Спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить в своєму складі вольфрам або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку
Номер патенту: 56319
Опубліковано: 15.05.2003
Автори: ЯКОВЧУК Костянтин Ювеналієвич, Мовчан Борис Олексійович
Формула / Реферат
1. Спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку, який включає розміщення у встановленому у вакуумній камері одному охолоджуваному тиглі тугоплавкого металу або сплаву тугоплавких металів, розміщення в зазначеній вакуумній камері в подавальному пристрої багатокомпонентного жароміцного сплаву, що осаджується на підкладку, створення в охолоджуваному тиглі на поверхні тугоплавкого металу або сплаву тугоплавких металів рідкої ванни шляхом електронно-променевого нагрівання, подачу згаданого багатокомпонентного жароміцного сплаву з подавального пристрою на поверхню рідкої ванни і випаровування поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу або сплаву тугоплавких металів з поверхні рідкої ванни з наступним осадженням пари, яка утворюється, на підкладку, який відрізняється тим, що в охолоджуваному тиглі розміщують тугоплавкий метал вольфрам або сплав тугоплавких металів вольфрам-тантал, або сплав тугоплавких металів вольфрам-тантал-реній, співвідношення компонентів у якому відповідає розрахунковому співвідношенню цих компонентів у багатокомпонентному жароміцному сплаві, який осаджують за допомогою його дискретної подачі окремими порціями у вигляді шматочків або гранул на поверхню ванни з наступним спільним випаровуванням поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу або сплаву вищезгаданих тугоплавких металів з поверхні рідкої ванни.
2. Спосіб за п. 1, який відрізняється тим, що потужність електронного променя, затрачувану на випаровування поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу вольфраму або сплаву тугоплавких металів вольфрам-тантал, або сплаву тугоплавких металів вольфрам-тантал-реній, з поверхні рідкої ванни, змінюють періодично з частотою, яка дорівнює частоті подачі окремих порцій багатокомпонентного жароміцного сплаву на поверхню рідкої ванни.
3. Спосіб за п. 1, який відрізняється тим, що як багатокомпонентний жароміцний сплав, що осаджується на підкладку, використовують багатокомпонентний сплав на основі нікелю, що містить хром, титан, молібден, вольфрам, тантал, реній, алюміній, кобальт, гафній, ніобій, цирконій, бор, вуглець, причому зазначені компоненти узяті в наступному співвідношенні компонентів (мас. %):
хром
2 - 30,
титан
0,1 - 6,
молібден
0,5 - 20,
вольфрам
0,1 - 20,
тантал
0,1 - 15,
реній
0,1 - 10,
алюміній
0,1 - 8,
кобальт
0,5 - 22,
гафній
0,01 - 2,
ніобій
0,1 - 6,
цирконій
0,01 - 3,
бор
0,001 - 0,1,
вуглець
0,01 - 0,3,
нікель
решта.
4. Спосіб за п. 1, який відрізняється тим, що як багатокомпонентний жароміцний сплав, що осаджується на підкладку, використовують багатокомпонентний сплав на основі кобальту, що містить хром, титан, вольфрам, тантал, реній, алюміній, нікель, залізо, цирконій, причому зазначені компоненти узяті в наступному співвідношенні компонентів (мас. %):
хром
3 - 35,
титан
0,1 - 4,
вольфрам
0,1 - 30,
тантал
0,1 - 15,
реній
0,1 - 10,
алюміній
0,1 - 8,
нікель
1 - 40,
залізо
0,1 - 9,
цирконій
0,01 - 3,
кобальт
решта.
