Спосіб обробки деталей еластичними інструментами
Номер патенту: 42759
Опубліковано: 27.07.2009
Автори: Проволоцький Олександр Євдокимович, Кузнецов Віктор Євдокимович, Негруб Світлана Леонідівна
Формула / Реферат
1. Спосіб обробки деталей еластичними інструментами, який відрізняється тим, що обробка ведеться як мінімум двома інструментами, які розташовані під кутом відносно їх осей обертання та під кутом до положення попереднього інструмента.
2. Спосіб обробки деталей еластичними інструментами по п. 1, який відрізняється тим, що кут α між положеннями інструментів установлюється в межах 15°-30°.
3. Спосіб обробки деталей еластичними інструментами по п. 1, який відрізняється тим, що кут β відносно власної осі обертання інструментів установлюється в межах 15°.
Текст
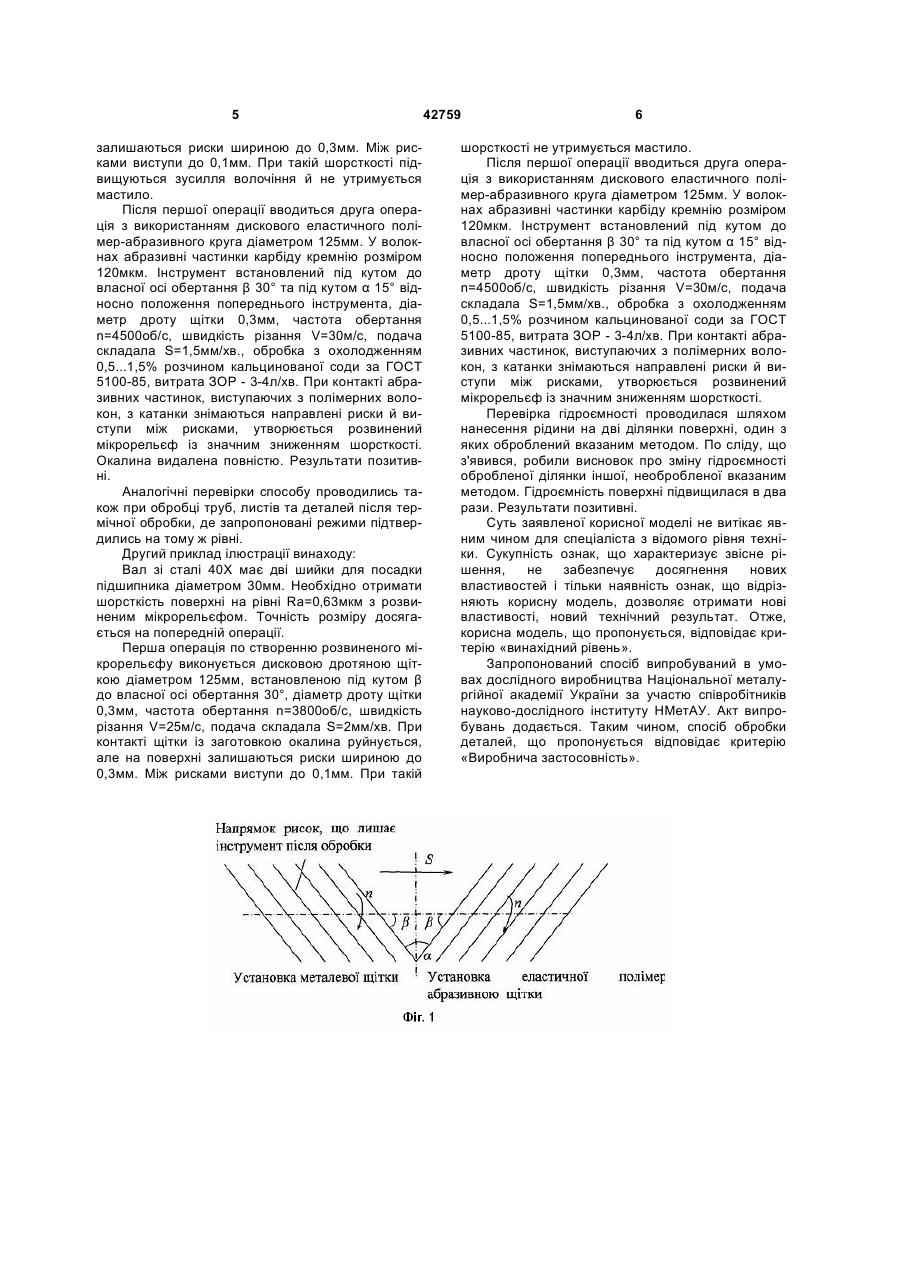
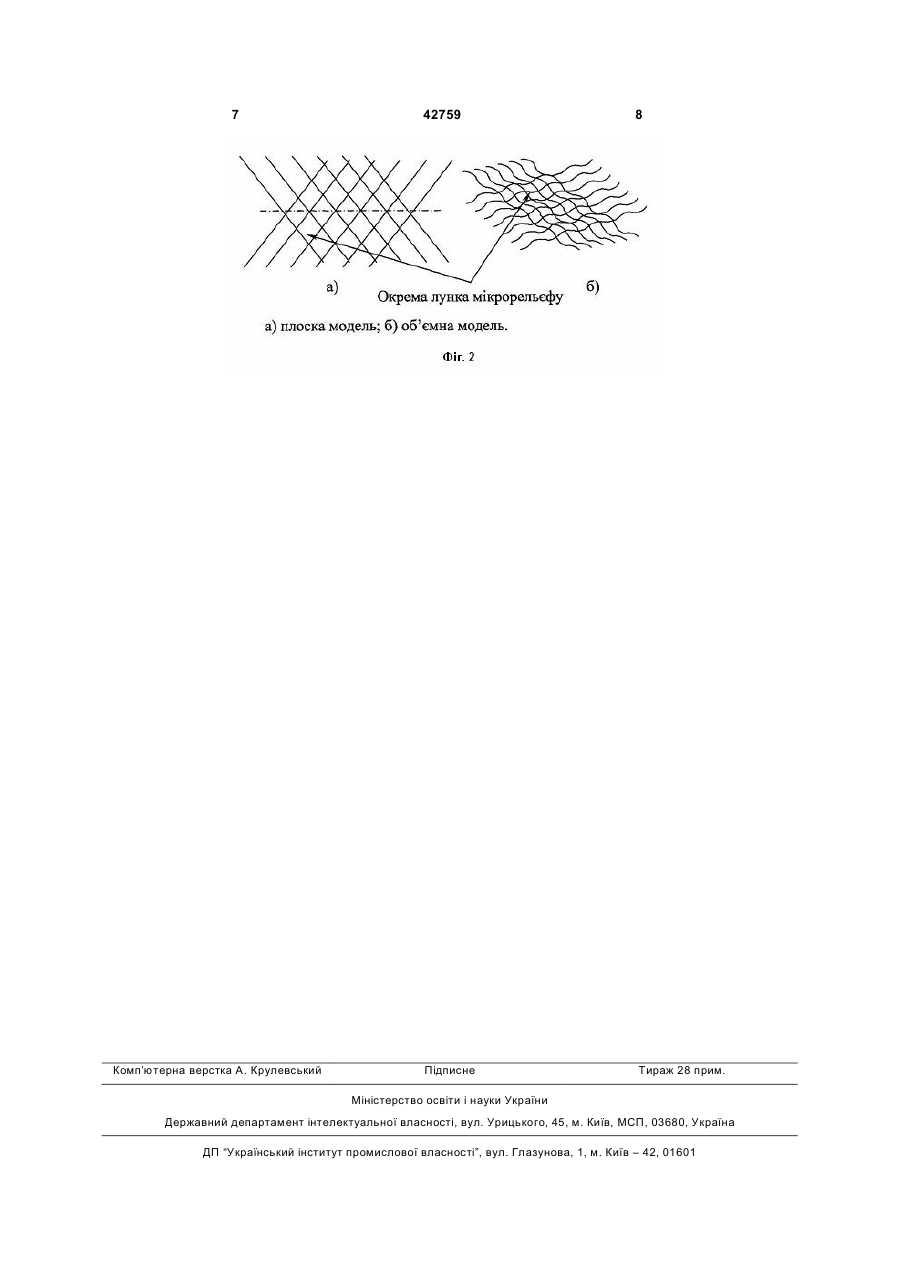
1. Спосіб обробки деталей еластичними інструментами, який відрізняється тим, що обробка 3 металургії і машинобудуванні постійно ставилася задача повністю зняти з поверхні окалину, іржу, окисні плівки з отриманням низької шорсткості й розвиненого мікрорельєфу. Якщо з гарячої катанки планується подальше волочіння заготовки на менші діаметри, необхідно якісно підготувати поверхню. При підготовці труб перед різними покриттями обов'язково необхідне видалення всіх дефектів на поверхні. При обробці деталей на верстатах з ЧПК неприпустимо першу операцію проводити по окалині. На листовому прокаті також необхідно вирішувати вказану задачу. Але видалення окалини з поверхні - не єдиний показник якості поверхні, що оброблялася. Велике значення має напрямок шорсткості поверхні після обробки, бо саме напрямок шорсткості поверхні впливає на здатність поверхні утримувати мастило у мікрозападинах мікропрофіля. Значна кількість деталей у машинобудуванні працює саме у парах тертя. Їх працездатність значною мірою залежить від кількості мастила між ділянками, які контактують між собою. Але умови креслень здебільшого вимагають використання обробки різанням для забезпечення необхідної точності та якості поверхонь тертя. Відомо, що недоліком шліфування кругами є саме направлений мікрорельєф з явно вираженими рисками на поверхні, бо саме по цих рисках мастило й вичавлюється потім з пари тертя під час експлуатації. Створення матового мікрорельєфу із збереженням високої точності - ось нагальна задача технолога. Рішення вказаної задачі запропоновано шляхом застосування подальшої обробки поверхні, після руйнування окалини металевими щітками, на операції чистового доведення поверхні із застосуванням полімер-абразивних еластичних інструментів, які вступають у роботу поступово, але розташовані відносно один