Спосіб підготовки шихти до плавки
Номер патенту: 20811
Опубліковано: 15.02.2007
Автори: Стовпченко Ганна Петрівна, Бродський Олександр Сергійович, Василенко Сергій Іванович, Петренко Андрій Володимирович, Павлюченков Олег Ігоревич
Формула / Реферат
Спосіб підготовки шихти до плавки, що включає змішування окисленого залізовмісного матеріалу, відновника і зв'язуючого, зволоження суміші водою і пресування в брикет з одночасною дією на неї вібрації, який відрізняється тим, що в шихту додатково вводять роздроблений і відібраний за допомогою магнітної сепарації основний шлак сталеплавильного виробництва зі всіма вхідними компонентами у вигляді магнітної фракції до 10 мм в кількості 29-65 % від загальної маси шихти, а змішування проводять поетапно: спочатку змішують шлак з відновником фракції до 5,0 мм в кількості 6-15 %, до суміші додають окислений залізовмісний матеріал фракції менше 1,0 мм, потім вводять зв'язуюче в кількості 8-15 % і зволожують, після чого формують брикет з відкритими порожнинами, витримуючи товщину стінки не менше 30 мм.
Текст
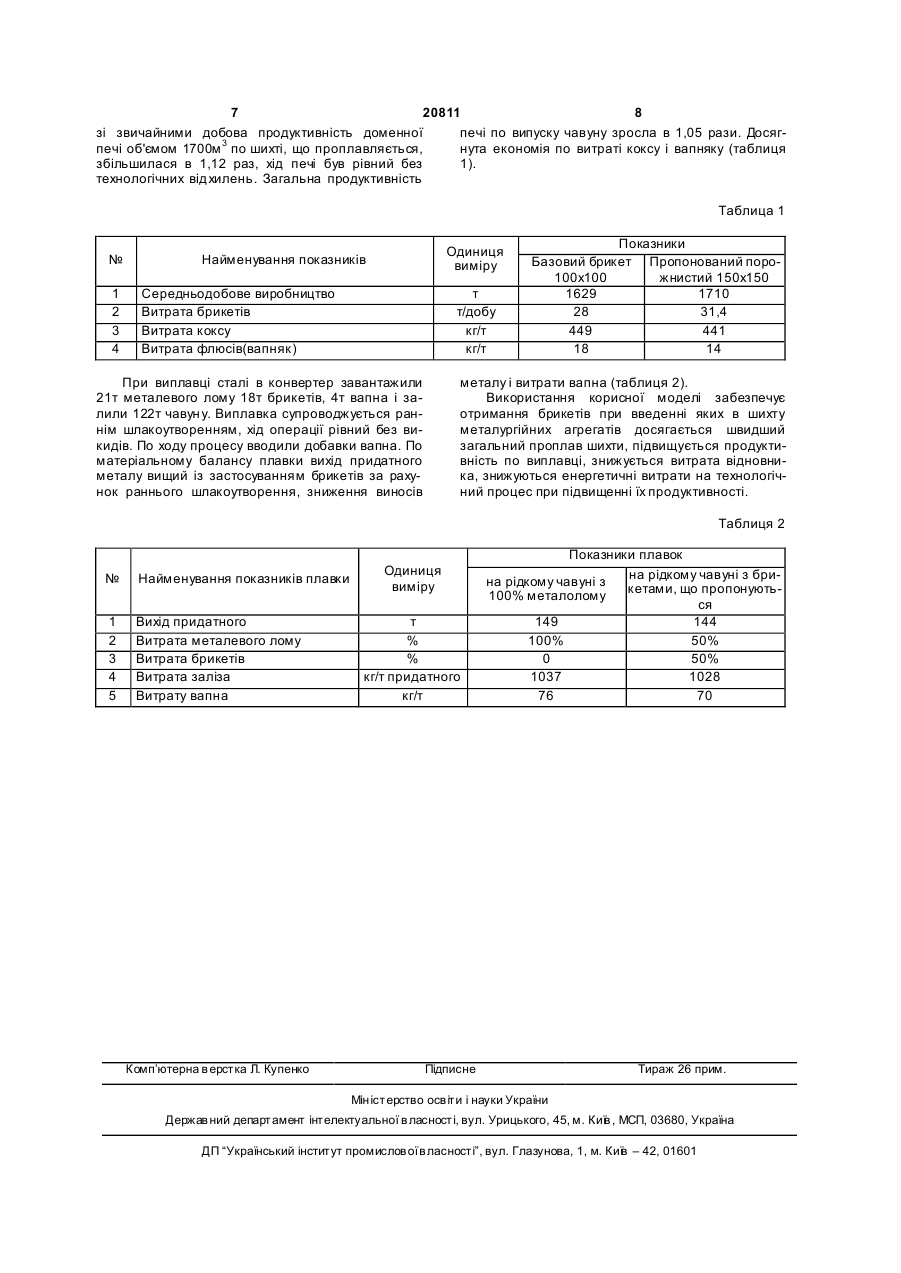
Спосіб підготовки шихти до плавки, що включає змішування окисленого залізовмісного матеріалу, відновника і зв'язуючого, зволоження суміші водою і пресування в брикет з одночасною дією на 3 20811 4 формування суміші проводять з питомим тиском відновлення в тілі брикетів і, відповідно, підвищу0,02-0,1МПа, з одночасною дією на суміш вібрації ють швидкість їх проплаву, при цьому підвищуєтьз частотою 30-70Гц і амплітудою коливань 0,2ся загальна продуктивність металургійних агрега0,6мм до виникнення в суміші необоротних тіксоттів або знижується витрата електроенергії на ропних змін. При цьому брикет формується густиплавку в електропечах. ною не менше 3,0г/см з різними геометричними Поставлена задача розв'язується тим, що в розмірами без пустот [пат. Росії способі підготовки шихти до плавки, який включає №2183679,С21С5/52, С21ВЗ/00, С22В 1/24,1/242, змішування окисленого залізомістячого матеріалу, 2001р.]. відновника і зв'язуючого, зволоження суміші водою Недоліками такого способу є одночасне сумісі пресування в брикет з одночасною дією на неї не змішування великого числа компонентів без вібрації згідно корисної моделі в шихту додатково урахування їх фізичних властивостей, що привовводять роздроблений і відібраний за допомогою дить до недостатнього контакту частинок карбюмагнітної сепарації основний шлак сталеплавильризатору (відновника) з окисленими компонентаного виробництва, зі всіма вхідними компонентами ми, нерівномірності хімічного складу за об'ємом у вигляді магнітної фракції до 10мм в кількості 29брикету. Крім цього, за відсутності відновника в 65% від загальної маси шихти, а змішування пропилоподібному стані, слід його подрібнювати, а в водять поетапно: спочатку змішують шлак з відноданому способі це не передбачено. Слід також вником фракції до 5,0мм в кількості 6-15%, до сувраховувати і те що, те хнологічна операція подріміші додають окислений залізомістячий матеріал бнення відновника вибухонебезпечна. фракції менш 1,0мм, потім вводять зв'язуючий Компонентний склад і форма брикету через рікомпонент в кількості 8-15% і зволожують, після знофракційність вхідних матеріалів не є оптимачого формують брикет з відкритими пустотами, льними з погляду