Спосіб діагностування котлів нафтобензинових вагонів-цистерн методом акустичної емісії
Номер патенту: 22181
Опубліковано: 25.04.2007
Автори: Варибрусов Сергій Тимофійович, Вітвицький Віталій Веліксович
Формула / Реферат
Спосіб діагностування котлів нафтобензинових вагонів-цистерн методом акустичної емісії, який включає в себе підготовку котла вагона-цистерни до операції контролю, перевірку працездатності приладів, контроль методом акустичної емісії, навантажування котла досліджувальним тиском стиснутого повітря у відповідності з графіком кривої навантажування, обробку результатів, який відрізняється тим, що контроль котлів нафтобензинових вагонів-цистерн методом акустичної емісії проводять по певному алгоритму, який включає первинний оперативний експрес АЕ контроль та вторинний повний АЕ контроль, який проводять з точною локалізацією дефектів, які виявлені при оперативному контролі.
Текст
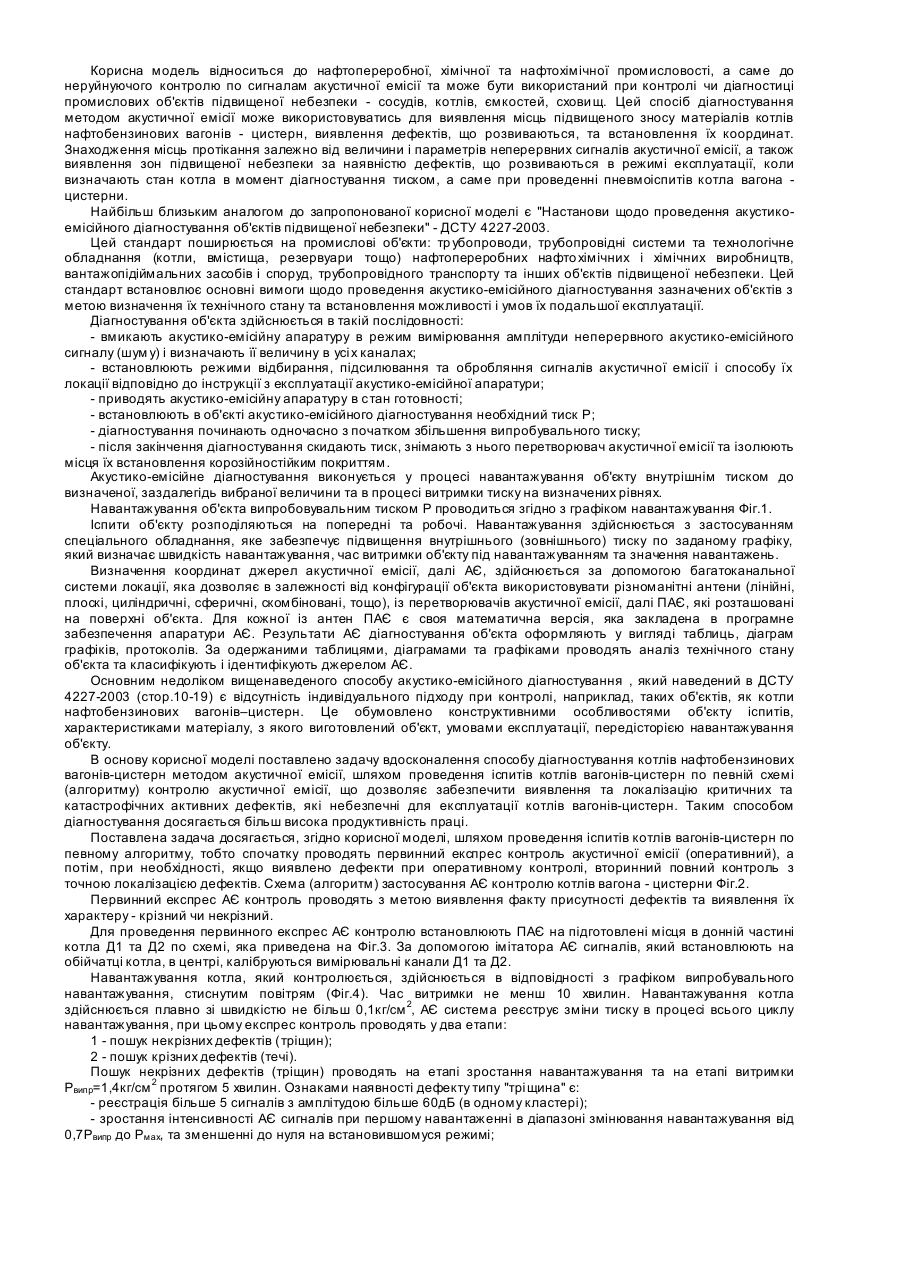
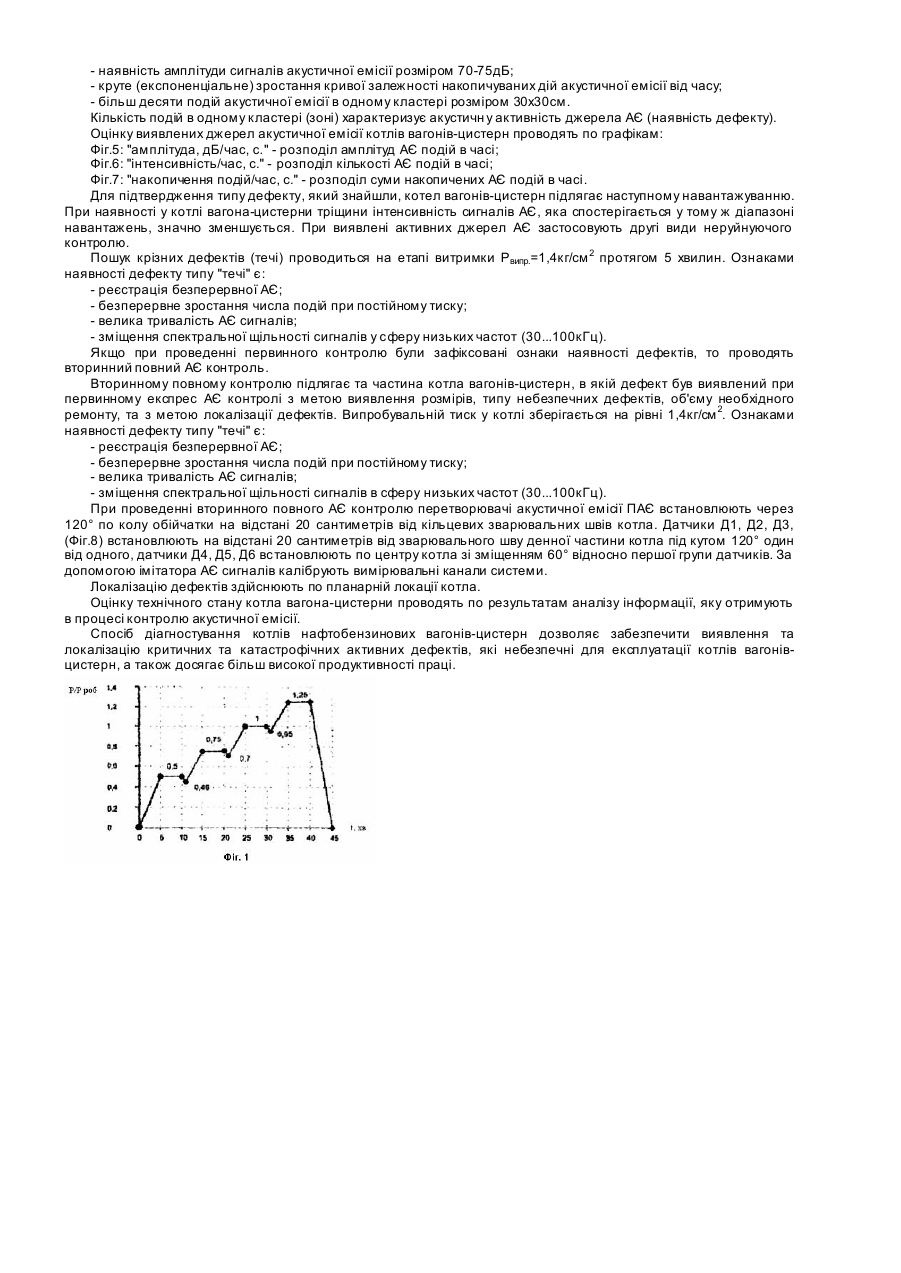
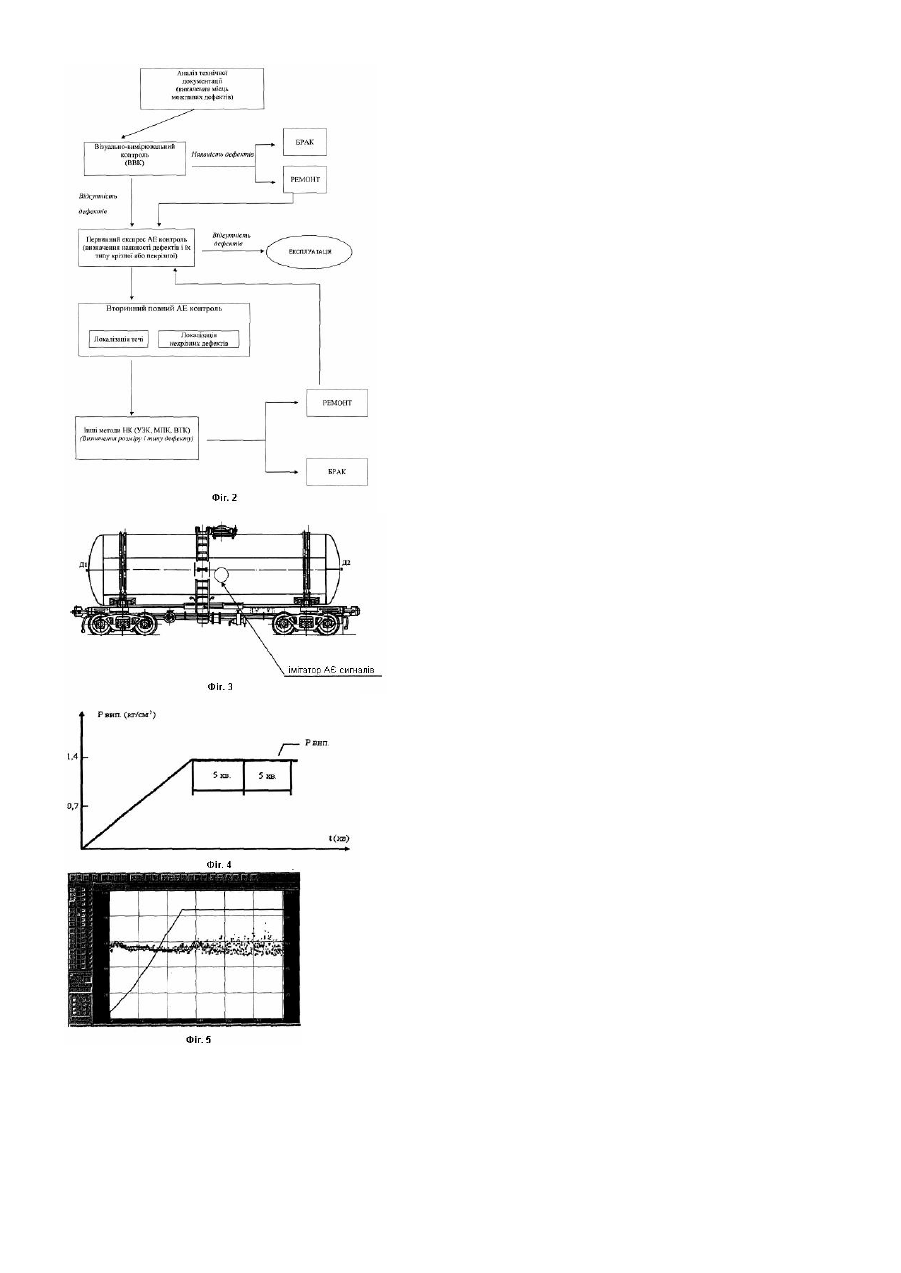
Корисна модель відноситься до нафтопереробної, хімічної та нафтохімічної промисловості, а саме до неруйнуючого контролю по сигналам акустичної емісії та може бути використаний при контролі чи діагностиці промислових об'єктів підвищеної небезпеки - сосудів, котлів, ємкостей, схови щ. Цей спосіб діагностування методом акустичної емісії може використовуватись для виявлення місць підвищеного зносу матеріалів котлів нафтобензинових вагонів - цистерн, виявлення дефектів, що розвиваються, та встановлення їх координат. Знаходження місць протікання залежно від величини і параметрів неперервних сигналів акустичної емісії, а також виявлення зон підвищеної небезпеки за наявністю дефектів, що розвиваються в режимі експлуатації, коли визначають стан котла в момент діагностування тиском, а саме при проведенні пневмоіспитів котла вагона цистерни. Найбільш близьким