Спосіб з’єднання тіла склопластикової насосної штанги із сталевою головкою
Номер патенту: 50134
Опубліковано: 25.05.2010
Автори: Копей Богдан Володимирович, Кузьмін Олександр Олексійович, Копей Володимир Богданович
Формула / Реферат
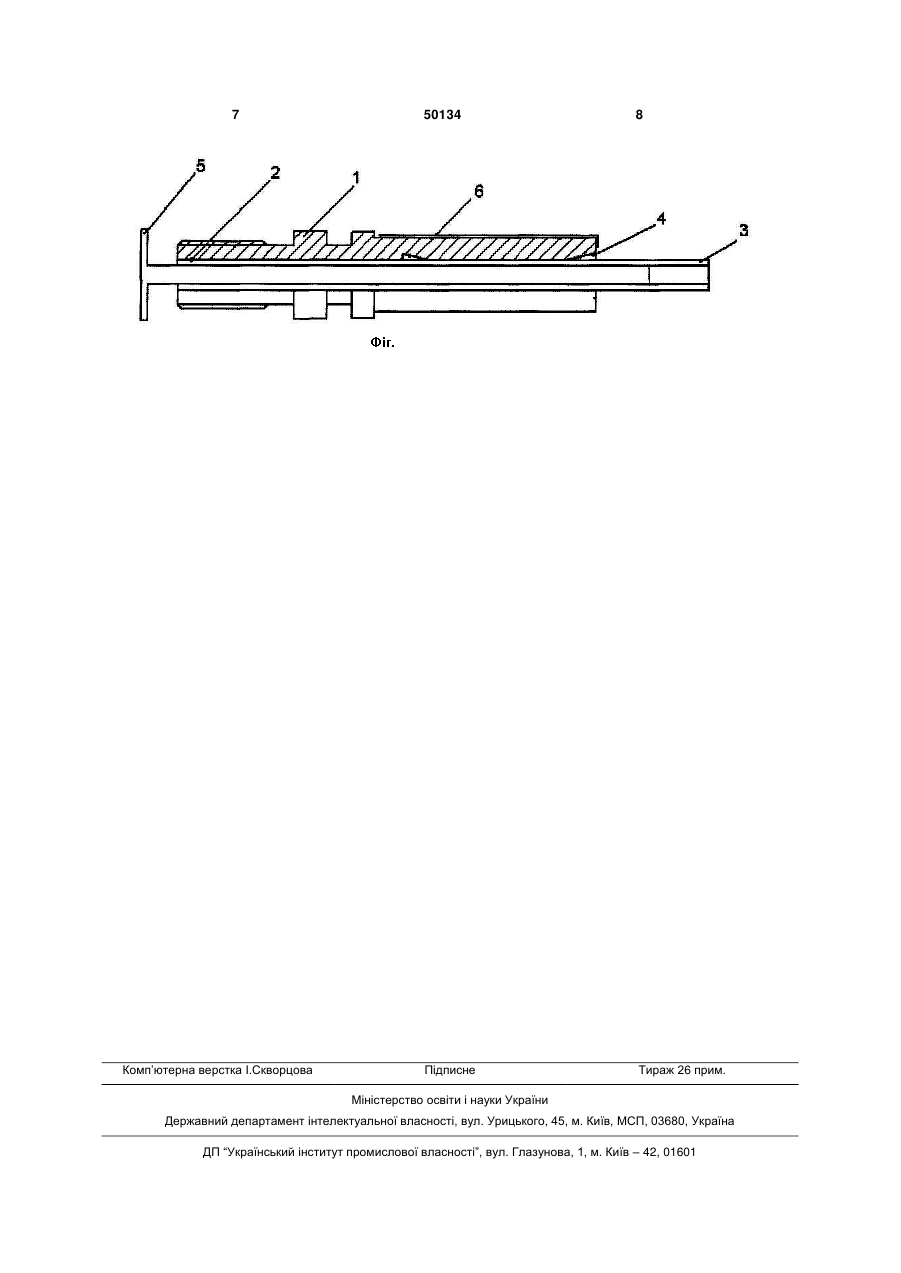
Спосіб з'єднання тіла склопластикової насосної штанги із сталевою головкою, який полягає в тому, що вкладають полімерний стержень в гніздо сталевої головки штанги до упору і здійснюють рівномірне обтискання пуансонами в радіальному напрямку, який відрізняється тим, що на дні гнізда сталевої головки виконують клини, заповнені адгезійним матеріалом, всередині склопластикового стержня, вздовж, встановлюють протекторну вставку, вкладають стержень в гніздо сталевої головки, ззовні вузол з'єднання підсилюють бандажем, після чого з'єднання обтискають пуансонами, які мають задану, відповідно до форми з'єднання, поверхню обтискання.