одного таким чином, що знаходяться під кутом β 15°-30° відносно власної осі обертання та під кутом не більше 15° відносно розташування попереднього інструмента. Експериментально встановлено, що для ефективного зниження шорсткості, одержаної дряпанням металевого дроту щіткового інструмента та абразивних зерен полімер-абразивного інструмента, необхідно забезпечити створення мікрорельєфу з лунками, які б не сполучалися одна з одною. Поставлена задача розв'язується тим, що здійснюється контроль і аналіз спрямованості, глибині й ширині рисок, які залишаються на оброблюваній поверхні після першої операції металевими щітками. При контакті металевої щітки з оброблюваною поверхнею на ній залишаються направлені паралельні риски, які не дозволяють створити маслоємний мікрорельєф. Вказані параметри залежать від діаметру дроту щітки й від зусиль їх притиснення до деталі. Щоб знизити шорсткість після отримання широких рисок необхідно встановити полімер-абразивний інструмент на додаткової операції так, щоб він розташувався під кутом α 15° відносно положення попереднього інструмента, та під кутом β 15°-30° відносно власної осі обертання. Таке розташування інструментів дозволяє ефективно видаляти 42759 4 спрямованість рисок і зменшувати їх глибину, що дозволяє одержати високорозвинений мікрорельєф поверхні з низькою шорсткістю. Показниками нового способу є: 1. Введення додаткової операції для руйнування направлених рисок від металевих щіток. 2. Встановлення першого інструмента під кутом β 15°-30° відносно власної осі обертання. 3. Встановлення другого інструмента під кутом β 15°-30° відносно власної осі обертання та під кутом α 15° відносно положення попереднього інструмента. Такі показники раніше не були відомі. Схема розташування інструментів на поверхні що обробляється, надана на Фіг.1. На Фіг.1 показано положення кожного інструмента відносно іншого. Експериментально встановлено, що кут α має знаходитись у межах від 5 до 15 градусів, а кут β - від 15 до 30 градусів. Кожен інструмент обертається навколо власної осі обертання з частотою n об/с, та переміщається в горизонтальній площині з подачею S мм/хв. Модель результуючого мікрорельєфу наведена на Фіг.2. Встановлено, якщо інструмента встановлювати один відносно іншого без змін, то волокна з абразивними частками вільно проходять над рискою від дроту й не руйнують її, і, звичайно ж, не знижують шорсткість. Направлені риски залишаються без змін. Якщо вибрати кути розташування відрізняються від запропонованих, то знижується продуктивність обробки (через зменшення питомої площі, що обробляється, вплив кута β) та не відбувається достатнього перекриття існуючої риски від металевого дроту (вплив кута α). Слід врахувати, що отримання розвиненого мікрорельєфу дозволяє одержати поверхню з підвищеною гидроємністю, що сприяє надійному утриманню мастила при подальшій деформації заготовки, або зчіплюваності з покриттями. Введення додаткової операції дозволяє в широкому діапазоні одержувати нові ефективніші результати обробки, що являється розкриттям причиннонаслідкового зв'язку між сукупністю ознак винаходу і технічним результатом, якого можна досягнути у відповідності до поставленої задачі. По наявним у заявника відомостям сукупність ознак, що пропонується та характеризує суть винаходу, невідома з рівня техніки, тобто винахід відповідає критерію «новизна». Перший приклад ілюстрації винаходу: Катанка, отримана методом гарячої прокатки, діаметром 6,5мм має окалину товщиною 0,3мм. З цієї катанки методом волочіння необхідно одержати дріт діаметром 2,5мм. Для волочіння з катанки необхідно повністю зняти окалину й відполірувати заготовку до низької шорсткості з розвиненим мікрорельєфом. Перша операція по руйнуванню окалини виконується дисковою дротяною щіткою діаметром 125мм, встановленою під кутом β до власної осі обертання 30°, діаметр дроту щітки 0,3мм, частота обертання n=3800об/с, швидкість різання V=25м/с, подача складала S=2мм/хв. При контакті щітки із заготовкою окалина руйнується, але на поверхні 5 залишаються риски шириною до 0,3мм. Між рисками виступи до 0,1мм. При такій шорсткості підвищуються зусилля волочіння й не утримується мастило. Після першої операції вводиться друга операція з використанням дискового еластичного полімер-абразивного круга діаметром 125мм. У волокнах абразивні частинки карбіду кремнію розміром 120мкм. Інструмент встановлений під кутом до власної осі обертання β 30° та під кутом α 15° відносно положення попереднього інструмента, діаметр дроту щітки 0,3мм, частота обертання n=4500об/с, швидкість різання V=30м/с, подача складала S=1,5мм/хв., обробка з охолодженням 0,5...1,5% розчином кальцинованої соди за ГОСТ 5100-85, витрата ЗОР - 3-4л/хв. При контакті абразивних частинок, виступаючих з полімерних волокон, з катанки знімаються направлені риски й виступи між рисками, утворюється розвинений мікрорельєф із значним зниженням шорсткості. Окалина видалена повністю. Результати позитивні. Аналогічні перевірки способу проводились також при обробці труб, листів та деталей після термічної обробки, де запропоновані режими підтвердились на тому ж рівні. Другий приклад ілюстрації винаходу: Вал зі сталі 40Х має дві шийки для посадки підшипника діаметром 30мм. Необхідно отримати шорсткість поверхні на рівні Ra=0,63мкм з розвиненим мікрорельєфом. Точність розміру досягається на попередній