Спосіб одержання профільних виробів із силоксанової гуми
Номер патенту: 34896
Опубліковано: 15.03.2001
Автори: Мельник Людмила Олексіївна, Топчій Людмила Миколаївна, Віхірєва Наталія Павлівна, Савельєва Ніна Василівна
Формула / Реферат
Спосіб одержання профільних виробів із силоксанової гуми, який включає розігрів гумової суміші, її подачу у черв'ячний прес у вигляді живильної стрічки, шприцювання та вулканізацію одержаного профілю, відрізняється тим, що перед розігрівом гумової суміші її піддають вилежуванню протягом не менше 5 діб при температурі не вище 10°С, а вулканізацію проводять не більше, ніж через 30 хвилин після шприцювання в одну стадію.
Текст
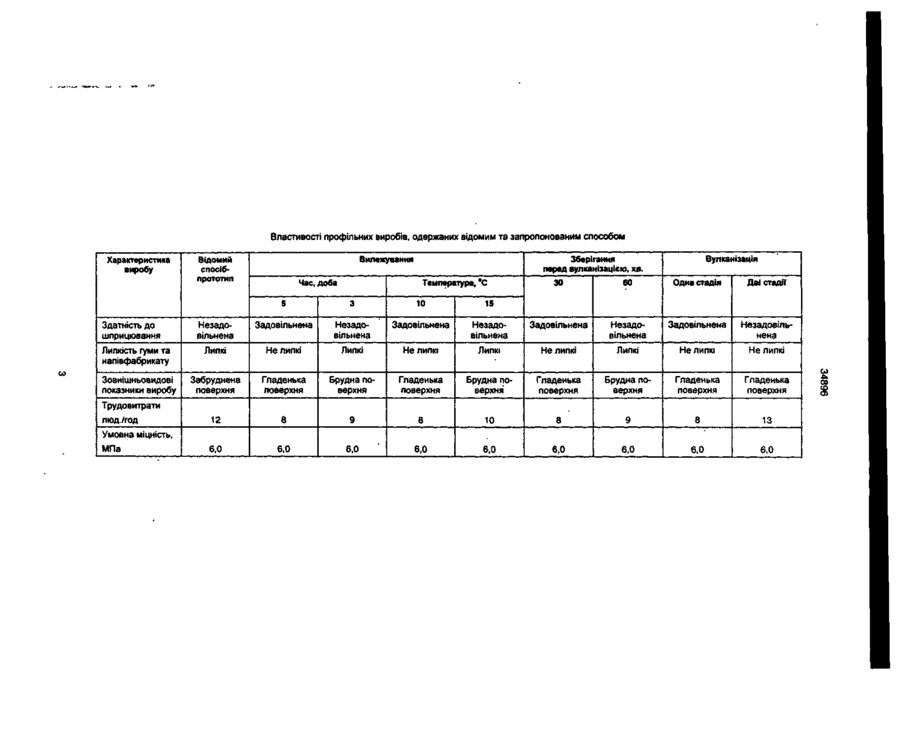
Спосіб одержання профільних виробів із силоксанової гуми який включає розігрів гумової суміші її подачу у черв'ячний прес у вигляді живильної стрічки, шприцювання та вулканізацію одержаного профілю відрізняється тим, що перед розігрівом гумової суміші й піддають вилежуванню протягом не менше 5 діб при температурі не вище 10°С, а вулканізацію проводять не більше, ніж через ЗО хвилин після шприцювання в одну стадію Винахід відноситься до гумової промисловості а саме, до способу виготовлення профільних виробів із силоксанової гуми Відомий спосіб одержання профільних виробів із силоксанової гуми, що включає розігрів гумової суміші, її подачу у черв'ячний прес у вигляді живильної стрічки, шприцювання та вулканізацію одержаного профілю (див кн В С Пени "Технологія переробки синтетичних каучуків, М , ХІМІЯ, 1964, с 365-368,373-374) Недоліками відомого способу є, по-перше, липкість гумової суміші, що утруднює н подачу у черв'ячний прес - живильна стрічка злипається, суміш прилипає до живильної воронки, утворюються грудки суміші у воронці, які можуть поступити на шнек черв'ячного пресу тільки за допомогою примусової подачі Одержаний профіль має липку поверхню і потребує використання значної КІЛЬКОСТІ опудрювального матеріалу для попередження злипання, що погіршує показники зовнішнього вигляду виробу Наявність двостадійної вулканізації профілю спричиняє великі трудовитрати при виготовленні профілю В основу винаходу поставлена задача удосконалення способа одержання профільних виробів із силоксанової гуми шляхом підвищення технологічності гумової суміші в процесі переробки та спрощення схеми вулканізації Поставлена задача вирішується тим, що в способі виготовлення профільних виробів із силоксанової гуми, який включає