аналогом до запропонованої корисної моделі є "Настанови щодо проведення акустикоемісійного діагностування об'єктів підвищеної небезпеки" - ДСТУ 4227-2003. Цей стандарт поширюється на промислові об'єкти: тр убопроводи, трубопровідні системи та технологічне обладнання (котли, вмістища, резервуари тощо) нафтопереробних нафто хімічних і хімічних виробництв, вантажопідіймальних засобів і споруд, трубопровідного транспорту та інших об'єктів підвищеної небезпеки. Цей стандарт встановлює основні вимоги щодо проведення акустико-емісійного діагностування зазначених об'єктів з метою визначення їх технічного стану та встановлення можливості і умов їх подальшої експлуатації. Діагностування об'єкта здійснюється в такій послідовності: - вмикають акустико-емісійну апаратуру в режим вимірювання амплітуди неперервного акустико-емісійного сигналу (шум у) і визначають її величину в усі х каналах; - встановлюють режими відбирання, підсилювання та обробляння сигналів акустичної емісії і способу їх локації відповідно до інструкції з експлуатації акустико-емісійної апаратури; - приводять акустико-емісійну апаратуру в стан готовності; - встановлюють в об'єкті акустико-емісійного діагностування необхідний тиск Р; - діагностування починають одночасно з початком збільшення випробувального тиску; - після закінчення діагностування скидають тиск, знімають з нього перетворювач акустичної емісії та ізолюють місця їх встановлення корозійностійким покриттям. Акустико-емісійне діагностування виконується у процесі навантажування об'єкту внутрішнім тиском до визначеної, заздалегідь вибраної величини та в процесі витримки тиску на визначених рівнях. Навантажування об'єкта випробовувальним тиском Р проводиться згідно з графіком навантажування Фіг.1. Іспити об'єкту розподіляються на попередні та робочі. Навантажування здійснюється з застосуванням спеціального обладнання, яке забезпечує підвищення