Спосіб обробки розплаву металу
Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Грабовий Валерій Михайлович, Гумененко Миколай Климович, Волков Геннадій Васильович, Цуркін Володимир Миколайович

Формула / Реферат
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за емпіричною залежністю:
![]() ,
,
де m- маса розплаву в ковші, m= 10-800 кг;
W0 - енергія в імпульсі, кДж.
Текст
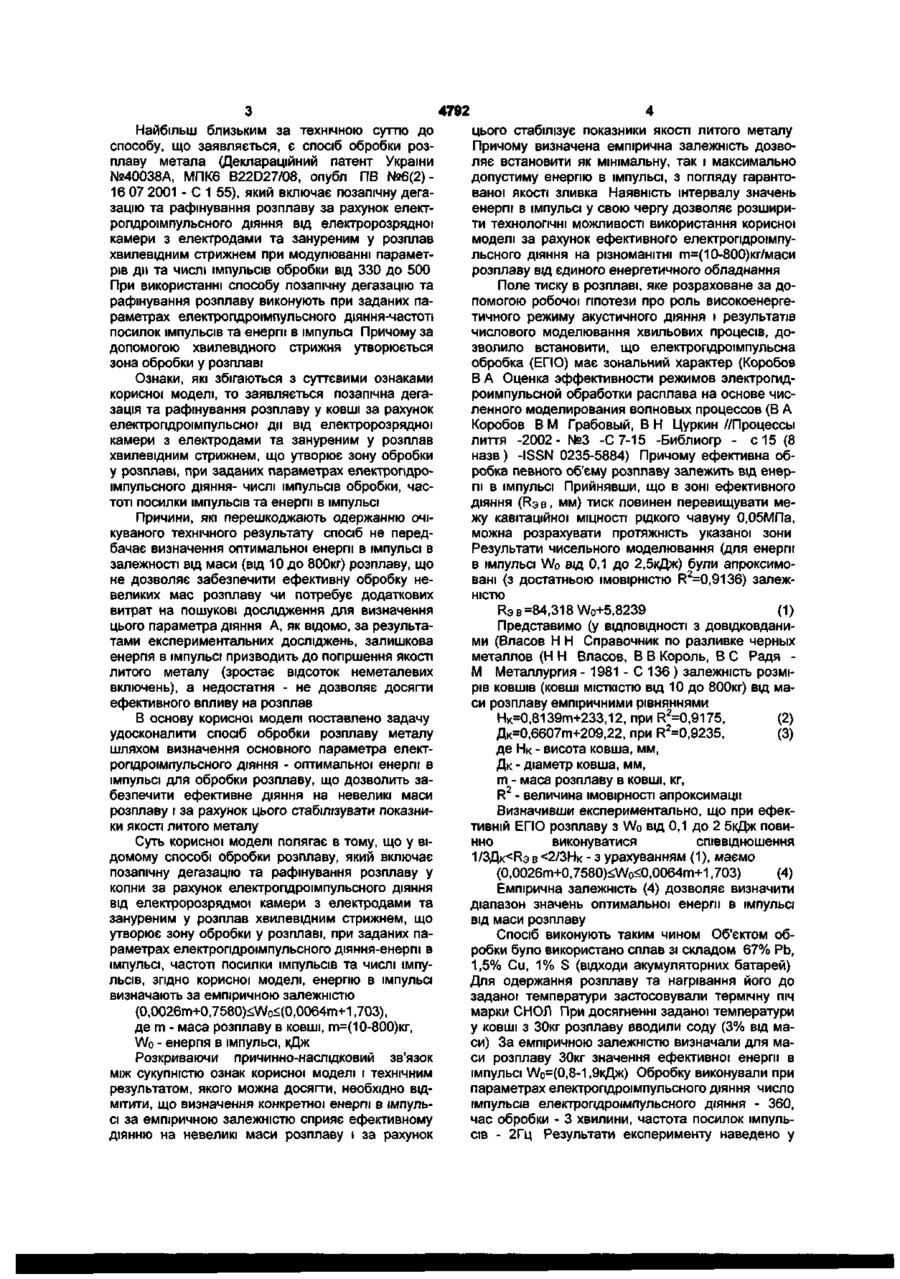
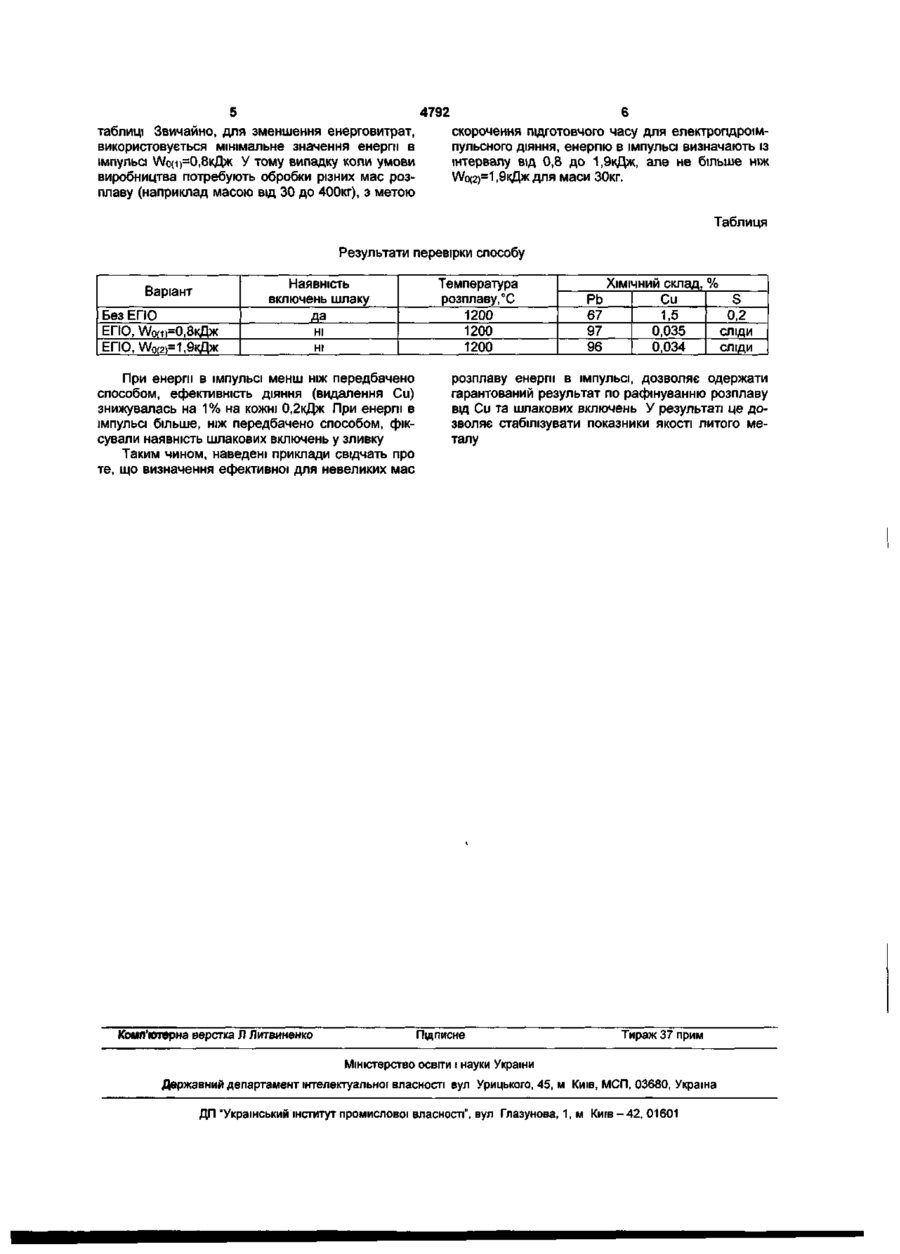
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за емпіричною залежністю: (0,0026т + 0,7580) < W o < (0,0064т +1,703), де т - маса розплаву в ковші, т=10-800кг; Wo - енергія в імпульсі, кДж. Корисна модель стосується ливарного виробництва, зокрема способів обробки невеликих мас (від 10 до 800кг) розплаву металу у ковші. Відомо спосіб обробки розплаву металу (див. Гулый Г.А. Научные основы разрядно-импульсных технологий. -Киев: Наук, думка, 1990.- С. 129-147), який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів діяння-частоті посилки імпульсів, енергії в імпульсі. Ознаки, які збігаються з суттєвими ознаками корисної моделі, що заявляється: дегазація та рафінування розплаву за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при заданих параметрах діяння-частоті посилки імпульсів, енергії в імпульсі. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не передбачає визначення оптимальної енергії в імпульсі в залежності від маси розплаву, що обробляється. Відомо спосіб обробки розплаву (див. а. с. СРСР, №519S99. МПК5 В22027/08, опубл. 