Спосіб виготовлення оптичних розгалужувачів
Номер патенту: 3029
Опубліковано: 26.12.1994
Автори: Басиладзе Георгій Деомідович, Сьомов Олександр Євгенович, Долгов Олександр Іванович, Ніколаєв Євген Якович
Формула / Реферат
Способ изготовления оптических разветвителей, включающий укладку по крайней мере двух предварительно подготовленных волокон, фиксацию, нагревание и скрутку волокон с их одновременным сплавлением, а также формирование биконической структуры разветвителя, отличающийся тем, что каждое волокно фиксируют в точках окружностей, расположенных в двух плоскостях и сплавляют их в точке перекрещивания, а нагревание и сплавлений волокон осуществляют посредством сканирования локальной зоны нагрева и от точки первоначального перекрещивания вдоль волокон со скоростью
где - угловая скорость скрутки волокон;
R - радиус окружностей фиксации волокон;
L - расстояние от плоскостей фиксации до точки первоначального перекрещивания волокон;
r0 - приведенный радиус эквивалентного единичного волокна, площадь поперечного сечения которого равна суммарной площади поперечных сечений подготовленных к сплавленню волокон;
t - текущее значение времени.
Текст
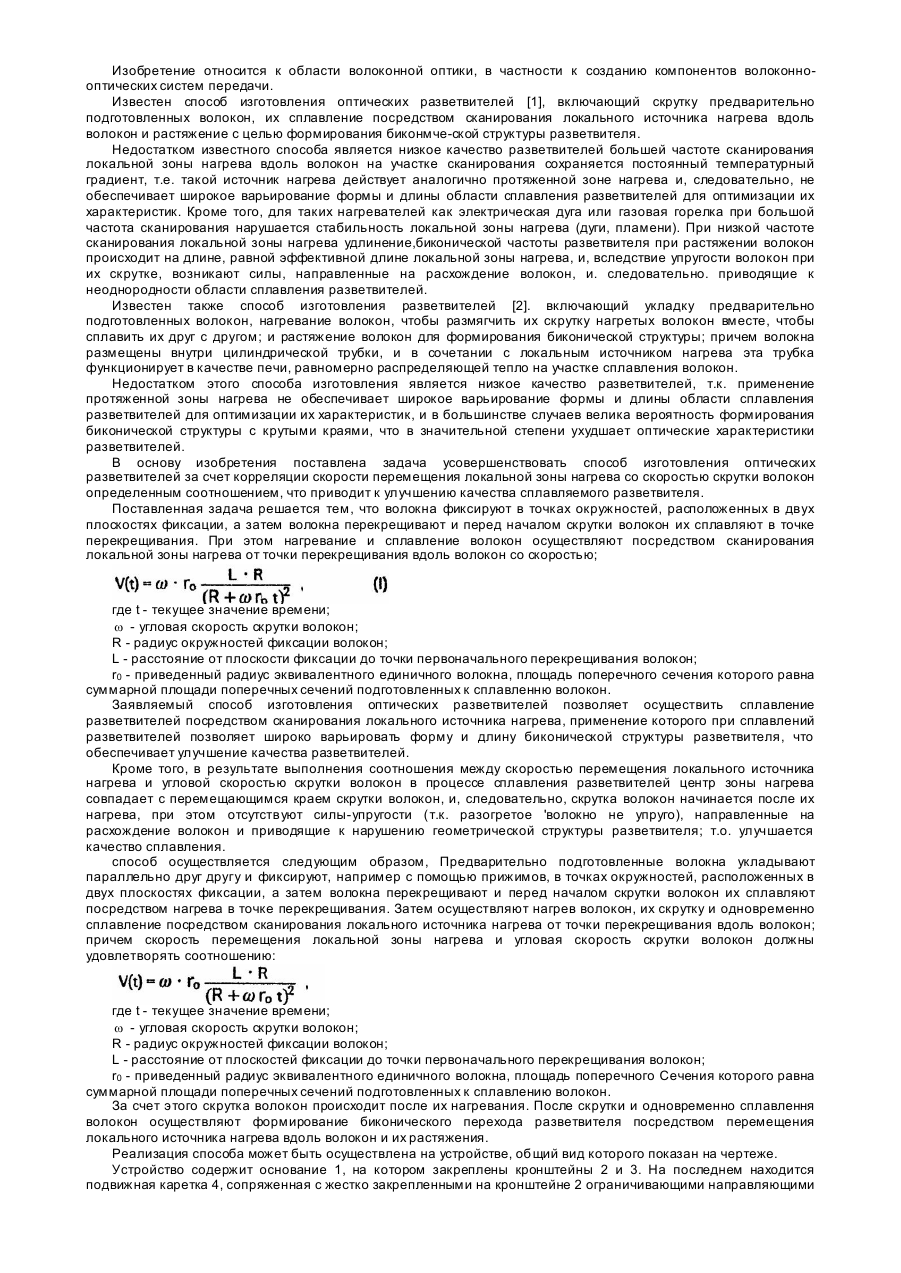
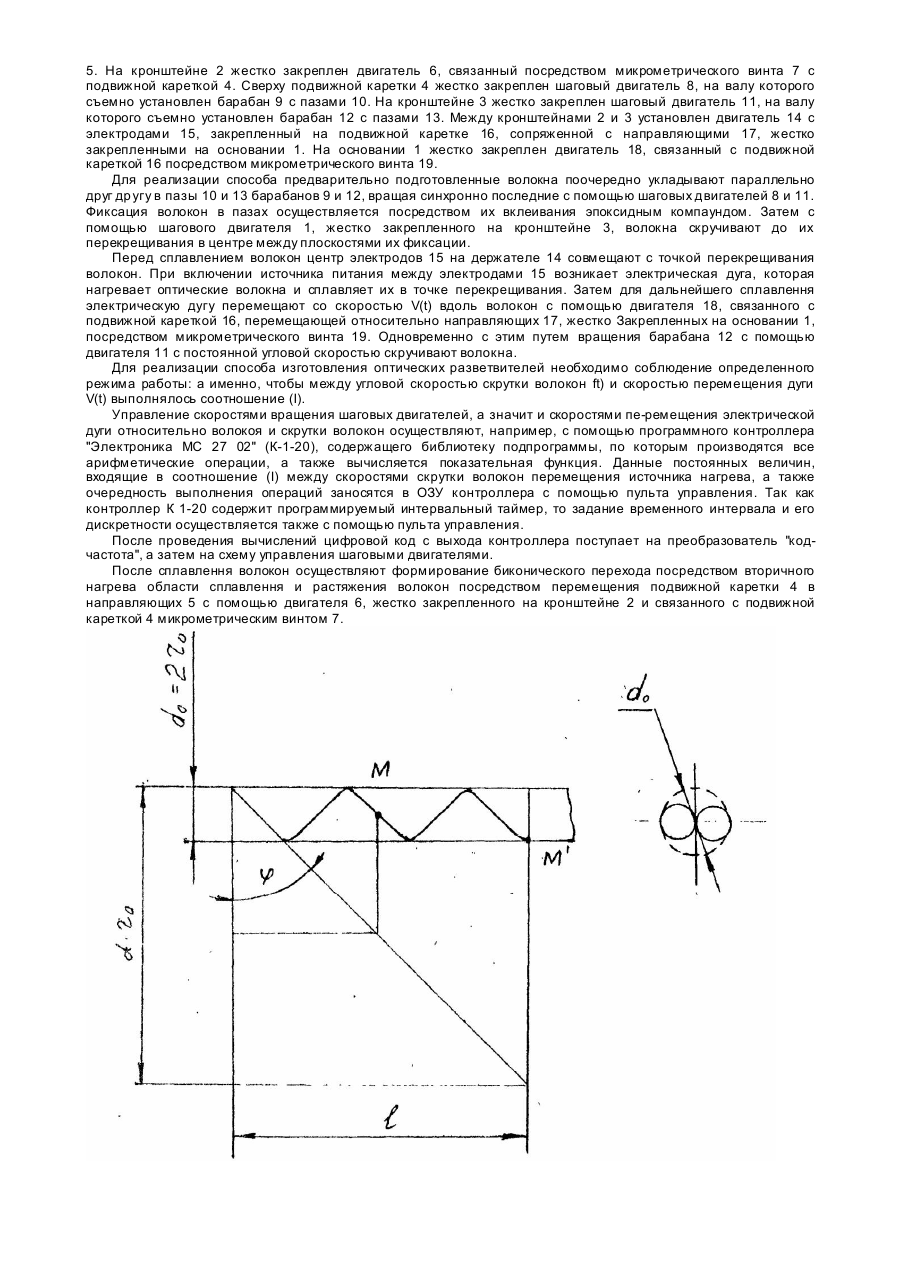
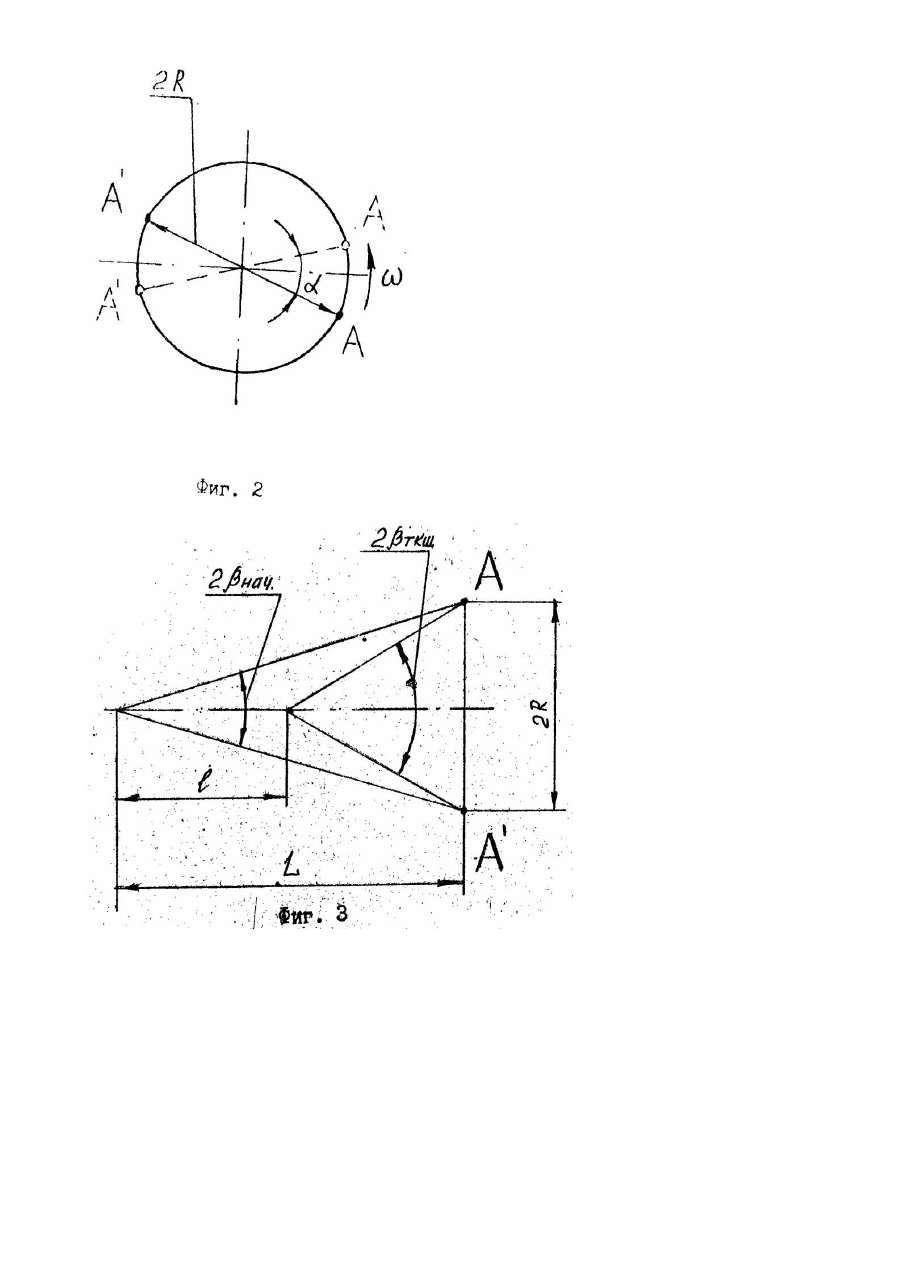
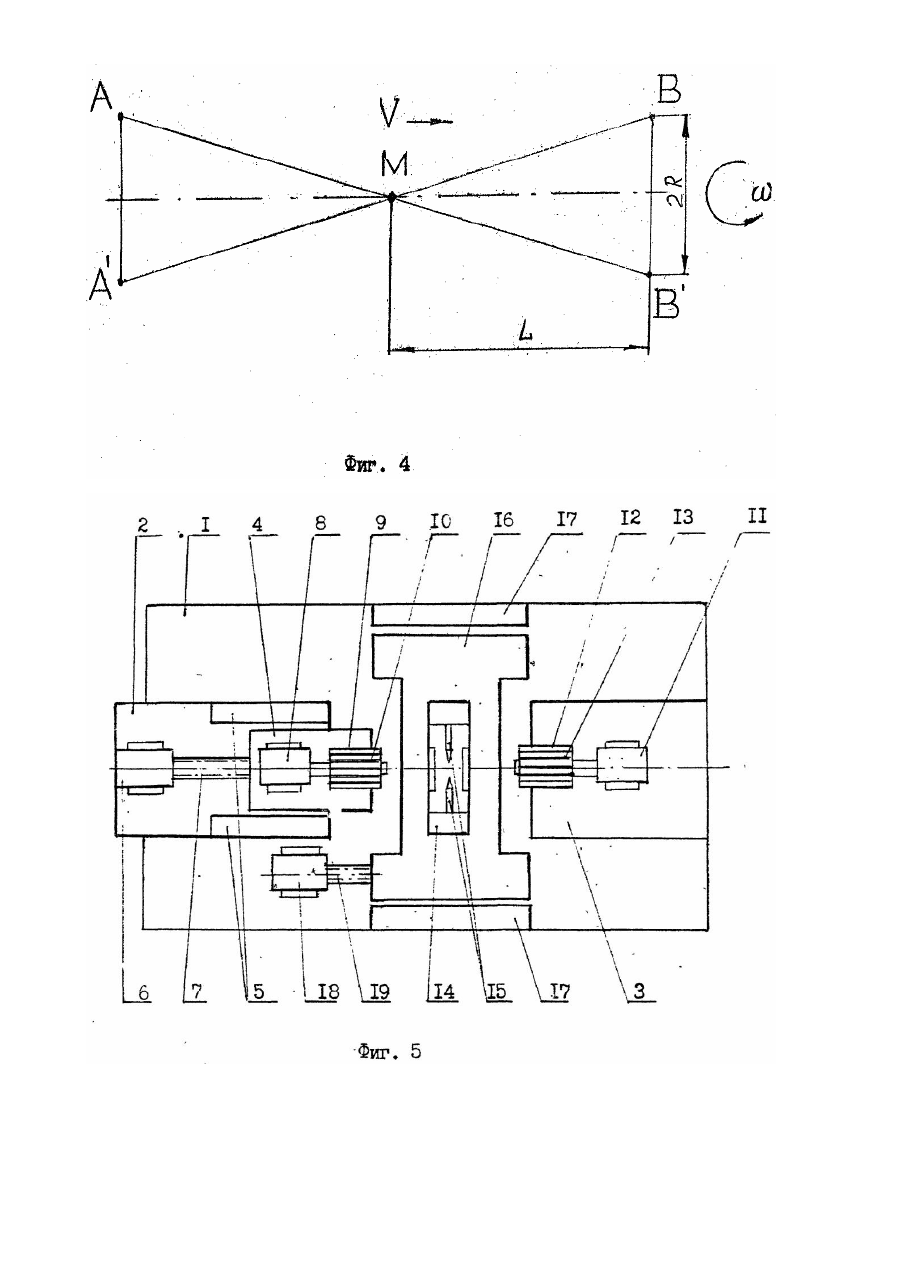
Изобретение относится к области волоконной оптики, в частности к созданию компонентов волоконнооптических систем передачи. Известен способ изготовления оптических разветвителей [1], включающий скрутку предварительно подготовленных волокон, их сплавление посредством сканирования локального источника нагрева вдоль волокон и растяжение с целью формирования биконмче-ской структуры разветвителя. Недостатком известного cnocoба является низкое качество разветвителей большей частоте сканирования локальной зоны нагрева вдоль волокон на участке сканирования сохраняется постоянный температурный градиент, т.