внутрішнього (зовнішнього) тиску по заданому графіку, який визначає швидкість навантажування, час витримки об'єкту під навантажуванням та значення навантажень. Визначення координат джерел акустичної емісії, далі АЄ, здійснюється за допомогою багатоканальної системи локації, яка дозволяє в залежності від конфігурації об'єкта використовувати різноманітні антени (лінійні, плоскі, циліндричні, сферичні, скомбіновані, тощо), із перетворювачів акустичної емісії, далі ПАЄ, які розташовані на поверхні об'єкта. Для кожної із антен ПАЄ є своя математична версія, яка закладена в програмне забезпечення апаратури АЄ. Результати АЄ діагностування об'єкта оформляють у вигляді таблиць, діаграм графіків, протоколів. За одержаними таблицями, діаграмами та графіками проводять аналіз технічного стану об'єкта та класифікують і ідентифікують джерелом АЄ. Основним недоліком вищенаведеного способу акустико-емісійного діагностування , який наведений в ДСТУ 4227-2003 (стор.10-19) є відсутність індивідуального підходу при контролі, наприклад, таких об'єктів, як котли нафтобензинових вагонів–цистерн. Це обумовлено конструктивними особливостями об'єкту іспитів, характеристиками матеріалу, з якого виготовлений об'єкт, умовами експлуатації, передісторією навантажування об'єкту. В основу корисної моделі поставлено задачу вдосконалення способу діагностування котлів нафтобензинових вагонів-цистерн методом акустичної емісії, шляхом проведення іспитів котлів вагонів-цистерн по певній схемі (алгоритму) контролю акустичної емісії, що дозволяє забезпечити виявлення та локалізацію критичних та катастрофічних активних дефектів, які небезпечні для експлуатації котлів вагонів-цистерн. Таким способом діагностування досягається більш висока продуктивність праці. Поставлена задача досягається, згідно корисної моделі, шляхом проведення іспитів котлів вагонів-цистерн по певному алгоритму, тобто спочатку