Спосіб утворення дифузійного багатокомпонентного покриття на металорізальному інструменті
Номер патенту: 5096
Опубліковано: 15.02.2005
Автори: Пестунов Володимир Михайлович, Возний Вячеслав Вікторович, Стеценко Олексій Сергійович
Формула / Реферат
Спосіб утворення дифузійного багатокомпонентного покриття на металорізальному інструменті, при якому на його робочу частину наносять карбідоутворюючі елементи: хром, титан, ванадій, марганець із порошкової суміші при співвідношенні компонентів, мас. %:
оксид алюмінію
49¸50
порошок алюмінію
14¸15
оксид хрому
11¸12
оксид марганцю
75¸76
оксид титану
11¸12,
і як активатор додають
хлористий амоній
2,5¸2,6
фтористий алюміній
0,8¸1,2,
який відрізняється тим, що для утворення суцільного карбідного шару, легованого кремнієм, і формування зносо- і жаростійкого, безпористого покриття в поверхневий шар додатково вводять кремній через плавкий затвор, в складі якого є оксид кремнію - SiO2, кількість введеного оксиду кремнію залежить від часу витримки контейнера з упакованими в порошкову суміш різальними пластинками в термічній печі при температурі 1100-1200°, а оптимальний термін витримки становить 6-6,5 годин.
Текст
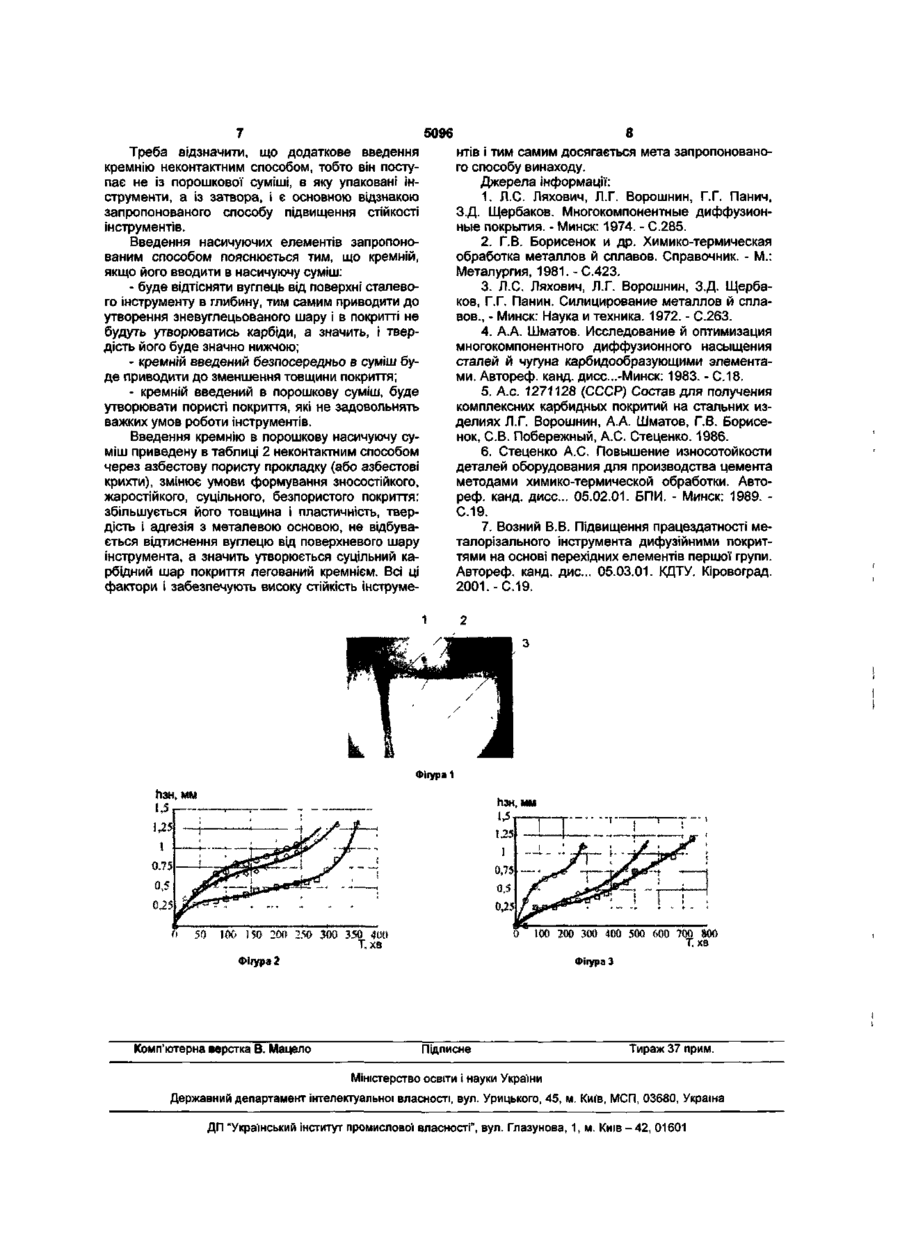
Спосіб утворення дифузійного багатокомпонентного покриття на металорізальному інструменті, при якому на його робочу частину наносять карбідоутворюючі елементи: хром, титан, ванадій, марганець із порошкової суміші при співвідношенні компонентів, мас.:% оксид алюмінію 49^-50 порошок алюмінію 14-4-15 оксид хрому 11-И2 оксид марганцю 75V76 оксид титану 11-И2, і як активатор додають хлористий амоній 2,5^-2,6 фтористий алюміній 0,8-И ,2, який відрізняється тим, що для утворення суцільного карбідного шару, легованого кремнієм, і формування зносо- і жаростійкого, безпористого покриття в поверхневий шар додатково вводять кремній через плавкий затвор, в складі якого є оксид кремнію - SiC»2, кількість введеного оксиду кремнію залежить від часу витримки контейнера з упакованими в порошкову суміш різальними пластинками в термічній печі при температурі 11001200°, а оптимальний термін витримки становить 6-6,5 годин. Корисна модель відноситься до машинобудівного виробництва і зокрема до хіміко-термічної обробки (ХТО) металорізальних інструментів. Відомі способи нанесення трьохкомпонентних дифузійних покриттів із різних порошкових сумішей і різними методами [І]. Кожний з них має свої переваги і недоліки. Покриття утворені з порошків чистих металів або розплавів насичуючих елементів мають велику собівартість і необхідність використання складного устаткування. Також відомі одно - і двокомпонентні покриття з використанням карбідоутворюючих елементів [2], але кожний елемент окремо не задовольняє вимогам тяжких умов роботи металорізальних інструментів. Так під час хромування легованих інструментальних сталей 9ХС, Р6М5 не завжди стабільно утворюється суцільний карбідний шар [2]. При нанесенні титанового покриття на інструментальні сталі утворюється тонкий шар на якому при термічній обробці і при нагріванні інструмента в процесі роботи можуть утворюватись тріщини. Крім того карбіди титану мають низьку окалиностійкість [2]. Такі