е. такой источник нагрева действует аналогично протяженной зоне нагрева и, следовательно, не обеспечивает широкое варьирование формы и длины области сплавления разветвителей для оптимизации их характеристик. Кроме того, для таких нагревателей как электрическая дуга или газовая горелка при большой частота сканирования нарушается стабильность локальной зоны нагрева (дуги, пламени). При низкой частоте сканирования локальной зоны нагрева удлинение,биконической частоты разветвителя при растяжении волокон происходит на длине, равной эффективной длине локальной зоны нагрева, и, вследствие упругости волокон при их скрутке, возникают силы, направленные на расхождение волокон, и. следовательно. приводящие к неоднородности области сплавления разветвителей. Известен также способ изготовления разветвителей [2]. включающий укладку предварительно подготовленных волокон, нагревание волокон, чтобы размягчить их скрутку нагретых волокон вместе, чтобы сплавить их друг с другом; и растяжение волокон для формирования биконической структуры; причем волокна размещены внутри цилиндрической трубки, и в сочетании с локальным источником нагрева эта трубка функционирует в качестве печи, равномерно распределяющей тепло на участке сплавления волокон. Недостатком этого способа изготовления является низкое качество разветвителей, т.к. применение протяженной зоны нагрева не обеспечивает широкое варьирование формы и длины области сплавления разветвителей для оптимизации их характеристик, и в большинстве случаев велика вероятность формирования биконической структуры с крутыми краями, что в значительной степени ухудшает оптические характеристики разветвителей. В основу изобретения поставлена задача усовершенствовать способ изготовления оптических разветвителей за счет корреляции скорости перемещения локальной зоны нагрева со скоростью скрутки волокон определенным соотношением, что приводит к улучшению качества сплавляемого разветвителя. Поставленная задача решается тем, что волокна фиксируют в точках окружностей, расположенных в двух плоскостях фиксации, а затем волокна перекрещивают и перед началом скрутки волокон их сплавляют в точке перекрещивания. При этом нагревание и сплавление волокон осуществляют посредством сканирования локальной зоны нагрева от точки перекрещивания вдоль волокон со скоростью; где t - текущее значение времени; w - угловая скорость скрутки волокон; R - радиус окружностей фиксации волокон; L - расстояние от плоскости фиксации до точки первоначального перекрещивания волокон; r0 - приведенный радиус эквивалентного единичного волокна, площадь поперечного сечения которого равна суммарной площади поперечных сечений подготовленных к сплавленню волокон. Заявляемый способ изготовления оптических разветвителей позволяет осуществить сплавление разветвителей посредством сканирования локального источника нагрева, применение которого при сплавлений разветвителей позволяет широко варьировать форму и длину биконической структуры разветвителя, что обеспечивает улучшение качества разветвителей. Кроме того, в результате выполнения соотношения между скоростью перемещения локального источника нагрева и угловой скоростью скрутки волокон в процессе сплавления разветвителей центр зоны нагрева совпадает с перемещающимся краем скрутки волокон, и, следовательно, скрутка волокон начинается после их нагрева, при этом отсутствуют силы-упругости (т.