Текст
Спосіб з'єднання тіла склопластикової насосної штанги із сталевою головкою, який полягає в тому, що вкладають полімерний стержень в гніздо 3 мання міцного з'єднання в склопластиковому стержні напруги повинні плавно падати в зоні з'єднання, а в металічній частини-навпаки, повинен спостерігатись ріст напруг від 0 до максимального значення. Тобто напруги від тіла штанги повинні плавно переходити до металічної частини з'єднання. Складність створення високонавантаженої СНШ полягає у застосуванні в одній конструкції різнорідних матеріалів: гнучкого і міцного склопластикового стержня і жорстких сталевих елементів вузла з'єднання. Міцність сталевої головки СНШ складає σт=735-835 МПа, σв=765-965 МПа, а міцність на згин склопластику складає 1200-2500 МПа. Модуль пружності склопластику в 4-5 разів менший, ніж у сталі. Втомна міцність у склопластику вища в 10-20 разів ніж у сталі. Сталь і склопластик мають різні корозійні характеристики. Надійність з'єднання залежить від об'єднання позитивних властивостей обох матеріалів, створення різноманітних конструкцій штангових колон спрямовано на збільшення ресурсу їх роботи. У вітчизняній промисловості для виготовлення насосних штанг здебільшого використовують сталь. Проте властивості СНШ в останні роки надають їм перевагу перед сталевими. Вони мають меншу в три рази масу; більшу міцність на розрив; високу корозійну стійкість; більший, ніж у сталевих штанг ресурс циклічних навантажень. Застосування СНШ збільшує подачу на одній свердловині до 23 % за рахунок збільшення ходу плунжера насоса. Зниження загальної ваги колони штанг дає економію енергії. Мала маса штангової колони із застосуванням СНШ дозволяє збільшити глибину добутку до 5000 м. На даний час відомі наступні види з'єднань склопластикового стержня із металевою головкою: - з'єднання охоплюючого типу, коли односпрямований стержень із склопластику жорстко з'єднаний із внутрішньою поверхнею порожнистої сталевої головки; - з'єднання намотуваного типу, коли головка вклеєна, або вмотана всередину склопластикового стержня; - комбінована схема з'єднання, коли металевий елемент головки вмотаний в склопластиковий стержень, а ззовні підсилений сталевим бандажом або композиційним матеріалом. Створення з'єднань із різнорідних матеріалів, яким є склопластик і метал, повинно вирішувати задачу забезпечення найменших концентраторів напруг. Ефективність з'єднання оцінюється по коефіцієнту з'єднання, як відношення навантаження руйнування з'єднання до навантаження руйнування всієї СНШ. Для різних конструкцій з'єднань цей коефіцієнт дорівнює 0,40-0,57. На підставі аналізу патентної літератури було виявлено, що вдосконалення вузла з'єднання сталевої головки і полімерного стержня здійснювалось за трьома напрямками: - конструкція СНШ із вклеюванням стержня у порожнину головки, яка має клиновидні кільцеві канавки, що після заливки і затвердження компаунда забезпечують створення напруг, які утримують 50134 4 стержень в головці (патенти США № 4360288,4401396, 4430018,4653953,4919560, 4193431); - конструкція СНШ із використанням кільцевої пружини, коли осьове попереднє підтискання пружин створює напруги, які утримують стержень від витягання з головки при осьових навантаженнях (Патент США № 4589697); - конструкція СНШ із розпушуваним кінцем стержня, розклинюваним в конічній порожнині головки (Патент США № 3739457. Патент Росії № 2052627, 2117132). - [Копей Б.В. Усовершенствование и расчет соединений полимерных стержней насосных штанг с металлическими головками. Нефтяное хозяйство, - № 2, - 2000. - с. 56-59]. До першого виду з'єднань також належить спосіб з'єднання згідно патенту США № 4919560, МПК F16 В 11/00, опубл. 28.04.89, який складається із тіла штанги з полімерно-композиційного матеріалу і сталевих головок, закріплених з обох кінців штанги. Суцільний кінець тіла штанги заходить в гніздо сталевої головки, внутрішня поверхня якої містить три кільцеві проточки (канавки), утворені парами спрямованих одна до одної конічних поверхонь (одна з більшим, друга з меньшим кутами конусності, які збільшуються від отвору гнізда головки до його дна). Порожнину між внутрішньою поверхнею гнізда та поверхнею стержня заповнюють клеєм. Така штанга має незначну міцність клейового з'єднання у порівнянні з міцністю на розрив тіла штанги. Глибинно-насосна штанга працює в складних експлуатаційних умовах і зазнає змінних навантажень із значним коефіцієнтом асиметрії. Це вимагає проектування колонн насосних штанг з великим коефіцієнтом запасу по міцності. Із збільшенням глибини спуску колони зростає навантаження на штангу, особливо на клейове з'єднання головки із стержнем. При роботі сталевих головок спрацьовуються різьби, стираються бокові поверхні, внаслідок чого виникає необхідність в заміні головки. Ця задача вирішується винаходом «Спосіб з'єднання сталевої головки із полімернокомпозиційним тілом глибинно-насосної штанги» (Патент України № 35751, Заявл. 