розігрів гумової суміші, її подачу у черв'ячний прес у вигляді живильної сі річки, шприцювання та вулканізацію одержаного профілю, згідно винаходу перед розігрівом гумової суміші її піддають вилежуванню протягом не менше 5 діб при температурі не вище 10°С, а вулканізацію проводять не більше ніж через 30 хвилин після шприцювання в одну стадію Автори винаходу встановили, що силоксанова суміш при вилежуванні на холоді стає більш жорсткою, втрачає липкість і стає більш технологічною, при цьому суміш легко зрізується з валків у вигляді стрічки яка на злипається, живлення черв'ячного пресу здійснюється без утруднень, профіль не липкий, не потребує значної КІЛЬКОСТІ опудрювального матеріалу Вулканізацію профіля можна проводити зразу після шприцювання в одну стадію, що спрощує технологію вулканізації, зменшує трудовитрати, а також дозволяє одержати профілі з хорошими показниками зовнішнього вигляду відсутні сліди бруду на поверхні від додатков їх маніпуляцій з продукцією Винахід ілюструє приклад конкретного виконання способу Гумову суміш, що використовується для виготовлення трубки, попередньо витримують у термокамері при температурі 10°С на протязі 5 діб, 225 розігрівають на вальцях Лб 450 , знімають у вигляді стрічки, якою живлять черв'ячний прес МТЧ-32 Одержану трубку трохи опудрюють тальком і не більш, як через ЗО хвилин вулканізують у термостаті з повітряним обміном при температурі (200 + 10)°С на протязі 6 цодин СО ф 00 < 34896 Властивості профільних виробів, одержаних запропонованим і відомим способами, наведені в таблиці. З таблиці видно, що гумова суміш згідно з прототипом має незадовільну здатність до шприцювання - липне до стінок черв'ячного пресу, поверхня напівфабрикату також липка, і після посипання тальком трубка не має гладенької поверхні Наявність другої стадії вулканізації спричиняє великі трудовитрати - 1 2 люд./год. По способу, за винаходом гума не липка, не прилипає до стінок черв'ячного пресу, поверхня трубки гладенька, а відсутність другої стадії вулканізації знижує трудовитрати - до 8 люд./год, при цьому умовна кількість не погіршується - 6 МПа. Якщо гума вилежується менше 5 діб при температур», більшій, ніж 15°С, а також напівфабрикати трубки зберігається довше, ніж ЗО хвилин, перед вулканізацією, то гума липка, погано шприцюється, поверхня трубки забруднена, підвищуються трудовитрати. Якщо проводити вулканізацію . у 2 стадії, до різко піднімаються трудовитрати (до 13 люд./год). Властивості