Спосіб видалення надлишків полімерного зв’язуючого в просоченому волокнистому матеріалі
Формула / Реферат
1. Спосіб видалення надлишків полімерного зв'язуючого в просоченому стрічковому волокнистому матеріалі, що включає дозовану контактну механічну дію на матеріал з двох боків, який відрізняється тим, що просочений стрічковий волокнистий матеріал обробляють несинхронними ультразвуковими коливаннями, а варіювання вмісту полімерного зв'язуючого здійснюють регулюванням інтенсивності і кута подачі ультразвукових коливань до поверхні просоченого матеріалу, а також контактного зусилля притискання поверхні, що випромінює ультразвукові коливання.
2. Спосіб за п. 1, який відрізняється тим, що впливають асинхронними ультразвуковими коливаннями при їх симетричній подачі.
Текст
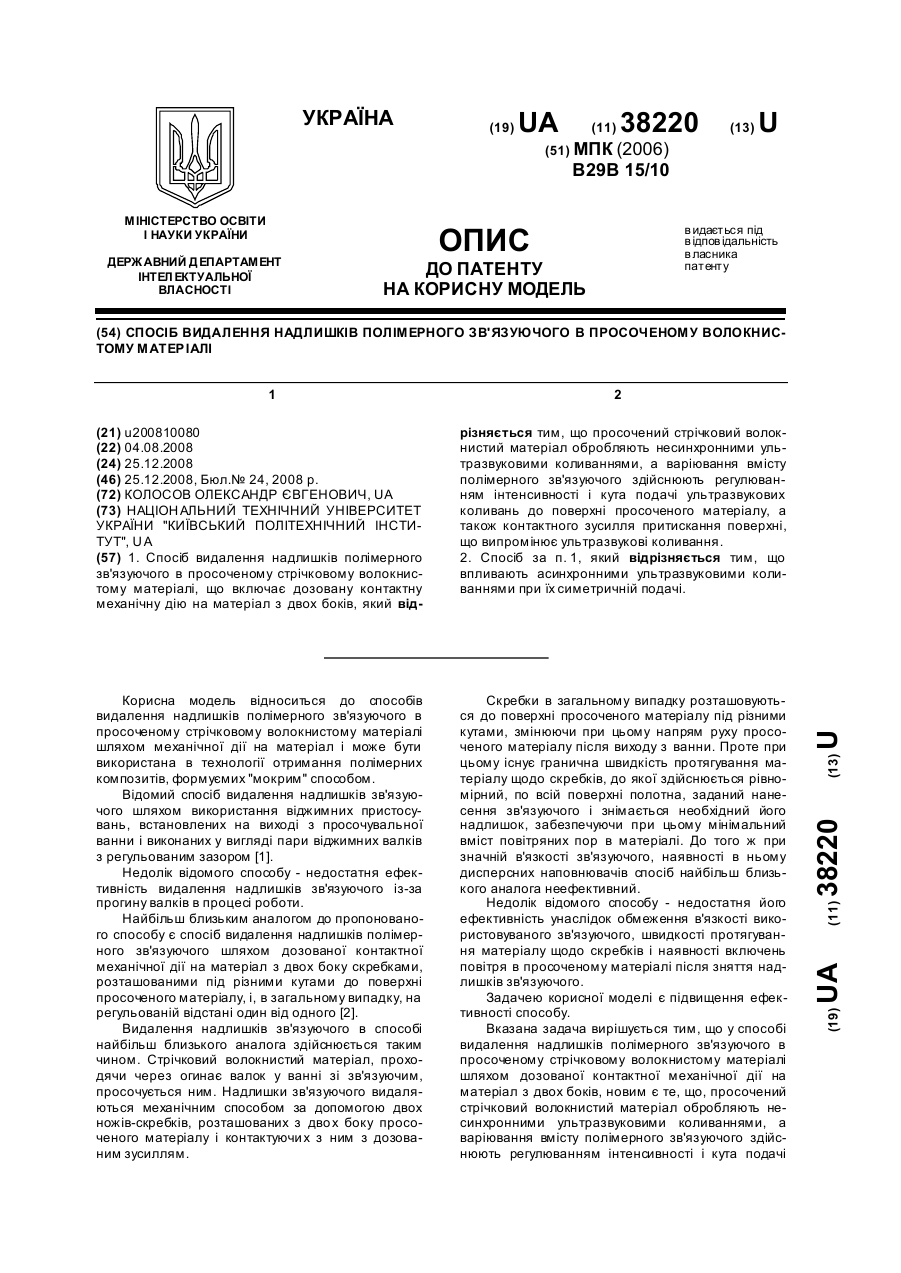
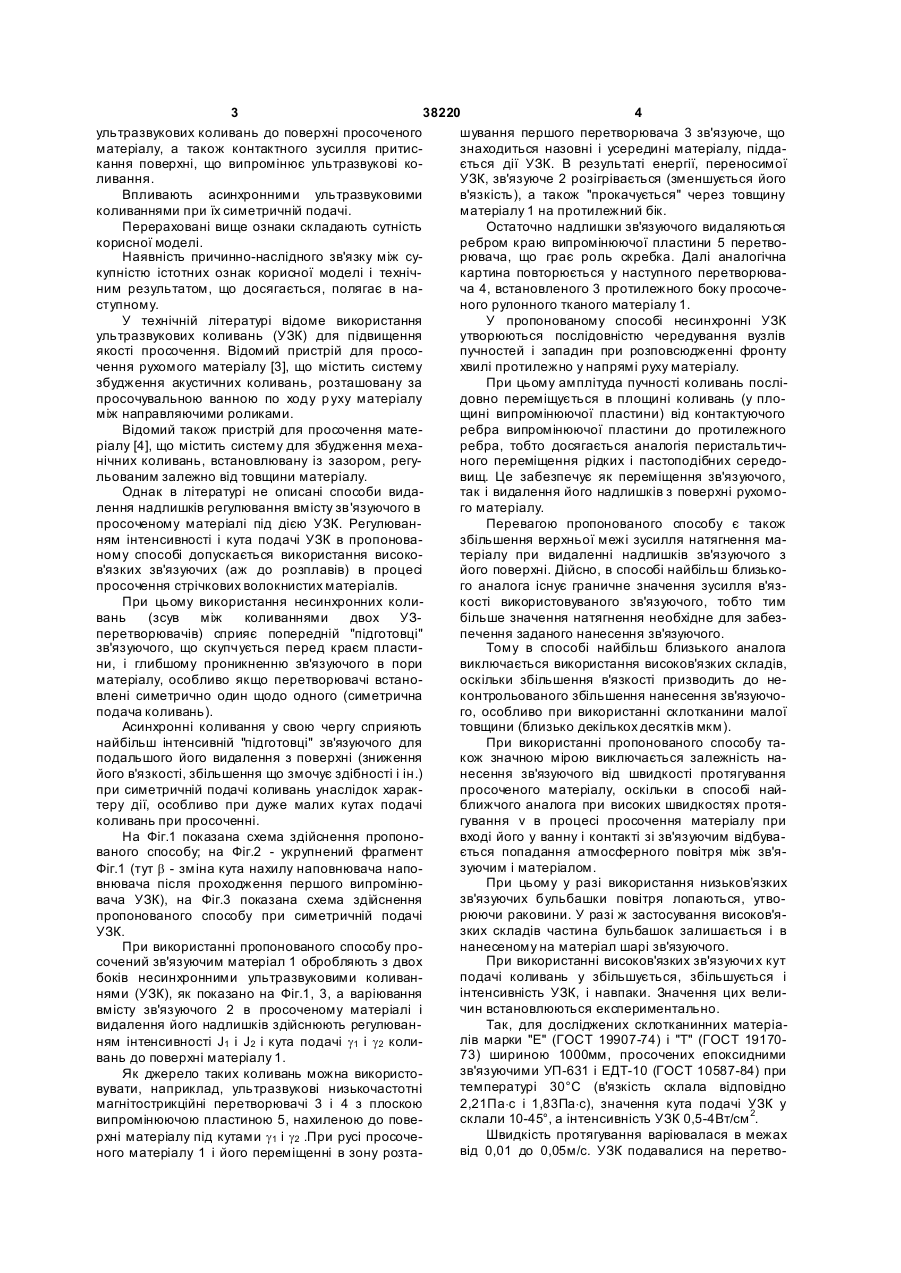
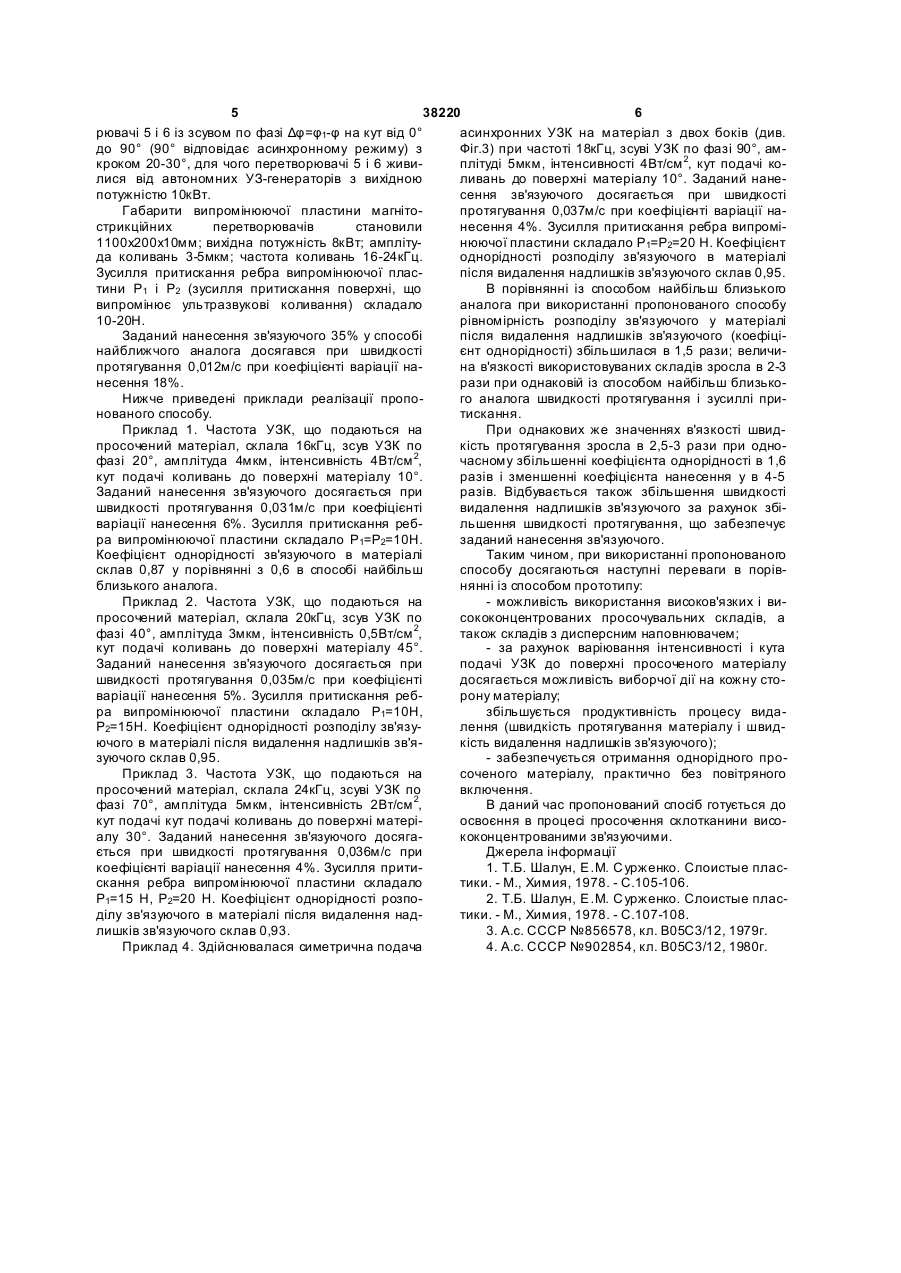
1. Спосіб видалення надлишків полімерного зв'язуючого в просоченому стрічковому волокнистому матеріалі, що включає дозовану контактну механічну дію на матеріал з двох боків, який від 3 38220 4 ультразвукових коливань до поверхні просоченого шування першого перетворювача 3 зв'язуюче, що матеріалу, а також контактного зусилля притисзнаходиться назовні і усередині матеріалу, піддакання поверхні, що випромінює ультразвукові коється дії УЗК. В результаті енергії, переносимої ливання. УЗК, зв'язуюче 2 розігрівається (зменшується його Впливають асинхронними ультразвуковими в'язкість), а також "прокачується" через товщину коливаннями при їх симетричній подачі. матеріалу 1 на протилежний бік. Перераховані вище ознаки складають сутність Остаточно надлишки зв'язуючого видаляються корисної моделі. ребром краю випромінюючої пластини 5 перетвоНаявність причинно-наслідного зв'язку між сурювача, що грає роль скребка. Далі аналогічна купністю істотних ознак корисної моделі і технічкартина повторюється у наступного перетворюваним результатом, що досягається, полягає в нача 4, встановленого 3 протилежного боку просочеступному. ного рулонного тканого матеріалу 1. У технічній літературі відоме використання У пропонованому способі несинхронні УЗК ультразвукових