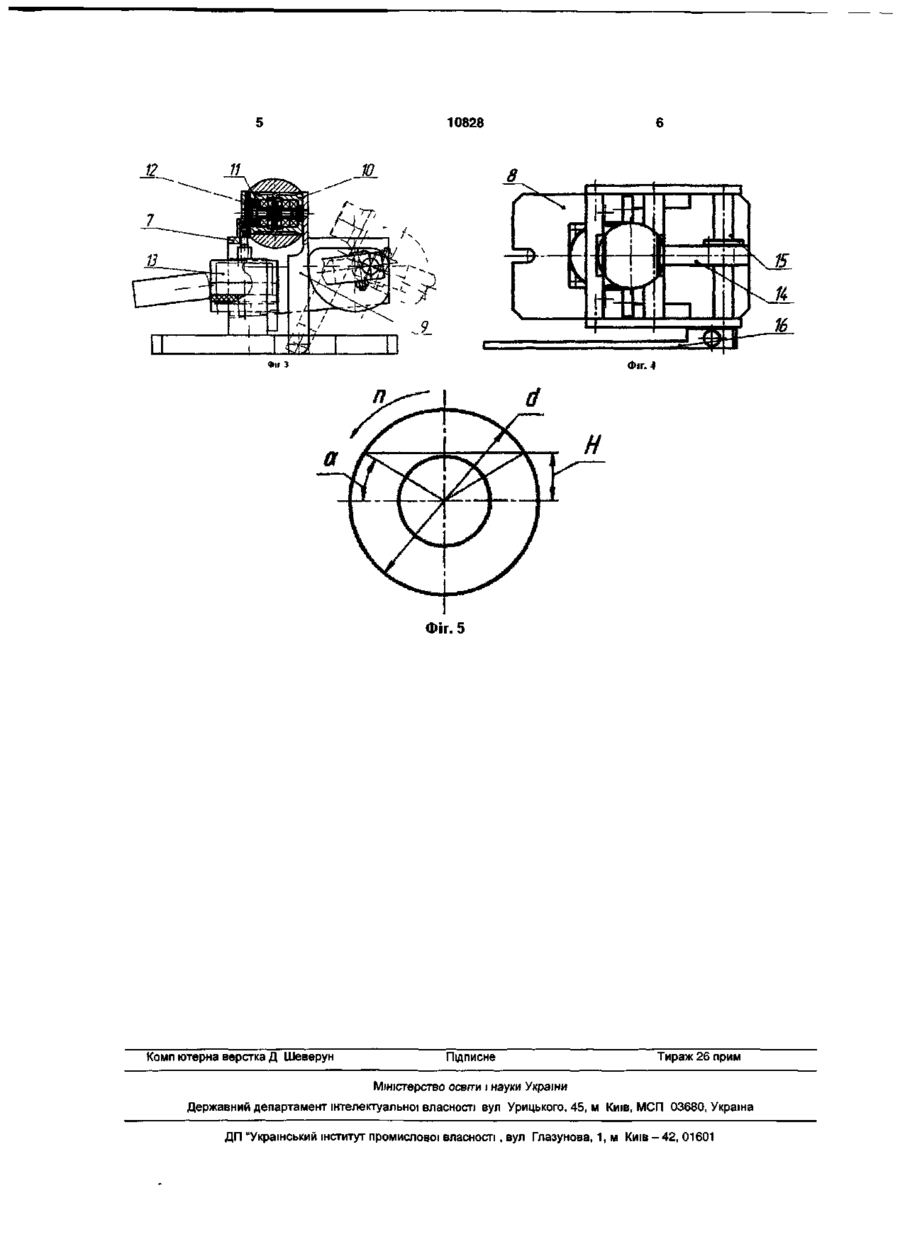
1. Спосіб обробки неповних сферичних поверхонь, що включає обробку поверхонь охоплюючим інструментом з віссю обертання, перпендикуляр Корисна модель відноситься до металообробки і може бути використана в нафтогазовій промисловості, в сантехніці при виготовленні сферичних кранів та ін. Відомим є верстат для безцентрового врізного шліфування фасонних поверхонь [Власов С. Н., Годович Г. М., Черпаков Б. Й. Устройство, наладка и обслуживание металлообрабатывающих станков и автоматических линий. М.: Машиностроение, 1983.-439с]. Недоліком цього способу є нерівномірне зняття припуску, можливе припалювання оброблюваної поверхні та необхідність витримувати точність позиціювання інструмента для утворення правильної сферичної поверхні. Найбільш близьким до даного способу є спосіб шліфування сферичної поверхні чашковим шліфувальним кругом, вісь обертання якого встановлюють перпендикулярно осі обертання виробу, розміщеного на оправці, котрій надають обертального руху [а.с. 1142263, СРСР МКИ В24В1/00]. Виріб встановлюють на оправці з можливістю вільного обертання і осьового переміщення відносно неї. Недоліком даного способу є розміщення формоутворюючої ділянки інструмента поза площиною осі обертання заготовки, що призводить до зменшення продуктивності обробки за рахунок додаткового повороту 2-а (Додаток Фіг.5) заготовки при огинанні формоутворюючою ділянкою по направляючій, за рахунок цього збільшується час обробки на ною осі обертання виробу, який відрізняється тим, що формоутворення виконують в положенні, коли формоутворююча ділянка інструмента розташована в осьовій площині виробу. 2. Спосіб обробки неповних сферичних поверхонь за п. 1, який відрізняється тим, що обробку здійснюють комбінованим лезово-абразивним інструментом на прохід, виконуючи послідовно чорнове фрезерування, чистове фрезерування і доведення абразивними брусками. • — > arcsm Г2Н | UJ де Н - відстань від площини осі обертання деталі до формоутворюючої ділянки; d - діаметр деталі; п - частота обертання деталі (Додаток Фіг.5). Також необхідно витримувати точність позиціювання інструмента для утворення правильної сферичної поверхні. Задача корисної моделі - підвищення продуктивності обробки сферичних поверхонь за рахунок обробки на прохід комбінованим інструментом та зменшення кута повороту повної обробки заготовки до 180 градусів. Дана задача вирішується застосуванням роз'ємної оправки, розміри якої не виходять за розміри формоутворюючої ділянки інструмента, та застосуванням комбінованого лезовоабразивного інструмента. Це дозволяє виконувати повну обробку (лезвійну і абразивну) заготовки на прохід за один установ. На Фіг.1 зображено вид збоку при обробці: лезвійною частиною інструмента - жирними лініями, абразивною частиною інструмента - тонкими. На Фіг.2 вид зверху осьового перерізу пристрою в процесі обробки. На Фіг.