заходи, в значній мірі, змінюють властивості поверхневих шарів інструментальних сталей і забезпечують комплекс необхідних характеристик властивих кожному із насичуючих елементів окремо. Інструментальні сталі з ванадієвим покриттям мають високу зносостійкість завдяки утворенню в шарі карбідів ванадію -VC, але адгезія цього шару з основою не стійка [2]. Якщо для підвищення стійкості інструментів використовують силіціювання, то, дійсно утворюється зносостійке і жорстке покриття, але недоліком його є значна пористість і зміна розмірів інструментів [3]. Аналогами до запропонованого способу є: - трьохкомпонентні карбідні покриття Cr-Ti-V, Cr-Ti-Mn [4], - комплексні карбідні покриття на сталевих виробах [5], - багатокомпонентні карбідні покриття системи Cr-Ti-V-Mn [6]. Перші з них на етапі У8 мають невелику товщину - 28-35мкм, а на легованих сталях ще меншу о о ю 5096 [4]. Покриття Cr-Ti-V, Cr-Ti-Mn мають високу твердість - 25-29ГПа і складаються із карбідів ТіС, СгзС, але незначна товщина і крихкість шару, циклічна зміна навантажень і температур і необхідність переточування інструментів свідчать про неможливість їх використання для підвищення стійкості інструментів. Карбідні покриття Cr-Ti-V, Сг-Ті-Мо, Сг-Ті-Мп 4 запропоновані у авторському свідоцтві [5] мають кращі властивості ніж попередні і є найбільш близькими аналогами із відомих способів зміцнення металевих виробів. Вищезазначені покриття утворюються порошковим способом в металевих контейнерах із оксидів насичуючих елементів у співвідношеннях приведених в таблиці 1. Таблиця 1 Вміст компонентів у суміші насичення Компоненти порошкової суміші Оксид алюмінію (АЬОз) Оксид титану (ТіОз) Оксид хрому (СгзОз) Оксид молібдену (МоО2) Оксид марганцю (МпОг) Оксид ванадію (V2O5) Алюміній (порошок) Хлористий амоній (NhUCI) Недоліками вище приведених покриттів є їхня невелика товщина (25-35мкм.). Для ріжучих інструментів вони не придатні із-за крихкості карбідного шару і неможливості переточування інструментів. Крім цього, властивості і технологія формування вищезазначених покриттів не вивчалися на легованих інструментальних сталях. Задачею запропонованої корисної моделі є підвищення механічних властивостей карбідних Cr-Ti-V 49.5 6.5 21.5 — 6.5 14.5 1.5 Склад покриття мас. % Сг-Ті-Мо Сг-Ті-Мп 48.0 51.0 8.5 4.5 17.0 26.0 — 8.5 4.5 14.0 15.0 1.0 1.0 покриттів на інструментальних сталях 9ХС, Р6М5, збільшення товщини і красностійкості зміцненого шару. Поставлена задача досягається використанням чотирьохкомпонентних карбідних покриттів системи Cr-Ti-V-Mn з переважним вмістом марганцю і додатковим введенням в реакційне середовище неконтактним способом оксиду кремнію (SiO2). Таблиця 2 Склад використовуваних сумішей Покриття Склад З переважним вміс- 96,45%[50%АІ2Оз+15%АІ+35%(76%МпО2+12%Сг2Оз+11,5%TiO2)]+2,6%NH4CI+0,95%AIF3 том Мп Примітка:При використанні запропонованого способу підвищення стійкості інструментів, із плавкого затвора в покриття надходить кремній, кількість якого в шарі залежить від тривалості і температури насичення. Якщо процес утворення покриття відбувається при температурі 1100° на протязі 4-6 годин, то в нього дифундує 8-12% кремнію. Після