коливань (УЗК) для підвищення утворюються послідовністю чередування вузлів якості просочення. Відомий пристрій для просопучностей і западин при розповсюдженні фронту чення рухомого матеріалу [3], що містить систему хвилі протилежно у напрямі руху матеріалу. збудження акустичних коливань, розташовану за При цьому амплітуда пучності коливань посліпросочувальною ванною по ходу р уху матеріалу довно переміщується в площині коливань (у пломіж направляючими роликами. щині випромінюючої пластини) від контактуючого Відомий також пристрій для просочення матеребра випромінюючої пластини до протилежного ріалу [4], що містить систему для збудження мехаребра, тобто досягається аналогія перистальтичнічних коливань, встановлювану із зазором, регуного переміщення рідких і пастоподібних середольованим залежно від товщини матеріалу. вищ. Це забезпечує як переміщення зв'язуючого, Однак в літературі не описані способи видатак і видалення його надлишків з поверхні рухомолення надлишків регулювання вмісту зв'язуючого в го матеріалу. просоченому матеріалі під дією УЗК. РегулюванПеревагою пропонованого способу є також ням інтенсивності і кута подачі УЗК в пропоновазбільшення верхньої межі зусилля натягнення маному способі допускається використання високотеріалу при видаленні надлишків зв'язуючого з в'язких зв'язуючих (аж до розплавів) в процесі його поверхні. Дійсно, в способі найбільш близькопросочення стрічкових волокнистих матеріалів. го аналога існує граничне значення зусилля в'язПри цьому використання несинхронних коликості використовуваного зв'язуючого, тобто тим вань (зсув між коливаннями двох УЗбільше значення натягнення необхідне для забезперетворювачів) сприяє попередній "підготовці" печення заданого нанесення зв'язуючого. зв'язуючого, що скупчується перед краєм пластиТому в способі найбільш близького аналога ни, і глибшому проникненню зв'язуючого в пори виключається використання високов'язких складів, матеріалу, особливо якщо перетворювачі встанооскільки збільшення в'язкості призводить до невлені симетрично один щодо одного (симетрична контрольованого збільшення нанесення зв'язуючоподача коливань). го, особливо при