Текст
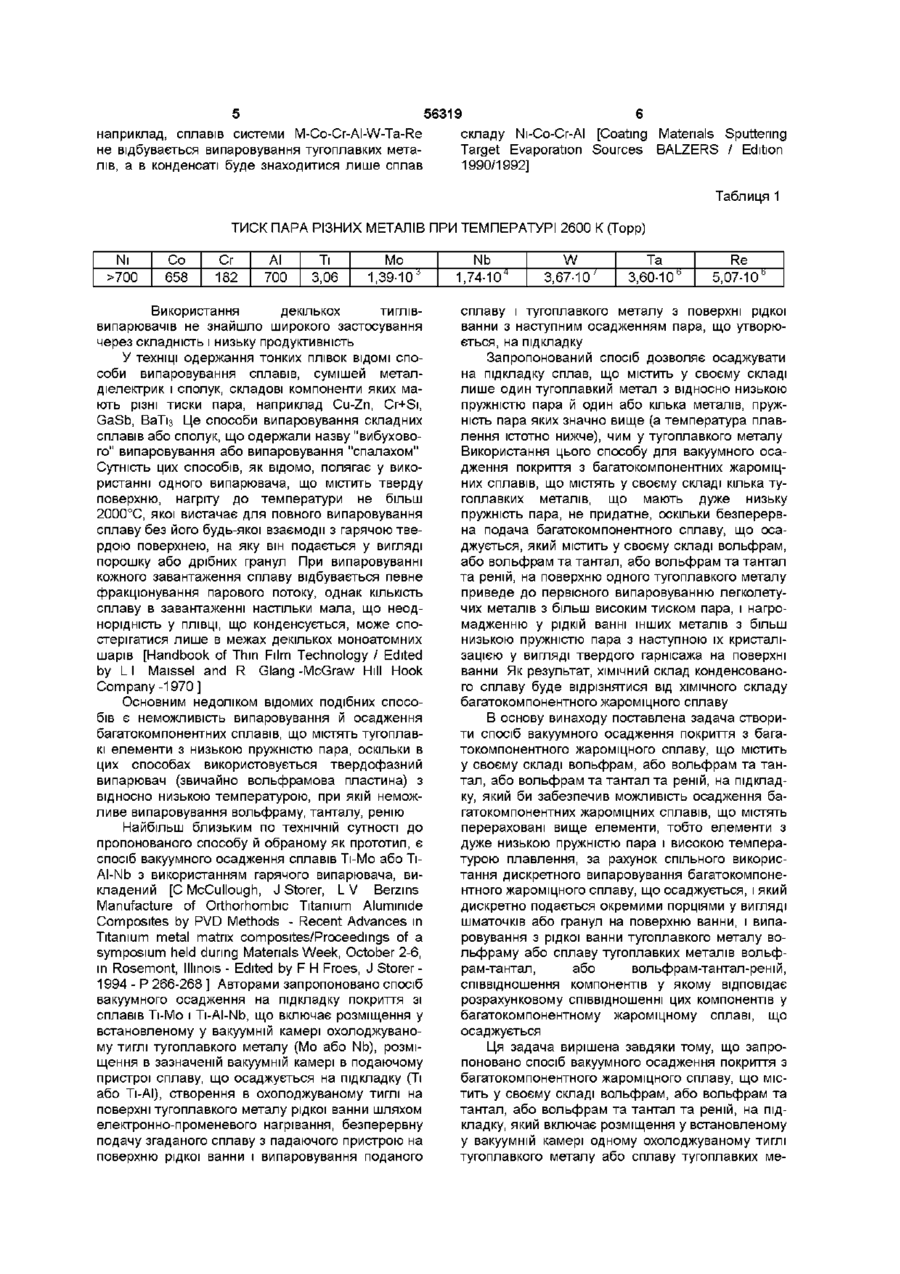
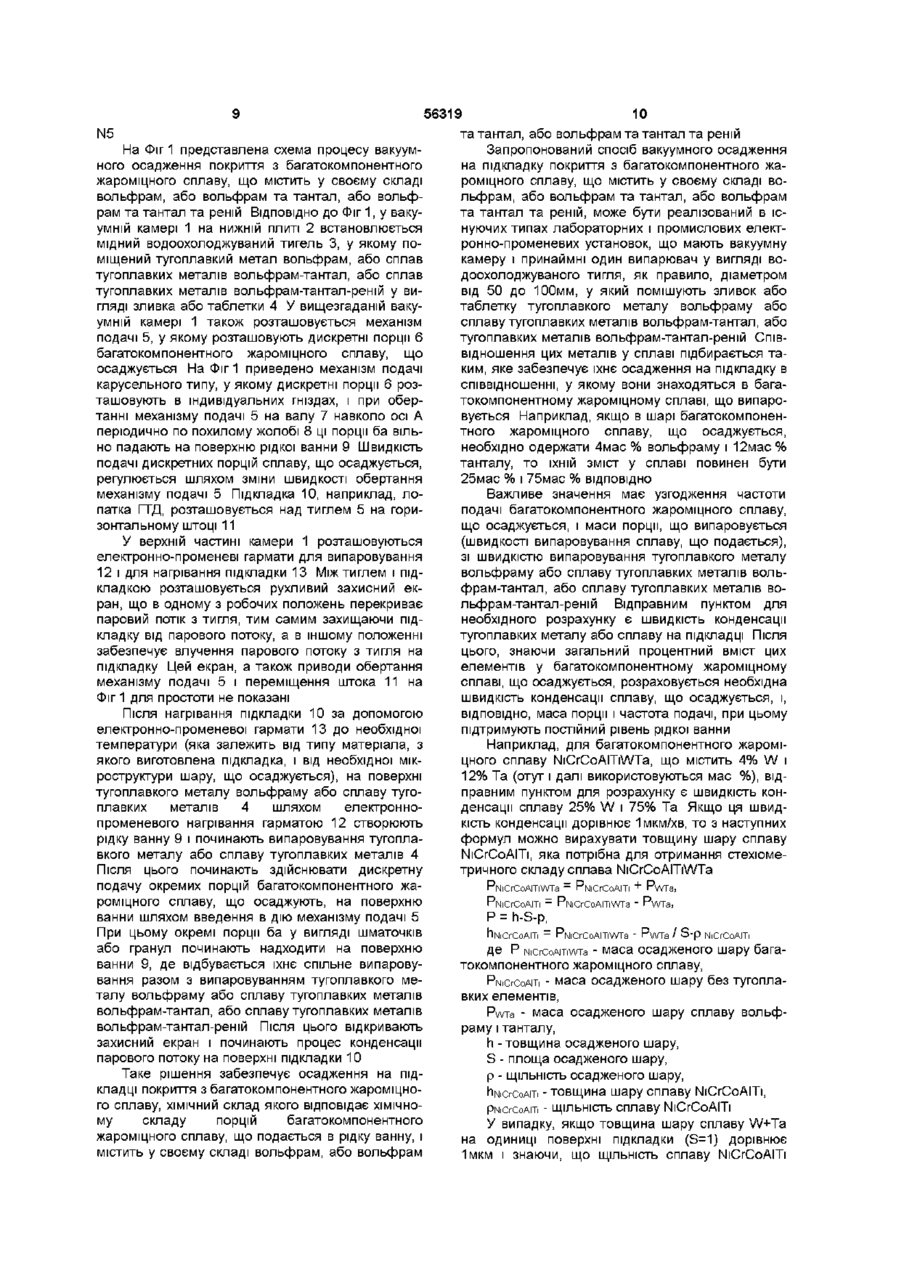
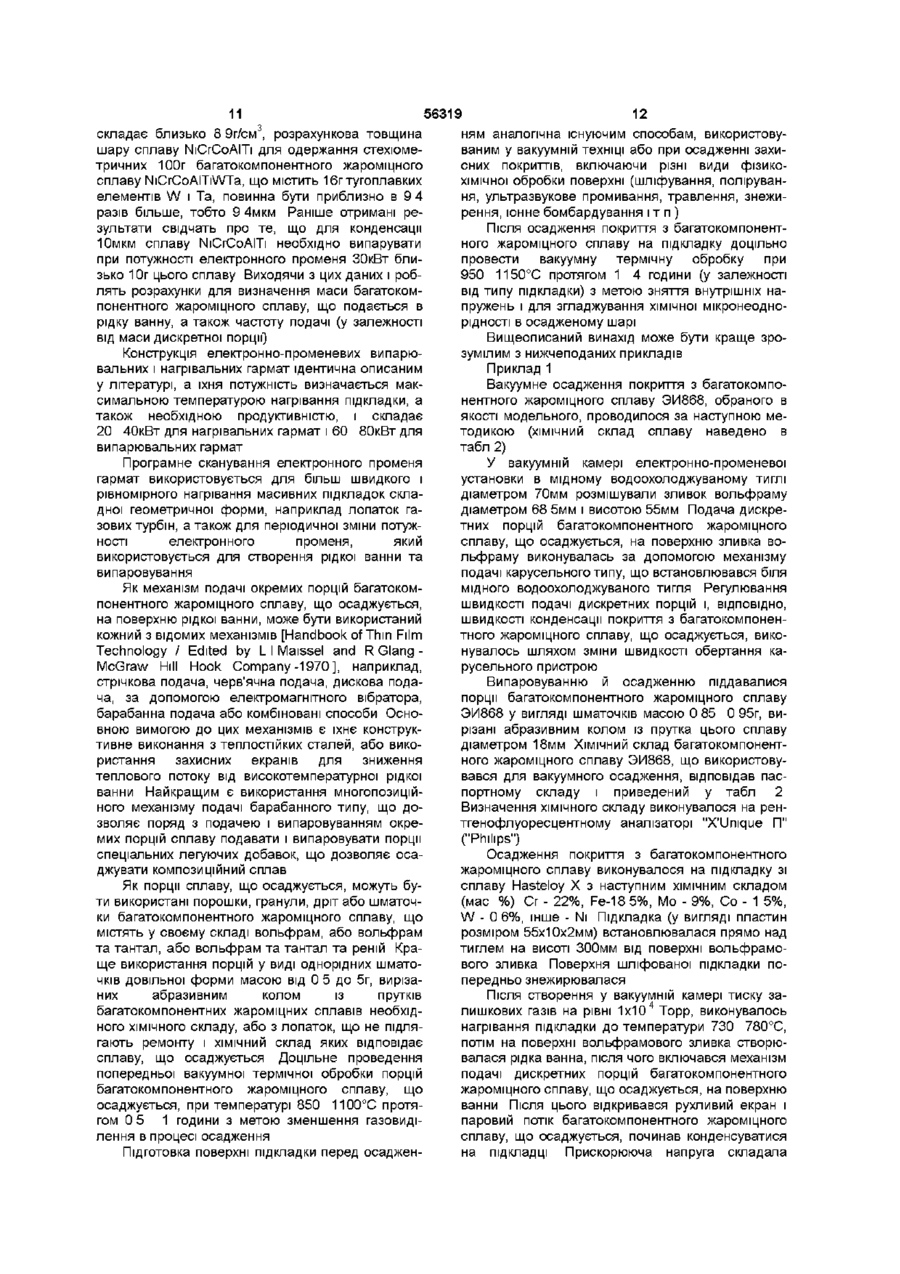
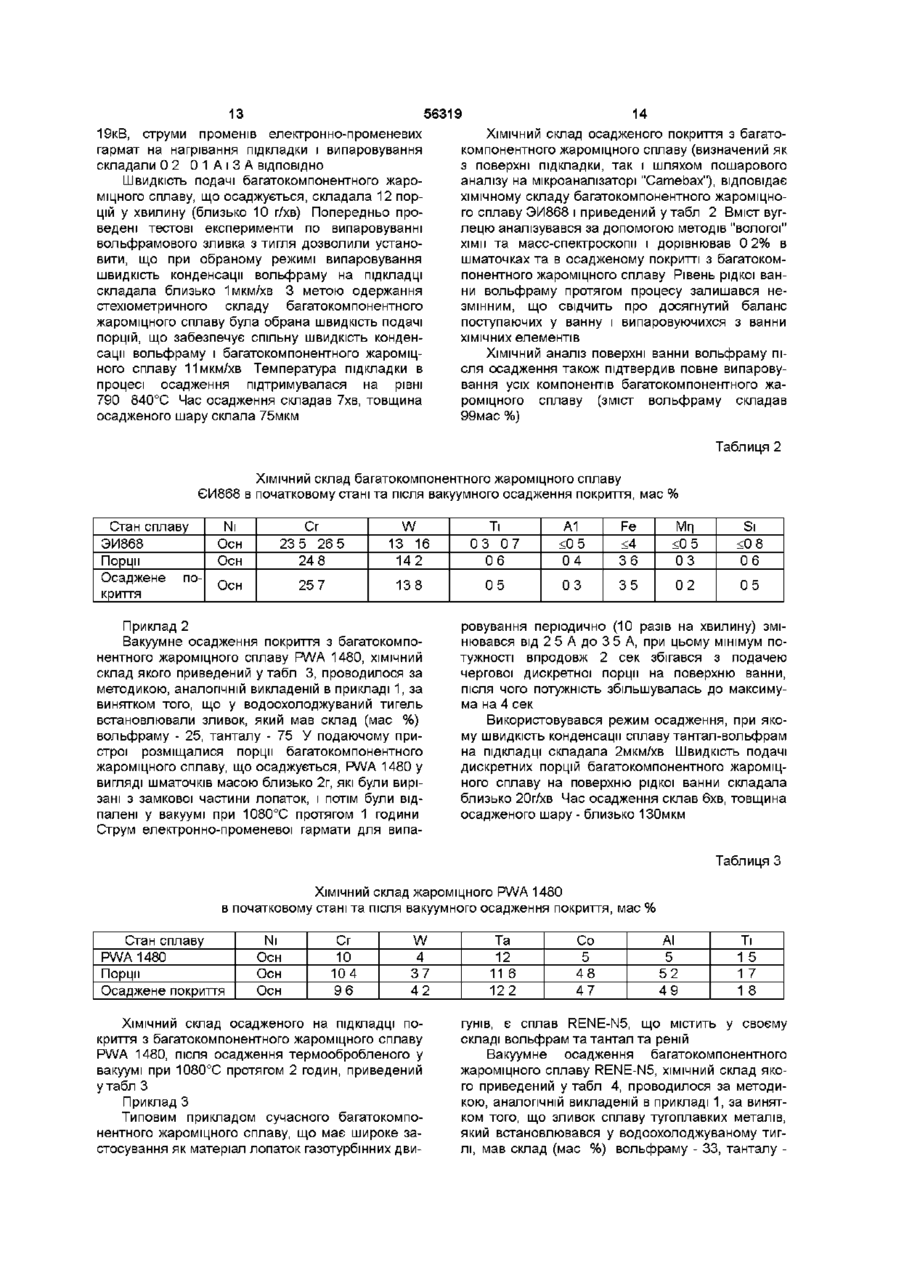
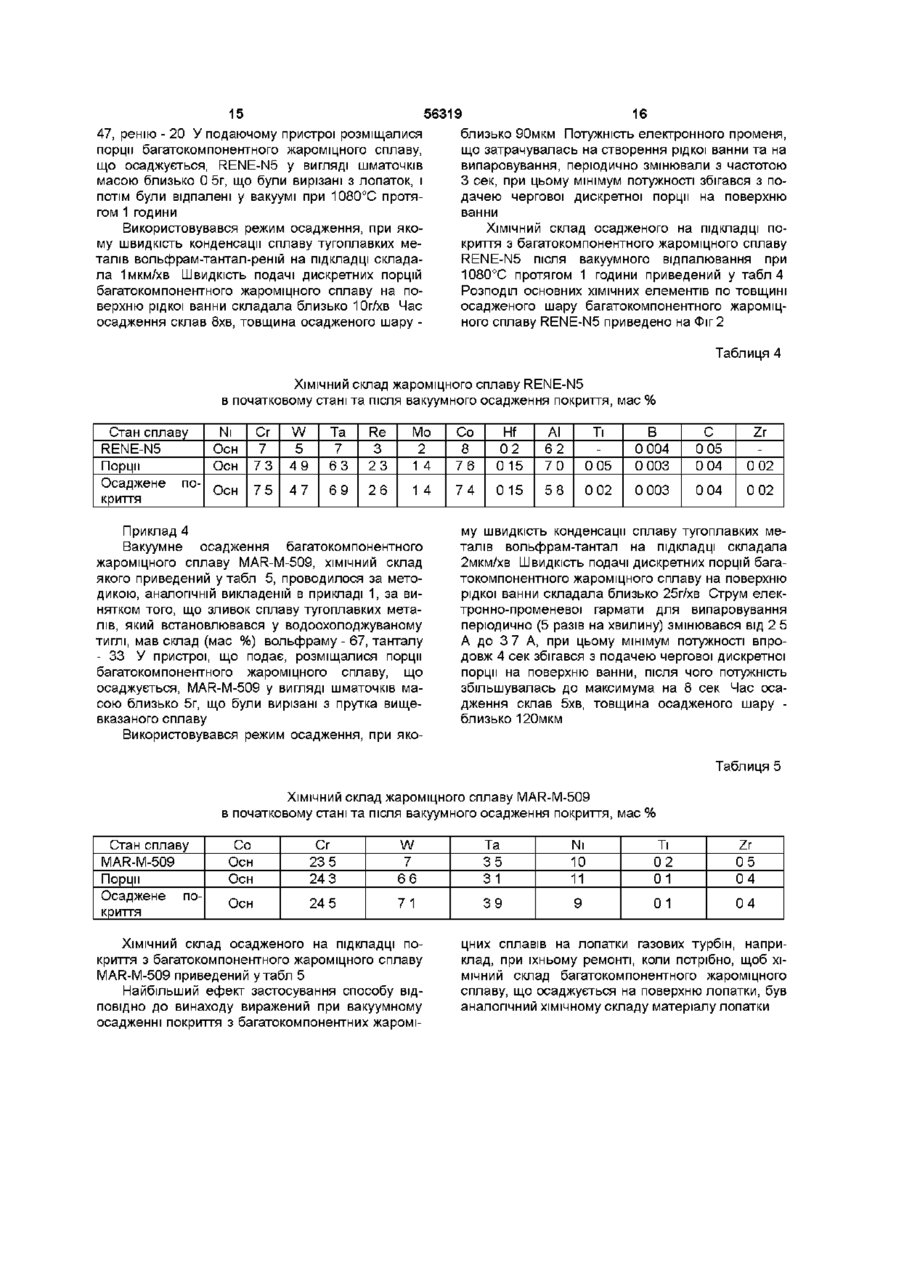
1 Спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку, який включає розміщення у встановленому у вакуумній камері одному охолоджуваному тиглі тугоплавкого металу або сплаву тугоплавких металів, розміщення в зазначеній вакуумній камері в подавальному пристрої багатокомпонентного жароміцного сплаву, що осаджується на підкладку, створення в охолоджуваному тиглі на поверхні тугоплавкого металу або сплаву тугоплавких металів рідкої ванни шляхом електроннопроменевого нагрівання, подачу згаданого багатокомпонентного жароміцного сплаву з подавального пристрою на поверхню рідкої ванни і випаровування поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу або сплаву тугоплавких металів з поверхні рідкої ванни з наступним осадженням пари, яка утворюється, на підкладку, який відрізняється тим, що в охолоджуваному тиглі розміщують тугоплавкий метал вольфрам або сплав тугоплавких металів вольфрам-тантал, або сплав тугоплавких металів вольфрам-танталреній, співвідношення компонентів у якому відповідає розрахунковому співвідношенню цих компонентів у багатокомпонентному жароміцному сплаві, який осаджують за допомогою його дискретної подачі окремими порціями у вигляді шматочків або гранул на поверхню ванни з наступним спільним випаровуванням поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу або сплаву вищезгаданих тугоплавких металів з поверхні рідкої ванни 2 Спосіб за п 1, який відрізняється тим, що потужність електронного променя, затрачувану на випаровування поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу вольфраму або сплаву тугоплавких металів вольфрамтантал, або сплаву тугоплавких металів вольфрам-тантал-реній, з поверхні рідкої ванни, змінюють періодично з частотою, яка дорівнює частоті подачі окремих порцій багатокомпонентного жароміцного сплаву на поверхню рідкої ванни 3 Спосіб за п 1, який відрізняється тим, що як багатокомпонентний жароміцний сплав, що осаджується на підкладку, використовують