25.09.79, БВ №35, С.255-256), який включає електрогідроімпульсне ударне діяння на метал шляхом введення електрогідравлічних ударів у глиб розплаву з частотою від 0,3 до 0,5Гц га питомою енергією в імпульсі від 0,5 до 1,5кДж на тонну. Ознаки, які збігаються з суттєвими ознаками корисної моделі, що заявляється: обробка розплаву при заданих параметрах електрогідроімпульсного діяння-частоті посилки імпульсів та енергії в імпульсі. Причини, які перешкоджають одержанню очікуваного технічною результату: спосіб не передбачає визначення оптимальної енергії в імпульсі для невеликих (від 10 до 800кг) мас розплаву, які обробляються, що не дозволяє забезпечити їх ефективну обробку чи потребує додаткових витрат на пошукові дослідження для визначення цього параметра діяння. Згідно цього способу, при електрогідроімпульсному діянні на розплав, наприклад масою 0,05т, питома енергія в імпульсі не повинна перевищувати 0,075кДж. Експериментально встановлено, що обробка розплаву чавуну (навіть на протязі 5 хвилин) не забезпечує поліпшення якості литого металу. Оптимальна енергія в імпульсі за таких умов використання становить 0,84кДж. Наведене підтверджує необхідність визначення цього важливого параметра дії стосовно невеликих мас розплаву. CM О) 4792 Найбільш близьким за технічною суттю до способу, що заявляється, є спосіб обробки розплаву метала (Деклараційний патент України №40038А, МПК6 B22D27/08, опубл ПВ №6(2)16 07 2001 - С 1 55), який включає позапічну дегазацію та рафінування розплаву за рахунок електропдроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевщним стрижнем при модулюванні параметрів ди та числі імпульсів обробки від 330 до 500 При використанні способу позапічну дегазацію та рафінування розплаву виконують при заданих