кінетики протікання хімічних реавитримуючи товщину стінки не менше 30мм. кцій відновлення. Так, тіло брикету щільне, Дробленням і магнітною сепарацією основних контактна теплосприймаюча поверхня дорівнює сталеплавильних шлаків одержують магнітну і неплощі його зовнішньої поверхні, тому температура магнітну фракції, при цьому магнітна фракція розбрикету підвіщується тільки від його зовнішньої міром менш 10мм складається на 48% зі сталевих поверхні до геометричного центру. Крім цього, скрапин і на 52% з шлаку, який має наступний теплопровідність брикету від будь-якого місця на склад, мас %: 22,40 FeO; 23,80 Fе2О3; 25,90 CaO; поверхні до центру брикету погіршується за раху14,8 SiО2; 3,72 MnO; 1,37 Аl2О 3; 7,98 MgO. нок протікання в прогрітих шарах брикету ендотеМагнітна фракція вводиться одним компоненрмічних реакцій відновлення оксидів заліза, які том до складу суміші для виготовлення пропонопочинаються при температурі 570°С. При цьому ваних брикетів зі всіма вхідними компонентами і внутрішні шари брикету завжди матимуть темпехімічними сполуками, а немагнітна фракція йде на ратур у нижчу за температуру початку реакцій відвиготовлення брикетованих флюсів. Підготовлені новлення в інтервалі часу від початку прогрівання і у такий спосіб відходи, у вигляді магнітної фракції, закінчення реакцій відновлення до розплавлення є матеріалом, який одночасно в своєму складі місзовнішніх шарів брикету. В даному випадку реалітить залізо з легуючими елементами, добавку зується поступове пошарове розплавлення брикефлюсу і окислене залізо, що входить до складу ту. Даний ефект посилюється введенням до склашлакових сполук. Введення такого матеріалу в ду відомого брикету вапняної або доломітизованої кількості 29-65% від загальної маси шихти за рамуки, яка гидратує при зволоженні в суміші і вимахунок супутні х шлакоутворюючих оксидів дозволяє гає додаткового споживання тепла для розкладанвиключити з відомого складу флюсуючу добавку, ня до СаО. Охолоджуючий внутрішній ефект таких за рахунок вмісту легуючи х елементів Si, Mn, Сr, V брикетів і пошаровий механізм їх прогрівання уповиключити добавки легуючих, а за рахунок підвивільнює процес загального розплавлення брикетів щення вмісту заліза в суміші понизити витрату у складі шихти і приводить до погіршення загалькарбюризатора (відновника) і вводити її в кількості ного теплового балансу технологічного процесу 6-15% від загальної маси шихти. при отриманні чавун у в доменній печі, сталі в конЗа рахунок зміни схеми змішування і введення вертерах, до підвищення витрати електроенергії в з магнітною фракцією шлакоутворюючи х оксидів електропечах, перевитраті палива в мартенівських зменшується і необхідна кількість зв'язуючого до печах, підвищеній витраті електроенергії в рудно8-15% від загальної маси шихти. Добавка зв'язуютермічних печах при виробництві феросплавів. чого в кількості менше 8% приводить до руйнуванВсе це, в сукупності, приводить при їх проплаві до ня форми брикету при виході з пресу, при перевинестабільного ходу те хнологічного процесу або до щенні зв'язуючого більше 15% відбувається технологічних відхилень при виплавці. Для поліппропорційне підвищення холодної відпускної міцшення технологічних показників кількість залізоміності брикету ви ще 50кг/см 2, яка зазвичай вимагастячих добавок бажано