Спосіб згущування формувальної суміші
Номер патенту: 52810
Опубліковано: 15.01.2003
Автори: Ковригін Олег Степанович, Подуздіков Олександр Федорович
Формула / Реферат
1. Спосіб згущування формувальної суміші, при якому на модельну плиту установлюють опоку з наповнювальною рамкою, здійснюють їх засипку формувальною сумішшю, розміщують на приготовленому комплекті імпульсну головку і одночасно заповнюють попередньо стиснутим газом її робочу камеру і камеру управління запірним клапаном, після чого здійснюють примусове скинення стиснутого газу з камери управління запірного клапана в атмосферу, а з робочої камери через вихідний отвір - в порожнину попередньої камери з подальшою дією імпульсом розширеного газу на формувальну суміш, який відрізняється тим, що масу газу на формування імпульсу стиснутого газу беруть в кількості, не менше 1,5 кг на 1 м3 суміші, яка згущується, при цьому використовують камеру управління запірним клапаном, що має декілька порожнин, і скинення стиснутого газу з її порожнин здійснюють послідовно у лавиноподібному режимі.
2. Спосіб за п. 1, який відрізняється тим, що згущування суміші здійснюють за умови, коли об'єм стиснутого газу у кожній порожнині камери управління та площа відповідного вихідного отвору знаходяться у співвідношенні V/F ![]() 350, де V - об'єм відповідної порожнини камери управління в см3, F - площа відповідного вихідного отвору в см2.
350, де V - об'єм відповідної порожнини камери управління в см3, F - площа відповідного вихідного отвору в см2.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що згущування суміші здійснюють за умови, коли об'єм газу в попередній камері складає більше 30% від об'єму опоки.
Текст
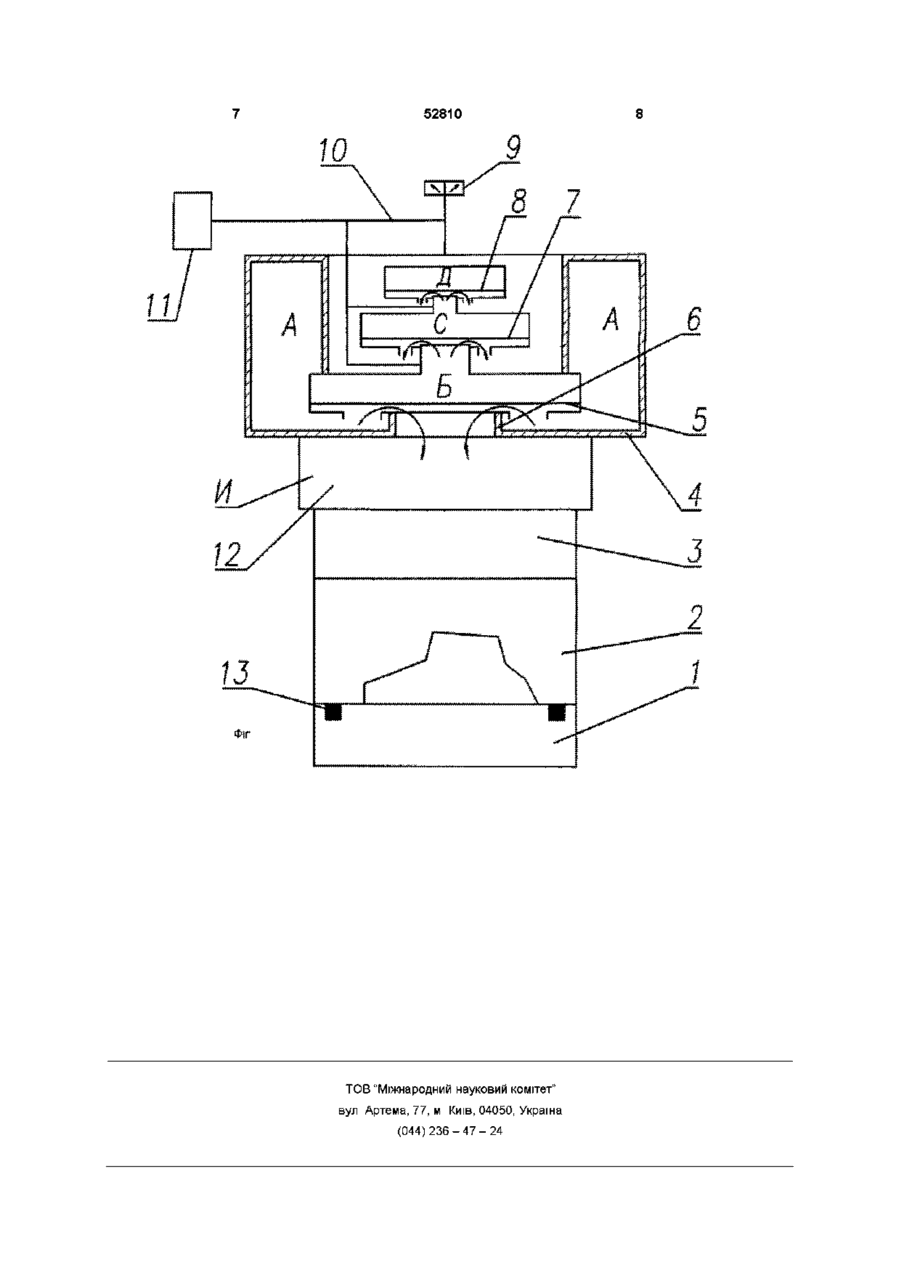
1 Спосіб згущування формувальної суміші, при якому на модельну плиту установлюють опоку з наповнювальною рамкою, здійснюють їх засипку формувальною сумішшю, розміщують на приготовленому комплекті імпульсну головку і одночасно заповнюють попередньо стиснутим газом и робочу камеру і камеру управління запірним клапаном, після чого здійснюють примусове скинення стиснутого газу з камери управління запірного клапана Винахід відноситься до галузі ливарного виробництва, а більш конкретно - до способів згущування формувальної суміші стиснутим газом ВІДОМІ способи згущення суміші імпульсом стиснутого газу, в яких для більш рівномірного згущення суміші її ДВІЧІ трамбують - до і після подання імпульсу стиснутого газу (опис винаходу по авторському свідоцтву СРСР №425718, МПК В 22 С 15/00) Відомий також спосіб згущування суміші імпульсом стиснутого газу, у якому одночасно з основним імпульсом стиснутого газу з боків наповнювальної рамки на суміш одночасно впливають додатковим імпульсом (опис винаходу по авторському свідоцтву СРСР №1806035, МПК В 22 С 15/22) При використовуванні зазначених способів, якість згущування суміші підвищується, але через складність пристроїв та значних енергетичних витрат процес згущування суміші дорожчає Цей недолік усунуто в іншому відомому спосо в атмосферу, а з робочої камери через вихідний отвір - в порожнину попередньої