Спосіб одержання змішаної пряжі
Номер патенту: 38442
Опубліковано: 15.05.2001
Автори: Богомолов Євген Олександрович, Кобельчук Микола Михайлович, Байраченко Віктор Васильович

Текст
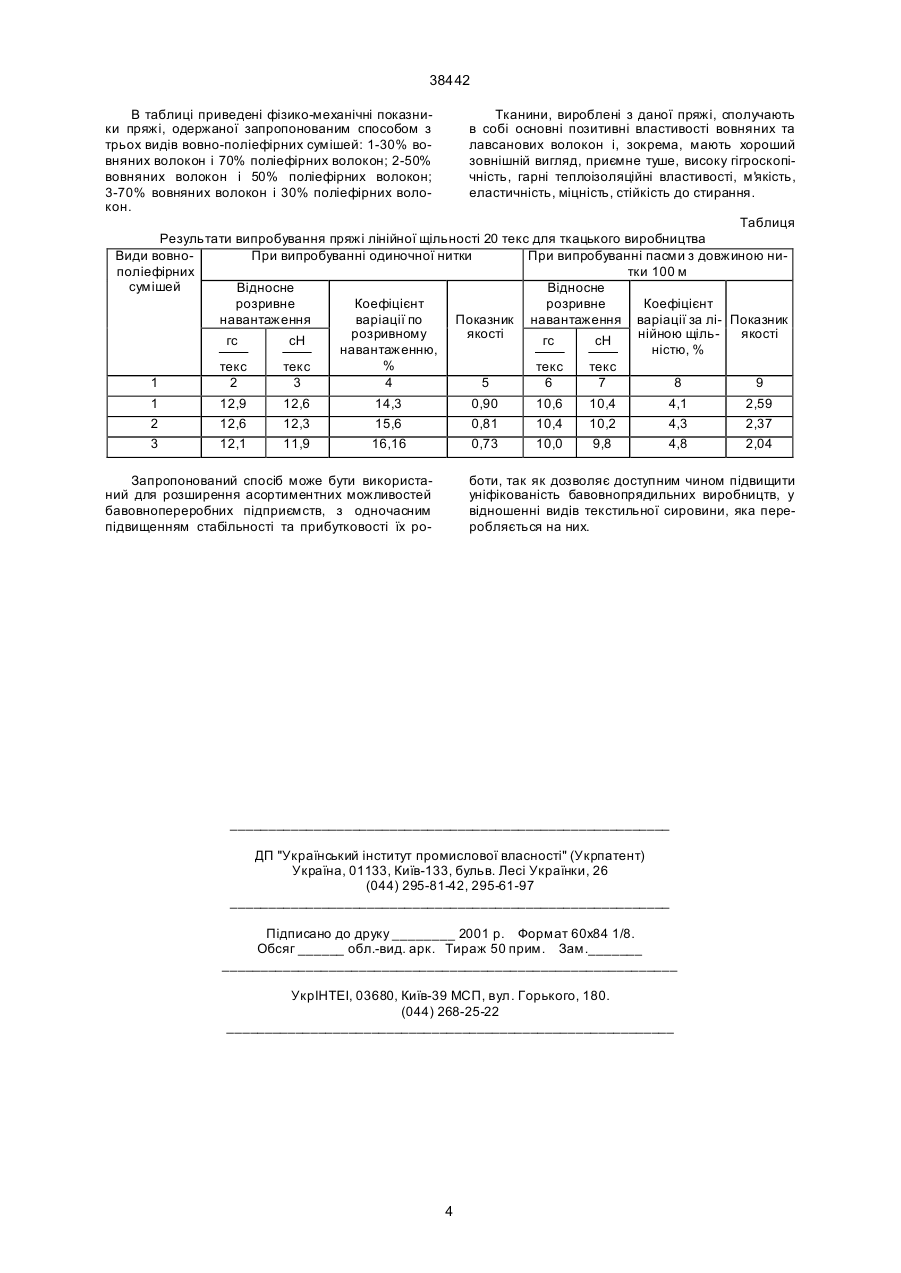
1. Спосіб одержання змішаної пряжі, який включає змішування вовняних волокон, чесання даної волоконної суміші, з формуванням з неї волоконної стрічки, витягування та поздовжнє складення волоконної стрічки на бавовнострічкових машинах та формування з цієї стрічки пряжі, яка відрізняє ться тим, що вовняні волокна, в кількості 30-70 масо-відсотків, змішують з поліефірними, наприклад, лавсановими, після цього, волоконну суміш спушують і додатково змішують на, щонайменше, одному переході бавовнотіпальних машин, потім полотна, які вийшли з бавовнотіпальних ма 38442 лышев Б.Е. и др. - М.: Легпромбытиздат, 1987, с. 9, Шерстоткачество: Справочник. Разумовский С.И., Петрова И.H. и др. - М.: Легпромбытиздат, 1988, с.20]. За прототип прийнятий спосіб одержання змішаної пряжі, який захищений авторським свідоцтвом СРСР № 1348406, МПК Д02G3/04, 1987 p. Цей спосіб включає змішування 50-70 масовідсотків бавовняних волокон з 30-50 масо-відсотками вовняних волокон, які представляють собою здир з чесальних машин і/або гребінний пачос, чесання даної бавовняної суміші, з подальшим формуванням з неї волоконної стрічки, витягування та поздовжнє складення волоконної стрічки на бавовнострічкових машинах та формування з цієї стрічки пряжі. В описі способу-прототипу неконкретизовані типи чесальних машин і їх налагоджувальні параметри /параметри роботи/. Тому спосіб-прототип можна реалізувати з використанням загальновідомих валичних і шляпочних чесальних машин, але тільки, при тих їх налагоджувальних параметрах, які також є загальновідомими, тобто застосовуються в промисловості на машинах даного типу валичних або шляпочних і/або відповідають змісту офіціальних технічних документів - паспортів, характеристик на чесальні машини даного типу. Відповідно, спосіб-прототип має такі недоліки. При одержанні чисто- або напіввовняного напівфабрикату, стрічки або рівниці на загальновідомих валичних чесальних машинах або апаратах, витрати на рушійну електроенергію, утримання виробничої площі, допоміжні матеріали і т.д., значно перевищують аналогічні витрати, які мають місце при одержанні такої ж кількості чисто- або напіввовняного напівфабрикату на загальновідомих шляпочних чесальних машинах. Це обумовлено тим, що загальновідомі валичні чесальні машини або апарати, призначені для одержання стрічки або рівниці, перевищують будь-які загальновідомі шляпочні чесальні машини по габаритах, не менше, ніж у 6 разів, а по продуктивності - не більше, ніж у 2 рази. На загальновідомих валичних чесальних машинах та апаратах немає можливості для одержання чесальних стрічок, придатних за лінійною щільністю, не більше 5 кТекс, для заправкиживлення ними загальновідомих вовнострічкових машин. В способі-прототипі не передбачене змішування вовняних волокон з більш міцними і менш дорогими, ніж вовняні і бавовняні волокна, поліефірними волокнами. Таким чином, в способіпрототипі обмежені можливості для