22.04.98, Опубл. Бюл. № 3; 16.04.2001 р.). Для збільшення міцності різьбового з'єднання на внутрішній циліндричній поверхні сталевої головки і на кінці полімернокомпозиційного тіла штанги виконують різьбу з великим кроком. Для запобігання зрізання різьби при дії осьового навантаження застосовано принцип заклинювання, згідно з яким профільну сторону різьби зі сторони дії осьового навантаження виконують довшою за іншу. На внутрішній циліндричній поверхні сталевої головки виконують виточку, яку заповнюють клеєм і розміщують в ній розпушений кінець полімерно-композиційного тіла штанги, що збільшує площу контакту при склеюванні полімерних волокон з дном і виточкою сталевої головки. При проведенні заміни спрацьованих сталевих головок, зовнішню частину сталевої головки в місці склеювання попередньо нагрівають, що полег 5 шує розгвинчування полімерно-композиційного тіла штанги і сталевої головки. До клиново-клейового з'єднання також належить винахід по патенту України № 29783, заявл. 25.06.97 р. Опубл. Бюл. № 6; 15.11.2000 р. «Спосіб з'єднання сталевої деталі зі стержнем з армованого волокнами пластика». З'єднання складається із просоченого клеєм розпушеного кінця полімернокомпозиційного стержня, вставленого в гніздо сталевої головки, дно якої виконано у вигляді конусної поверхні, яка збільшує поверхню склеювання разом з розпушеними та просоченими клеєм волокнами. Площа склеювання буде більшою, якщо в отвори, виконані на відторцьованій поверхні дна, входять просочені клеєм розпушені волокна для даного виду з'єднання. Чим більша кількість цих отворів і чим менший їх розмір, тим більша загальна площа їх склеювання. Таке виконання склеювання надійне при дії напружень скручування, що передаються на більшість волокон перерізу стержня, які працюють на зріз. Найбільш близьким за сукупністю ознак до заявленого з'єднання відомий спосіб складання вузла кріплення полімерного стержня (патент України № 35781, заявл. 18.08.1998; Опубл. Бюл. № 3; 16.04.2001), який полягає в тому, що вкладають полімерний стержень в порожнину сталевої головки штанги до упору і здійснюють рівномірне обтискання пуансонами з заданою поверхнею обтискання навколо головки в радіальному напрямку. Поверхня стержня, завдяки цьому, деформується згідно профілю пуансона. Такий спосіб отримання вузла з'єднання забезпечує міцне кріплення полімерного стержня і сталевої головки за рахунок попередньої точної посадки стержня в головку з нульовим натягом, а також завдяки обтисканню в пуансонах із заданим профілем поверхні обтискання, конусні збіги якого сприяють самозаклинюванню стержня, а закруглення на переходах запобігають перерізанню волокон, що попереджає утворення концентрації напруг на поверхні з'єднання. Пресове з'єднання значно простіше виконати технологічно, ніж клинове, але для досягнення максимальної міцності з'єднання та його надійності необхідно обтискати з'єднання з оптимальним зусиллям, в залежності від матеріалів і форми з'єднання. Недоліком є також можливість проникнення в з'єднання нафтової рідини. Різноманітність конструкцій штангових колон виникла із необхідності збільшення ресурсу їх роботи. У вітчизняній промисловості для виготовлення насосних штанг здебільшого використовується сталь. Проте властивості СНШ в останні роки надають їм перевагу перед сталевими. Вони мають меншу в три рази масу, більшу міцність на розрив, високу корозійну стійкість, більший, ніж у сталевих штанг ресурс циклічних навантажень. Застосування СНШ збільшує подачу на одній свердловині до 23 % за рахунок збільшення ходу плунжера насоса. Зниження загальної ваги колони штанг дає економію енергії. Менша маса штангової колони із застосуванням СНШ дозволяє збільшити глибину добутку нафти до 5000 м. Проте, існуючі конструкції з'єднань тіла склопластикової штанги із головкою технологічно склад 50134 