профільних виробів, одержаних відомим та запропонованим способом Характеристика виробу Вилежування Відомий спосіб* прототип Час, доба Вулканізація Зберігання перед вулканізацією, хв. Температура, °С 30 60 Одна стадія Дві стадії S Здатність до шприцювання Липкість гуми та напівфабрикату Зовнішньовидові показники виробу 3 10 15 Незадовільнена Задовільнена Незадовільнена Задовільнена Незадовільнена Задовільнена Незадовільнена Задовільнена Незадовільнена Липкі Не липкі Липкі Не липкі Липкі Не липкі Липкі Не липкі Не липкі Забруднена поверхня Гладенька поверхня Брудна поверхня Гладенька поверхня Брудна поверхня Гладенька поверхня Брудна поверхня Гладенька поверхня Гладенька поверхня 12 8 9 8 10 8 9 8 13 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 Трудовитрати ЛЮД./ГОД Умовна міцність, МПа 00 (О щ 34896 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122)3-72-89 (03122)2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for manufacture of profile articles
Автори англійськоюMelnyk Ludmyla Oleksiivna, Vikhireva Natalia Pavlivna, Topchii Liudmyla Mykolaivna, Savelieva Nina Vasylivna
Назва патенту російськоюСпособ получения профильных изделий из силоксановой резины
Автори російськоюМельник Людмила Алексеевна, Вихирева Наталия Павловна, Топчий Людмила Николаевна, Савельева Нина Васильевна
МПК / Мітки
МПК: C08J 5/00, B29C 47/00, C08L 83/04
Мітки: силоксанової, одержання, спосіб, виробів, профільних, гуми
Код посилання
<a href="https://ua.patents.su/4-34896-sposib-oderzhannya-profilnikh-virobiv-iz-siloksanovo-gumi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання профільних виробів із силоксанової гуми</a>
Спосіб дифузійної стабілізації гуми та гумотехнічних виробів
Номер патенту: 19922
Опубліковано: 25.12.1997
Автори: Проказова Олена Володимирівна, Геращенко Євгеній Іванович
МПК: C08J 7/00
Мітки: дифузійної, гуми, спосіб, стабілізації, гумотехнічних, виробів
Формула / Реферат:
Формула изобретения Способ диффузионной стабилизации резины и резинотехнических изделий на основе карбоцепного каучука, включающий обработку в насыщающей среде стабилизатора при повышенной температуре, отличающийся тем, что, с целью упрощения способа при расширении ассортимента модифицируемых резин и резинотехнических изделий, обработку последних проводят в газообразных насыщающих средах из паров стабилизатора при степени...
Композиція для захисту від біопошкоджень гуми і гумотехнічних виробів та спосіб їх обробки
