Пристрій для ущільнення формувальної суміші
Номер патенту: 18901
Опубліковано: 15.11.2006
Автори: Кулік Анатолій Степанович, Симонов Володимир Федорович, Костриця Ольга Андріївна, Субота Анатолій Максимович
Формула / Реферат
Пристрій для ущільнення формувальної суміші, що містить робочий стіл, ударний механізм з амортизатором, колоду, опоку з формувальною сумішшю, який відрізняється тим, що колода зафіксована усередені опоки поверх формувальної суміші пружними затискачами, з'єданими з корпусом опоки, жорстко закріпленої на робочому столі, котрий установлений на пружному підвісі і має по обидві сторони ударні механізми, які складаються з пуансона з амортизатором, безпосередньо зв'язаним з робочим столом, і ковадла, жорстко зв'язаного з корпусом, усередені якого установлений з зазором до робочого столу електромагніт, обмотка якого через електронний ключ і механічний комутатор з'єднана з джерелом живлення імпульсної напруги змінної частоти, при цьому вхід електронного ключа з'єднаний з виходом підсилювача потужності, вхід якого, а також вхід датчика моменту з'єднані з виходом першого підсилювача, вихід датчика моменту з'єднаний через механічну передачу з стрілкою покажчика щільності суміші і рухомим контактом потенціометричного перетворювача зворотного зв'язку, підключеного до джерела опорної напруги через додатковий реостат, а рухомий контакт в свою чергу додатково з'єднаний з одним з входом другого підсилювача, вихід якого з'єднаний з одним з входів порівняльного пристрою, другий вхід якого через третій підсилювач з'єднаний з виходом датчика щільності суміші в опоці.
Текст
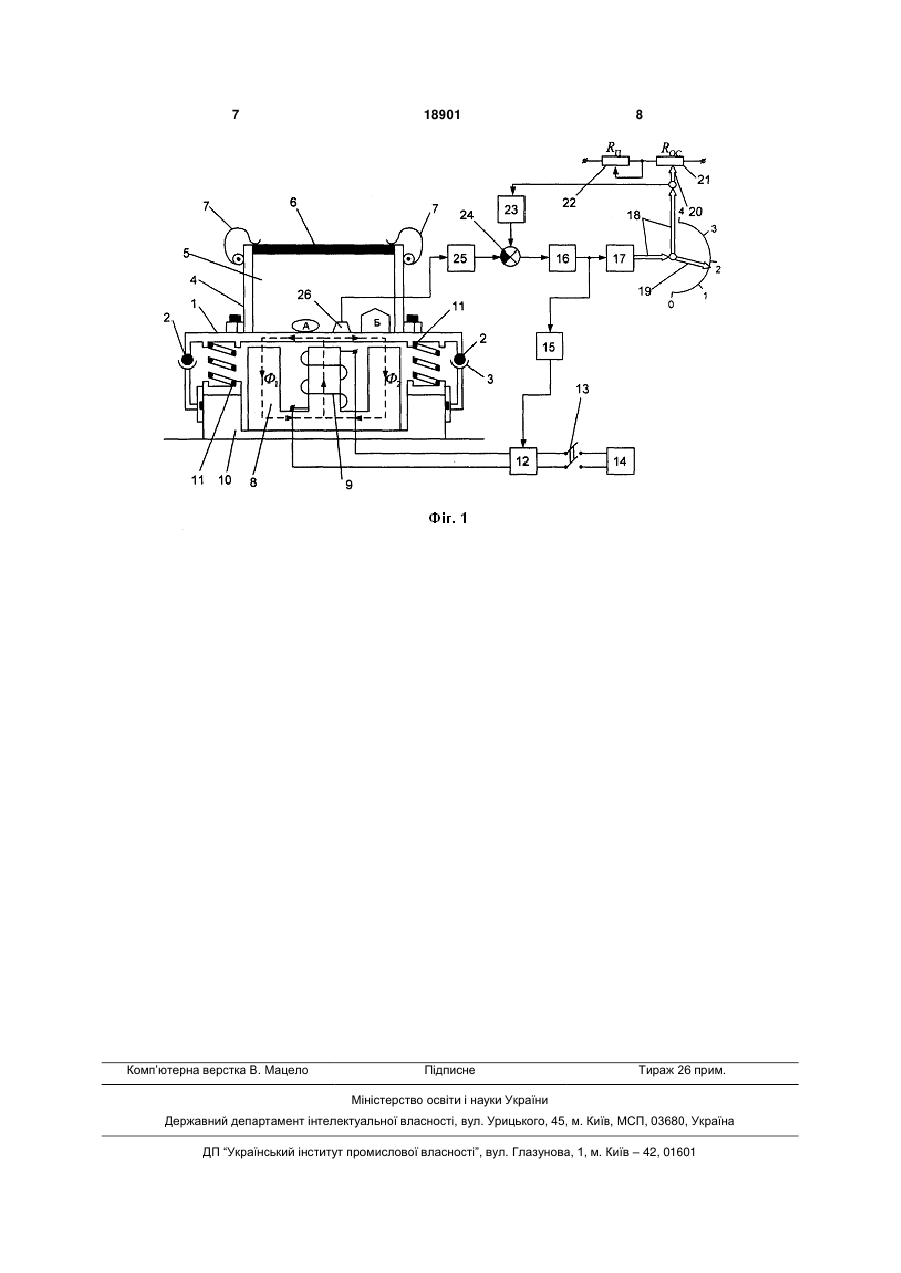
Пристрій для ущільнення формувальної суміші, що містить робочий стіл, ударний механізм з амортизатором, колоду, опоку з формувальною сумішшю, який відрізняється тим, що колода зафіксована усередені опоки поверх формувальної суміші пружними затискачами, з'єданими з корпусом опоки, жорстко закріпленої на робочому столі, котрий установлений на пружному підвісі і має по обидві сторони ударні механізми, які складаються з пуансона з амортизатором, безпосередньо зв'я 3 18901 4 и др. Под общей ред. В.Ф. Мануйлова. 1996. модель. Відсутність компресорів, клапанів перепу736с., рис.3.10 на сторінці 459]. Машина складаску стислого повітря значно зменшують загальний ється з струшуючого поршня, ударного поршня з шумовий ефект виробництва. За рахунок автомаамортизатором, пресового поршня та пресовочної тизації процесу контролю якості, автоматизації і колоди. При одночасному включенні струшуючого візуалізації процесів формування суміші, виклюта пресового циліндрів пресовий поршень піднімає чення затрат на обслуговування систем забезпестіл машини і вибирає відстань між верхньою крочення і подачі стислого повітря зменшуються загамкою форми і пресовою колодою. За час підйому льні трудові