максимально збільшувати. ється, що приводить до не обгрунтованої перевитУ основу корисної моделі поставлена задача рати зв'язуючого і підвищення собівартості удосконалення способу підготовки шихти до плавбрикетів. ки, в якому за рахунок зміни схеми змішування, З другого боку, в результаті підготовки шлакозміни форми брикету і введення до складу залізових відходів магнітною сепарацією матеріал вихомістячої шихти нового компоненту, збільшують дить у вигляді зашлакованих сталевих скрапин з теплосприймаючу площу поверхні брикетів, піднерівною поверхнею і міцністю, що відповідає 4-5 вищують вн утрішню теплопровідність пресованої класу за шкалою Мооса, що дозволяє змінити суміші, знижують ендотермічний ефект реакцій схему змішування і одночасно подрібнювати дрібні 5 20811 6 фракції відновника до пилоподібного стану стивідновника за рахунок вмісту золи в ньому знижує ранням. Процес змішування і подрібнення є вибуосновність флюсової складової брикету, знижує хобезпечним, оскільки здійснюється з добавками частку магнітної фракції і зменшує вміст заліза, що інертного матеріалу, такого як магнітна фракція приводить до пониження продуктивності агрегатів і сталеплавильного основного шлаку. Використання зменшення виходу придатного. такого матеріалу також дозволяє при його брикеПерший етап змішування частинок магнітної туванні підвищити густину одержуваного брикету і фракції і відновника дозволяє забезпечити безпополіпшити його теплофізичні властивості, зокрема середній поверхневий контакт відновника і частипідвищити теплопровідність підвищенням вмісту нок зашлакованих скрапин шляхом стирання і зазаліза. При введенні магнітної фракції в мінімальповнення пустот і нерівностей по поверхні них кількостях металізація брикету підвищується в останнього. Другий етап змішування полягає у в порівнянні з відомим, як мінімум в 1,18 рази. Так, змішуванні дрібнодисперсних залізомістячих оксипісля перерахунку вміст заліза у відомому складі дних компонентів з одержаною після першого етабрикету для металургійного виробництва складає пу сумішшю і дозволяє досягати гомогенності сумінімум 33,57%, максимум 62,21%, а в пропоноваміші шихти і повне усереднювання за об'ємом ному мінімум 46,13%, максимум 76,23%. Застосувідновника з введеними раніше компонентами. вання для промивки горна доменної печі брикетів Третій етап змішування одержаної раніш суміші і складу, що заявляється, , що містять 76,23% залізв'язуючого з одночасним зволоженням дозволяє за є безумовно переважним, оскільки вони виготоодержувати гомогенну однорідну суміш по фраквляються виключно з дефіцитної окалини (80ційному і хімічному складу. 90%), відновника і зв'язуючого. Крім цього, склаФормування брикетів в обтічні круглі або багадова флюсу брикетів, що заявляються, має вищу токутні геометричні тіла різного типу дозволяє збіосновність (СаО/SiO2 = 1,75), ніж у відомому льшити теплосприймаючу зовнішню поверхню (СаО/SiO2 = 1,20), що вимагає меншої витрати брикету при виплавці сталі в будь-яких агрегатах, вапняку при виплавці чавуну, і меншої витрати при виплавці чавуну в доменних печах поліпшити вапна при виплавці сталі, тобто процеси прохозагальну газопроникність стовпа шихти і її прогрів, дять з меншим споживанням умовного палива. що приводить до підвищення швидкості нагріву Застосування пропонованого