параметрах електропдроімпульсного діяння-частоті посилок імпульсів та енергії в імпульсі Причому за допомогою хвилевідного стрижня утворюється зона обробки у розплаві Ознаки, які збігаються з суттєвими ознаками корисної моделі, то заявляється позапічна дегазація та рафінування розплаву у ковші за рахунок електропдроімпульсної ди від електророзрядної камери з електродами та зануреним у розплав хвилевщним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електропдроімпульсного діяння- числі імпульсів обробки, частоті посилки імпульсів та енергії в імпульсі Причини, які перешкоджають одержанню очікуваного технічного результату спосіб не передбачає визначення оптимальної енергії в імпульсі в залежності від маси (від 10 до 800кг) розплаву, що не дозволяє забезпечити ефективну обробку невеликих мас розплаву чи потребує додаткових витрат на пошукові дослідження для визначення цього параметра діяння А, як відомо, за результатами експериментальних досліджень, залишкова енергія в імпульсі призводить до погіршення якості литого металу (зростає відсоток неметалевих включень), а недостатня - не дозволяє досягти ефективного впливу на розплав В основу корисної моделі поставлено задачу удосконалити спосіб обробки розплаву металу шляхом визначення основного параметра електропдроімпульсного діяння - оптимальної енергії в імпульсі для обробки розплаву, що дозволить забезпечити ефективне діяння на невеликі маси розплаву і за рахунок цього стабілізувати показники якості литого металу Суть корисної моделі полягає в тому, що у відомому способі обробки розплаву, який включає позапічну дегазацію та рафінування розплаву у копни за рахунок