затрати. столу устигає виконатися деяка кількість ударів На Фіг.1 відображена загальна конструктивнопопереднього струсу. Тільки після того, як форма функціональна схема пристрою ущільнення форбуде притиснутою до пресової колоди починається мувальної суміші. процес струсу з одночасним пресуванням. Пристрій ущільнення формувальної суміші Недоліками таких машин є їх складність, завміщує робочий стіл 1, ударні механізми у складі лежність якості формування від тиску, значний пуансонів з амортизаторами 2 і ковадла 3, опоки 4 рівень шуму та відсутність автоматизованого конз формовочною сумішшю 5, колоди 6, пружних тролю величини щільності, що відповідає необхідзажимів 7, електромагніту 8 з обмоткою 9, корпусу ній якості виготовлення форми. (станини) 10, пружин підвісу 11 робочого столу, Задача корисної модели - підвищення якості електронний ключ 12, механічний комутатор 13, форм моделей майбутніх деталей за рахунок введжерело живлення імпульсної напруги змінної часдення системи автоматичного контролю за ущільтоти 14, підсилювача потужності 15, перший підненням формувальної суміші, зменшення трудозасилювач 16, датчик моменту 17, механічні передатрат і рівня шуму. В процесі формування. чі 18, стрілку показчика щільності суміші 19, Поставлена задача вирішується завдяки тому, рухомий контакт 20 потенціометричного перетвощо в пристрої ущільнення формувальної суміші, рювача зворотного зв'язку 21, додатковий реостат що містить робочий стіл, ударний механізм з амо22, другий підсилювач 23, порівняльний пристрій ртизатором, колоду, опоку з формувальною сумі24, третій підсилювач 25, датчик 26 щільності фошшю, згідно з корисною моделлю колода, зафіксормувальної суміші. вана усередені опоки поверх формувальної суміші До робочого столу 1 симетрично з обох сторін пружними затискачами, з'єднаними з корпусом приєднані пуансони з амортизаторами 2, а до коропоки, жорстко закріпленої на робочому столі, котпусу (станини) напроти пуансонів приєднані коварий установлений на пружному підвісі і має по длі 3. Опока 4 з формувальною сумішшю 5 жорстобидві сторони ударні механізми, які складаються ко закріплюється на робочому столі 1. Поверх з пуансона з амортизатором, безпосередньо зв'яформовочної суміші установлюється колода 6 і заним з робочим столом, і ковадлі, жорстко зв'язафіксується за допомогою пружних затискачів 7, ної з корпусом, усередені якого установлений з приєднаних до верхньої бокової поверхні опоки. зазором до робочого столу електромагніт, обмотка Електромагніт 8 з обмоткою 9, розташованою на якого через електронний ключ і механічний комусередньому стрижні магнітопроводу, розміщується татор з'єднана з джерелом живлення імпульсної усередині корпусу (станини) 10. Робочий стіл 1 за напруги змінної частоти, при цьому вхід електрондопомогою пружин підвісу 11 закріплюється на ного ключа з'єднаний