З та Фіг.4 зображено відповідно вид спереду та вид зверху пристрою для закріплення деталі. Так як при обробці на прохід внутрішній діаметр інструмента є максимальний діаметр деталі, тобто обробка ведеться в площині осі обертання деталі, то при по 00 CM 00 о> 10828 вороті його навколо осі обертання деталі на 180 градусів здійснюється повна обробка деталі Комбінований інструмент представляє собою корпус фрези 1, зуби якої 2 - багатогранні непереточувані пластини, розміщені на внутрішньому діаметрі корпуса Послідовно до зубів, по ходу обробки, розміщений абразивний брусок 3, який притискається до оброблюваної деталі 4 відцентровою силою, яка діє на важіль 5 бруска Для обмеження вільного руху важеля, передбачена пружина 6, яка впираючись в важіль фіксує його Установка являє собою дві стійки, одна 7 з них нерухомо закріплена на плиті 8, а друга 9 має рухоме з'єднання з плитою, що дозволяє знімати і ставити деталь для обробки До стійок приєднані частини роз'ємної оправки Частина рухомої оправки 10 приєднана до рухомої стійки і може вільно обертатися навколо своє/ осі Конічна поверхня цієї частини оправки призначена для базування деталі, тому установка може легко збиратися та розбиратися, так як при контакті оправки з деталлю не утворюється охоплююча поверхня, що б призводило до гальмування контактуючих поверхонь за рахунок тертя або перекосу Та частина оправки, що приєднана до нерухомої стійки 11 є ведучою, до неї приєднане косозубе зубчате колесо 12, що передає обертання з двигуна 13 на оправку В робочому положенні стійки знаходяться вертикально Для фіксації рухомої стійки застосовується кулачок 14, який обертається разом з віссю 15 за допомогою важеля 16 В положенні, коли міняється заготовка, кулачок повертається і відводиться рухома стійка Перед початком обробки інструмент необхідно встановити так, щоб осі обертання інструмента та оправки перетиналися в центрі сфери ПОСЛІДОВНІСТЬ обробки така Фіг. 1 - включається обертання інструмента та заготовки для режиму фрезерної обробки, інструмент підводиться до контакту з заготовкою, - включається подача і проводиться обробка до площини осі обертання заготовки, - подача інструмента вимикається і заготовка робить півоберту, - інструмент ставиться в положення, щоб середина бруска знаходилась в осьовій площині, включається режим для фінішної обробки і заготовка робить ще півоберту Після закінчення обробки інструмент відводиться, роз'єднується оправка, знімається оброблена деталь, встановлюється наступна і оправка з'єднується При лезовій обробці чорнове фрезерування здійснюється торцем фрези - знімається основний припуск Чистова обробка здійснюється внутрішніми лезами пластин, в цьому положенні відбувається формоутворення Фінішна обробка відбувається коли середина бруска знаходиться в горизонтальній осьовій площині деталі В цьому положенні припуск не знімається, а здійснюється уточнення поверхні деталі Режим обробки ставиться, як для абразивної обробки При лезовій обробці брусок не рухається за рахунок дії сили пружини на важіль При фінішній обробці режим різання міняється (збільшується частота