к. разогретое 'волокно не упруго), направленные на расхождение волокон и приводящие к нарушению геометрической структуры разветвителя; т.о. улучшается качество сплавления. способ осуществляется следующим образом, Предварительно подготовленные волокна укладывают параллельно друг другу и фиксируют, например с помощью прижимов, в точках окружностей, расположенных в двух плоскостях фиксации, а затем волокна перекрещивают и перед началом скрутки волокон их сплавляют посредством нагрева в точке перекрещивания. Затем осуществляют нагрев волокон, их скрутку и одновременно сплавление посредством сканирования локального источника нагрева от точки перекрещивания вдоль волокон; причем скорость перемещения локальной зоны нагрева и угловая скорость скрутки волокон должны удовлетворять соотношению: где t - текущее значение времени; w - угловая скорость скрутки волокон; R - радиус окружностей фиксации волокон; L - расстояние от плоскостей фиксации до точки первоначального перекрещивания волокон; r0 - приведенный радиус эквивалентного единичного волокна, площадь поперечного Сечения которого равна суммарной площади поперечных сечений подготовленных к сплавлению волокон. За счет этого скрутка волокон происходит после их нагревания. После скрутки и одновременно сплавлення волокон осуществляют формирование биконического перехода разветвителя посредством перемещения локального источника нагрева вдоль волокон и их растяжения. Реализация способа может быть осуществлена на устройстве, общий вид которого показан на чертеже. Устройство содержит