Спосіб лазерного зварювання з широтно-імпульсною модуляцією випромінювання
Номер патенту: 109328
Опубліковано: 10.08.2015
Автори: Хаскін Владислав Юрійович, Лукашенко Дмитро Андрійович, Шелягін Володимир Дмитрович, Лукашенко Андрій Германович, Лукашенко Володимир Андрійович
Формула / Реферат
Спосіб лазерного зварювання металів, в якому локально плавлять метал в зоні зварювання імпульсами сфокусованого лазерного випромінювання, які модульовані імпульсами ультразвукової частоти, який відрізняється тим, що імпульси лазерного випромінювання створюють методом широтно-імпульсної модуляції лазерного випромінювання з несучою частотою до 150 кГц і максимально допустимою амплітудою.
Текст
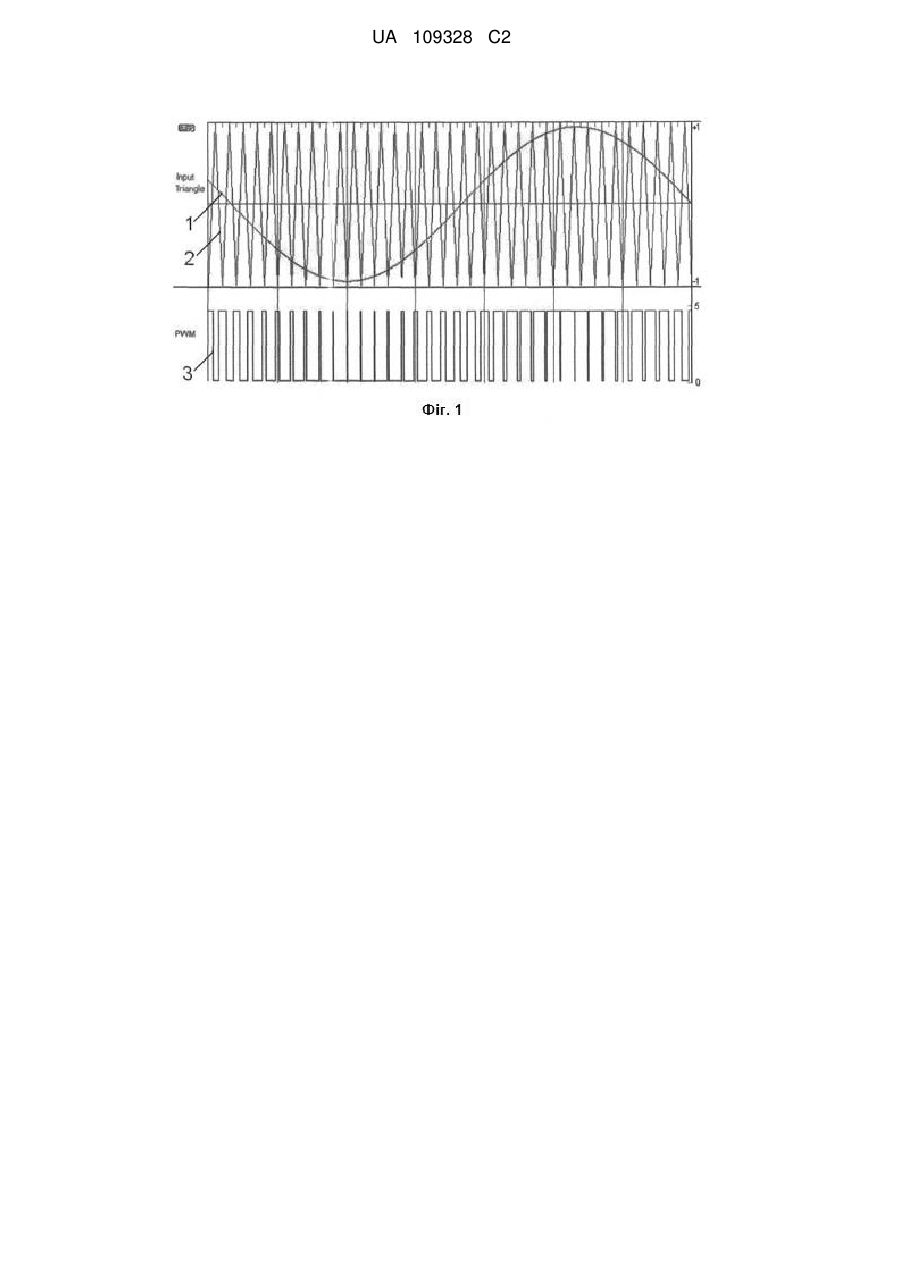
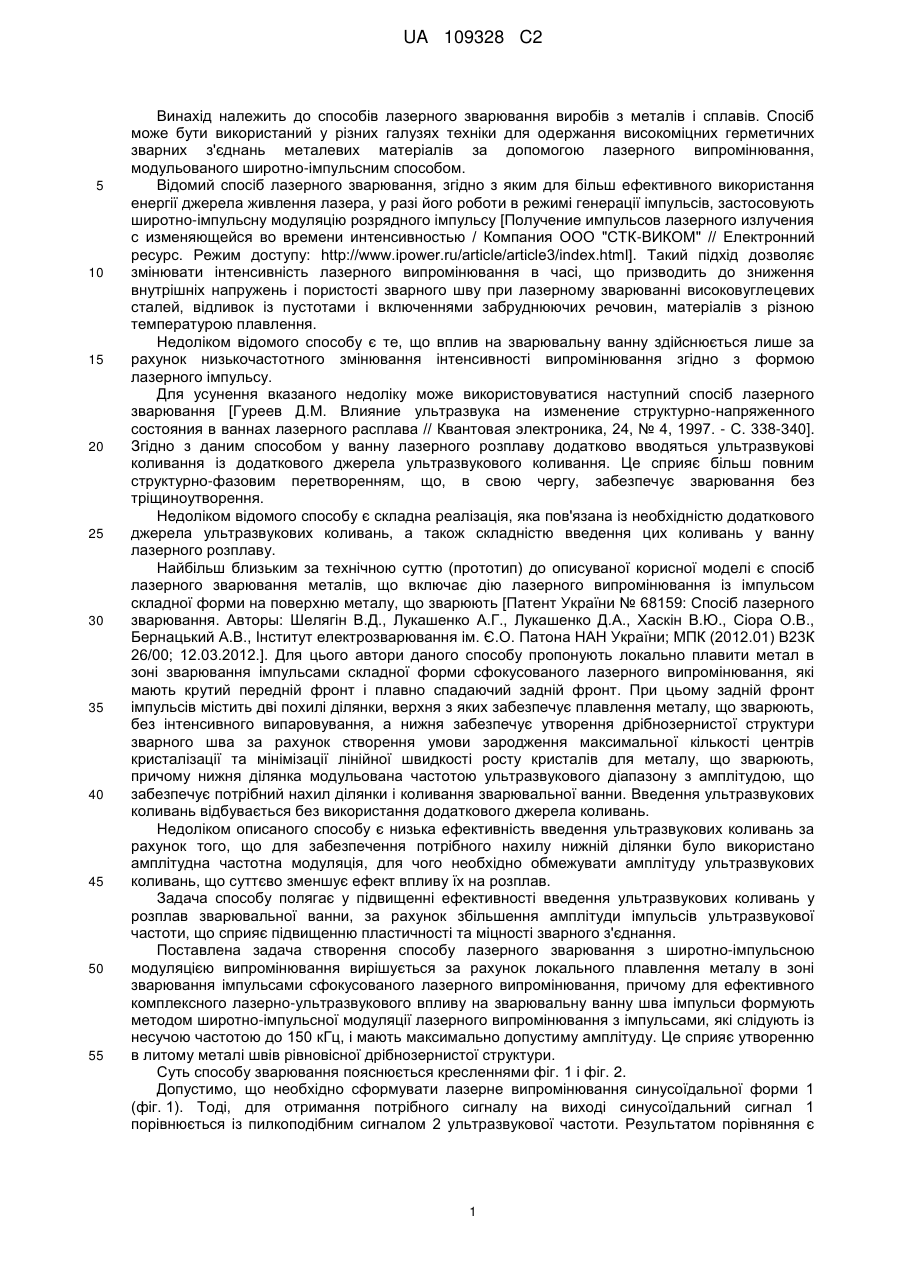
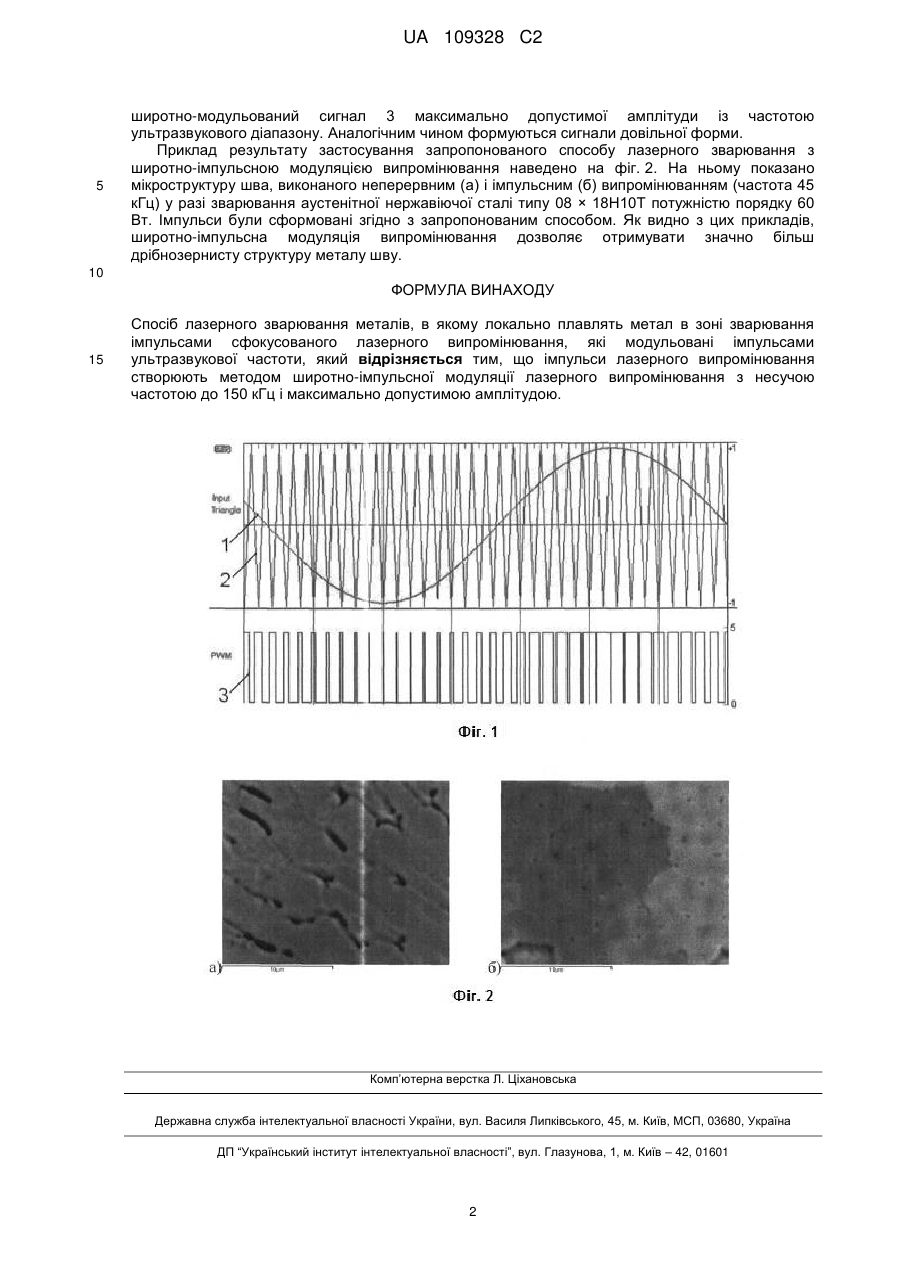
Реферат: Винахід належить до способів лазерного зварювання виробів з металів і сплавів і може бути використаний у різних галузях техніки для одержання високоміцних герметичних зварних з'єднань металевих матеріалів. Запропонований спосіб лазерного зварювання металів полягає в тому, що локально плавлять метал в зоні зварювання імпульсами сфокусованого лазерного випромінювання, які модульовані імпульсами ультразвукової частоти. При цьому, для підвищення ефективності комбінованого лазерно-ультразвукового впливу на зварювальну ванну, імпульси лазерного випромінювання створюють методом широтно-імпульсної модуляції лазерного випромінювання із несучою частотою до 150 кГц і максимально допустимою амплітудою. Це сприяє утворенню в литому металі швів рівновісної дрібнозернистої структури. UA 109328 C2 (12) UA 109328 C2 UA 109328 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до способів лазерного зварювання виробів з металів і