збільшення відносного розривного навантаження напіввовняної пряжі і для зниження її собівартості. Спосіб-прототип не включає процес пушіння безпосередньо перед процесом чесання. Внаслідок цього, в способі-прототипі, процес чесання на шляпочних чесальних машинах повинен супроводжуватись надмірним пошкодженням і укороченням волокон, передчасним спрацюванням коштовної кардної /чухральної/ гарнітури чесальних машин, намотуванням волокон на робочі органи чесальних машин, що, зокрема, веде до збільшення засміченості від вузликів, чесальної стрічки і пряжі. Спосіб-прототип не включає жодної операції для усунення вільних електричних зарядів, які активно набуваються вовняними волокнами в технологічних процесах спушування, чесання, витягування та складення, для відновлення пружних властивостей, які частково губляться вовняними волокнами, при їх обробці на тіпальних, чесальних і стрічкових машинах. Внаслідок цього, вовняні волокна намотуються на робочі органи машин, що, зокрема, веде до збільшення засміченості від вузликів, пряжі і до збільшення рівня обривності в прядінні. В основу винаходу поставлена задача створення способу одержання змішаної пряжі, в якому, за рахунок визначеної сукупності та особливості операцій, можливо було б знизити засміченість від вузликів, і собівартість змішаної напіввовняної пряжі, збільшити відносне розривне навантаження цієї пряжі і розширити її асортимент, при одночасному збереженні або зниженні рівня обривності в прядінні. Поставлена задача досягається тим, що в способі одержання змішаної пряжі, який включає зміщування вовняних волокон, чесання даної волоконної суміші, з формуванням з неї волоконної стрічки, витягування і поздовжнє складення волоконної стрічки на бавовнострічкових машинах і формування з цієї стрічки пряжі, вовняні волокна, в кількості 30-70 масо-відсотків, змішують з поліефірними, наприклад, лавсановими, після цього волоконну суміш спушують і додатково змішують на, щонайменше, одному переході бавовнотіпальних машин, потім полотна, які вийшли з бавовнотіпальних машин, спочатку вилежують, а потім піддають процесу чесання на бавовночесальних машинах, при цьому, відношення окружної швидкості головного барабана до окружної швидкості прийомного барабана бавовночесальних машин, встановлюють в межах 5-7, а окружну швидкість прийомного барабана бавовночесальних машин, встановлюють в межах 160-260 м/хв., крім того, волоконну стрічку, яка вийшла з бавовночесальних машин, знову вилежують, до і/або після її витягування і поздовжнього складення на бавовнострічкових машинах і після цього перетворюють в рівницю і пряжу, з застосуванням відповідно бавовнорівничних і бавовнопрядильних машин, а рівницю перетворюють в пряжу, після її вилежування. Друга відмінність способу, що пропонується, в тому, що вилежування волоконних полотен, волоконної стрічки і рівниці здійснюють протягом 6-16 діб, у повітряному середовищі, при температурі повітря, яка дорівнює 15-20 градусам по Цельсію, і відносній вологості повітря, яка дорівнює 75-85%. Зміщування вовняних волокон з поліефірними, дозволяє, в порівнянні зі способом-прототипом, знизити собівартість