основание 1, на котором закреплены кронштейны 2 и 3. На последнем находится подвижная каретка 4, сопряженная с жестко закрепленными на кронштейне 2 ограничивающими направляющими 5. На кронштейне 2 жестко закреплен двигатель 6, связанный посредством микрометрического винта 7 с подвижной кареткой 4. Сверху подвижной каретки 4 жестко закреплен шаговый двигатель 8, на валу которого съемно установлен барабан 9 с пазами 10. На кронштейне 3 жестко закреплен шаговый двигатель 11, на валу которого съемно установлен барабан 12 с пазами 13. Между кронштейнами 2 и 3 установлен двигатель 14 с электродами 15, закрепленный на подвижной каретке 16, сопряженной с направляющими 17, жестко закрепленными на основании 1. На основании 1 жестко закреплен двигатель 18, связанный с подвижной кареткой 16 посредством микрометрического винта 19. Для реализации способа предварительно подготовленные волокна поочередно укладывают параллельно друг др угу в пазы 10 и 13 барабанов 9 и 12, вращая синхронно последние с помощью шаговых двигателей 8 и 11. Фиксация волокон в пазах осуществляется посредством их вклеивания эпоксидным компаундом. Затем с помощью шагового двигателя 1, жестко закрепленного на кронштейне 3, волокна скручивают до их перекрещивания в центре между плоскостями их фиксации. Перед сплавлением волокон центр электродов 15 на держателе 14 совмещают с точкой перекрещивания волокон. При включении источника питания между электродами 15 возникает электрическая дуга, которая нагревает оптические волокна и сплавляет их в точке перекрещивания. Затем для дальнейшего сплавлення электрическую дугу перемещают со скоростью V(t) вдоль волокон с помощью двигателя 18, связанного с подвижной кареткой 16, перемещающей