камери з подальшою дією імпульсом розширеного газу на формувальну суміш, який відрізняється тим, що масу газу на формування імпульсу стиснутого газу беруть в КІЛЬКОСТІ, не менше 1,5 кг на 1 м3 суміші, яка згущується, при цьому використовують камеру управління запірним клапаном, що має декілька порожнин, і скинення стиснутого газу з и порожнин здійснюють послідовно у лавиноподібному режимі 2 Спосіб за п 1, який відрізняється тим, що згущування суміші здійснюють за умови, коли об'єм стиснутого газу у кожній порожнині камери управління та площа ВІДПОВІДНОГО ВИХІДНОГО отвору зна ходяться у співвідношенні V/F > 350, де V - об'єм відповідної порожнини камери управління в CM3, F - площа ВІДПОВІДНОГО вихідного отвору в см 2 3 Спосіб за пп 1 або 2, який відрізняється тим, що згущування суміші здійснюють за умови, коли об'єм газу в попередній камері складає більше 30% від об'єму опоки бі згущування формувальної суміші Завдяки вибору по визначальній залежності об'єму формувальної камери і камери високого тиску підвищується інтенсивність удару стиснутого газу (опис патенту Швейцарії №666636, МПК В 22 С 15/22) Такий технічний результат досягається за рахунок збільшення випускного отвору (опис заявки на винахід Російської Федерації №93044586/02, МПК В 22 С 15/23) Процеси згущування формувальної суміші такими способами не потребують додаткових витрат, але якість згущування суміші підвищується незначно Таким чином задача набуває риси очевидності - підвищити якість згущування суміші без подорожчання процесу її згущування Найбільш близьким аналогом для вирішення зазначеної задачі являється спосіб згущування формувальної суміші за допомогою стиснутого О о 0 0 ю 52810 газу Цей спосіб витікає із опису пристрою по патенту України №11156, МПК В 22 С 15/22 У даному способі, як і у попередньому аналогу, стиснутий газ витікає з робочої камери поширеним потоком газу, що підвищує інтенсивність дії стиснутого газу на формувальну суміш У заявленому способі згущування формувальної суміші, як і у згадуваних аналогах та прототипу, є схожі суттєві ознаки спосіб згущення формувальної суміші, при якому на модельну плиту установлюють опоку з наповнювальною рамкою, здійснюють їх засипку формувальною сумішшю, розміщують на приготованому комплекті імпульсну головку і одночасно заповнюють попередньо стиснутим газом и робочу камеру і камеру управління запірним клапаном, після чого здійснюють примусове скинення стиснутого газу з камери управління запірного клапану в атмосферу, а з робочої камери через вихідний отвір - в порожнину попередньої камери з подальшою дією імпульсом розширеного газу на формувальну суміш Завдяки деякого збільшення поперечного перетину імпульсного потоку стиснутого газу, якість згущування суміші підвищується, але незначно Суть винаходу В основу винаходу покладена задача - створити спосіб згущування формувальної суміші з підвищеною якістю згущування без подорожчання процесу и згущування завдяки інтенсивності імпульсної дії на формувальну суміш Ця задача вирішується за рахунок технічного результату, який полягає втому, що забезпечують