з виходом підсилювача побокових виступах корпусу (станини) 10. Обмотка 9 тужності, вхід якого а також вхід датчика моменту електромагніта 8 через електронний ключ 12, мез'єднані з виходом першого підсилювача, вихід ханічний комутатор 13 з'єднана з джерелом імпудатчика моменту з'єднаний через механічну перельсної напруги змінної частоти 14. Вихід підсилюдачу з стрілкою покажчика щільності суміші і руховача потужності 15 з'єднаний з входом управління мим контактом потенціометричного перетворюваелектронного ключа 12. Вхід підсилювача потужча зворотного зв'язку, підключеного до джерела ності 15 і вхід датчика моменту 17 з'єднані з вихоопорної напруги через додатковий реостат, а рудом першого підсилювача 16. Вихід датчика мохомий контакт, в свою чергу, додатково з'єднаний менту 17 за допомогою механічної передачі 18 з одним з входів другого підсилювача, вихід якого з'єднаний з стрілкою покажчика щільності суміші з'єднаний з одним з входів порівняльного при19 та рухомим контактом 20 потенціометричного строю, другий вхід якого через третій підсилювач перетворювача зворотного зв'язку 21. З джерелом з'єднаний з виходом датчика щільності суміші в живлення потенціометричний перетворювач звоопоці. ротного зв'язку 21 з'єднаний через додатковий Як відомо, якість здобуття відбитків форм мореостат 22, крім того, рухомий контакт 20 з'єднаделей майбутніх деталей забезпечується за рахуний з негативним входом порівняльного пристрою нок якісного ущільнення формувальної суміші на24. Другий, позитивний, вхід порівняльного привколо моделей. При цьому суміш піддається тиску строю з'єднаний з виходом третього підсилювача за визначений час і доводиться до деякого зна25, вхід якого з'єднаний з виходом датчика 26 чення. Але в залежності від складових суміші терщільності формувальної суміші. мін ущільнення при незмінному тиску може бути Принцип дії корисної моделі базується на зміні різним. Тому необхідно мати інтегральну контровнутрішнього тиску у формувальній суміші при її люючу оцінку якості здобуваємих форм. Такою ущільненні. Так візьмемо елементарний об'єм V0 інтегральною оцінкою може бути показання датчиформувальної суміші, що знаходиться над поверка тиску, розташованого в опоці поряд з моделями хнею датчика щільності. Початкову об'ємну щільі система автоматичного контролю за терміном ність формувальної суміші зазначимо 0. роботи пристрою, що і забезпечує дана корисна 5 18901 6 Таким чином на одиницю площі поверхні датється. З кожним повторним циклом суміш все бічика буде діяти сила: льше і більше просідає. Тому, щоб колода щільно прилягала до суміші в процесі роботи пристрою 0 V0 F0 (1), вона підлягає постійній дії з боку пружних затискаSg чів 7. Після проходження наступного імпульсу току де Sg - площа поверхні датчика, що знахопо обмотці процес повторюється, щільність суміші диться під елементарним