сплавів. Спосіб може бути використаний у різних галузях техніки для одержання високоміцних герметичних зварних з'єднань металевих матеріалів за допомогою лазерного випромінювання, модульованого широтно-імпульсним способом. Відомий спосіб лазерного зварювання, згідно з яким для більш ефективного використання енергії джерела живлення лазера, у разі його роботи в режимі генерації імпульсів, застосовують широтно-імпульсну модуляцію розрядного імпульсу [Получение импульсов лазерного излучения с изменяющейся во времени интенсивностью / Компания ООО "СТК-ВИКОМ" // Електронний ресурс. Режим доступу: http://www.ipower.ru/article/article3/index.html]. Такий підхід дозволяє змінювати інтенсивність лазерного випромінювання в часі, що призводить до зниження внутрішніх напружень і пористості зварного шву при лазерному зварюванні високовуглецевих сталей, відливок із пустотами і включеннями забруднюючих речовин, матеріалів з різною температурою плавлення. Недоліком відомого способу є те, що вплив на зварювальну ванну здійснюється лише за рахунок низькочастотного змінювання інтенсивності випромінювання згідно з формою лазерного імпульсу. Для усунення вказаного недоліку може використовуватися наступний спосіб лазерного зварювання [Гуреев Д.М. Влияние ультразвука на изменение структурно-напряженного состояния в ваннах лазерного расплава // Квантовая электроника, 24, № 4, 1997. - С. 338-340]. Згідно з даним способом у ванну лазерного розплаву додатково вводяться ультразвукові коливання із додаткового джерела ультразвукового коливання. Це сприяє більш повним структурно-фазовим перетворенням, що, в свою чергу, забезпечує зварювання без тріщиноутворення. Недоліком відомого способу є складна реалізація, яка пов'язана із необхідністю додаткового джерела