операції. Перша операція по створенню розвиненого мікрорельєфу виконується дисковою дротяною щіткою діаметром 125мм, встановленою під кутом β до власної осі обертання 30°, діаметр дроту щітки 0,3мм, частота обертання n=3800об/с, швидкість різання V=25м/с, подача складала S=2мм/хв. При контакті щітки із заготовкою окалина руйнується, але на поверхні залишаються риски шириною до 0,3мм. Між рисками виступи до 0,1мм. При такій 42759 6 шорсткості не утримується мастило. Після першої операції вводиться друга операція з використанням дискового еластичного полімер-абразивного круга діаметром 125мм. У волокнах абразивні частинки карбіду кремнію розміром 120мкм. Інструмент встановлений під кутом до власної осі обертання β 30° та під кутом α 15° відносно положення попереднього інструмента, діаметр дроту щітки 0,3мм, частота обертання n=4500об/с, швидкість різання V=30м/с, подача складала S=1,5мм/хв., обробка з охолодженням 0,5...1,5% розчином кальцинованої соди за ГОСТ 5100-85, витрата ЗОР - 3-4л/хв. При контакті абразивних частинок, виступаючих з полімерних волокон, з катанки знімаються направлені риски й виступи між рисками, утворюється розвинений мікрорельєф із значним зниженням шорсткості. Перевірка гідроємності проводилася шляхом нанесення рідини на дві ділянки поверхні, один з яких оброблений вказаним методом. По сліду, що з'явився, робили висновок про зміну гідроємності обробленої ділянки іншої, необробленої вказаним методом. Гідроємність поверхні підвищилася в два рази. Результати позитивні. Суть заявленої корисної моделі не витікає явним чином для спеціаліста з відомого рівня техніки. Сукупність ознак, що характеризує звісне рішення, не забезпечує досягнення нових властивостей і тільки наявність ознак, що відрізняють корисну модель, дозволяє отримати нові властивості, новий технічний результат. Отже, корисна модель, що пропонується, відповідає критерію «винахідний рівень». Запропонований спосіб випробуваний в умовах дослідного виробництва Національної металургійної академії України за участю співробітників науково-дослідного інституту НМетАУ. Акт випробувань додається. Таким чином, спосіб обробки деталей, що пропонується відповідає критерію «Виробнича застосовність». 7 Комп’ютерна верстка А. Крулевський 42759 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working components by elastic tools
Автори англійськоюProvolotskyi Oleksandr Yevdokymovych, Nehrub Svitlana Leonidivna, Kuznetsov Viktor Yevdokymovych
Назва патенту російськоюСпособ обработки деталей эластичными инструментами
Автори російськоюПроволоцкий Алесандр Евдокимович, Негруб Светлана Леонидовна, Кузнецов Виктор Евдокимович
МПК / Мітки