змішаної пряжі і, водночас, збільшити міцність такої пряжі, тому що поліефірні волокна дешевші, ніж бавовняні, а відносне розривне навантаження у поліефірних волокон, приблизно в 1,5 рази більше, ніж у бавовняних волокон, і приблизно в три рази більше, ніж у вовняних. Тому змішування вовняних волокон з поліефірними, широко практикується в загальновідомих вовнопрядильних технологіях. Але в способі, який пропонується, відмінно від загальновідомих вовнопрядильних технологій, вовно-поліефірні суміші піддають процесу кардочесання не на валичних 2 38442 чесальних машинах, а на шляпочних чесальних машинах, що дозволяє запобігти недоліків, які вказані в критиці прототипу. Запропонована сукупність налагоджувальних параметрів шляпочних бавовночесальних машин, у порівнянні з загальновідомою сукупністю налагоджувальних параметрів цих машин, забезпечує зменшення ударно-силового впливу, який відчувають волокна з боку кардної /чухральної/ гарнітури прийомного барабана. В свою чергу це дозволяє збільшити міцність пряжі, знизити рівень обривності в прядінні, розширити асортимент напіввовняної пряжі, за рахунок одержання її з напіввовняних сумішей, які мають більшу масо-відсоткову кількість вовняних волокон, ніж це припускає спосіб-прототип. Запропонована операція вилежування, відрізняється від операції вилежування гребінної стрічки та рівниці, яка використовується в загальновідомих вовнопрядильних технологіях, тим, що її застосовують відносно до волоконних полотен, які в загальновідомих вовнопрядильних технологіях не виробляють, і застосовують по відношенню до чесальної стрічки, яку в загальновідомих вовнопрядильних те хнологіях не вилежують. Запропонована операція вилежування дозволяє усува ти вільні електричні заряди, які активно набуваються вовняними волокнами, під час здійснення технологічних процесів пушіння, чесання, витягування і поздовжнього складення, відновлювати пружні властивості, які частково втрачаються вовняними волокнами, при їх обробці на тіпальних, чесальних та стрічкових машинах. В результаті операції вилежування, яка пропонується, при їх транспортуванні і технологічній переробці, мають меншу ворсистість, розпушеність і менше налипають на робочі органи машин. Тому, завдяки операції вилежування, волоконні напівфабрикати /полотна, стрічки, рівниця/ менше піддаються таким пошкодженням, як "задири" полотен, розшарування стрічки тощо, крім того, менше намотуються на робочі органи чесальних, стрічкових та рівничних машин, що в підсумку сприяє зменшенню засміченості від вузликів, чесальної стрічки і пряжі, і зниження рівня обривності в прядінні. Таким чином, сукупність вищеподаних особливостей запропонованого способу, дозволяє, в порівнянні зі способом-прототипом, одержувати пряжу з меншою засміченістю від вузликів, з меншими витратами на її виробництво, більш міцну, в більш широкому асортименті та при стабільному рівні обривності в прядінні. Спосіб одержання змішаної пряжі здійснюють таким чином. Вовняні волокна штапельної довжини 40-70 мм змішують, використовуючи бавовнозмішувальні машини /наприклад, марки СН-ЗУ/ з поліефірними, наприклад, лавсановими