приготування насичуючої суміші у відповідності з приведеними складовими їх відновлювали при t=950°C, після чого ріжучі частини інструментів, виготовлених із легованих сталей 9ХС і Р6М5, запаковували в герметичний сталевий контейнер разом із сумішшю. Щоб під час хімікотермічного процесу в контейнер поступав атомарний кремній із плавкого затвора, для цього між порошковою сумішшю і затвором, що складається із кварцового піску і силікатної глиби, встановлю вали азбестовий лист товщиною 5 мм, з отворами діаметром 2-Змм. Процес насичення поверхні інструментів елементами, які входять в суміш і кремнієм із затвора, виконується у термічній печі при t=1100-1200°C протягом 6-6.5 годин. Після закінчення процесу контейнер швидко розпаковували, а різальні частини інструментів загартовували в мастилі. Фізикомеханічні властивості інструментів з покриттями приведені в таблиці 3. 5096 Таблиця З Характеристика покриття Мікротвердість покриття на сталі, ГПА 9ХС Р6М5 Тип покриття Cr-Ti-V-Mn з переважним вмістом Mn+Si 20-22 20-24 Товщина покриття на сталі, мкм 9ХС Р6М5 9ХС 100-120 90-120 Властивість і структурні характеристики багатокомпонентного покриття системи Cr-Ti-V-Mn з переважним вмістом марганцю без додаткового введення кремнію детально досліджувались і описані в роботі [6] для деталей виготовлених із низько- і середньовуглецевих сталей, які працюють в абразивному середовищі при циклічній зміні температур від 300 до 900°С. В таких умовах вони показали високі результати жаро- і зносостійкості (коефіцієнт зносостійкості на різних сталях коливається від 7 до 23) при товщині покриття від 50 до 70мкм., мікротвердість в межах від 18 до 24ГПа. Умови роботи інструментів, наприклад, токарних різців, свердел, фрез, відзначаються великим питомим тиском і високою температурою на локальних дільницях ріжучої частини. На них не спостерігаються зональні перепади мікротвердості, які можуть привести до утворення мікротріщин і відшарування окремих дільниць покриття. Додаткове введення в реакційне середовище кремнію сприяє формуванню на інструментальних легованих сталях 9ХС і Р6М5 дифузійних шарів, які в своєму складі мають карбіди Сг2зС6, ТіС, V2C, МпзС леговані кремнієм і а - фазу яка складається із FeaSi. Таке співвідношення структурних складових сприяє пластичності і кращій адгезії карбідного шару, більшій жаростійкості покриття і зменшення вірогідності утворення тріщин, підвищенню зносостійкості і рівномірної високої мікротвердості по всій поверхні. Крім цього, покриття Cr-Ti-V-Mn з додатковим введенням кремнію, мають термозахисні властивості на різальних частинах інструментів. В зв'язку з цим розбіг температур в зоні різання зменшується частка тепла, що відводиться стружкою зростає і, як наслідок, зменшується інтенсивність наростоутворення на ріжучій частині інструменту [7]. Крім цього радіус округлення різальної кромки, одержаної при заточуванні інструменту, після нанесення покриття та термічної обробки, знаходиться в межах від 15 до 50мкм., і не зменшується в процесі роботи завдяки утворення наросту (Фіг.1). На ріжучому клині різця з пластинкою Р6М5 з Адгезія покриття, % Р6М5 96 98 покриттям Cr-Ti-V-Mn з переважним вмістом