ультразвукових коливань, а також складністю введення цих коливань у ванну лазерного розплаву. Найбільш близьким за технічною суттю (прототип) до описуваної корисної моделі є спосіб лазерного зварювання металів, що включає дію лазерного випромінювання із імпульсом складної форми на поверхню металу, що зварюють [Патент України № 68159: Спосіб лазерного зварювання. Авторы: Шелягін В.Д., Лукашенко А.Г., Лукашенко Д.А., Хаскін В.Ю., Сіора О.В., Бернацький А.В., Інститут електрозварювання ім. Є.О. Патона НАН України; МПК (2012.01) В23К 26/00; 12.03.2012.]. Для цього автори даного способу пропонують локально плавити метал в зоні зварювання імпульсами складної форми сфокусованого лазерного випромінювання, які мають крутий передній фронт і плавно спадаючий задній фронт. При цьому задній фронт імпульсів містить дві похилі ділянки, верхня з яких забезпечує плавлення металу, що зварюють, без інтенсивного випаровування, а нижня забезпечує утворення дрібнозернистої структури зварного шва за рахунок створення умови зародження максимальної кількості центрів кристалізації та мінімізації лінійної швидкості росту кристалів для металу, що зварюють, причому нижня ділянка модульована частотою ультразвукового діапазону з амплітудою, що забезпечує потрібний нахил ділянки і коливання зварювальної ванни. Введення ультразвукових коливань відбувається без використання додаткового джерела коливань. Недоліком описаного способу є низька ефективність введення ультразвукових коливань за рахунок того, що для забезпечення потрібного нахилу нижній ділянки було використано амплітудна частотна модуляція, для чого необхідно обмежувати амплітуду ультразвукових коливань, що суттєво зменшує ефект впливу їх на розплав. Задача способу полягає у підвищенні ефективності