оптимізацію маси газу, який використовують для утворення імпульсу та забезпечують швидке скинення стиснутого газу з камери управління запірним клапаном шляхом зміни режиму скинення газу Для досягнення цього технічного результату в способі згущування формувальної суміші, при якому на модельну плиту установлюють опоку з наповнювальною рамкою, здійснюють їх засипку формувальною сумішшю, розміщують на підготованому комплекті імпульсну головку і одночасно заповнюють попередньо стиснутим газом и робочу камеру і камеру управління запірним клапаном, після чого здійснюють примусове скинення стиснутого газу з камери управління запірного клапану в атмосферу, а з робочої камери через вихідний отвір -в порожнину попередньої камери з подальшою дією імпульсом розширеного газу на формувальну суміш, - масу газу на формування імпульсу стиснутого газу беруть в КІЛЬКОСТІ не менш 1,5 кг на імЗ суміші, яка згущується, при цьому використовують камеру управління запірним клапаном, що має декілька порожнин, а скинення стиснутого газу з и порожнин здійснюють послідовно у лавиноподібному режимі Крім того згущування суміші здійснюють за умови, коли об'єм стиснутого газу у кожній порожнині камери управління та площа ВІДПОВІДНОГО ВИХІДНОГО отвору знаходяться у співвідношенні V/F>350, де V - об'єм відповідної порожнини камери управління в CM3, F - площа ВІДПОВІДНОГО ВИХІДНОГО отвору в см2 Додатково до цього згущування суміші здійс нюють, коли об'єм газу в попередній камері складає більше 30% від об'єму опоки Між ВІДМІННИМИ ознаками винаходу і технічним результатом є причинно-наслідковий зв'язок На якість згущування формувальної суміші домінуючий вплив роблять два чинника оптимальна КІЛЬКІСТЬ газу для утворення імпульсу та його швидке скинення з камери управління запірним клапаном У даному винаході оптимізована КІЛЬКІСТЬ газу для утворення імпульсу за умови, коли використовують камеру управління, що має декілька порожнин, тобто, коли скинення стиснутого газу здійснюється послідовно у лавиноподібному режимі Такий режим скинення газу забезпечує швидку дію запірного клапана, а, отже, ефективне витікання газу у фазі його розширення з робочої порожнини імпульсної головки Завдяки цьому імпульс стиснутого газу підсилюється і якість згущування суміші підвищується Більш ефективному витіканню газу з порожнин камери управління сприяє вибір оптимального співвідношення об'єму стиснутого газу кожної порожнини камери управління запірним клапаном до площі ВІДПОВІДНОГО вихідного отвору Крім того підтверджений експериментами певний об'єм газу попередньої камери по відношенню до об'єму опоки визначає більш рівномірний розподіл гущини суміші Більш докладне пояснення винаходу дається далі на прикладі пристрою, що схематично показує здійснення заявленого способу Пристрій складається з модельної плити 1, на якій розташована опока 2 і наповнювальна рамка З, яка несе імпульсну головку Імпульсна головка складається з корпусу 4, запірного клапану 5, який обпирається у закритому положенні на опорні елементи 6, які утворюють вихідний отвір В запропонованому способі згущування