волокнами. Вовнополіефірну суміш, що вийшла із бавовнозмішувальних машин, направляють, для подальшого її пушіння і перемішування на, щонайменше, один перехід бавовнотіпальних машин. При використанні двох переходів тіпальних машин, на першому переході можна застосувати безполотняні тіпальні машини /наприклад, марки МТБ/, а на другому переході - полотняні тіпальні машини /наприклад, марки МТ/. Причому, при двоперехідній системі ті пальних машин, між першим і другим переходом тіпальних машин може бути встановлена бавовнозмішувальна машина /наприклад, марки СН-ЗУ/. Далі волоконні холсти, одержані на бавовнотіпальних машинах спочатку вилежують протягом 616 діб у відповідних умовах, а потім піддають процесу кардочесання на шляпочних бавовночесальних машинах /наприклад, марки ЧМ-50/. Одержані на чесальних машинах волоконні стрічки, або знову вилежують, протягом 6-16 діб, в тих же умовах, що і волоконні полотна, або одразу /без вилежування/ піддають процесу витягування і поздовжнього складення, на, щонайменше, двох переходах стрічкових машин кардної, або гребінної системи прядіння бавовни. Потім, стрічку з стрічкової машини останнього переходу /наприклад, марки Л2-50-ІМ/, чи після її вилежування протягом 6-16 діб у відповідних умовах, або без такого її вилежування перетворюють в рівницю /наприклад, на машині марки Р-260-5/, а рівницю, після її вилежування протягом 6-16 діб у відповідних умовах, перетворюють в пряжу /наприклад, на кільцевій прядильній машині марки П-76-5М6/. Поліефірні волокна приблизно в три рази міцніші вовняних. Тому, збільшення місткості вовняних волокон у вовно-поліефірній суміші більше 70 масо-відсотків, веде до різкого зменшення міцності пряжі, до збільшення нерівноти пряжі по лінійній щільності і по розривному навантаженню, до підвищення рівня обривності в прядінні. В той же час, зменшення місткості вовняних волокон в вовно-поліефірній суміші менша 30 масо-відсотків, веде до зменшення органолептичного відчуття наявності вовни в пряжі і до погіршення гігроскопічності, м'якості та теплозахисних властивостей напіввовняної пряжі і виробів /тканини/ з цієї пряжі. Запропонований спосіб дозволяє одержувати і змішану /вовно-поліефірну/ і чистововняну чесальну стрічку. При цьому, запропонований спосіб, у порівнянні з прототипом, дозволяє одержувати чистововняну чесальну стрічку з меншою, ніж у прототипу, місткістю вузликів, коротких та пошкоджених волокон, що зумовлено застосуванням запропонованої сукупності налагоджувальних параметрів бавовночесальних машин і застосуванням процесу вилежування, який в прототипі відсутній. При цьому, змішування вовняних волокон з поліефірними можна здійснювати волоконними стрічками на одному з переходів стрічкових машин, подібно тому, як це має місце в гребінній системі прядіння вовни або - в прототипі. Запропонований спосіб дозволяє при стабільному рівні обривності в прядінні одержувати пряжу в діапазоні лінійних щільностей від 15 до 50 текс, яка, у порівнянні з пряжею прототипу, містить менше вузликів, має більше відносне розривне навантаження і меншу собівартість. Крім того запропонований спосіб, у порівнянні з прототипом, дозволяє виробляти більш широкий асортимент змішаної пряжі, так як кількість вовняних волокон, які змішуються з поліефірними, в запропонованому способі можна вибирати в більш широкому діапазоні /від 30 до 70 масо-відсотків/, ніж в прототипі /від 30 до 50 масо-відсотків/. 