6 ні та ненадійні при роботі штангової колони і при дії на неї навантажень стиску, що знижує ресурс її роботи. Зважаючи на вищенаведене і на проблему розробки конструктивно-технологічних рішень отримання надійних з'єднань склопластикового тіла штанги із металевою головкою, задачею корисної моделі є надання з'єднанню такої форми, яка при навантаженні сприяла б бажаному сумісному функціонуванню сталевої головки і склопластикового стержня, щоб забезпечити міцність і надійність з'єднання. Поставлена задача вирішується завдяки тому, що на дні гнізда сталевої головки виконують клини, заповнені адгезійним матеріалом. Всередині склопластикового стержня, вздовж, встановлюють протекторну вставку, вставляють стержень в гніздо сталевої головки і ззовні підсилюють вузол з'єднання бандажом, після чого з'єднання обтискають пуансонами, поверхня яких відповідає формі з'єднання. Система клинів у межах з'єднання стискає тіло штанги, під час дії осьового навантаження, клейовий матеріал при цьому займає місце між клинами і тілом стержня і передає зусилля затиску стиском і зсувом. Кути клина зменшуються, якщо прикладається розтягувальне навантаження. Малі кути розподіляють зусилля затиску по більш довшому інтервалу, зменшуючи ефект руйнування тіла штанги, і як наслідок, зменшується ймовірність обриву. Введення протекторної вставки у з'єднанні запобігає руйнуванню тіла склопластикової штанги внаслідок обтискання. Розклинювання клинів під час роботи штанги також дозволяє уникнути потраплянню нафтової рідини у з'єднання, що збільшує ресурс його роботи. Підсилення поверхні з'єднання бандажом з наступним обтисканням його поверхні пуансоном із поверхнею, що відповідає формі з'єднання, дозволить уникнути виникненню дефектів на поверхні з'єднання внаслідок обтискання. На фіг. 1 зображено з'єднання тіла склопластикового стержня із сталевою головкою з перерізом сталевої головки та із встановленими на дні її гнізда каналами. З'єднання складається із сталевої головки штанги 1, в якій виконано гніздо 2 із встановленим в ньому склопластиковим стержнем трубчастої штанги 3. На дні гнізда 2 виконані клини 4, заповнені адгезійним матеріалом. Всередині, вздовж склопластикового стержня встановлена протекторна вставка 5. Ззовні з'єднання підсилене бандажом 6. Складання вузла з'єднання здійснюють наступним чином. На дні гнізда сталевої головки виконують клини, які заповнюють адгезійним матеріалом. Кути клинів вибирають в залежності від діючих навантажень на колону. Всередину склопластикового стержня вставляють протекторну вставку для збереження цілісності стержня при обтисканні і вкладають стержень в гніздо сталевої головки. По всій поверхні з'єднання намотують захисний бандаж, який обтискають пуансонами, форма поверхні яких збігається з формою з'єднання. 7 Комп’ютерна верстка І.Скворцова 50134 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of body of fiberglass-plastic pump rod to steel head
Автори англійськоюKopei Bohdan Volodymyrovych, Kuzmin Oleksandr Oleksiiovych, Kopei Volodymyr Bohdanovych
Назва патенту російськоюСпособ соединения тела стеклопластиковой насосной штанги со стальной головкой
Автори російськоюКопей Богдан Владимирович, Кузьмин Александр Алексеевич, Копей Владимир Богданович
МПК / Мітки
МПК: E21B 17/00, F16B 11/00
Мітки: сталевою, склопластикової, штанги, спосіб, тіла, з'єднання, головкою, насосної
Код посилання
<a href="https://ua.patents.su/4-50134-sposib-zehdnannya-tila-skloplastikovo-nasosno-shtangi-iz-stalevoyu-golovkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання тіла склопластикової насосної штанги із сталевою головкою</a>
З’єднання головки насосної штанги з склопластиковим тілом
Номер патенту: 50093
Опубліковано: 15.10.2002
Автори: Петрина Юрій Дмитрович, Копей Володимир Богданович, Копей Богдан Володимирович, Стеліга Іван Іванович
МПК: E21B 17/02
Мітки: штанги, головки, з'єднання, склопластиковим, насосної, тілом
Формула / Реферат:
З'єднання головки насосної штанги з склопластиковим тілом, що включає склопластикове тіло, кінець якого зафіксований в стальній головці за допомогою клею і конусних поверхонь, яке відрізняється тим, що кінець склопластикового тіла зафіксований розтисненням в стальній головці конічним кінцем гвинта, який вгвинчений в гайку, запресовану в корпусі головки, у напрямку конусних виточок в отворі головки за допомогою попередньо позбавлених...