введення ультразвукових коливань у розплав зварювальної ванни, за рахунок збільшення амплітуди імпульсів ультразвукової частоти, що сприяє підвищенню пластичності та міцності зварного з'єднання. Поставлена задача створення способу лазерного зварювання з широтно-імпульсною модуляцією випромінювання вирішується за рахунок локального плавлення металу в зоні зварювання імпульсами сфокусованого лазерного випромінювання, причому для ефективного комплексного лазерно-ультразвукового впливу на зварювальну ванну шва імпульси формують методом широтно-імпульсної модуляції лазерного випромінювання з імпульсами, які слідують із несучою частотою до 150 кГц, і мають максимально допустиму амплітуду. Це сприяє утворенню в литому металі швів рівновісної дрібнозернистої структури. Суть способу зварювання пояснюється кресленнями фіг. 1 і фіг. 2. Допустимо, що необхідно сформувати лазерне випромінювання синусоїдальної форми 1 (фіг. 1). Тоді, для отримання потрібного сигналу на виході синусоїдальний сигнал 1 порівнюється із пилкоподібним сигналом 2 ультразвукової частоти. Результатом порівняння є 1 UA 109328 C2 5 широтно-модульований сигнал 3 максимально допустимої амплітуди із частотою ультразвукового діапазону. Аналогічним чином формуються сигнали довільної форми. Приклад результату застосування запропонованого способу лазерного зварювання з широтно-імпульсною модуляцією випромінювання наведено на фіг. 2. На ньому показано мікроструктуру шва, виконаного неперервним (а) і імпульсним (б) випромінюванням (частота 45 кГц) у разі зварювання аустенітної нержавіючої сталі типу 08 × 18Н10Т потужністю порядку 60 Вт. Імпульси були сформовані згідно з запропонованим способом. Як видно з цих прикладів, широтно-імпульсна модуляція випромінювання