багатокомпонентний сплав на основі нікелю, що містить хром, титан, молібден, вольфрам, тантал, реній, алюміній, кобальт, гафній, ніобій, цирконій, бор, вуглець, причому зазначені компоненти узяті в наступному співвідношенні компонентів (мас %) хром 2 - ЗО, титан 0,1 - 6, молібден 0,5 - 20, вольфрам 0,1 - 20, тантал 0,1 -15, реній 0,1 -10, алюміній 0,1 - 8, кобальт 0,5 - 22, гафній 0,01 -2, ніобій 0,1 - 6, цирконій 0,01 - З, бор 0,001-0,1, вуглець 0,01 - 0,3, О СО (О ю 56319 нікель решта 4 Спосіб за п 1, який відрізняється тим, що як багатокомпонентний жароміцний сплав, що осаджується на підкладку, використовують багатокомпонентний сплав на основі кобальту, що містить хром, титан, вольфрам, тантал, реній, алюміній, нікель, залізо, цирконій, причому зазначені компоненти узяті в наступному співвідношенні компонентів (мас %) хром 3 - 35, Цей винахід відноситься до галузі отримання металевих матеріалів, ХІМІЧНИЙ склад яких аналогічний багатокомпонентним жароміцним сплавам, застосовуваним для деталей газотурбінних двигунів, які зазнають впливу високотемпературного середовища Більш конкретно, даний винахід відноситься до способу вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку, і може бути використаний для вакуумного осадження на робочі і направляючі лопатки газотурбінних двигунів (ГТД) шару багатокомпонентного жароміцного сплаву на основі нікелю або кобальту, що містить у своєму складі вищезгадані тугоплавкі ХІМІЧНІ елементи, за допомогою електронно-променевого випаровування з одного охолоджуваного тигля Матеріали, які використовуються в газотурбобудуванні - це металеві багатокомпонентні сплави на основі нікелю або кобальту (жароміцні сплави), здатні тривалий час працювати при високих температурах (більш 900 1000°С) у важконапруженому стані при одночасному впливі агресивного зовнішнього середовища Нікелеві багатокомпонентні жароміцні сплави є найбільш розповсюдженими і містять Ni-Cr-Co матрицю з виділеннями зміцнюючих фаз NI(AI.TI), а також карбідів різних легуючих елементів, головним чином тугоплавких металів З метою підвищення фізико-механічних властивостей багатокомпонентних жароміцних сплавів і термічної стабільності