об'ємом формувальної зростає, що призводить до збільшення вихідного суміші V0. сигналу з датчика щільності 26, що розташовуєтьПісля процесу ущільнення щільність суміші ся поряд з моделями майбутніх деталей А і Б (див. | стане іншою, наприклад . Тоді сила, що буде Фіг.1). діяти на одиницю поверхні датчика з боку формуВихідний сигнал датчика 26 після підсилення в вальної суміші, заключеній у тому ж об'ємі V0 статретьому підсилювачі 25 і проходження порівняльне рівною: ного пристрою 24 потрапляє на вхід першого під| V силювача 16. Під дією вихідного сигналу першого 0 F| (2) підсилювача 16 датчик моменту 17 на своєму виSg хідному вілу збільшує момент і через механічні передачі 18 повертає стрілку 19 показчика щільноСумісне рішення (1) і (2) дає наступну залежсті і пересуває рухомий контакт 20 потенціометриність відносно тиску F|: чного перетворювача зворотного зв'язку. За раху| (3) нок цього на виході другого підсилювача 23 також F| F0 K· | , 0 змінюється вихідний сигнал. Такий процес буде продовжуватися до тих пір поки вихідний сигнал з виходу третього підсилювача 25 не стане рівним F0 де K - постійна величина, яка визначавихідному сигналу другого підсилювача 23. Здобу0 те положення відповідає такому стану, що щільється на початку робочого циклу для даної форність формувальної суміші 5 у опоці 4 досягла мувальної суміші. установленого значення. При цьому сигнал з виЗгідно з Фіг.1 принцип дії пристрою заключаетходу порівняльного пристрою 24 становиться рівся в наступному. Спочатку на базі експериментаним нулю, положення вихідного валу моментного льних досліджень з урахуванням формули (3) датчика 17 більше не змінюється, стрілка 19 покаустановлюють настройку системи на відповідне зчика фіксує досягнуту щільність. Оскільки вихід| значення. F або кінцеве значення об'ємної щільний сигнал з першого підсилювача 16 стає рівним | ності р . Далі рухомий контакт реостату 22 устанонулю, то з виходу підсилювача потужності 15 сигвлюють посередині і замикають механічний комунал також зникає і електричний ключ розриває татор 13. При цьому ток імпульсної напруги змінної зв'язок обмотки електромагніту 9 з джерелом імчастоти від джерела 14 через механічнийкомутапульсної напруги змінної частоти 14. Цикл ущільтор 13 і електронний ключ 12 починає поступати нення формувальної суміші завершено. Якщо пона обмотку 9 електромагніта 8. При проходженні казання покажчика щільності незадовольняють імпульсу тока через обмотку електромагніта винибажаному результату, то за допомогою додатковокає два магнітних потоку Ф1 та Ф2, які замикаютьго реостату 22 систему можно переналадити на ся через повітряні зазори між робочим столом 1 і другі вимоги до потрібної щільності. Крім того для магнітопроводом 8 електромагніта. Під дією елекоптимальної настройки пристрою ковадлі 3, що тромагнітної сили рабочий стіл 1 