Номер патенту: 19921
Опубліковано: 25.12.1997
Автори: Проказова Олена Володимирівна, Сиса Володимир Михайлович, Геращенко Євгеній Іванович
МПК: C07C 31/00, C04B 103/60, C08J 7/00
Мітки: біопошкоджень, захисту, виробів, гуми, спосіб, композиція, гумотехнічних, обробки
Формула / Реферат:
Формула изобретения1. Композиция для защиты от биоповреждений резины и резинотехнических изделий, включающая дисперсионную среду и фунгицид, отличающаяся тем, что, с целью расширения ассортимента резины и резинотехнических изделий при сохранении их биостойкости, композиция содержит в качестве дисперсионной среды воду и дополнительно этиленгликоль при следующем соотношении компонентов, мас.ч.: Вода 100 ...
Спосіб виготовлення шин з пористої гуми для виробів культурно-побутового та господарського призначення
Номер патенту: 17658
Опубліковано: 20.05.1997
Автори: Афанасьєв Олександр Володимирович, Литовченко Петро Григорович, Конопляста Тамара Гнатівна
МПК: B29C 67/20, B29C 35/02
Мітки: господарського, призначення, культурно-побутового, виготовлення, виробів, спосіб, шин, пористої, гуми
Формула / Реферат:
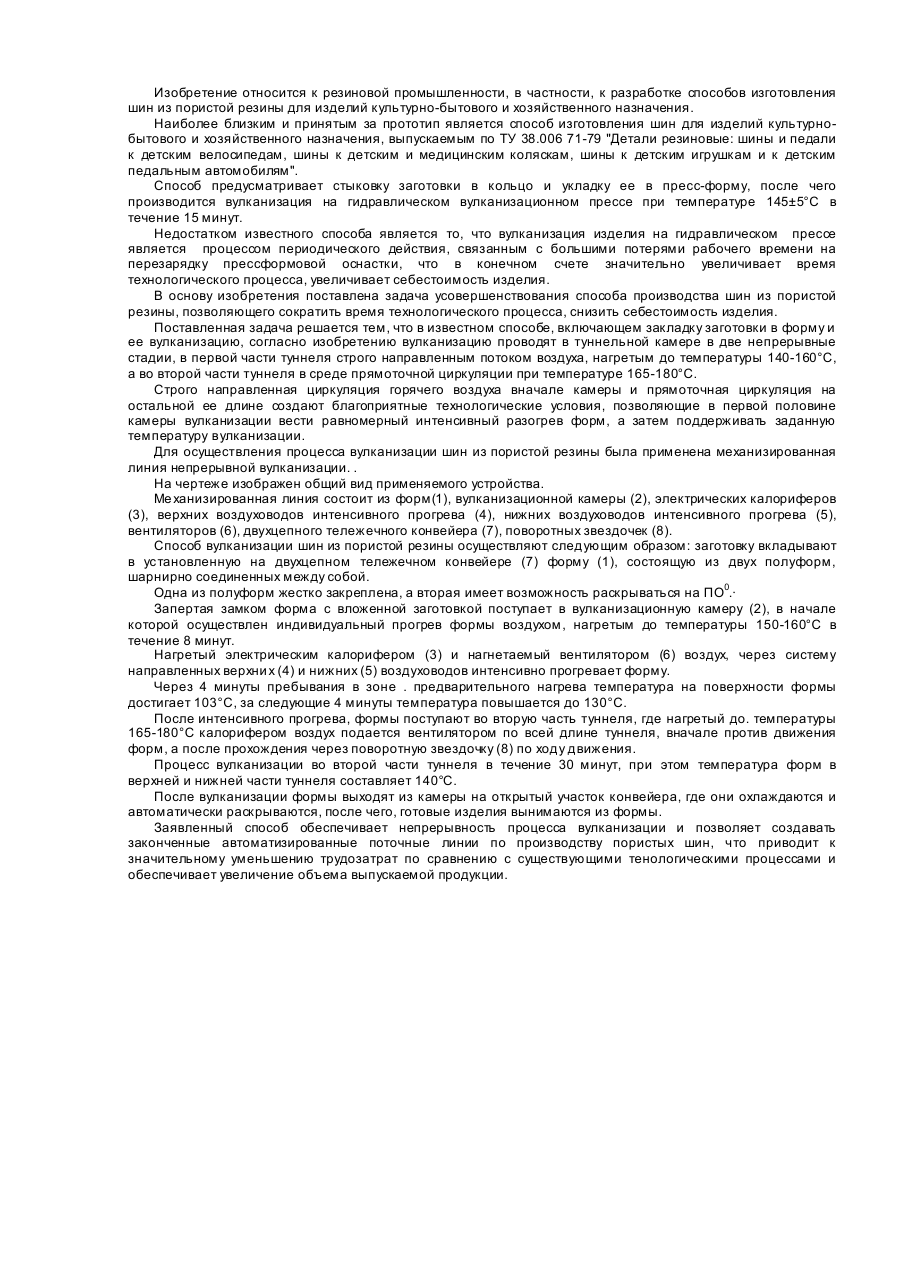
Способ изготовления шин из пористой резины для изделий культурно-бытового и хозяйственного назначения, включающий закладку заготовки в форму и ее вулканизацию, отличающийся тем, что вулканизацию проводят в туннельной камере в две непрерывные стадии, в первой части туннеля строго направленным потоком воздуха нагретым до температурь: 140-160°С, а во второй части туннеля в среде прямоточной циркуляции при температуре 165-180°С.
Прес-форма для вулканізації товстостінних гумових виробів
Номер патенту: 31680
Опубліковано: 15.12.2000
Автори: Бабанко Василь Климентійович, Косогін Володимир Олексійович, Сузанський Віктор Григорович, Алемасова Лариса Олексіївна, Савельєва Ніна Василівна, Віхірєва Наталія Павлівна, Топчій Людмила Миколаївна, Мельник Людмила Олексіївна
МПК: B29C 35/00
Мітки: вулканізації, товстостінних, прес-форма, виробів, гумових
Текст:
...стержнів більша,ніж І на 300 civr площі, то готовий вирій має- дуже багато отворів і низьку каркасність, а коли кількість менша ніж І на 200 СІУГ ПЛОЩІ, ТО рівномірність нагрівання заготовки недостатня. При висоті стержнів h менше ЗО % висоти формуючої порожнини Н не забезпечується рівномірність нагрівання заготовки» а якщо їх висота більша, ніж 70 % висоти порожнини, то на поверхні виробу в мїсцйх контакту гуми із стержнями будуть...