складових фаз застосовують комплексне легування цих сплавів такими елементами як Ті, Al, W, Mo, Nb, V, Zr, Hf, Та, Re, С, а в якості модифікуючих мікродобавок до їх складу додають бор, іттрій та рідкоземельні елементи Розвиток багатокомпонентних жароміцних сплавів для деталей газових турбін продовжується по шляху подальшого підвищення термодинамічної стабільності й об'ємної частки зміцнюючої у'фази за рахунок збільшення частки тугоплавких (W, Mo, Re, Та) і у'-утворюючих (АІ, Ті, Та) елементів Наприклад, якщо в багатокомпонентних жароміцних сплавах на основі нікелю 1-го покоління для спрямованої кристалізації (MAR-M200, PWA1422) КІЛЬКІСТЬ вольфраму знаходилася в межах 117 12 5мас %, а тантал і реній були відсутні, то в сплавах 11-го покоління (PWA-1426) сума титан вольфрам тантал реній алюміній нікель залізо цирконій кобальт 0,1 - 4 , 0,1 -ЗО, 0,1 -15, 0,1 -10, 0,1 -8, 1 -40, 0,1 -9, 0,01 - З , решта W+Re+Ta складала 16 3 16 5мас % У розроблених у 80-90-х роках нікелевих сплавах для монокристального лиття 11-го (RENE-N5, PWA-1484, CMSX-4) і Ill-го поколінь (CMSX-10, RENE-N6) сума W+Re+Ta досягає 19мас% [Ericson G L Superalloys Resist Hot Corrosion and Oxidation // Advanced matenalsSProcesses -1997 Vol 151, N o 3 - P 2 7 - 3 0 ] Багатокомпонентні жароміцні сплави є основним матеріалом для виготовлення різних деталей газотурбінної техніки, зокрема робочих і направляючих лопаток Сучасні лопатки авіаційних і енергетичних ГТД являють собою порожнисті деталі складної конфігурації, що мають розгалужену систему каналів і порожнин внутрішнього охолодження з відносно невеликою товщиною стінок, при цьому технологія їхнього виготовлення і, як наслідок, вартість досить висока Тому в даний час особливу актуальність здобуває розробка нових технологічних процесів ремонту і відновлення лопаток після експлуатації Для усунення таких основних післяексплуатаційних дефектів на лопатках, як локальне ерозійне зношування, корозійні ушкодження, механічні ушкодження, широке застосування знаходять зварювання і пайка Однак більшість сучасних склад нолегованих багатокомпонентних жароміцних сплавів мають ІСТОТНІ обмеження по зварюваності через