використанні склотканини малої Асинхронні коливання у свою чергу сприяють товщини (близько декількох десятків мкм). найбільш інтенсивній "підготовці" зв'язуючого для При використанні пропонованого способу таподальшого його видалення з поверхні (зниження кож значною мірою виключається залежність найого в'язкості, збільшення що змочує здібності і ін.) несення зв'язуючого від швидкості протягування при симетричній подачі коливань унаслідок харакпросоченого матеріалу, оскільки в способі найтеру дії, особливо при дуже малих кутах подачі ближчого аналога при високих швидкостях протяколивань при просоченні. гування v в процесі просочення матеріалу при На Фіг.1 показана схема здійснення пропоновході його у ванну і контакті зі зв'язуючим відбуваваного способу; на Фіг.2 - укрупнений фрагмент ється попадання атмосферного повітря між зв'язуючим і матеріалом. Фіг.1 (тут b - зміна кута нахилу наповнювача напоПри цьому у разі використання низьков’язких внювача після проходження першого випромінюзв'язуючих бульбашки повітря лопаються, утвовача УЗК), на Фіг.3 показана схема здійснення рюючи раковини. У разі ж застосування високов'япропонованого способу при симетричній подачі зких складів частина бульбашок залишається і в УЗК. При використанні пропонованого способу пронанесеному на матеріал шарі зв'язуючого. При використанні високов'язких зв'язуючи х кут сочений зв'язуючим матеріал 1 обробляють з двох подачі коливань у збільшується, збільшується і боків несинхронними ультразвуковими коливанінтенсивність УЗК, і навпаки. Значення цих велинями (УЗК), як показано на Фіг.1, 3, а варіювання чин встановлюються експериментально. вмісту зв'язуючого 2 в просоченому матеріалі і видалення його надлишків здійснюють регулюванТак, для досліджених склотканинних матеріалів марки "Е" (ГОСТ 19907-74) і "Т" (ГОСТ 19170ням інтенсивності J1 і J2 і кута подачі g1 і g2 коли73) шириною 1000мм, просочених епоксидними вань до поверхні матеріалу 1. зв'язуючими УП-631 і ЕДТ-10 (ГОСТ 10587-84) при Як джерело таких коливань можна використотемпературі 30°С (в'язкість склала відповідно вувати, наприклад, ультразвукові низькочастотні магнітострикційні перетворювачі 3 і 4 з плоскою 2,21Па×с і 1,83Па×с), значення кута подачі УЗК у склали 10-45°, а інтенсивність УЗК 0,5-4Вт/см 2. випромінюючою пластиною 5, нахиленою до повеШвидкість протягування варіювалася в межах рхні матеріалу під кутами g1 і g2 .