дозволяє отримувати значно більш дрібнозернисту структуру металу шву. 10 ФОРМУЛА ВИНАХОДУ 15 Спосіб лазерного зварювання металів, в якому локально плавлять метал в зоні зварювання імпульсами сфокусованого лазерного випромінювання, які модульовані імпульсами ультразвукової частоти, який відрізняється тим, що імпульси лазерного випромінювання створюють методом широтно-імпульсної модуляції лазерного випромінювання з несучою частотою до 150 кГц і максимально допустимою амплітудою. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюLukashenko Andrii Hermanovych, Lukashenko Dmytro Andriiovych, Lukashenko Volodymyr Andriiovych
Автори російськоюЛукашенко Андрей Германович, Лукашенко Дмитрий Андреевич, Лукашенко Владимир Андреевич
МПК / Мітки
МПК: B23K 26/21
Мітки: випромінювання, лазерного, широтно-імпульсною, зварювання, спосіб, модуляцією
Код посилання
<a href="https://ua.patents.su/4-109328-sposib-lazernogo-zvaryuvannya-z-shirotno-impulsnoyu-modulyaciehyu-viprominyuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерного зварювання з широтно-імпульсною модуляцією випромінювання</a>
Спосіб оптимізації за швидкодією системи з широтно-імпульсною модуляцією
Номер патенту: 8756
Опубліковано: 15.08.2005
Автори: Денисов Юрій Олександрович, Іванець Сергій Анатолійович
МПК: H02M 3/00
Мітки: модуляцією, системі, широтно-імпульсною, оптимізації, швидкодією, спосіб
Формула / Реферат:
Спосіб оптимізації за швидкодією системи з широтно-імпульсною модуляцією, який включає зміну значень параметрів мікропроцесорного регулятора в залежності від зони модуляції напруги, комутованої перетворювачем, який відрізняється тим, що зону модуляції визначають шляхом порівняння значень коефіцієнтів ряду Уолша та змінюють параметри регулятора для цієї зони.