притягується до жорстко закріплені на корпусі (станині) 1 можуть електромагніта, стискуючи пружини підвісу 11. переміщуватися у вертикальній площині, тим саКоли пуансони з амортизаторами (наприклад, з мим змінюючи відстань від пуансона з амортизажорсткої резини) 2 досягають наковалень 3, що тором 2. Це, в свою чергу, змінює силу удару і віджорстко закріплені на корпусі (станині) 10 приповідно - інерційну силу, що в кінці кінців діє як на строю виконується удар. Оскільки опока 4 з формасу суміші, так і на колоду. Таким чином можна мувальною сумішшю 5 знаходиться на робочому впливати на ефективність використання пристрою столі, то в результаті удару під дією прискорення у залежності від потреб виробництва. виникає інерційна сила, що заставляє формувальВиходячи з вище сказаного, можна заключити, ну суміш ущільнюватися. При цьому колода під що поставлені задачі перед корисною моделлю дією інерційної сили додатково тисне на формуваповністю вирішуються. Корисна модель не має льну суміш. Після проходження імпульсу, магнітні пневмокомпресорів, систем перепуску і підведення потоки Ф1 і Ф2 зникають і робочий стіл 1 під дією по трубопроводам стислого повітря як джерел пружин 11 повертається в початковий стан. Таким значного виробничого шуму. Процес виготовлення чином за один період дії імпульсної напруги форформ повністю автоматизований і забезпечений мувальна суміш підвергається діям як струсу так і системою контролю якості. тиску, в результаті чого щільність суміші збільшу 7 Комп’ютерна верстка В. Мацело 18901 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for packing of molding mixture
Автори англійськоюKulik Anatolii Stepanovych, Subota Anatolii Maksymovych, Symonov Volodymyr Fedorovych
Назва патенту російськоюУстройство для уплотнения формировочной смеси
Автори російськоюКулик Анатолий Степанович, Субота Анатолий Максимович, Симонов Владимир Федорович
МПК / Мітки
МПК: B22C 15/00
Мітки: суміші, формувальної, пристрій, ущільнення
Код посилання
<a href="https://ua.patents.su/4-18901-pristrijj-dlya-ushhilnennya-formuvalno-sumishi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для ущільнення формувальної суміші</a>
Ударно-вібраційний пристрій для ущільнення будівельної суміші
Номер патенту: 3139
Опубліковано: 15.10.2004
Автори: Кузич Роман Романович, Кузич Олександр Романович
МПК: B28B 1/08
Мітки: ударно-вібраційний, суміші, будівельної, пристрій, ущільнення
Формула / Реферат:
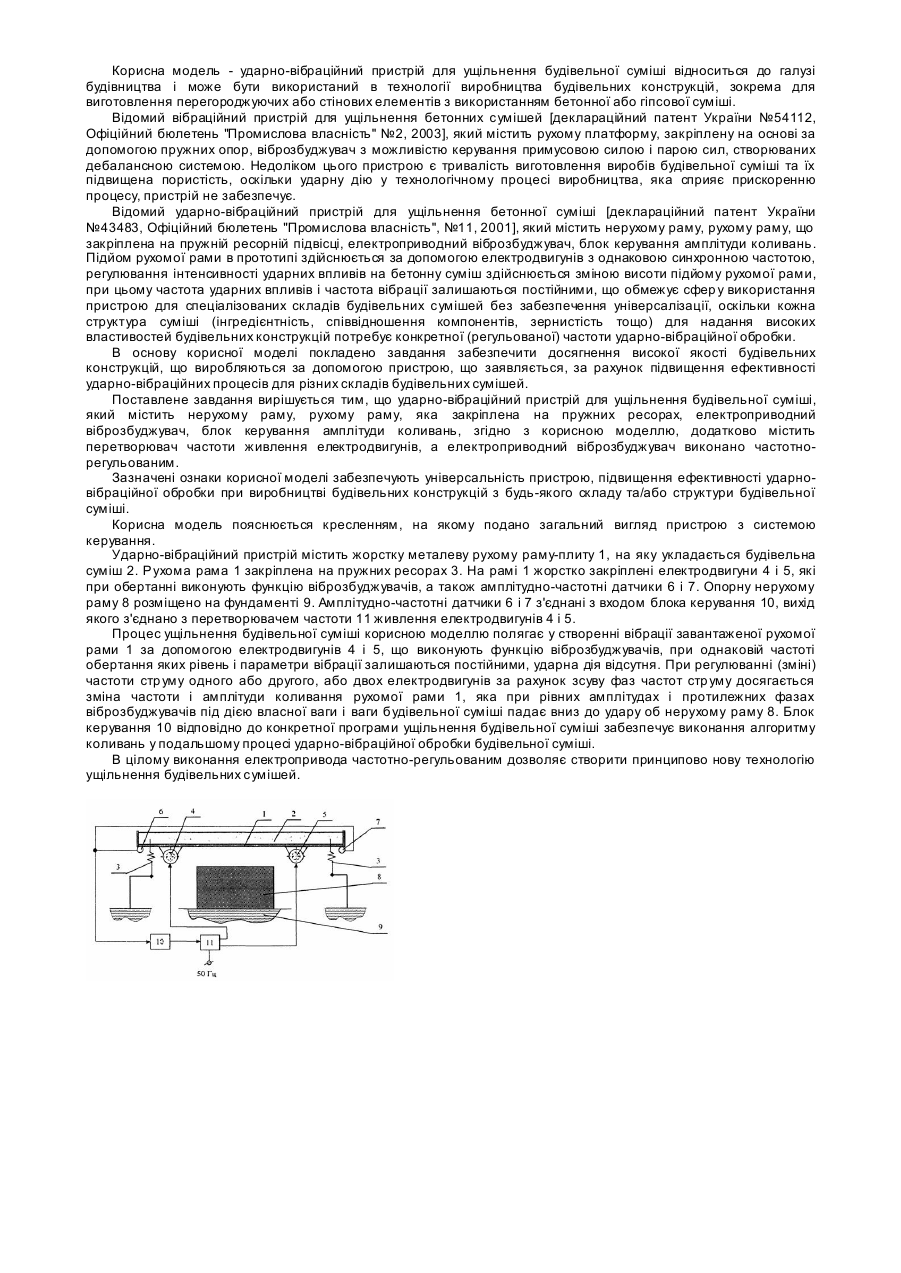
Ударно-вібраційний пристрій для ущільнення будівельної суміші, який містить нерухому раму, рухому раму, що закріплена на пружних ресорах, електропривідний віброзбуджувач, блок керування амплітудою коливань, який відрізняється тим, що він додатково містить перетворювач частоти живлення електродвигунів, а електропривідний віброзбуджувач виконано частотно-регульованим.