обертання фрези), ВІДПОВІДНО збільшується відцентрова сила на важелі, яка переважає силу пружини та притискає брусок до деталі Регулювання відцентрової сили здійснюється вантажем 17, що приєднується до важеля, за рахунок зміни його габаритів або матеріалу, з якого його виготовлено При даному способі обробку можливо проводити на фрезерних та свердлильних верстатах, що свідчить про його універсальність ФІГ. 2 10828 12 11 Фіг. 4 Фіг. 5 Комп ютерна верстка Д Шеверун Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності вул Урицького, 45, м Київ, МСП 03680, Україна ДП "Український інститут промислової власності, вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of incomplete spherical surfaces
Автори англійськоюKalchenko Volodymyr Vitaliiovych, Rudyk Andrii Vasyliovych
Назва патенту російськоюСпособ обработки неполных сферических поверхностей
Автори російськоюКальченко Владимир Витальевич, Рудык Андрей Васильевич
МПК / Мітки
МПК: B24B 1/00
Мітки: неповних, сферичних, спосіб, обробки, поверхонь
Код посилання
<a href="https://ua.patents.su/4-10828-sposib-obrobki-nepovnikh-sferichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки неповних сферичних поверхонь</a>
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 64233
Опубліковано: 16.02.2004
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: пристрій, реалізації, обробки, поверхонь, сферичних, спосіб
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Распутько Олексій Степанович, Пирогов Олександр Дмитрович, Шевченко Микола Григорович, Рябець Микола Пантелеймонович, Галенко Василь Петрович
МПК: B23B 5/00
Мітки: великого, зовнішніх, діаметру, поверхонь, обробки, пристрій, сферичних
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61731
Опубліковано: 17.11.2003
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: обробки, реалізації, спосіб, сферичних, пристрій, поверхонь
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі і змінюють його положення в межах кута,...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61732
Опубліковано: 17.11.2003
Автори: Розенберг Олег Олександрович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: реалізації, пристрій, спосіб, поверхонь, обробки, сферичних
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі і надають йому обертального руху...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61729
Опубліковано: 17.11.2003
Автори: Розенберг Олег Олександрович, Новіков Микола Васильович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: пристрій, обробки, спосіб, сферичних, поверхонь, реалізації
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Попередній патент: Спосіб діагностики вираженості післяопераційної запальної реакції ока після екстракапсулярної екстракції катаракти з імплантацією інтраокулярних лінз
Наступний патент: Спосіб випробувань зразків магнітотвердих матеріалів
Випадковий патент: Спосіб посилення захисних функцій гірських лісів для боротьби з селевими потоками та повенями в карпатах