Транзисторний інвертор з широтно-імпульсною модуляцією
Номер патенту: 31342
Опубліковано: 15.12.2000
Автор: Петерчук Сергій Олександрович
Мітки: модуляцією, інвертор, транзисторний, широтно-імпульсною
Формула / Реферат:
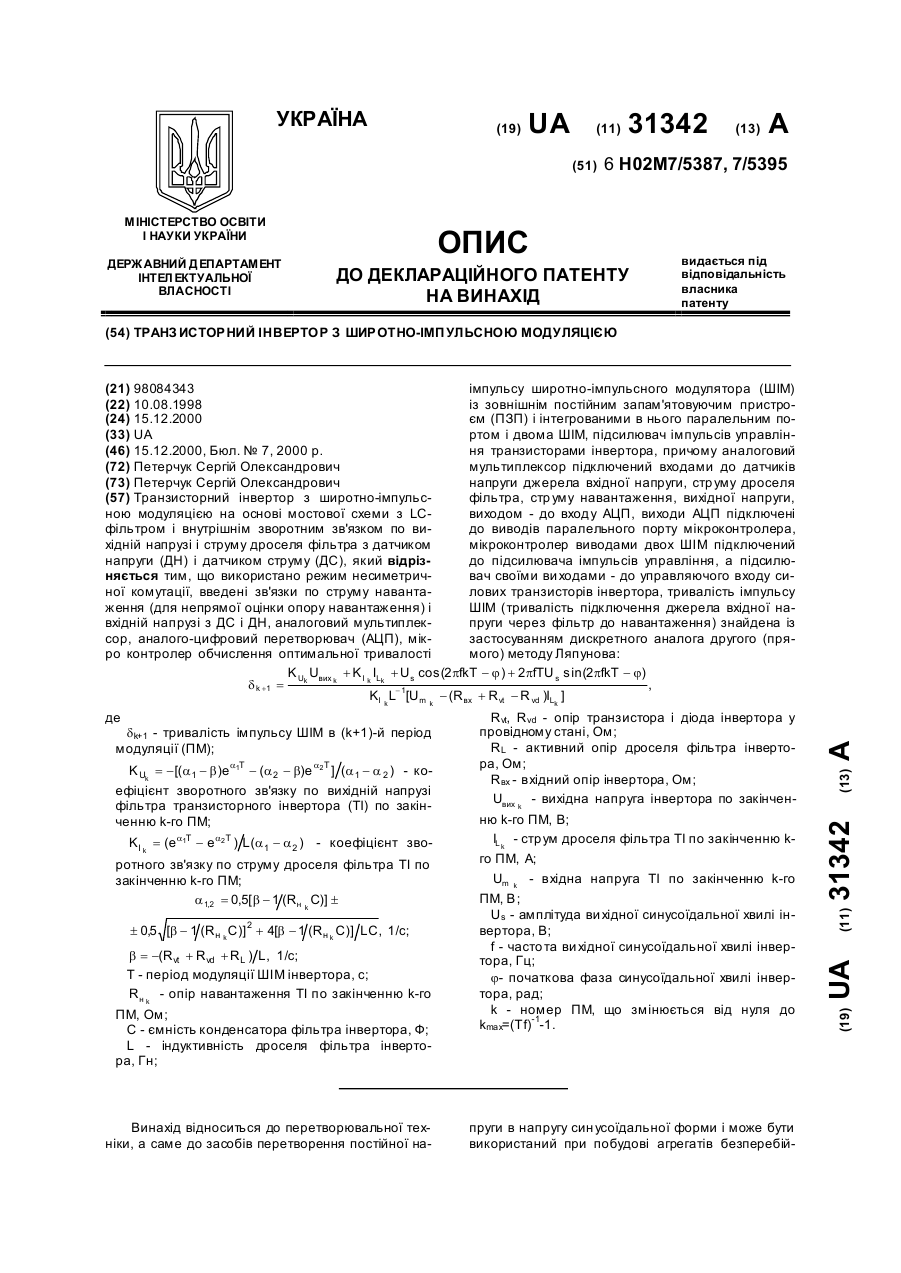
Транзисторний інвертор з широтно-імпульсною модуляцією на основі мостової схеми з LC-фільтром і внутрішнім зворотним зв'язком по вихідній напрузі і струму дроселя фільтра з датчиком напруги (ДН) і датчиком струму (ДС), який відрізняється тим, що використано режим несиметричної комутації, введені зв'язки по струму навантаження (для непрямої оцінки опору навантаження) і вхідній напрузі з ДС і ДН, аналоговий мультиплексор, аналого-цифровий...