Мітки: деталей, інструментами, обробки, еластичними, спосіб
Код посилання
<a href="https://ua.patents.su/4-42759-sposib-obrobki-detalejj-elastichnimi-instrumentami.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки деталей еластичними інструментами</a>
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Кравець Василь Васильович, Шульга Іван Федорович
МПК: B23H 9/04, B23H 9/00, B23H 7/00
Мітки: струмопровідних, поверхонь, деталей, спосіб, електроерозійної, обробки
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Спосіб комбінованої обробки поверхонь деталей
Номер патенту: 18482
Опубліковано: 15.11.2006
Автори: Хмілярчук Ольга Іларіонівна, Олійник Володимир Григорович, Киричок Петро Олексійович
МПК: B24B 39/00
Мітки: поверхонь, спосіб, деталей, обробки, комбінованої
Формула / Реферат:
Спосіб комбінованої обробки поверхонь деталей шляхом виконання випереджаючого пластичного деформування з наступною обробкою різанням, який відрізняється тим, що на поверхні деталі утворюють частково-регулярний мікрорельєф чотирикутного або шестикутного типу з відносною глибиною введення алмазу в оброблювану поверхню, що дорівнює 0,0025-0,007 мм, з наступною обробкою торцем чашоподібного алмазно-абразивного інструмента, вісь обертання...
Пристрій для комбінованої обробки плоских поверхонь деталей
Номер патенту: 18495
Опубліковано: 15.11.2006
Автори: Олійник Володимир Григорович, Киричок Петро Олексійович, Хмілярчук Ольга Іларіонівна
МПК: B24B 39/00
Мітки: пристрій, деталей, комбінованої, обробки, плоских, поверхонь
Формула / Реферат:
Пристрій для виконання комбінованої обробки плоских поверхонь деталей, що має деформуючі і різальні інструменти, закріплені в циліндричному корпусі, який відрізняється тим, що алмазний деформуючий елемент і чашковий алмазно-абразивний інструмент закріплені у відповідних державках, встановлених в двох шпиндельних вузлах, розташованих паралельно один одному і кінематично зв'язаних між собою з можливістю регулювання їх швидкостей обертання в...
Спосіб обробки високоточних деталей на верстатах з чпк
Номер патенту: 82468
Опубліковано: 25.04.2008
Автори: Торлін Вадім Миколайович, Кіяшко Лариса Олександрівна
МПК: B23Q 15/00, G05B 19/18
Мітки: верстатах, чпк, деталей, спосіб, обробки, високоточних
Формула / Реферат:
Спосіб обробки високоточних деталей на верстатах з ЧПК, що включає вимірювання температури різання, який відрізняється тим, що при проведенні кожного попереднього проходу по результатах вимірювання температури різання в оперативній пам'яті пристрою ЧПК розраховують температуру деталі та величину її теплового розширення, а за результатами цих розрахунків коректують положення інструмента для проведення наступного проходу.