При русі просочевід 0,01 до 0,05м/с. УЗК подавалися на перетвоного матеріалу 1 і його переміщенні в зону розта 5 38220 6 рювачі 5 і 6 із зсувом по фазі Δφ=φ1-φ на кут від 0° асинхронних УЗК на матеріал з двох боків (див. до 90° (90° відповідає асинхронному режиму) з Фіг.3) при частоті 18кГц, зсуві УЗК по фазі 90°, амкроком 20-30°, для чого перетворювачі 5 і 6 живиплітуді 5мкм, інтенсивності 4Вт/см 2, кут подачі колися від автономних УЗ-генераторів з вихідною ливань до поверхні матеріалу 10°. Заданий нанепотужністю 10кВт. сення зв'язуючого досягається при швидкості Габарити випромінюючої пластини магнітопротягування 0,037м/с при коефіцієнті варіації настрикційних перетворювачів становили несення 4%. Зусилля притискання ребра випромі1100х200х10мм; вихідна потужність 8кВт; амплітунюючої пластини складало Р1=Р2=20 Н. Коефіцієнт да коливань 3-5мкм; частота коливань 16-24кГц. однорідності розподілу зв'язуючого в матеріалі Зусилля притискання ребра випромінюючої пласпісля видалення надлишків зв'язуючого склав 0,95. тини Р1 і Р2 (зусилля притискання поверхні, що В порівнянні із способом найбільш близького випромінює ультразвукові коливання) складало аналога при використанні пропонованого способу 10-20Н. рівномірність розподілу зв'язуючого у матеріалі Заданий нанесення зв'язуючого 35% у способі після видалення надлишків зв'язуючого (коефіцінайближчого аналога досягався при швидкості єнт однорідності) збільшилася в 1,5 рази; величипротягування 0,012м/с при коефіцієнті варіації нана в'язкості використовуваних складів зросла в 2-3 несення 18%. рази при однаковій із способом найбільш близькоНижче приведені приклади реалізації пропого аналога швидкості протягування і зусиллі принованого способу. тискання. Приклад 1. Частота УЗК, що подаються на При однакових же значеннях в'язкості швидпросочений матеріал, склала 16кГц, зсув УЗК по кість протягування зросла в 2,5-3 рази при однофазі 20°, амплітуда 