Спосіб оптимізації по мінімуму динамічної помилки перетворювача напруги з широтно-імпульсною модуляцією
Номер патенту: 12843
Опубліковано: 15.03.2006
Автори: Денисов Юрій Олександрович, Велігорський Олександр Анатолійович
МПК: H02M 3/00
Мітки: помилки, широтно-імпульсною, спосіб, напруги, модуляцією, перетворювача, мінімуму, динамічної, оптимізації
Формула / Реферат:
Спосіб оптимізації по мінімуму динамічної помилки перетворювача напруги з широтно-імпульсною модуляцією, при якому апаратними засобами визначають сумарну квадратичну помилку перетворювача напруги, який відрізняється тим, що додатково тип модуляції, за допомогою блока вибору типу модуляції, адаптують до конкретних параметрів змінного навантаження.
Спосіб регулювання спектрального складу квазисинусоїдальної напруги з широтно-імпульсною модуляцією та пристрій для його здійснення
Номер патенту: 33417
Опубліковано: 15.02.2001
Автор: Левчук Анатолій Павлович
МПК: H02M 1/08
Мітки: спосіб, модуляцією, пристрій, здійснення, напруги, квазісинусоїдальної, спектрального, регулювання, складу, широтно-імпульсною
Текст:
...яких, на кожному кроці регулювання величини першої гармоніки, є задане значення величини першої гармоніки, при цьому пристрій для регулювання спектрального складу квазисинусоїдальної напруги є широтно-імпульсною модуляцією, що включає перший програмований запам'ятовуючий пристрій, додається тим, що в нього введені другий і третій програмовані запам'ятовуючі пристрої, перший і другий лічильники, реверсивний лічильник, керований...
Спосіб імпульсного регулювання змінної напруги з амплітудно-імпульсною модуляцією та широтно-імпульсним регулюванням величини
Номер патенту: 16724
Опубліковано: 15.08.2006
Автори: Шестеренко Олександра Володимирівна, Шестеренко Володимир Євгеньович
МПК: H02J 3/12
Мітки: імпульсного, амплітудно-імпульсною, регулюванням, змінної, спосіб, напруги, величини, широтно-імпульсним, регулювання, модуляцією
Формула / Реферат:
Спосіб імпульсного регулювання змінної напруги з амплітудно-імпульсною модуляцією та широтно-імпульсним регулюванням величини, що передбачає імпульсно-фазове регулювання, який відрізняється тим, що напругу формують з двох кривих - синусоїди напруги мережі та послідовності імпульсів, висота яких змінюється по синусоїдальному закону, а ширина - по лінійному, регулюють напругу синхронною зміною ширини всіх імпульсів, однакової для кожного з них...
Попередній патент: Спосіб переміщення бурового верстата у кар’єрі та пристрій для його реалізації
Наступний патент: Спосіб діагностики рефлюкс-езофагіту у дітей
Випадковий патент: Спосіб визначення психофізіологічної готовності людини до психофізіологічного тестування