електропдроімпульсного діяння від електророзрядмої камери з електродами та зануреним у розплав хвилевщним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електропдроімпульсного діяння-енерпі в імпульсі, частоті посилки імпульсів та числі імпульсів, згідно корисної моделі, енергію в імпульсі визначають за емпіричною залежністю (0,0026m+0,7580)
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of melt of metal
Автори англійськоюHrabovyi Valerii Mykhailovych, Tsurkin Volodymyr Mykolaiovych, Volkov Hennadii Vasyliovych
Назва патенту російськоюСпособ обработки расплава металла
Автори російськоюГрабовой Валерий Михайлович, Цуркин Владимир Николаевич, Волков Геннадий Васильевич
МПК / Мітки
МПК: B22D 27/08
Мітки: обробки, спосіб, розплаву, металу
Код посилання
<a href="https://ua.patents.su/4-4792-sposib-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу</a>
Спосіб обробки великих мас розплаву металу
Номер патенту: 57104
Опубліковано: 16.06.2003
Автори: Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/02, B22D 27/08
Мітки: спосіб, розплаву, великих, обробки, мас, металу
Формула / Реферат:
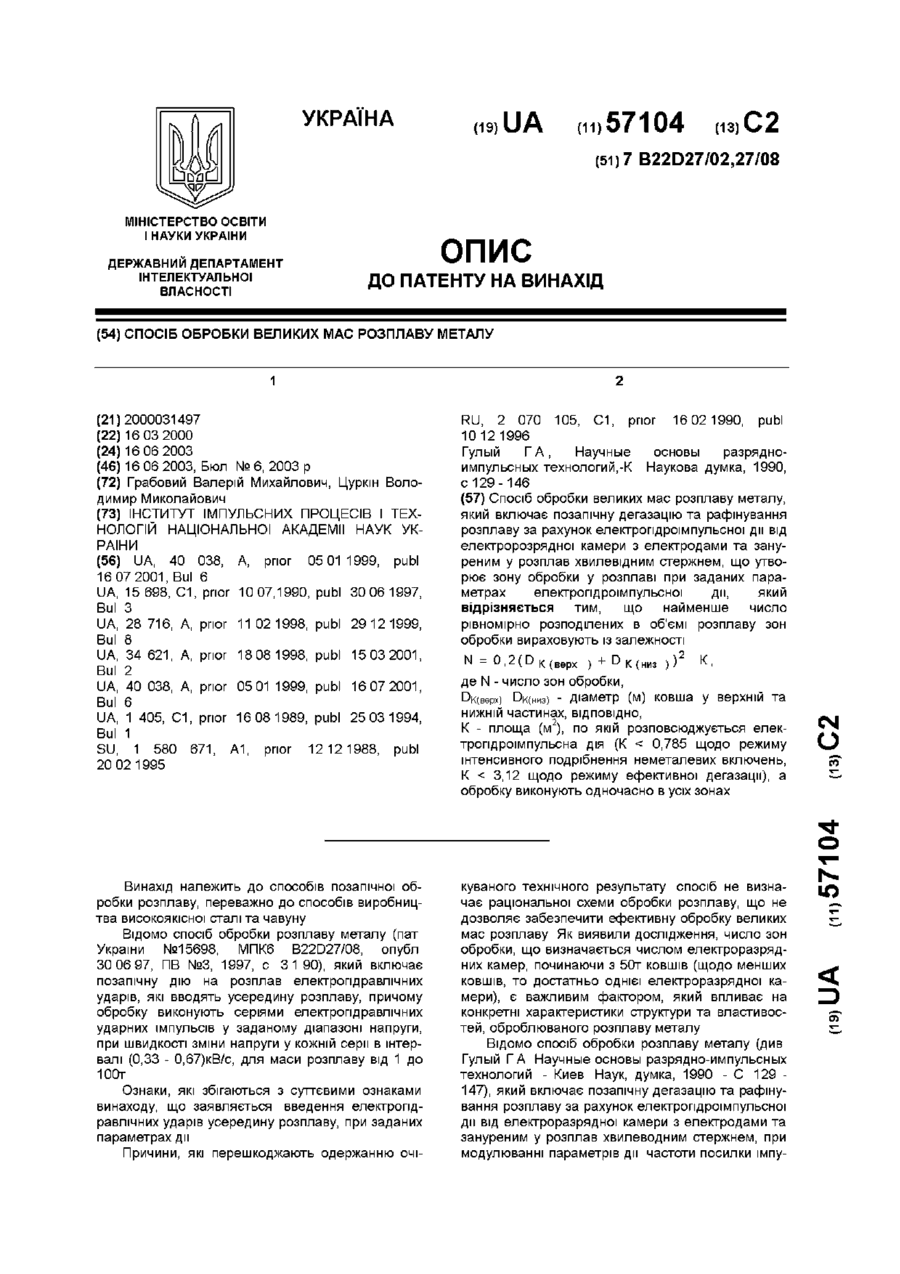
Спосіб обробки великих мас розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем, що утворює зону обробки у розплаві при заданих параметрах електрогідроімпульсної дії, який відрізняється тим, що найменше число рівномірно розподілених в об'ємі розплаву зон обробки вираховують із залежності
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Арнаутов Олександр Савельович, Тимошенко Георгій Павлович, Грабовий Валерій Михайлович, Риндін Микола Георгіевич, Боева Антоніна Анатольівна, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: розплаву, обробки, спосіб, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Спосіб обробки розплаву металу