марганцю і додатковим введенням кремнію, утворюється наріст, який захищає різальний клин від зношування. На Фіг.1 зображено ріжучу частину інструмента із сталі 45, який працював на протязі 740хв: 1-наріст, 2-покриття, 3-різальний клин. Встановлено, що інструменти з нанесеним покриттям, мають меншу величину фаски зносу, а тривалість роботи, тобто стійкість інструменту з покриттями, збільшується в 1,5-2,5 рази в порівнянні з інструментами із сталей 9ХС і Р6М5 без покриття відповідно (Фіг.2, Фіг.З) Величина спрацьовування задньої допоміжної поверхні різців в залежності від часу роботи інструментів на режимах S=0,1MM/O6, а=6град., V=0,35м/с для сталі 9ХС і V=1M/C ДЛЯ сталі Р6М5 приведені для різців із сталі 9ХС на Фіг.2, для різців із сталі Р6М5 на Фіг.З. Результати випробувань свідчать, що найбільшу зносостійкість мають різці із покриттям Cr-TiV-Mn з переважним вмістом марганцю і додатковимвведенням кремнію, а найменша зносостійкість у різців без покриття. Проміжне значення зносостійкості на Фіг.2 і 3 мають інструменти з цим же покриттям, але без надходження кремнію. Мікроренгеноспектральний та растровоелектронний аналізи утвореного багатокомпонентного покриття на інструментальних сталях 9ХС та Р6М5, виявили наявність суцільних карбідних шарів рівномірної товщини від 90 до 120мкм. Вони складаються із карбідів насичуючих елементів СггзСб, СГ7С3, ТіС, VC, МпзС легованих кремнієм а також а - твердого розчину. Зміна умов насичення не вносить якісних змін в склад покриттів, але суттєво змінює товщину шару і кількісне співвідношення в ньому карбідних фаз, а це, в свою чергу, впливає на їхню зносостійкість. В процесі ХТО відбувається як нашаровування карбідів металів на поверхню сталі (до 15%), так і дифузія елементів в металеву основу із зміною концентрації елементів по товщині покриття (таблиця 4) атомних %. Таблиця 4 Вміст легуючих елементів в утвореному покритті Тип покриття Cr-Ti-V-Mn з переважним вмістом Mn+Si Сг Ті 6.11 0.20 На сталі 9ХС V Мп 18.51 0.20 На сталі Р6М5 Мп V Si Сг Ті 3.26 6.29 0.30 14.50 3.82 Si 2.54 5096 8 нтів і тим самим досягається мета запропонованого способу винаходу. Джерела інформації: 1. Л.С. Ляхович, Л.Г. Ворошнин, Г.Г. Панич, З.Д. Щербаков. Многокомпонентные диффузионные покрытия. - Минск: 1974. - С.285. 2. Г.В. Борисенок и др. Химико-термическая обработка металлов й сплавов. Справочник. - М.: Металургия, 1981. - С.423. 3. Л.С. Ляхович, Л.Г. Ворошнин, З.Д. Щербаков, Г.Г. Панин. Силицирование металлов й сплавов., - Минск: Наука и техника. 1972. - С.263. 4. А.А. Шматов. Исследование й оптимизация многокомпонентного диффузионного насыщения сталей й чугуна карбидообразующими элементами. Автореф. канд. дисс...-Минск: 1983. - С.18. 5. А.с. 1271128 (СССР) Состав для получения комплексних карбидных покритий на стальних изделиях Л.Г. Ворошнин, А.А. Шматов, Г.В. Борисенок, С В . Побережный, А.С. Стеценко. 1986. 6. Стеценко А.С. Повышение износотойкости деталей оборудования для производства цемента методами химико-термической обработки. Автореф. канд. дисс... 05.02.01. БПИ. - Минск: 1989. С.19. 7. Возний В.