проводять первинний експрес контроль акустичної емісії (оперативний), а потім, при необхідності, якщо виявлено дефекти при оперативному контролі, вторинний повний контроль з точною локалізацією дефектів. Схема (алгоритм) застосування АЄ контролю котлів вагона - цистерни Фіг.2. Первинний експрес АЄ контроль проводять з метою виявлення факту присутності дефектів та виявлення їх характеру - крізний чи некрізний. Для проведення первинного експрес АЄ контролю встановлюють ПАЄ на підготовлені місця в донній частині котла Д1 та Д2 по схемі, яка приведена на Фіг.3. За допомогою імітатора АЄ сигналів, який встановлюють на обійчатці котла, в центрі, калібруються вимірювальні канали Д1 та Д2. Навантажування котла, який контролюється, здійснюється в відповідності з графіком випробувального навантажування, стиснутим повітрям (Фіг.4). Час витримки не менш 10 хвилин. Навантажування котла здійснюється плавно зі швидкістю не більш 0,1кг/см 2, АЄ система реєструє зміни тиску в процесі всього циклу навантажування, при цьому експрес контроль проводять у два етапи: 1 - пошук некрізних дефектів (тріщин); 2 - пошук крізних дефектів (течі). Пошук некрізних дефектів (тріщин) проводять на етапі зростання навантажування та на етапі витримки Рвипр=1,4кг/см 2 протягом 5 хвилин. Ознаками наявності дефекту типу "трі щина" є: - реєстрація більше 5 сигналів з амплітудою більше 60дБ (в одному кластері); - зростання інтенсивності АЄ сигналів при першому навантаженні в діапазоні змінювання навантажування від 0,7Рвипр до Рмах, та зменшенні до нуля на встановившомуся режимі; - наявність амплітуди сигналів акустичної емісії розміром 70-75дБ; - круте (експоненціальне) зростання кривої залежності накопичуваних дій акустичної емісії від часу; - більш десяти подій акустичної емісії в одному кластері розміром 30х30см. Кількість подій в одному кластері (зоні) характеризує акустичн у активність джерела АЄ (наявність дефекту). Оцінку виявлених джерел акустичної емісії котлів вагонів-цистерн проводять по графікам: Фіг.5: "амплітуда, дБ/час, с." - розподіл амплітуд АЄ подій в часі; Фіг.6: "інтенсивність/час, с." - розподіл кількості АЄ подій в часі; Фіг.7: "накопичення подій/час, с." - розподіл суми накопичених АЄ подій в часі. Для підтвердження типу дефекту, який знайшли, котел вагонів-цистерн підлягає наступному навантажуванню. При наявності у котлі вагона-цистерни тріщини інтенсивність сигналів АЄ, яка спостерігається у тому ж діапазоні навантажень, значно зменшується. При виявлені активних джерел АЄ застосовують другі види неруйнуючого контролю. Пошук крізних дефектів (течі) проводиться на етапі витримки Рвипр.=1,4кг/см 2 протягом 5 хвилин. Ознаками наявності дефекту типу "течі" є: - реєстрація безперервної АЄ; - безперервне зростання числа подій при постійному тиску; - велика тривалість АЄ сигналів; - зміщення спектральної щільності сигналів у сферу низьких частот (30...100кГц). Якщо при проведенні первинного контролю були зафіксовані ознаки наявності дефектів, то проводять вторинний повний АЄ контроль. Вторинному повному контролю підлягає та частина котла вагонів-цистерн, в якій дефект був виявлений при первинному експрес АЄ контролі з метою виявлення розмірів, типу небезпечних дефектів, об'єму необхідного ремонту, та з метою локалізації дефектів. Випробувальній тиск у котлі зберігається на рівні 1,4кг/см 2. Ознаками наявності дефекту типу "течі" є: - реєстрація безперервної АЄ; - безперервне зростання числа подій при постійному тиску; - велика тривалість АЄ сигналів; - зміщення спектральної щільності сигналів в сферу низьких частот (30...100кГц). При проведенні вторинного повного АЄ контролю перетворювачі акустичної емісії ПАЄ встановлюють через 120° по колу обійчатки на відстані 20 сантиметрів від кільцевих зварювальних швів котла. Датчики