формувальної суміші використовується в камері управляння запірним клапаном, що має декілька порожнин - порожнини Б,С,Д Запірний клапан 5 і додаткові клапани 7 і 8 При цьому вихідний отвір порожнини управління попереднього додаткового клапану являється опорним елементом наступного додаткового клапану, а надклапанна порожнина "Д" почергово може сполучатися ланкою 9 або з атмосферою, або за допомогою трубопроводу 10 з джерелом 11 стиснутого газу Імпульсна головка попередньою камерою 12 установлюється на наповнювальну рамку З У модельної плити 1 розміщені повздовж стін опоки 2 канали 13, що призначені для підведення газу, який розпушує суміш і насичує її повітрям У стінах попередньої камери 12 розміщенні аналогічні канали для скинення цього газу (на рисунку не показані) Запропонований спосіб згущування формувальної суміші здійснюється в такій ПОСЛІДОВНОСТІ ДІЙ - на модельну плиту 1 установлюється опока 2 і нашвнювальна рамка З, - здійснюється засипка модельноопочного комплекту формувальною сумішшю, 52810 - на модельноопочнии комплект установлюють імпульсну головку і забезпечують надійний контакт між поверхнею попередньої камери 12 імпульсної головки та поверхнею наповнювальної рамки З, - виходячи з об'єму формувальної суміші імпульсна головка заповнюється газом визначеного тиску, маса якого визначається за умови 1,5кг газу на 1 м3 суміші, яка згущується, - за допомогою джерела 11 стиснутого газу і трубопроводу 10 здійснюють одночасне заповнення стиснутим газом порожнини "А" робочої камери та порожнини камери управління "Б","С","Д", завдяки чому запірні клапани 5, 7, 8 надійно перекривають ВИХІДНІ отвори, - одночасно з подачею стиснутого газу у робочу порожнину і в порожнини камери управління газ подається в корпус модельної плити 1, по каналам 13 проходить повздовж стінок модельноопочного комплекту, розпушує суміш і насичує її повітрям, - здійснюють скинення стиснутого газу з порожнин "Б","С","Д" послідовно у лавиноподібному режимі, для чого порожнину "Д" сполучають ланкою 9 з атмосферою ПОСЛІДОВНІСТЬ скинення газу проводять в слідуючому порядку Коли сполучають порожнини "Д" з атмосферою, під тиском газу, який знаходиться у порожнині "С", додатковий клапан 8 відходить від вихідного отвору і сполучає з атмосферою порожнину "С" Це викликає ВІДХІД ВІД ВИХІДНОГО отвору додатково клапану 7, завдяки чому порожнина "Б" сполучається з атмосферою Нарешті, під тиском стиснутого газу, який знаходиться у порожнині "А", відходить від вихідного отвору основний робочий запірний клапан 5, завдяки чому проходить скинення газу, який швидко розширюється, через вихідний отвір в порожнину попередньої камери 12 з подальшою дією імпульсом розширеного газу на формувальну суміш Таким чином, завдяки використанню камери управління запірним клапаном, що має декілька порожнин, процес скинення стиснутого газу, який взято в оптимальній КІЛЬКОСТІ, здійснено послідовно у лавиноподібному режимі, що зумовлює прискорене скинення газу з порожнини "А", а, отже, посилення імпульсної дії на формувальну суміш Завдяки цьому поліпшується якість згущування суміші Для