Номер патенту: 57804
Опубліковано: 15.07.2003
Автори: Цуркін Володимир Миколайович, Арнаутов Олександр Савельович, Волков Генадій Васильович, Риндін Микола Георгійович, Грабовий Валерій Михайлович
МПК: B22D 27/02, B22D 27/08
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем, при модулюванні параметрів електрогідроімпульсної дії та заданому числі імпульсів електрогідроімпульсної дії, який відрізняється тим, що електрогідроімпульсну дію здійснюють послідовно на порції розплаву масою від 1/3 до 1/10...
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Спосіб обробки розплаву металу
Номер патенту: 65758
Опубліковано: 15.04.2004
Автори: Цуркін Володимир Миколайович, Грабовий Валерій Михайлович, Дубодєлов Віктор Іванович, Волков Геннадій Васильович, Середенко Володимир Олексійович, Фікссен Владислав Миколайович
МПК: B22D 27/00
Мітки: металу, обробки, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, який включає обробку розплаву імпульсним тиском за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при модулюванні параметрів дії, який відрізняється тим, що попередньо у локальній зоні розплаву дією електромагнітних сил створюють низхідний потік розплаву, вміщують до нього хвилевідний стрижень та забезпечують циркуляцію розплаву таким...
Попередній патент: Піраміда для підсилення енергії “ланцюг”
Наступний патент: Спосіб закладання саду
Випадковий патент: Похідні 1-арилпіразолу, композиція на їх основі та спосіб боротьби з паразитами в/або на тварині