В. Підвищення працездатності металорізального інструмента дифузійними покриттями на основі перехідних елементів першої групи. Автореф. канд. дис... 05.03.01. КДТУ. Кіровоград. 2001.-С.19. Треба відзначити, що додаткове введення кремнію неконтактним способом, тобто він поступає не із порошкової суміші, в яку упаковані інструменти, а із затвора, і є основною відзнакою запропонованого способу підвищення стійкості інструментів. Введення насичуючих елементів запропонованим способом пояснюється тим, що кремній, якщо його вводити в насичуючу суміш: - буде відтісняти вуглець від поверхні сталевого інструменту в глибину, тим самим приводити до утворення зневуглецьованого шару і в покритті не будуть утворюватись карбіди, а значить, і твердість його буде значно нижчою; - кремній введений безпосередньо в суміш буде приводити до зменшення товщини покриття; - кремній введений в порошкову суміш, буде утворювати пористі покриття, які не задовольнять важких умов роботи інструментів. Введення кремнію в порошкову насичуючу суміш приведену в таблиці 2 неконтактним способом через азбестову пористу прокладку (або азбестові крихти), змінює умови формування зносостійкого, жаростійкого, суцільного, безпористого покриття: збільшується його товщина і пластичність, твердість і адгезія з металевою основою, не відбувається відтиснення вуглецю від поверхневого шару інструмента, а значить утворюється суцільний карбідний шар покриття легований кремнієм. Всі ці фактори і забезпечують високу стійкість інструме1 Фігура 1 Изн.мм 0 350 400 Т.хв 100 200 300 400 500 600 700 $00 Т, хе Фігура 2 Комп'ютерна верстка В. Мацело Фігура З Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for formation of diffusion multicomponent coating on metal-cutting tool
Автори англійськоюStetsenko Oleksii Serhiiovych, Pestunov Volodymyr Mykhailovych
Назва патенту російськоюСпособ образования диффузионного многокомпонентного покрытия на металлорежущем инструменте
Автори російськоюСтеценко Алексей Сергеевич, Пестунов Владимир Михайлович
МПК / Мітки
МПК: C23C 8/00
Мітки: металорізальному, покриття, дифузійного, утворення, багатокомпонентного, спосіб, інструменти
Код посилання
<a href="https://ua.patents.su/4-5096-sposib-utvorennya-difuzijjnogo-bagatokomponentnogo-pokrittya-na-metalorizalnomu-instrumenti.html" target="_blank" rel="follow" title="База патентів України">Спосіб утворення дифузійного багатокомпонентного покриття на металорізальному інструменті</a>
Спосіб нанесення багатокомпонентного покриття евтектичного типу на основі хрому
Номер патенту: 53838
Опубліковано: 17.02.2003
Автори: Стеценко Олексій Сергійович, Стратієнко Ярослав Сергійович, Пєстунов Володимир Михайлович
МПК: C23C 8/00
Мітки: нанесення, основі, хрому, багатокомпонентного, спосіб, покриття, типу, евтектичного
Формула / Реферат:
Спосіб нанесення багатокомпонентного покриття евтектичного типу на основі хрому, при якому суміш з порошків нікелю, деревного вугілля і хлористого амонію у певних співвідношеннях змішують з клеючою речовиною до консистентного стану, наносять на сталеві вироби шаром товщиною 3-5 мм, а після висушування вироби з обмазкою запаковують в контейнери з хромувальною сумішшю і проводять хіміко-термічну обробку при температурі...