3 38442 В таблиці приведені фізико-механічні показники пряжі, одержаної запропонованим способом з трьох видів вовно-поліефірних сумішей: 1-30% вовняних волокон і 70% поліефірних волокон; 2-50% вовняних волокон і 50% поліефірних волокон; 3-70% вовняних волокон і 30% поліефірних волокон. Тканини, вироблені з даної пряжі, сполучають в собі основні позитивні властивості вовняних та лавсанових волокон і, зокрема, мають хороший зовнішній вигляд, приємне туше, високу гігроскопічність, гарні теплоізоляційні властивості, м'якість, еластичність, міцність, стійкість до стирання. Таблиця Результати випробування пряжі лінійної щільності 20 текс для ткацького виробництва Види вовноПри випробуванні одиночної нитки При випробуванні пасми з довжиною ниполіефірних тки 100 м сумішей Відносне Відносне розривне Коефіцієнт розривне Коефіцієнт навантаження варіації по Показник навантаження варіації за лі- Показник розривному якості нійною щільякості гс сН гс сН навантаженню, ністю, % % текс текс текс текс 1 2 3 4 5 6 7 8 9 1 12,9 12,6 14,3 0,90 10,6 10,4 4,1 2,59 2 12,6 12,3 15,6 0,81 10,4 10,2 4,3 2,37 3 12,1 11,9 16,16 0,73 10,0 9,8 4,8 2,04 Запропонований спосіб може бути використаний для розширення асортиментних можливостей бавовнопереробних підприємств, з одночасним підвищенням стабільності та прибутковості їх ро боти, так як дозволяє доступним чином підвищити уніфікованість бавовнопрядильних виробництв, у відношенні видів текстильної сировини, яка переробляється на них. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining mixed yarn
Автори англійськоюBohomolov Yevhen Oleksandrovych, Kobelchuk Mykola Mykhailovych, Bairachenko Viktor Vasyliovych
Назва патенту російськоюСпособ получения смешанной пряжи
Автори російськоюБогомолов Евгений Александрович, Кобельчук Николай Михайлович, Байраченко Виктор Васильевич
МПК / Мітки
МПК: D02G 3/04
Мітки: пряжі, спосіб, змішаної, одержання
Код посилання
<a href="https://ua.patents.su/4-38442-sposib-oderzhannya-zmishano-pryazhi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання змішаної пряжі</a>
Спосіб виробництва некрученої пряжі з найменшої міри двох окремих пучків ниток з термопластичного матеріалу
Номер патенту: 2676
Опубліковано: 26.12.1994
Автор: Олександр Скотт
МПК: D02G 1/16
Мітки: пряжі, найменшої, окремих, спосіб, міри, двох, некрученої, виробництва, пучків, ниток, матеріалу, термопластичного
Формула / Реферат:
Способ производства некрученой пряжи из по меньшей мере двух раздельных пучков нитей термопластичного материала, при котором осуществляют вытягивание по меньшей мере одного пучка нитей, подачу пучков вперед с различной скоростью, затем смешивают их воздействием турбулентного потока жидкости, нагревают смешанную пряжу для усадки и охлаждают, отличающийся тем, что, с целью повышения эффективности обработки, нагревание смешанной пряжи ведут...