можливе утворення мікротріщин у зонах термічного впливу Крім того, за допомогою зварювання або пайки важко відновити або наростити стінку пера лопатки на задану товщину При цьому необхідно враховувати основну вимогу розроблювачів лопаток сплав, який використовується для відновлення тіла лопатки, повинен мати той самий ХІМІЧНИЙ склад, що і сплав, з якого виготовлена лопатка Для нанесення захисних покриттів різного призначення на лопатки широко застосовують вакуумне осадження, у тому числі електроннопроменеве випаровування з одного випарювача (тигля) сплавів типу Ni-Co-Cr-AI-Y з наступною конденсацією на деталях, що підлягають захисту Однак одним з недоліків цього способу є неможливість осаджувати покриття, до складу яких входять ХІМІЧНІ елементи з великою розбіжністю у пружності пара Значення пружності пара для різних ХІМІЧНИХ елементів, які приведені в таблиці 1, пояснюють, чому при випаровуванні у вакуумі, 56319 -Co-Cr-AI-W-Ta-Re наприклад, сплавів системи не відбувається випаровування тугоплавких металів, а в конденсаті буде знаходитися лише сплав 6 складу Ni-Co-Cr-AI [Coating Materials Sputtering Target Evaporation Sources BALZERS / Edition 1990/1992] Таблиця 1 ТИСК ПАРА РІЗНИХ МЕТАЛІВ ПРИ ТЕМПЕРАТУРІ 2600 К (Торр) Ni >700 Co 658 Сг 182 АІ 700 Ті 3,06 Мо 1,39-10' Використання декількох тигліввипарювачів не знайшло широкого застосування через складність і низьку продуктивність У техніці одержання тонких плівок ВІДОМІ способи випаровування сплавів, сумішей металдіелектрик і сполук, складові компоненти яких мають різні тиски пара, наприклад Cu-Zn, Cr+Si, GaSb, ВаТіз Це способи випаровування складних сплавів або сполук, що одержали назву "вибухового" випаровування або випаровування "спалахом" Сутність цих способів, як відомо, полягає у використанні одного випарювача, що містить тверду поверхню, нагріту до температури не більш 2000°С, якої вистачає для повного випаровування сплаву без його будь-якої взаємодії з гарячою твердою поверхнею, на яку він подається у вигляді порошку або дрібних гранул При випаровуванні кожного завантаження сплаву відбувається певне фракціонування парового потоку, однак КІЛЬКІСТЬ сплаву в