Спосіб отримання захисного залізо-титанового дифузійного покриття на титановій основі
Номер патенту: 43942
Опубліковано: 15.01.2002
Автор: Федорак Руслан Миколайович
МПК: C23C 8/00
Мітки: покриття, отримання, захисного, основі, дифузійного, спосіб, титановій, залізо-титанового
Формула / Реферат:
Спосіб отримання захисного залізо-титанового дифузійного покриття на титановій основі, що передбачає дифузійне насичення титану залізом газофазним методом, який відрізняється тим, що газофазне дифузійне насичення проводять в режимі термоциклічної обробки навколо температури поліморфного перетворення титану 882°С сумішшю із заліза, оксиду заліза, оксиду титану і хлористого амонію при такому співвідношенні компонентів, мас.%: залізо ПЖІМЗ -...
Спосіб отримання захисного карбід-титанового дифузійного покриття на титані
Номер патенту: 44212
Опубліковано: 15.01.2002
Автор: Федорак Руслан Миколайович
МПК: C23C 8/00
Мітки: отримання, титані, спосіб, карбід-титанового, покриття, захисного, дифузійного
Формула / Реферат:
Спосіб отримання захисного карбід-титанового дифузійного покриття на титані, що передбачає насичення титану порошковим методом, який відрізняється тим, що дифузійне насичення проводять в режимі термоциклічної обробки в інтервалі температур 850-950°С, який охоплює температуру поліморфного перетворення титану.
Деталь з керамічним покриттям (варіанти), спосіб утворення керамічного покриття та пристрій для його здійснення
Номер патенту: 63933
Опубліковано: 16.02.2004
Автор: Мелоні Майкл Дж.
МПК: F01D 5/28, F02C 7/00, C23C 14/34, C23C 14/24, C23C 14/08, C23C 28/00, C23C 14/30
Мітки: здійснення, пристрій, керамічним, утворення, покриттям, спосіб, варіанти, покриття, керамічного, деталь
Формула / Реферат:
1. Деталь з керамічним покриттям, що містить субстрат із суперсплаву, шар зчеплення із оксиду алюмінію на поверхні субстрату та шар матеріалу, який утворює керамічне термобар'єрне покриття на шарі оксиду алюмінію, яка відрізняється тим, що матеріал термобар'єрного покриття містить твердий розчин принаймні двох керамічних матеріалів.2. Деталь за п. 1, яка відрізняється тим, що матеріал термобар'єрного покриття містить оксид ітрію,...
Спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить в своєму складі вольфрам або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку
Номер патенту: 56319
Опубліковано: 15.05.2003
Автори: ЯКОВЧУК Костянтин Ювеналієвич, Мовчан Борис Олексійович
МПК: C23C 14/16, C23C 14/14, C23C 14/28
Мітки: осадження, своєму, складі, вольфрам, багатокомпонентного, покриття, вакуумного, реній, містить, тантал, сплаву, спосіб, жароміцного, підкладку
Формула / Реферат:
1. Спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку, який включає розміщення у встановленому у вакуумній камері одному охолоджуваному тиглі тугоплавкого металу або сплаву тугоплавких металів, розміщення в зазначеній вакуумній камері в подавальному пристрої багатокомпонентного жароміцного сплаву, що...
Попередній патент: Багатоопераційний верстат
Наступний патент: Спосіб лікування фіброміоми матки
Випадковий патент: Спосіб одержання металу з дрібних і пилоподібних матеріалів у розплаві