Д1, Д2, Д3, (Фіг.8) встановлюють на відстані 20 сантиметрів від зварювального шву денної частини котла під кутом 120° один від одного, датчики Д4, Д5, Д6 встановлюють по центру котла зі зміщенням 60° відносно першої групи датчиків. За допомогою імітатора АЄ сигналів калібрують вимірювальні канали системи. Локалізацію дефектів здійснюють по планарній локації котла. Оцінку технічного стану котла вагона-цистерни проводять по результатам аналізу інформації, яку отримують в процесі контролю акустичної емісії. Спосіб діагностування котлів нафтобензинових вагонів-цистерн дозволяє забезпечити виявлення та локалізацію критичних та катастрофічних активних дефектів, які небезпечні для експлуатації котлів вагонівцистерн, а також досягає більш високої продуктивності праці.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for testing railroad tank cars by acoustic emission flaw detection
Автори англійськоюVarybrusov Serhii Tymofiiovych, Varibrusov Serhii Tymofiiovych
Назва патенту російськоюСпособ контроля железнодорожных цистерн с помощью акустической эмиссионной дефектоскопии
Автори російськоюВарибрусов Сергей Тимофеевич
МПК / Мітки
МПК: G01N 29/14
Мітки: акустичної, діагностування, вагонів-цистерн, методом, котлів, нафтобензинових, спосіб, емісії
Код посилання
<a href="https://ua.patents.su/4-22181-sposib-diagnostuvannya-kotliv-naftobenzinovikh-vagoniv-cistern-metodom-akustichno-emisi.html" target="_blank" rel="follow" title="База патентів України">Спосіб діагностування котлів нафтобензинових вагонів-цистерн методом акустичної емісії</a>
Спосіб діагностування надресорних балок вантажних вагонів методом акустичної емісії
Номер патенту: 22180
Опубліковано: 25.04.2007
Автори: Варибрусов Сергій Тимофійович, Вітвицький Віталій Веліксович
МПК: G01N 29/14
Мітки: балок, методом, емісії, надресорних, діагностування, вантажних, акустичної, спосіб, вагонів
Формула / Реферат:
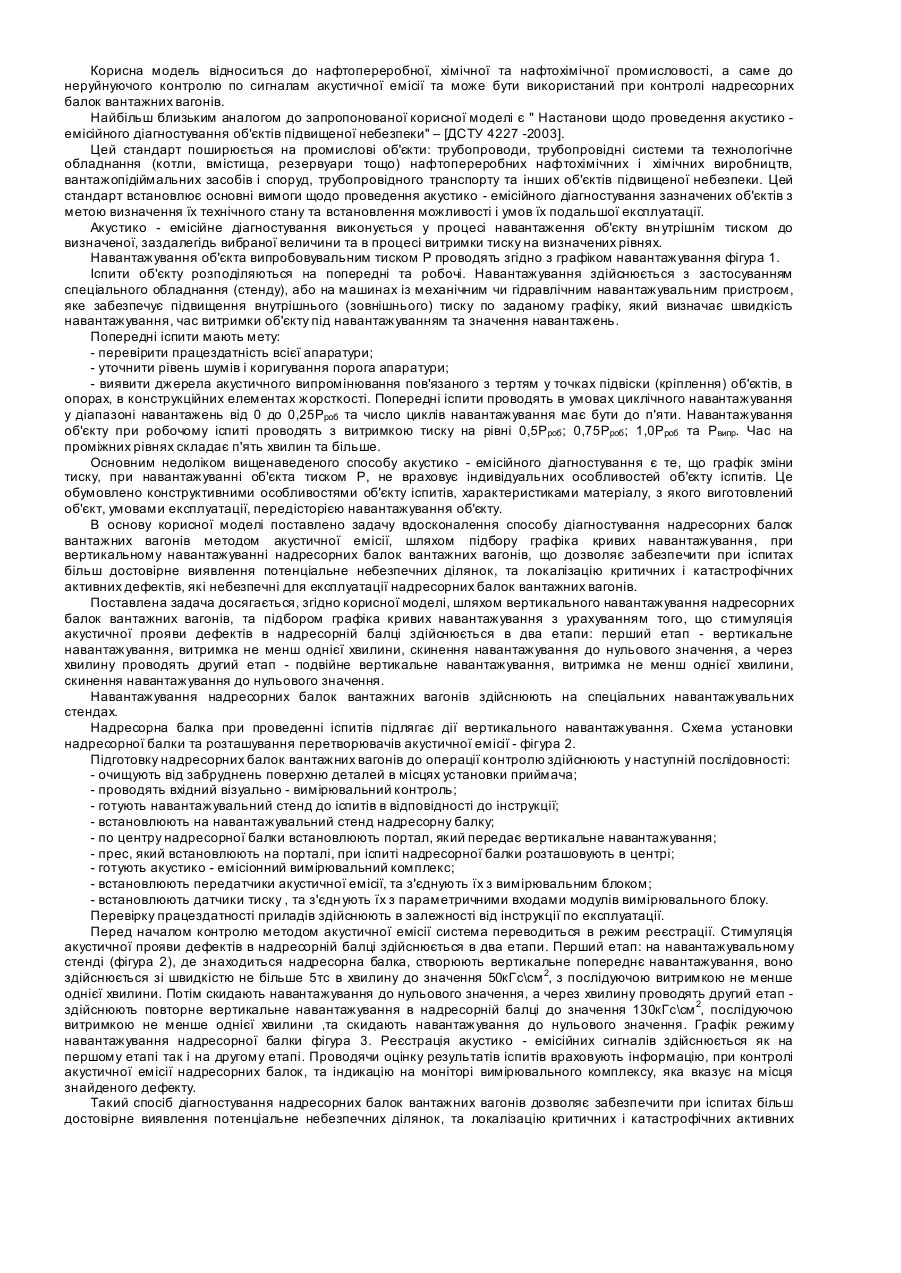
Спосіб діагностування надресорних балок вантажних вагонів методом акустичної емісії, який включає в себе підготовку надресорної балки до операції контролю на спеціальному стенді, перевірку працездатності приладів, вертикальне навантажування надресорної балки у відповідності з графіком зміни тиску, обробку результатів, який відрізняється тим, що при вертикальному навантажуванні надресорної балки та підборі графіка кривої навантажування...
Спосіб діагностування бокових рам візків вантажних вагонів методом акустичної емісії
Номер патенту: 22179
Опубліковано: 25.04.2007
Автори: Варибрусов Сергій Тимофійович, Вітвицький Віталій Веліксович
МПК: G01N 29/14
Мітки: вантажних, рам, методом, вагонів, візків, спосіб, емісії, акустичної, бокових, діагностування
Формула / Реферат:
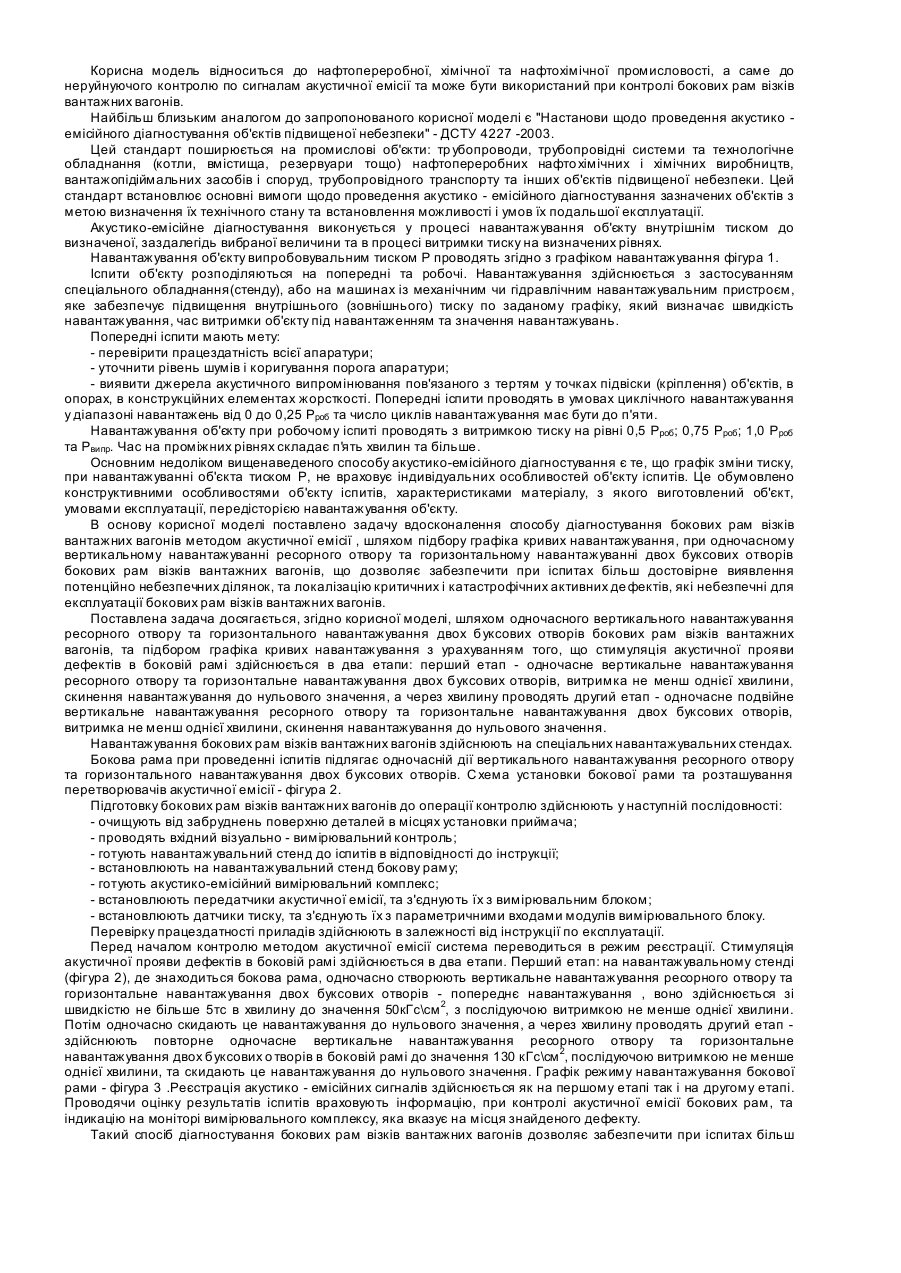
Спосіб діагностування бокових рам візків вантажних вагонів методом акустичної емісії, який включає в себе підготовку бокової рами до операції контролю на спеціальному стенді, перевірку працездатності приладів, вертикальне та горизонтальне навантажування бокової рами у відповідності з графіком зміни тиску, обробку результатів, який відрізняється тим, що при одночасному вертикальному навантажуванні ресорного отвору та горизонтальному...
Спосіб визначення координат дефектів методом акустичної емісії
Номер патенту: 51981
Опубліковано: 16.12.2002
Автори: Горошко Андрій Володимирович, Ковтун Ігор Іванович, Ройзман Вілен Петрович
МПК: G01N 29/04
Мітки: координат, дефектів, емісії, методом, спосіб, визначення, акустичної
Формула / Реферат:
Спосіб визначення координат дефектів методом акустичної емісії (АЕ), який полягає у реєстрації хвиль акустичного діапазону, генерованих досліджуваним об'єктом під впливом зовнішньої енергетичної дії, за допомогою cкорельованих акустичних давачів та визначенні різниці часу надходження переднього фронту хвилі, утвореного у місці розташування дефектоутворювальної неоднорідності у матеріалі об'єкту, обчисленні координат джерела реєстрованого...