относительно направляющих 17, жестко Закрепленных на основании 1, посредством микрометрического винта 19. Одновременно с этим путем вращения барабана 12 с помощью двигателя 11 с постоянной угловой скоростью скручивают волокна. Для реализации способа изготовления оптических разветвителей необходимо соблюдение определенного режима работы: а именно, чтобы между угловой скоростью скрутки волокон ft) и скоростью перемещения дуги V(t) выполнялось соотношение (I). Управление скоростями вращения шаговых двигателей, а значит и скоростями пе-ремещения электрической дуги относительно волокоя и скрутки волокон осуществляют, например, с помощью программного контроллера "Электроника МС 27 02" (К-1-20), содержащего библиотеку подпрограммы, по которым производятся все арифметические операции, а также вычисляется показательная функция. Данные постоянных величин, входящие в соотношение (I) между скоростями скрутки волокон перемещения источника нагрева, а также очередность выполнения операций заносятся в ОЗУ контроллера с помощью пульта управления. Так как контроллер К 1-20 содержит программируемый интервальный таймер, то задание временного интервала и его дискретности осуществляется также с помощью пульта управления. После проведения вычислений цифровой код с выхода контроллера поступает на преобразователь "кодчастота", а затем на схему управления шаговыми двигателями. После сплавлення волокон осуществляют формирование биконического перехода посредством вторичного нагрева области сплавлення и растяжения волокон посредством перемещения подвижной каретки 4 в направляющих 5 с помощью двигателя 6, жестко закрепленного на кронштейне 2 и связанного с подвижной кареткой 4 микрометрическим винтом 7.