4мкм, інтенсивність 4Вт/см 2, часному збільшенні коефіцієнта однорідності в 1,6 кут подачі коливань до поверхні матеріалу 10°. разів і зменшенні коефіцієнта нанесення у в 4-5 Заданий нанесення зв'язуючого досягається при разів. Відбувається також збільшення швидкості швидкості протягування 0,031м/с при коефіцієнті видалення надлишків зв'язуючого за рахунок збіваріації нанесення 6%. Зусилля притискання ребльшення швидкості протягування, що забезпечує ра випромінюючої пластини складало Р1= Р2=10Н. заданий нанесення зв'язуючого. Коефіцієнт однорідності зв'язуючого в матеріалі Таким чином, при використанні пропонованого склав 0,87 у порівнянні з 0,6 в способі найбільш способу досягаються наступні переваги в порівблизького аналога. нянні із способом прототипу: Приклад 2. Частота УЗК, що подаються на - можливість використання високов'язких і випросочений матеріал, склала 20кГц, зсув УЗК по сококонцентрованих просочувальних складів, а фазі 40°, амплітуда 3мкм, інтенсивність 0,5Вт/см 2, також складів з дисперсним наповнювачем; кут подачі коливань до поверхні матеріалу 45°. - за рахунок варіювання інтенсивності і кута Заданий нанесення зв'язуючого досягається при подачі УЗК до поверхні просоченого матеріалу швидкості протягування 0,035м/с при коефіцієнті досягається можливість виборчої дії на кожну стоваріації нанесення 5%. Зусилля притискання реброну матеріалу; ра випромінюючої пластини складало Р1=10Н, збільшується продуктивність процесу видаР2=15Н. Коефіцієнт однорідності розподілу зв'язулення (швидкість протягування матеріалу і швидючого в матеріалі після видалення надлишків зв'якість видалення надлишків зв'язуючого); зуючого склав 0,95. - забезпечується отримання однорідного проПриклад 3. Частота УЗК, що подаються на соченого матеріалу, практично без повітряного просочений матеріал, склала 24кГц, зсуві УЗК по включення. фазі 70°, амплітуда 5мкм, інтенсивність 2Вт/см 2, В даний час пропонований спосіб готується до кут подачі кут подачі коливань до поверхні матеріосвоєння в процесі просочення склотканини висоалу 30°. Заданий нанесення зв'язуючого досягакоконцентрованими зв'язуючими. ється при швидкості протягування 0,036м/с при Джерела інформації коефіцієнті варіації нанесення 4%. Зусилля прити1. Т.