Спосіб з’єднання сталевої головки з полімерно-композиційним тілом насосної штанги
Номер патенту: 82689
Опубліковано: 12.05.2008
Автори: Копей Володимир Богданович, Копей Богдан Володимирович, Зінченко Юрій Станіславович
МПК: E21B 17/02
Мітки: полімерно-композиційним, спосіб, штанги, насосної, головки, сталевої, тілом, з'єднання
Формула / Реферат:
Спосіб з'єднання сталевої головки з полімерно-композиційним тілом насосної штанги, що включає заповнення простору між контактуючими поверхнями клейовою речовиною для забезпечення нерухомого зчеплення, який відрізняється тим, що кінець тіла полімерно-композиційної штанги виконують ступінчастим шляхом формування циліндрами трьох діаметрів, в сталевій головці виконують відповідний ступінчастий циліндричний отвір, при цьому на останньому ступені...
З’єднання стальної головки з полімерно-композиційним тілом насосної штанги
Номер патенту: 50094
Опубліковано: 15.10.2002
Автори: Стеліга Іван Іванович, Копей Володимир Богданович, Копей Богдан Володимирович, Крижанівський Євстахій Іванович
МПК: E21B 17/02
Мітки: полімерно-композиційним, тілом, штанги, з'єднання, головки, стальної, насосної
Формула / Реферат:
З'єднання стальної головки з полімерно-композиційним тілом насосної штанги, що містить полімерно-композиційне тіло насосної штанги, кінець якого зафіксований за допомогою різі в циліндричному гнізді стальної головки, яке відрізняється тим, що в стальній головці і на полімерно-композиційному тілі насосної штанги виконана несиметрична різева поверхня круглого профілю для встановлення стального витка, який виконує роль з'єднувального елемента...
Спосіб з’єднання стальної головки з полімерно-композиційним тілом глибинонасосної штанги
Номер патенту: 35751
Опубліковано: 16.04.2001
Автори: Копей Ігор Богданович, Копей Богдан Володимирович, Копей Володимир Богданович
МПК: F16B 11/00, E21B 17/00
Мітки: тілом, штанги, стальної, з'єднання, головки, полімерно-композиційним, глибинонасосної, спосіб
Формула / Реферат:
Спосіб з'єднання стальної головки з полімерно-композиційним тілом глибинонасосної штанги, який полягає у фіксуванні за допомогою клею кінця полімерно-композиційного тіла штанги в циліндричному гнізді стальної головки, який відрізняється тим, що на кінці полімерно-композиційного тіла і на внутрішній циліндричній поверхні стальної головки виконують асиметричну трикутну різьбу з великим кроком таким чином, щоб профільна сторона різьби зі...
Спосіб з’єднання сталевої деталі зі стержнем з армованого волокнами пластика

Номер патенту: 29783
Опубліковано: 15.11.2000
Автори: Гуменюк Сергій Богданович, Копей Богдан Володимирович, Кіндрачук Сергій Мирославович
МПК: F16B 11/00
Мітки: волокнами, стержнем, армованого, пластика, сталевої, спосіб, деталі, з'єднання
Формула / Реферат:
1. Спосіб з'єднання сталевої деталі зі стержнем з армованого волокнами пластика, згідно з яким стержень вставляють у сталеву деталь, на внутрішній поверхні якої виконують виступи для центрування стержня та кільцеві проточки, і утворений між ними зазор заповнюють клеєм, який відрізняється тим, що на дні гнізда сталевої деталі виконують конусну поверхню, до котрої приклеюють кінець стержня, який виконують з розпушеними, просоченими клеєм,...
Попередній патент: Спосіб зниження променевих навантажень на організм
Наступний патент: Скребок для насосних штанг
Випадковий патент: Спосіб лікування хворих на хронічну критичну ішемію верхніх і нижніх кінцівок