посилення цього корисного результату експериментальними дослідженнями здійснено уточнення деяких параметрів запропонованого способу згущування суміші Прискореному витіканню газу з порожнин управління запірними клапанами сприяє оптимальне співвідношення об'єму газу у порожнині до площі його вихідного отвору Тому згущування суміші здійснюють за умови, коли об'єм стиснутого газу у кожній порожнині камери управляння і площа ВІДПОВІДНОГО ВИХІДНОГО отвору знаходяться у співвідношенні V/F>350, де V -об'єм відповідної порожнини камери управляння в см3, F-площа ВІДПОВІДНОГО вихідного отвору в см2 Крім того, згущування суміші здійснюють за умови, коли об'єм газу у попередньої камери складає більше 30% об'єму опоки Приклад конкретного здійснювання способу ВИХІДНІ дані Тип формувальної суміші піщано-глиниста Робочий тиск газу 4,5 бара Об'єм згущуваної суміші 576*103см3 Об'єм порожнин камери управляння запірним клапаном Верхня (Д) - 800см3 Середня (С) -5х10 3 см 3 Нижча (Б)-Зх104см3 В усіх випадках V/F=350 Об'єм попередньої камери (V-i) -11*104см 3 Об'єм опоки (V2) - 36x10 см Співвідношення Vi/V2x100 - 30,5% Порівняльний аналіз даних, які одержані при згущуванні суміші по відомому та запропонованому способам, показав слідуюче твердість форми, яка була згущена по відомому способу, з боку моделі у центральній частині опоки - 85 одиниць, але до стінок опоки вона зменшилась до 75 одиниць Такий же характер зменшення твердості має місце від центра до периферії і по вишині опоки Твердість форми, яка була згущена запропонованим способом, в центрі форми дорівнює 95 одиниць, на периферії - 93 одиниці Така ж закономірність зберігається і по вишині форми Промислова застосовність Найбільший ефект застосування способу згущування формувальної суміші може бути одержано при виготовленні форм у ливарному виробництві, у випадках, де вимагається висока якість згущування формувальної суміші 52810 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thickening of molding mixture
Автори англійськоюPoduzdikov Oleksandr Fedorovych
Назва патенту російськоюСпособ сгущения формовочной смеси
Автори російськоюПодуздиков Александр Федорович
МПК / Мітки
МПК: B22C 15/00
Мітки: згущування, формувальної, спосіб, суміші
Код посилання
<a href="https://ua.patents.su/4-52810-sposib-zgushhuvannya-formuvalno-sumishi.html" target="_blank" rel="follow" title="База патентів України">Спосіб згущування формувальної суміші</a>
Спосіб відновлення відпрацьованої формувальної суміші
Номер патенту: 25970
Опубліковано: 26.02.1999
Автор: Піо ФУМАГАЛЛІ
МПК: B22C 5/00
Мітки: відновлення, спосіб, суміші, відпрацьованої, формувальної
Формула / Реферат:
1. Способ восстановления отработанной формовочной смеси, содержащей органические и углеродистые вещества, путем ее обжига, включающий загрузку отработанной формовочной смеси в емкость, подачу в основание емкости струи газа с равномерным ее распределением по всей массе обрабатываемой смеси, создание фронта пламени в массе формовочной смеси наверху емкости за счет направления запального пламени на верхнюю поверхность массы формовочной смеси,...