Пристрій для об’ємної ротаційної обробки деталей
Номер патенту: 42393
Опубліковано: 10.07.2009
Автор: Мелконов Григорій Леонідович
МПК: B24B 31/02
Мітки: ротаційної, деталей, обробки, об'ємної, пристрій
Формула / Реферат:
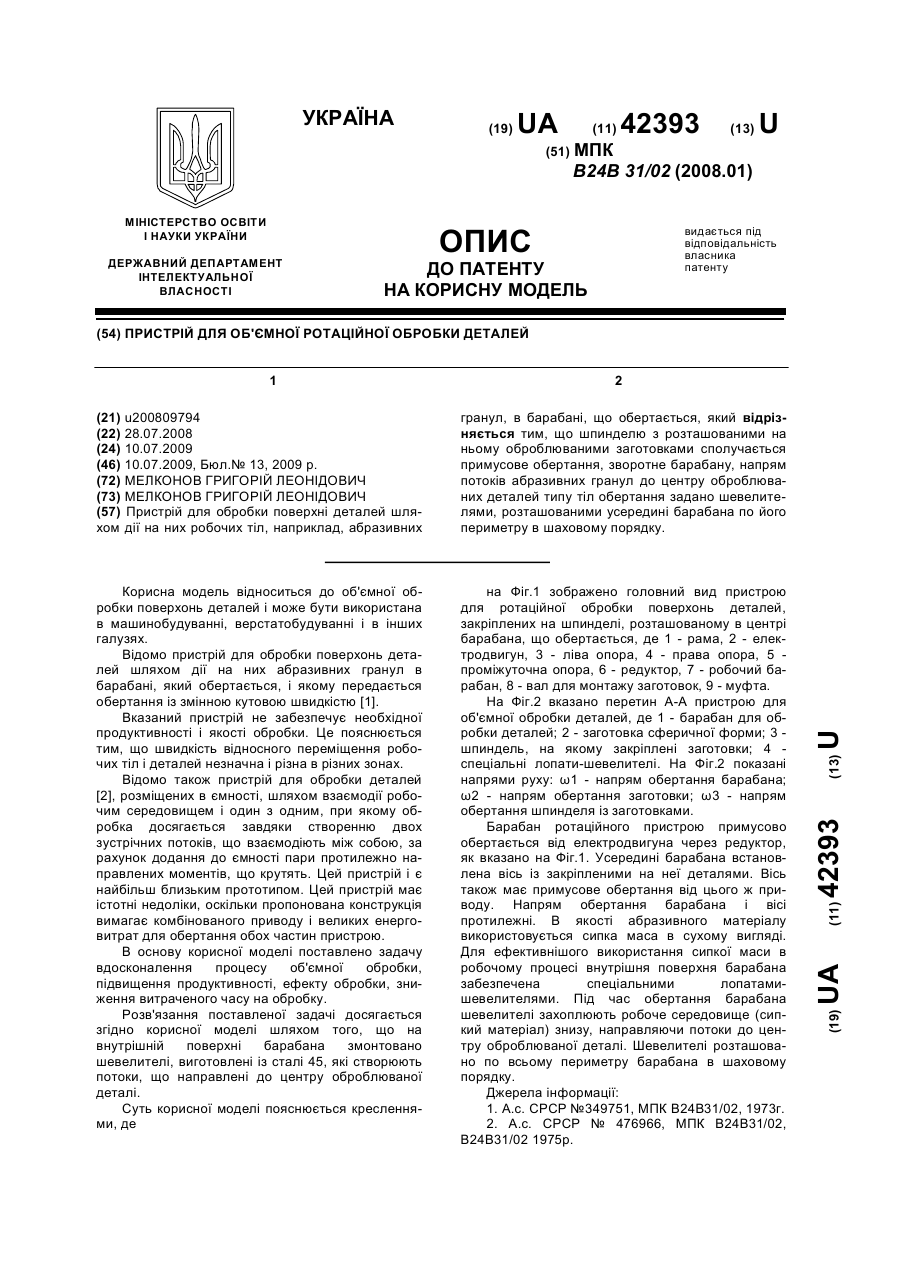
Пристрій для обробки поверхні деталей шляхом дії на них робочих тіл, наприклад, абразивних гранул, в барабані, що обертається, який відрізняється тим, що шпинделю з розташованими на ньому оброблюваними заготовками сполучається примусове обертання, зворотне барабану, напрям потоків абразивних гранул до центру оброблюваних деталей типу тіл обертання задано шевелителями, розташованими усередині барабана по його периметру в шаховому порядку.
Попередній патент: Спосіб полірування поверхонь деталей вільними абразивами
Наступний патент: Спосіб тривалого підвищення потенціалу та якості продукції садів і ягідників
Випадковий патент: Добавка в цемент