Спосіб згущування формувальної суміші
Номер патенту: 52810
Опубліковано: 15.01.2003
Автори: Подуздіков Олександр Федорович, Ковригін Олег Степанович
МПК: B22C 15/00
Мітки: формувальної, згущування, спосіб, суміші
Формула / Реферат:
1. Спосіб згущування формувальної суміші, при якому на модельну плиту установлюють опоку з наповнювальною рамкою, здійснюють їх засипку формувальною сумішшю, розміщують на приготовленому комплекті імпульсну головку і одночасно заповнюють попередньо стиснутим газом її робочу камеру і камеру управління запірним клапаном, після чого здійснюють примусове скинення стиснутого газу з камери управління запірного клапана в атмосферу, а з робочої...
Ударно-вібраційний пристрій для ущільнення бетонної суміші

Номер патенту: 43483
Опубліковано: 17.12.2001
Автори: Галай Микола Васильович, Шахов Олександр Миколайович, Шахов Сергій Олександрович
МПК: B28B 1/08
Мітки: бетонної, ущільнення, суміші, ударно-вібраційний, пристрій
Формула / Реферат:
Ударно-вібраційний пристрій для ущільнення бетонної суміші, який має нерухому і рухому рами, які закріплені на пружній ресорній підвісці, кулачковий вал нерухомої рами проходить посередині пустотілих опорних коробів рами, на яких за їх довжиною розташовані пружні прокладки і розташовані під кулачковими штовхачами пневматична камера, яка зв'язана з компресором через ресивер, яка відрізняється тим, що пневматична камера з'єднана з датчиком...
Спосіб ущільнення бетонної суміші та пристрій для його реалізації
Номер патенту: 59665
Опубліковано: 15.09.2003
Автори: Сорокопуд Іван Олександрович, Убайдуллаев Юсифжон Нуруллайович, Бондаренко Євген Валентинович, Тимофеев Микола Іванович
МПК: B28B 1/10
Мітки: ущільнення, бетонної, пристрій, спосіб, суміші, реалізації
Формула / Реферат:
1. Спосіб ущільнення бетонної суміші, що включає операції по виготовленню системи, скріплюючих з’єднань, формоутворення, застосування тиску, твердіння, розпалублення, який відрізняється тим, що формоутворення і ущільнення забезпечує резонансний режим синусно-синусоїдального навантаження суміші у двох взаємно перпендикулярних напрямках при еліптичних коливаннях форм на низьких частотах від 20 до 33 Гц.2. Пристрій для ущільнення...
Спосіб формування та формувальна машина для ущільнення суміші
Номер патенту: 31674
Опубліковано: 15.12.2000
Автори: Коротун Анатолій Миколайович, Бірюков Сергій Петрович, Царьов Олександр Васильович
МПК: B22C 15/00
Мітки: суміші, формування, формувальна, ущільнення, спосіб, машина
Текст:
...елементом забезпечується рівномірне ущільнення по всьому об'єму форми. В звязку з використанням енергії" імпульсу стислого газу, що ущільнює суміш, для приведення в дію ущільнюючого елементу для одночасного доущіль- пення суміші забезпечується економія енергії. Спосіб ущільнення суміші, що пропонується здійснюється в такій послідовності дій: • Ущільнення формівної суміші імпульсом стислого газу; • Одночасне доущільнення п поверхневого...
Попередній патент: Дробарка
Наступний патент: Вуликова надставка для пасічника
Випадковий патент: Складена вісь ролика стрічкового конвеєра