Спосіб лікування та профілактики респіраторних захворювань молодняка сільськогосподарських тварин змішаної етіології
Номер патенту: 12753
Опубліковано: 28.02.1997
Автори: Стеценко Володимир Іванович, Малінін Олег Олексійович, Чечеткіна Наталія Павлівна, Компанієць Євген Іванович, Башура Генадій Степанович
МПК: A61K 31/245, A61P 31/16
Мітки: спосіб, сільськогосподарських, тварин, респіраторних, етіології, молодняка, захворювань, лікування, профілактики, змішаної
Текст:
...целью препарат вводят интраназально в течение 2 дн однократно Экспозиция 3 сек. Заявляемый способ отличается от прототипа тем, что в биоцидный компонент антителсодержащего препарата дополнительно вводят пиромекаин и хладон 12, исключая из препарата сыворотку животных реконвалесцентов. П р и м е р 1. Навеску пиромекаина в количестве 40 г растворяют в 4500 г спирта этилового. К раствору добавляют 60 г тимола, раствор перемешивают...
Склад для шліхтування бавовняної пряжі
Номер патенту: 13962
Опубліковано: 25.04.1997
Автори: Карпухіна Лілія Іванівна, Подлепян Ольга Володимирівна, Волкобой Маргарита Петрівна, Константиновська Елеонора Абрамівна, Силенко Галина Захарівна
МПК: D06M 15/01
Мітки: склад, пряжі, бавовняної, шліхтування
Формула / Реферат:
(57) Состав для шлихтования хлопчатобумажной пряжи, содержащий крахмал, мяг-читель, глицерин, хлорамин, смачиватель и воду, отличающийся тем, что он содержит в качестве мягчителя концентрат низкомолекулярных дикарбоновых кислот, дополнительно коллаген-вспомогательное вещество из кожевенных отходов при следующем соотношении компонентов, г/л:крахмал 10-35 коллаган-вспомога- тельное...
Спосіб одержання шліхти
Номер патенту: 33923
Опубліковано: 15.02.2001
Автори: Ксенжук Наталя Іванівна, Міщенко Ганна Володимирівна, Барановський Володимир Іванович, Охрименко Олена Вікторівна, Сльозко Григорій Федорович
МПК: D06M 13/00
Мітки: одержання, шліхти, спосіб
Текст:
...від відомого є те, що спосіб одержання шліхти здійснюється при температурі оточуючого середовища без застосу вання пари та гарячої води, сприяє скороченню технологічного процесу приготування шліхти. Запропонований спосіб дозволяє одержати шліхту, при обробці якою пряжа набуває показників, наведених у таблиці 1 на прикладі бавовняної пряжі 29 текс за №34/1 порівняно з ходовим режимом одержання шліхти, а також дозволяє зменшити витрати...
Спосіб одержання профільних виробів із силоксанової гуми
Номер патенту: 34896
Опубліковано: 15.03.2001
Автори: Савельєва Ніна Василівна, Мельник Людмила Олексіївна, Топчій Людмила Миколаївна, Віхірєва Наталія Павлівна
МПК: C08L 83/04, B29C 47/00, C08J 5/00
Мітки: гуми, спосіб, профільних, одержання, виробів, силоксанової
Формула / Реферат:
Спосіб одержання профільних виробів із силоксанової гуми, який включає розігрів гумової суміші, її подачу у черв'ячний прес у вигляді живильної стрічки, шприцювання та вулканізацію одержаного профілю, відрізняється тим, що перед розігрівом гумової суміші її піддають вилежуванню протягом не менше 5 діб при температурі не вище 10°С, а вулканізацію проводять не більше, ніж через 30 хвилин після шприцювання в одну стадію.