Б. Шалун, Е.М. С урженко. Слоистые пласскання ребра випромінюючої пластини складало тики. - М., Химия, 1978. - С.105-106. Р1=15 Н, Р2=20 Н. Коефіцієнт однорідності розпо2. Т.Б. Шалун, Е.М. С урженко. Слоистые пласділу зв'язуючого в матеріалі після видалення надтики. - М., Химия, 1978. - С.107-108. лишків зв'язуючого склав 0,93. 3. А.с. СССР №856578, кл. В05С3/12, 1979г. Приклад 4. Здійснювалася симетрична подача 4. А.с. СССР №902854, кл. В05С3/12, 1980г. 7 Комп’ютерна в ерстка В. Мацело 38220 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of removing surplus of polymeric binding agent in impregnated fibrous material
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ удаления излишков полимерного вяжущего в пропитанном волокнистом материале
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
МПК: B29B 15/10
Мітки: видалення, матеріали, зв'язуючого, полімерного, надлишків, спосіб, просоченому, волокнистому
Код посилання
<a href="https://ua.patents.su/4-38220-sposib-vidalennya-nadlishkiv-polimernogo-zvyazuyuchogo-v-prosochenomu-voloknistomu-materiali.html" target="_blank" rel="follow" title="База патентів України">Спосіб видалення надлишків полімерного зв’язуючого в просоченому волокнистому матеріалі</a>
Спосіб просочування, нанесення та закріплення на пористому або волокнистому матеріалі багатоосновних карбонових кислот та поліфенолів
Номер патенту: 73953
Опубліковано: 17.10.2005
Автори: Доценко Сергій Ілліч, Іоненко Володимир Іванович
МПК: D06M 13/00
Мітки: нанесення, матеріали, просочування, пористому, поліфенолів, карбонових, волокнистому, кислот, закріплення, спосіб, багатоосновних
Формула / Реферат:
Спосіб просочування, нанесення та закріплення на пористому або волокнистому матеріалі багатоосновних карбонових кислот та поліфенолів, що включає занурення його у водний розчин цих сполук, витримку у цьому розчині, закріплення у матеріалі за допомогою солей та висушування, який відрізняється тим, що багатоосновні карбонові кислоти та поліфеноли застосовують у формі екстракту плодів шипшини чи екстракту листя та деревини шипшини або дуба...