Спосіб виготовлення профільних та плескатих виробів, переважно черепиці, безперервним формуванням та пристрій для його здійснення
Номер патенту: 12898
Опубліковано: 28.02.1997
Автори: Бондарєв Віктор Миколайович, Колесніченко Микола Олексійович
МПК: B28B 19/00, B32B 13/00, B28B 5/00, B28B 1/00
Мітки: здійснення, спосіб, черепиці, виробів, переважно, плескатих, профільних, виготовлення, пристрій, формуванням, безперервним
Формула / Реферат:
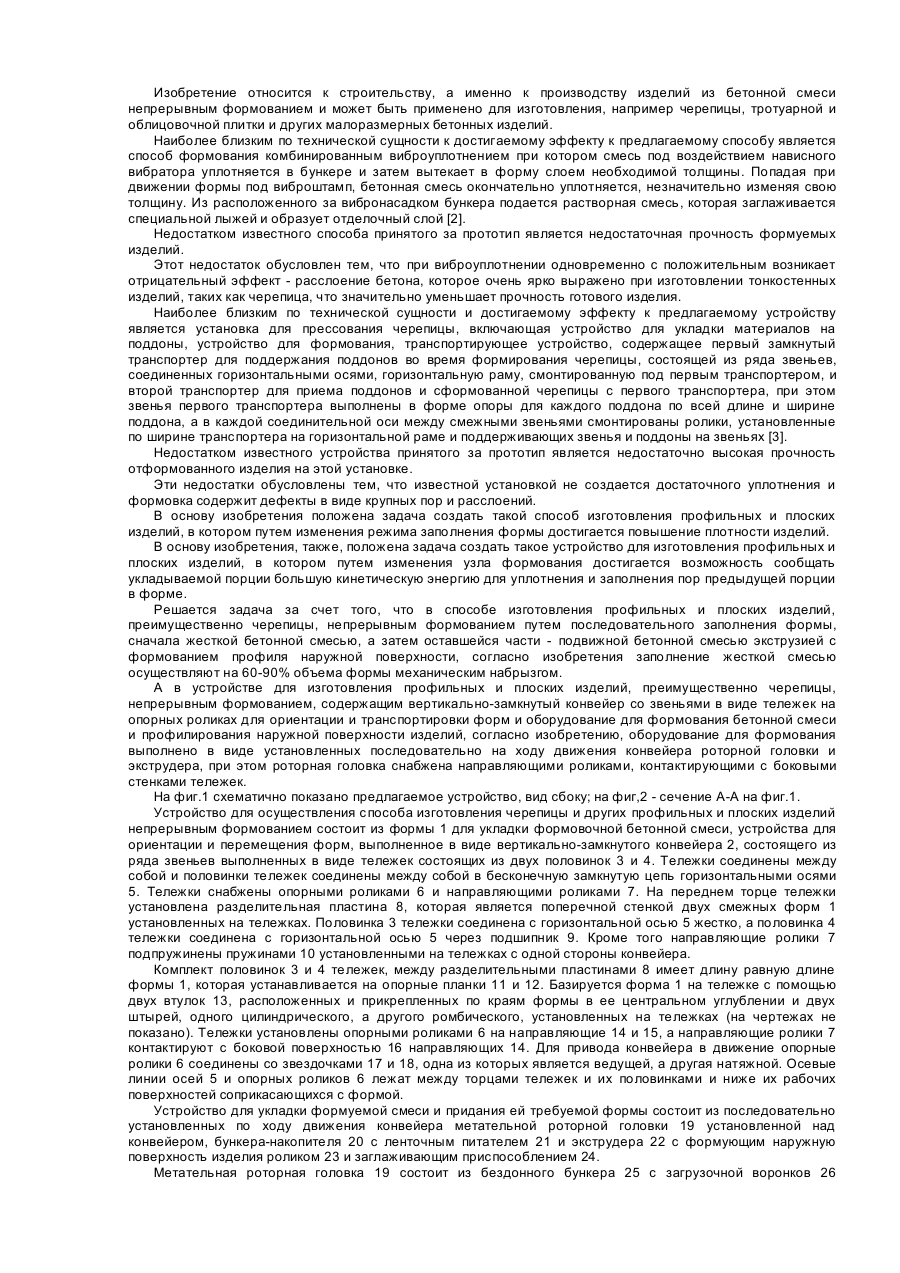
1. Способ изготовления профильных и плоских изделий, преимущественно черепицы, непрерывным формованием путем последовательного заполнения формы, сначала жесткой бетонной смесью, а затем оставшейся части подвижной бетонной смесью экструзией с формованием профиля наружной поверхности, отличающийся тем, что заполнение жесткой смесью осуществляют на 60-90% объема формы механическим набрызгом.2. Устройство для изготовления профильных и...
Попередній патент: Гумова суміш для шумопоглинаючого матеріалу
Наступний патент: Установка очищення питної води
Випадковий патент: Сенсор для аналізу біохімічних середовищ