брикету, що має поверхні брикетів, ступеню відновлення окислених менший інтервал коливань за вмістом заліза, підзалізомістячих компонентів суміші брикету, загавищує стабільність технологічних режимів виплавльного збільшення швидкості проплаву ши хти. ки чавуну і стали. Пониження вмісту магнітної Така підготовка матеріалів до плавки, гомогефракції менше 29% приводить до труднощів в нізація суміші і формування з неї брикетів з крізуправлінні технологічним процесом виплавки сталі ними пустотами з товщиною стінки не менше 30мм в конвертерах, підвищується частка оксидів заліза, дозволяє забезпечувати необхідну холодну і гарявиникає небезпека виникнення викидів при ввечу їх міцність при застосуванні в технологічних денні брикетів і, відповідно, підвищується витрата процесах виплавки чорних металів і феросплавів, заліза на виробництво тони придатної сталі. Підбільш рівномірний і швидкий прогрів, відповідно вищення вмісту магнітної фракції більше 65% є не вищу швидкість розплавлення брикетів з меншими виправданим з погляду безвідходної переробки паливними і енергетичними витратами. При змендрібнодисперсних залізомістячих відходів, привошенні товщини стінки брикетів менш 30мм, знижудить до пониження вмісту заліза в брикеті і ефекється їх холодна міцність як геометричних тіл при тивності його застосування при виплавці чавуну в транспортуванні і перевантаженнях, що приводить доменній печі, порушується рівний хід печі, потрібдо утворення поворотного дрібняка. ні зміни інших технологічних параметрів для вирівПриклад. нювання ходу печі, що вкрай небажане. При дробленні основних сталеплавильних Неокислене залізо корольків скрапу, з погляду шлаків магнітною сепарацією відділяють магнітну кінетики протікання процесів відновлення, є катафракцію розмірами до 10,0мм і направляють в лізатором в процесах відновлення оксидів заліза, змішувач об'ємом 1300 літрів в кількості 600кг з знижує температуру початку протікання таких реадобавкою порції необхідної кількості відновника кцій на 50-150°С. Залізні корольки мають теплококсівного дрібняка фракцією менш 5,0мм в кільпровідність сталі і служать провідниками теплової кості 80кг. Після того, як суміш набуває однорідноенергії вглиб тіла брикету, прискорюючи його прого кольору, в змішувач довантажують окалину в грів і, кінець кінцем, повне його розплавлення. Оккількості 230кг. Виконують змішування суміші персид кальцію в зв'язаному ошлакованому вигляді, шого етапу з окалиною, після чого в змішувач допорівняно з вапняком або гідрооксидом кальцію, є вантажують цемент в кількості 90кг і поступово компонентом, що вимагає для свого розплавлення ведуть зволоження суміші технічною водою згідно менших витрат тепла. Введення відновника в кільвідпрацьованої технології. Після усереднення кості менше 6% приводить при проплаві брикетів одержану масу подають в живильник пресу, де до підвищення витрати коксу в технології виплавки здійснюють циклічне одночасне пресування і форчавун у, до підвищення витрати електроенергії при мування суміші в брикет у вигляді порожнистого їх проплаві в електропечах і до зниження частки паралелепіпеду із стороною 150мм і стінкою заметалевого лому в твердій металошихті конвертевтовшки 40мм. Далі брикет в сирому вигляді відрів при виплавці сталі. Перевищення кількості відправляється в