завантаженні настільки мала, що неоднорідність у ПЛІВЦІ, що конденсується, може спостерігатися лише в межах декількох моноатомних шарів [Handbook of Thin Film Technology / Edited by LI Maissel and R Glang -McGraw Hill Hook Company-1970] Основним недоліком відомих подібних способів є неможливість випаровування й осадження багатокомпонентних сплавів, що містять тугоплавкі елементи з низькою пружністю пара, оскільки в цих способах використовується твердофазний випарювач (звичайно вольфрамова пластина) з відносно низькою температурою, при якій неможливе випаровування вольфраму, танталу, ренію Найбільш близьким по технічній сутності до пропонованого способу й обраному як прототип, є спосіб вакуумного осадження сплавів Ті-Мо або ТіAl-Nb з використанням гарячого випарювача, викладений [С McCullough, J Storer, L V Berzms Manufacture of Orthorhombic Titanium Alummide Composites by PVD Methods - Recent Advances in Titanium metal matrix composites/Proceedings of a symposium held during Materials Week, October 2-6, in Rosemont, Illinois - Edited by F H Froes, J Storer 1994 - P 266-268 ] Авторами запропоновано спосіб вакуумного осадження на підкладку покриття зі сплавів Ті-Мо і Ti-AI-Nb, що включає розміщення у встановленому у вакуумній камері охолоджуваному тиглі тугоплавкого металу (Мо або Nb), розміщення в зазначеній вакуумній камері в подаючому пристрої сплаву, що осаджується на підкладку (Ті або Ті-АІ), створення в охолоджуваному тиглі на поверхні тугоплавкого металу рідкої ванни шляхом електронно-променевого нагрівання, безперервну подачу згаданого сплаву з падаючого пристрою на поверхню рідкої ванни і випаровування поданого Nb 4 1,74-Ю W 3,67-10' Та 3,60-10° Re b 5,07-10 сплаву і тугоплавкого металу з поверхні рідкої ванни з наступним осадженням пара, що утворюється, на підкладку Запропонований спосіб дозволяє осаджувати на підкладку сплав, що містить у своєму складі лише один тугоплавкий метал з відносно низькою пружністю пара й один або кілька металів, пружність пара яких значно вище (а температура плавлення істотно нижче), чим у тугоплавкого металу Використання цього способу для вакуумного осадження покриття з багатокомпонентних