Спосіб формування та формувальна машина для ущільнення суміші
Номер патенту: 47665
Опубліковано: 15.07.2002
Автори: Бірюков Сергій Петрович, Коротун Сергій Анатолійович, Мікулін Володимир Васильович, Царьов Олександр Васильович, Коротун Анатолій Миколайович
МПК: B22C 15/00
Мітки: формування, ущільнення, суміші, машина, спосіб, формувальна
Формула / Реферат:
1. Спосіб формування, при якому на формівну суміш діють імпульсом стиснутого газу та контурною колодкою, який відрізняється тим, що контурною колодкою ущільнюють формівну суміш біля стінок опоки та, при необхідності, формують лійку для заливки металу перед виконанням імпульсного формування суміші.2. Формувальна машина для ущільнення суміші, що містить основу, підйомний стіл, опоку, наповнювальну рамку і траверсу, що несе імпульсну...
Спосіб формування та формувальна машина для ущільнення суміші
Номер патенту: 31674
Опубліковано: 15.12.2000
Автори: Коротун Анатолій Миколайович, Царьов Олександр Васильович, Бірюков Сергій Петрович
МПК: B22C 15/00
Мітки: формування, ущільнення, спосіб, формувальна, суміші, машина
Текст:
...елементом забезпечується рівномірне ущільнення по всьому об'єму форми. В звязку з використанням енергії" імпульсу стислого газу, що ущільнює суміш, для приведення в дію ущільнюючого елементу для одночасного доущіль- пення суміші забезпечується економія енергії. Спосіб ущільнення суміші, що пропонується здійснюється в такій послідовності дій: • Ущільнення формівної суміші імпульсом стислого газу; • Одночасне доущільнення п поверхневого...
Спосіб відновлення дихальної суміші та пристрій для відновлення дихальної суміші
Номер патенту: 36436
Опубліковано: 16.04.2001
Автор: Чернишов Микола Анатолійович
МПК: A62B 7/08
Мітки: пристрій, дихальної, суміші, відновлення, спосіб
Текст:
...можливі у відомому способі негативні явища, пов'язані з виділенням вуглекислого газу та вологи безпосередньо у ємкості з хімічним продуктом. За таких умов можливе використання багаторазової ємкості для хімічного продукту, що може опоряджуватися безпосередньо за місцем зберігання пристрою для відновлення дихальної суміші. Відомий пристрій для відновлення дихальної суміші, який містить у собі ємкість з відновлюючим хімічним продуктом,...
Спосіб формування дихальної газової суміші і апарат для його реалізації
Номер патенту: 27092
Опубліковано: 28.02.2000
Автори: Логунов Алєксєй Тімофєєвіч, Павлов Боріс Ніколаєвіч, Ласточкін Гєоргій Івановіч, Смірнов Ігорь Алєксєєвіч, Котов Алєксандр Ніколаєвіч, Баранов Віктор Міхайловіч
МПК: A61M 16/10
Мітки: дихальної, газової, реалізації, суміші, апарат, формування, спосіб
Формула / Реферат:
1. Спосіб формування дихальної газової суміші шляхом змішування стиснутих газів із наступною регульованою подачею газової суміші до маски, який відрізняється тим, що газову суміш подають циркуляційним потоком з об'ємною швидкістю циркуляції 3 - 120л/хв, з очищенням її від вуглекислого газу, вологи і шкідливих мікродомішок, причому температуру газової суміші регулюють на вдиху в діапазоні -10 - +130°С, при цьому здійснюють подачу до маски...
Попередній патент: Спосіб захисту електроприводу насоса при зриві подачі рідини на його вході
Наступний патент: Спосіб виявлення штамоспецифічних протигрипозних антитіл
Випадковий патент: Феритна корозійностійка сталь