сушильну шафу для зміцнення. По новника більше 15% є недоцільним, оскільки окисзакінченні доби брикети прямують на склад для леного заліза у складі брикетів мінімум в 5раз подальшого зміцнення і відвантаження споживачу. менше, ніж у відомому. Введення більшої кількості При проплаві таких брикетів з пустотами порівняно 7 20811 8 зі звичайними добова продуктивність доменної печі по випуску чавуну зросла в 1,05 рази. Досягпечі об'ємом 1700м 3 по шихті, що проплавляється, нута економія по витраті коксу і вапняку (таблиця збільшилася в 1,12 раз, хід печі був рівний без 1). технологічних відхилень. Загальна продуктивність Таблица 1 № 1 2 3 4 Одиниця виміру Найменування показників Середньодобове виробництво Витрата брикетів Витрата коксу Витрата флюсів(вапняк) т т/добу кг/т кг/т При виплавці сталі в конвертер завантажили 21т металевого лому 18т брикетів, 4т вапна і залили 122т чавун у. Виплавка супроводжується раннім шлакоутворенням, хід операції рівний без викидів. По ходу процесу вводили добавки вапна. По матеріальному балансу плавки вихід придатного металу вищий із застосуванням брикетів за рахунок раннього шлакоутворення, зниження виносів Показники Базовий брикет Пропонований поро100х100 жнистий 150х150 1629 1710 28 31,4 449 441 18 14 металу і витрати вапна (таблиця 2). Використання корисної моделі забезпечує отримання брикетів при введенні яких в шихту металургійних агрегатів досягається швидший загальний проплав шихти, підвищується продуктивність по виплавці, знижується витрата відновника, знижуються енергетичні витрати на технологічний процес при підвищенні їх продуктивності. Таблиця 2 № Найменування показників плавки 1 2 3 4 5 Вихід придатного Витрата металевого лому Витрата брикетів Витрата заліза Витрату вапна Комп’ютерна в ерстка Л. Купенко Одиниця виміру т % % кг/т придатного кг/т Показники плавок на рідкому чавуні з брина рідкому чавуні з кетами, що пропонують100% металолому ся 149 144 100% 50% 0 50% 1037 1028 76 70 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for charge preparation for the melting
Автори англійськоюStovpchenko Hanna Petrivna, Petrenko Andrii Volodymyrovych
Назва патенту російськоюСпособ подготовки шихты к плавке
Автори російськоюСтовпченко Анна Петровна, Петренко Андрей Владимирович
МПК / Мітки
МПК: C22B 1/24
Мітки: підготовки, спосіб, плавки, шихти
Код посилання
<a href="https://ua.patents.su/4-20811-sposib-pidgotovki-shikhti-do-plavki.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки шихти до плавки</a>
Спосіб підготовки брикетованої шихти для виплавки алюмінієво-кремнієвого сплаву
Номер патенту: 75275
Опубліковано: 15.03.2006
Автори: Бережний Іван Архипович, Гавриленко Микола Павлович, Владиченко Олександр Григорович
МПК: C22B 4/00, C22C 21/02, C22B 21/00
Мітки: алюмінієво-кремнієвого, брикетованої, підготовки, спосіб, сплаву, шихти, виплавки
Формула / Реферат:
Спосіб підготовки брикетованої шихти для виплавки алюмінієво-кремнієвих сплавів, що включає підготовку шихтових матеріалів і брикетування шихти з вуглецевим відновником в стехіометричній кількості, необхідній для відновлення оксидів шихти до елементів, який відрізняється тим, що вуглецевий відновник змішують з часткою кремнезем-глиноземної сировини при відношенні маси вуглецю до маси оксидів шихти 0,5-0,6 і брикетують, решту...