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for optical power divider
Автори англійськоюSiomov Oleksandr Yevhenovych, Basyladze Heorhii Deomidovych, Dolhov Oleksandr Ivanovych
Назва патенту російськоюСпособ изготовления оптических разветвителей
Автори російськоюСемов Александр Евгеньевич, Басиладзе Георгий Деомидович, Долгов Александр Иванович
МПК / Мітки
МПК: G02B 6/24
Мітки: спосіб, виготовлення, розгалужувачів, оптичних
Код посилання
<a href="https://ua.patents.su/4-3029-sposib-vigotovlennya-optichnikh-rozgaluzhuvachiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення оптичних розгалужувачів</a>
Спосіб виготовлення рулонного нетканого матеріалу
Номер патенту: 563
Опубліковано: 15.12.1993
Автори: Тутаков Олег Васильович, Джигирис Дмитро Данилович, Губова Тамара Михайлівна, Чувашов Юрій Миколайович, Калін Михайло Миколайович, Гаврилюк Микола Семенович, Шусть Емма Олександрівна, Сергєєв Володимир Петрович, Божко Василь Іванович, Мироненко Аркадій Іванович
МПК: D04H 1/58
Мітки: спосіб, виготовлення, нетканого, матеріалу, рулонного
Формула / Реферат:
1. Способ изготовления рулонного нетканого материала, включающий подготовку волокнистого сырья из основных волокон и связующих, формирование холста с одновременным введением связующих волокон, иглопрокалывание холста, нанесение защитной пленки и полимеризацию, отличающийся тем. что перед нанесением защитной пленки холст покрывают слоем из полихлорвиниловых волокон в количестве 5-10% от основных.2. Способ по п.1, отличающийся тем, что в...
Спосіб отримання похідних морфоліну або їх кислотно-аддітивних солей у вигляді оптичних ізомерів або сумішів оптичних ізомерів
Номер патенту: 2670
Опубліковано: 26.12.1994
Автори: Алессандро Россі, Артуро Делла Торре, Пьєро Меллоні, Джованні Клаудіо Карнель
Мітки: отримання, оптичних, морфоліну, ізомерів, сумішів, похідних, спосіб, кислотно-аддітивних, солей, вигляді
Формула / Реферат:
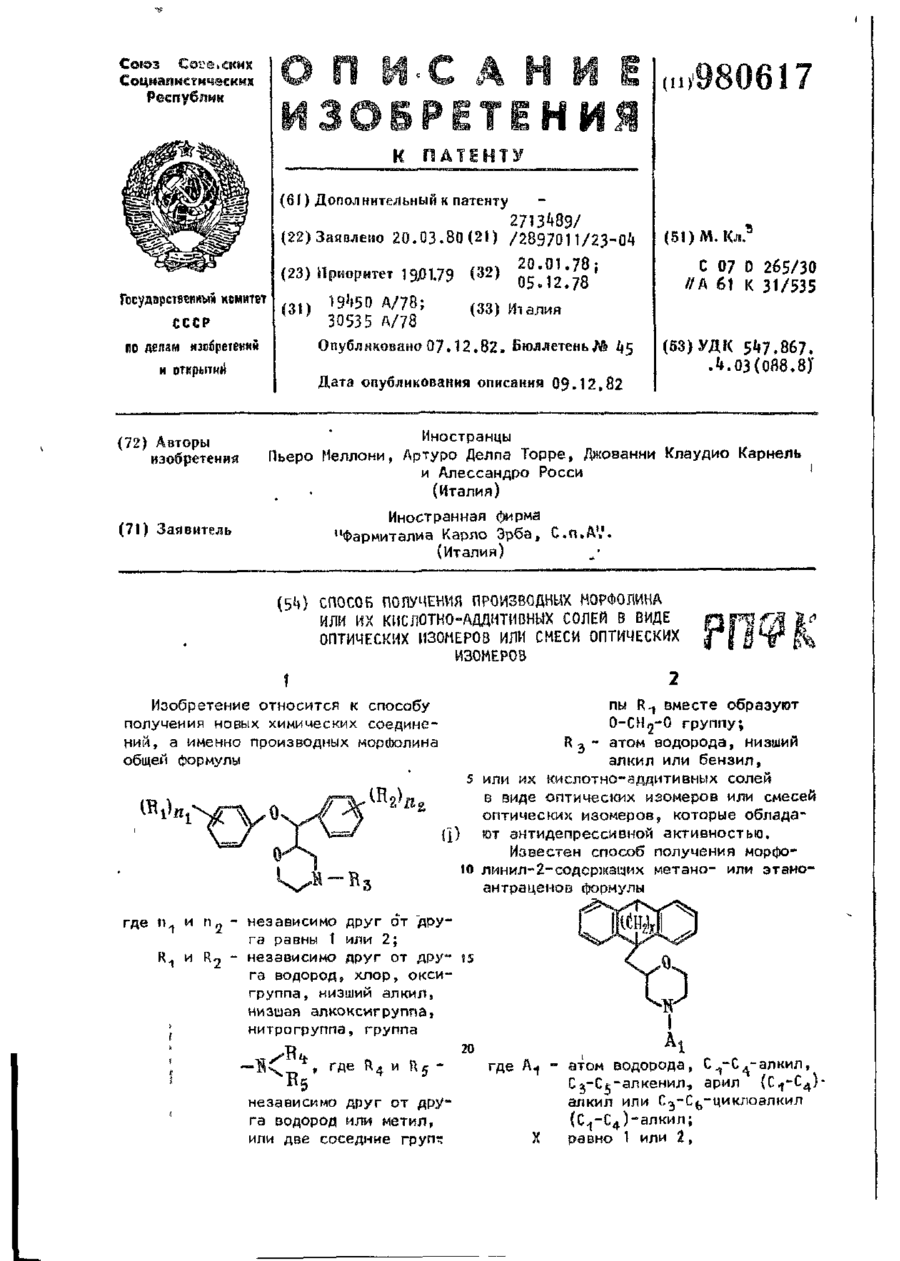
Формула изобретенияСпособ получения производных морфолина общей формулы I где n1 и n2 - независимо друг от друга равны 1 или 2;R1 и R2 - независимо друг от друга водород, хлор, оксигруппа, низший алкил, низшая алкоксигруппа, нитрогруппа или группа где R4 и R5 независимо друг от друга водород или метил, или два соседних R1 вместе образуют O - CH2 – O группу;R3 – водород, низший алкил или бензил, или их...