Спосіб визначення координат дефектів методом акустичної емісії
Номер патенту: 43125
Опубліковано: 15.11.2001
Автори: Ковтун Ігор Іванович, Ройзман Вілен Петрович, Горошко Андрій Володимирович, Прохоренко Сергій Вікторович
МПК: G01N 29/14
Мітки: акустичної, визначення, методом, дефектів, емісії, координат, спосіб
Формула / Реферат:
Спосіб визначення координат дефектів методом акустичної емісії (АЕ), що полягає у реєстрації хвиль акустичного діапазону, генерованих досліджуваним об'єктом під впливом зовнішньої енергетичної дії, за допомогою групи скорельованих акустичних давачів та визначенні різниці часу приходу переднього фронту хвилі, утвореного у місці розташування дефектоутворюючої неоднорідності у матеріалі об'єкта, обчисленні координат джерела реєстрованого...
Спосіб виділення сигналів акустичної емісії на фоні завад
Номер патенту: 47257
Опубліковано: 17.06.2002
Автори: Філоненко Сергій Федорович, Бабак Віталій Павлович
МПК: G01N 29/14
Мітки: сигналів, емісії, виділення, завад, акустичної, фоні, спосіб
Формула / Реферат:
Спосіб виділення сигналів акустичної емісії на фоні завад, що включає встановлення порога обмеження, реєстрацію сигналів акустичної емісії з одночасним вимірюванням їх характеристик, за якими здійснюється виділення сигналів акустичної емісії на фоні завад, який відрізняється тим, що встановлюються додатково ще три пороги обмеження, які відповідають мінімальній амплітуді, мінімальній та максимальній тривалості сигналів завад, що забезпечує...
Попередній патент: Спосіб діагностування надресорних балок вантажних вагонів методом акустичної емісії
Наступний патент: Реабілітаційно-оздоровча міні-теплиця
Випадковий патент: Спосіб очищення внутрішньої поверхні трубопроводу і пристрій для його здійснення