Спосіб підготовки шихти до агломерації
Номер патенту: 23516
Опубліковано: 02.06.1998
Автори: Мартиненко Володимир Антонович, Єлисеєв Олександр Кузьмич, Черноіванов Іван Микифорович, Серебряник Григорій Ісакович, Мартюк Олександр Єгорович, Кіковка Валентин Євгенович, Гармаш Микола Іларіонович
МПК: C22B 1/16
Мітки: шихти, спосіб, агломерації, підготовки
Формула / Реферат:
Спосіб підготовки шихти до агломерації, включаючий дозування, змішування і грануляцію офлюсованої шихти, який відрізняється тим, що до шихти вводиться вапняк, фракціонований в класі крупності 0-10 мм, причому маса кожної фракції вапняку повинна відповідати масі кремнезему в такій же фракції шихти, забезпечуючи її офлюсування до заданого модуля основності.
Спосіб підготовки залізовмісної шихти до доменного процесу
Номер патенту: 58692
Опубліковано: 15.08.2003
Автори: Костенко Георгій Петрович, Омесь Микола Михайлович, Осадчук Андрій Анатолійович, Страшко Олександр Миколайович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Осадчук Анатолій Григорович
МПК: C21B 7/20
Мітки: залізовмісної, шихти, процесу, підготовки, спосіб, доменного
Формула / Реферат:
Спосіб підготовки залізовмісної шихти до доменного процесу, що включає видачу й відсів агломерату (фракція 6-8 мм) з бункерів електровібраційними грохотами (ЕВГ), який відрізняється тим, що підрешітний продукт грохотів, фракцією мінус 8-50 мм, в залежності від гранулометричного складу агломерату направляється на 2-у стадію грохочення, надрешітні продукти 1-ї і 2-ї стадії грохочення, фракцією плюс 3-5 мм, направляються у вагові воронки і...
Спосіб підготовки шихти
Номер патенту: 32853
Опубліковано: 15.02.2001
Автори: Тарасов Володимир Петрович, Сирота Володимир Ілліч, Кривенко Сергій Вікторович, Кривенко Ольга Вікторівна
МПК: C22B 1/00
Мітки: підготовки, шихти, спосіб
Текст:
...р у. вологість шихти W\ витрати води GB та зволожуємої шихти Ош; об'єми накочуємих частинок і гранул ьго діаметру вологої шихти і їх загальний об'єм. Порожність є шару шихти визначають на виході з БО. Інтенсивність огрудкування залежить від швидкості подачі грудкуємих частинок до поверхні центрів огрудкування шихти. Отримане рівняння швидкості подачі частинок, в якому враховані час перебування шихти в БО, вологість і еквівалентний...
Спосіб підготовки шихти до агломерації
Номер патенту: 10893
Опубліковано: 12.11.1999
Автори: Симоненко Володимир Іванович, Чубченко Сергій Вячеславович, Мартиненко Володимир Антонович, Єлисеєв Олександр Кузьмович, Серебряник Григорій Ісаакович, Дриженко Анатолій Юрійович, Гармаш Микола Ілларіонович, Дуганов Борис Георгійович, Шебеко Віктор Семенович, Сабадир Микола Павлович
МПК: C22B 1/16
Мітки: шихти, підготовки, агломерації, спосіб
Формула / Реферат:
Спосіб підготовки шихти до агломерації, що включає приготування гранульованої суміші, яка складається з тонкозернистого магнетитового концентрату, гематитової аглоруди, вапняку та твердого палива, який відрізняється тим, що в гранульовану суміш вводять феритову суміш, що включає аглоруду і вапняк фракції 0,4 - 1,6мм в стехіометричному співвідношенні, що відповідає двохкальцієвому фериту в кількості 15,7 - 16,7% від маси залізорудної частини...
Попередній патент: Спосіб формування однорічних кронованих саджанців черешні в розсаднику з використанням хірургічних прийомів та фітогормональних препаратів
Наступний патент: Спосіб визначення критичного значення коефіцієнта інтенсивності напружень при руйнуванні
Випадковий патент: Повітряно-решітний сепаратор