Спосіб виготовлення одягу
Номер патенту: 35
Опубліковано: 30.04.1993
Автори: Романкевич Олег Володимирович, Зубович Клара Аронівна, Будаш Юрій Олександрович, Маласай Дмитро Петрович, Березненко Сергій Миколайович
МПК: A41D 27/00
Мітки: спосіб, виготовлення, одягу
Формула / Реферат:
Способ изготовления одежлы, при котором выкраивают основные, промежуточные и вспомогательные детали одежды, а перед соединением их в изделие выполняют многослойные пакеты для рукавов, полочек и воротников посредством одновременного дублирования и формования клеевыми термопластичными материалами на прессе при термообработке и давлении, отличающийся тем, что, с целью повышения качества одежды при одновременном снижении материалоемкосги, в...
Спосіб виготовлення безперервних мінеральних волокон
Номер патенту: 3
Опубліковано: 30.04.1993
Автори: Кравченко Анатолій Васильович, Єжов Анатолій Олександрович, Соколинський Михайло Абавич, Мєдвєдєв Олександр Олександрович, Цибуля Юрій Львович, Смирнов Леонід Миколаєвич
МПК: C03B 37/00
Мітки: виготовлення, волокон, безперервних, спосіб, мінеральних
Формула / Реферат:
Способ изготовления непрерывных минеральных волокон из базальтовых пород путем плавления базальта, подачи базальтового расплава в зону выработки для струйной подачи к фильерам, отличающийся тем, что отбор базальтового расплава для подачи к фильерам ведут в зоне расположения на высоте 0,2-0,8 от высоты уровня расплава в зоне выработки.
Скло для виготовлення мінерального волокна

Номер патенту: 1881
Опубліковано: 20.12.1994
Автори: Андрєєв Аркадій Олександрович, Сай Віталій Іванович, Даренський Віктор Олексійович
МПК: C03C 13/00
Мітки: виготовлення, волокна, мінерального, скло
Формула / Реферат:
Стекло для изготовления минерального волокна, включающее SiO2, TiO2, Аl2О3, FеО, Fе2О3, СаО, МgO, К2О, Na2O и SO3, отличающееся тем, что, с целые уменьшения рабочей вязкости расплава, повышения температуре- и щелоче-устойчивости волокон, оно содержит указанные компоненты в следующих количествах, мас.%,:SiO2 51,7—54,6 ТіO2 0,7—1,3...
Попередній патент: Пристрій для лазерної перфорації полімерного матеріалу
Наступний патент: Спосіб перетворення дворівневого сигналу
Випадковий патент: Спосіб прогнозування зрощення перелому