Спосіб виготовлення полімерного ізолятора
Номер патенту: 13842
Опубліковано: 17.04.2006
Автори: Оводов Андрій Васильович, Хлистов Вячеслав Григорович, Яровий Валерій Володимирович
МПК: H01B 19/00
Мітки: полімерного, ізолятора, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення полімерного ізолятора, що включає виготовлення цільним виливком ізолюючого елемента й обробленого електроізоляційного стрижня, з'єднання їх між собою сполучною речовиною нанесенням сполучного матеріалу на стрижень, поміщення електроізоляційного стрижня в прес-форму, подачу полімерного матеріалу під тиском і наступне обробляння температурою протягом фіксованого часу і охолодження, який відрізняється тим, що сполучний...
Спосіб визначення напружень в матеріалі біля вершини тріщини

Номер патенту: 26395
Опубліковано: 25.09.2007
Автори: Мольков Юрій Валерійович, Іваницький Ярослав Лаврентійович, Костів Ростислав Богданович, Штаюра Степан Теодорович
МПК: G01B 11/16
Мітки: напружень, біля, вершини, спосіб, визначення, матеріали, тріщини
Формула / Реферат:
Спосіб визначення напружень у пластично деформованому матеріалі біля вершини тріщини, що включає вимірювання пружно-пластичних переміщень на поверхні матеріалу методом цифрової спекл-кореляції зображень поверхні зразка в процесі навантаження, який відрізняється тим, що величину переміщень, а відтак і деформацій визначають у двох взаємно перпендикулярних напрямках, встановлюють еквівалентну деформацію і за її величиною визначають напруження в...
Спосіб визначення кількості клітин грибів роду candida у досліджуваному матеріалі
Номер патенту: 17743
Опубліковано: 16.10.2006
Автор: Білько Іван Петрович
МПК: G01N 33/48
Мітки: кількості, candida, досліджуваному, грибів, роду, спосіб, матеріали, визначення, клітин
Формула / Реферат:
Спосіб визначення кількості клітин грибів роду Candida у досліджуваному матеріалі, що здійснюється шляхом підрахунку кількості клітин грибів роду Candida в 1 г/мл досліджуваного матеріалу, який відрізняється тим, що із досліджуваного матеріалу готують дозований мазок, забарвлюють його за Грамом і визначають кількість клітин грибів роду Candida в 1 г/мл досліджуваного матеріалу за допомогою світлопольної мікроскопії дозованого мазка і шкали...
Склад для надання жиронепроникності волокнистому матеріалу
Номер патенту: 34385
Опубліковано: 15.05.2003
Автори: Мороз Валентина Миколаївна, Михновська Катерина Миколаївна, Маканова Наталя Володимирівна, Буртна Нінель Феофанівна
МПК: D21H 19/00
Мітки: матеріалу, надання, волокнистому, жиронепроникності, склад
Формула / Реферат:
Склад для надання жиронепроникності волокнистому матеріалу, що містить полівініловий спирт, гліцерин і воду, який відрізняється тим, що додатково містить стабілізуючу добавку, вибрану з ряду: хлориди лужних металів, хлорид амонію при такому співвідношенні компонентів, мас. %: полівініловий спирт 7,0-10,0 гліцерин 3,0- 4,3 стабілізуюча добавка ...
Попередній патент: Спосіб модифікування алюмінієвих сплавів
Наступний патент: Запобіжна вибухова речовина
Випадковий патент: Волоконно-оптичний гіроскоп