жароміцних сплавів, що містять у своєму складі кілька тугоплавких металів, що мають дуже низьку пружність пара, не придатне, оскільки безперервна подача багатокомпонентного сплаву, що осаджується, який містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, на поверхню одного тугоплавкого металу приведе до первісного випаровуванню легколетучих металів з більш високим тиском пара, і нагромадженню у рідкій ванні інших металів з більш низькою пружністю пара з наступною їх кристалізацією у вигляді твердого гарнісажа на поверхні ванни Як результат, ХІМІЧНИЙ склад конденсованого сплаву буде відрізнятися від ХІМІЧНОГО складу багатокомпонентного жароміцного сплаву В основу винаходу поставлена задача створити спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку, який би забезпечив можливість осадження багатокомпонентних жароміцних сплавів, що містять перераховані вище елементи, тобто елементи з дуже низькою пружністю пара і високою температурою плавлення, за рахунок спільного використання дискретного випаровування багатокомпонентного жароміцного сплаву, що осаджується, і який дискретно подається окремими порціями у вигляді шматочків або гранул на поверхню ванни, і випаровування з рідкої ванни тугоплавкого металу вольфраму або сплаву тугоплавких металів вольфрам-тантал, або вольфрам-тантал-реній, співвідношення компонентів у якому відповідає розрахунковому співвідношенні цих компонентів у багатокомпонентному жароміцному сплаві, що осаджується Ця задача вирішена завдяки тому, що запропоновано спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку, який включає розміщення у встановленому у вакуумній камері одному охолоджуваному тиглі тугоплавкого металу або сплаву тугоплавких ме 56319 талів, розміщення в зазначеній вакуумній камері в подаючому пристрої багатокомпонентного жароміцного сплаву, що осаджується на підкладку, створення в охолоджуваному тиглі на поверхні тугоплавкого металу або сплаву тугоплавких металів рідкої ванни шляхом електронно-променевого нагрівання, подачу згаданого багатокомпонентного жароміцного сплаву з падаючого пристрою на поверхню рідкої ванни і випаровування поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу або сплаву тугоплавких металів з поверхні рідкої ванни з наступним осадженням пари, яка утворюється, на підкладку, у якому, ВІДПОВІДНО до винаходу, в одному охолоджуваному тиглі розміщують тугоплавкий метал вольфрам, або сплав тугоплавких металів вольфрам-тантал, або сплав тугоплавких металів вольфрам-танталреній, співвідношення компонентів у якому відповідає розрахунковому співвідношенню цих компонентів у багатокомпонентному жароміцному сплаві, який осаджують за допомогою його дискретної подачі окремими порціями у вигляді шматочків або гранул на поверхню ванни з наступним спільним випаровуванням поданого багатокомпонентного жароміцного сплаву і вищезгаданих тугоплавкого металу або сплаву тугоплавких металів з поверхні рідкої ванни Доцільно, у ВІДПОВІДНІСТІ з дійсним винаходом, процес осадження покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, проводити із зміною потуЖНІСТІ електронного променя, затрачуваної на випаровування поданого багатокомпонентного жароміцного сплаву і тугоплавкого металу вольфраму, або сплаву тугоплавких металів вольфрамтантал, або сплаву тугоплавких металів вольфрам-тантал-реній, з поверхні рідкої ванни, при цьому вона змінюється періодично з частотою, яка дорівнює частоті подачі окремих порцій багатокомпонентного жароміцного сплаву на поверхню ванни Спосіб вакуумного осадження на підкладку покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, з використанням вищезгаданої періодичної зміни потужності електронного променя дозволяє в ряді випадків зменшити мікророзбризкування поданого багатокомпонентного жароміцного сплаву та поліпшити структуру конденсату Доцільно, у ВІДПОВІДНІСТІ З ДІЙСНИМ винаходом, процес осадження покриття з багатокомпонентного жароміцного сплаву, що осаджується на підкладку, проводити з використанням багатокомпонентного жароміцного сплаву на основі нікелю, що містить у своєму складі хром, титан, молібден, вольфрам, тантал, реній, алюміній, кобальт, гафній, ніобій, цирконій, бор, вуглець, причому зазначені компоненти узяті в наступному співвідношенні компонентів (мас %) хром 2-30 титан 0 1-6,0 молібден 0 5-20,0 вольфрам 0 1-20,0 тантал 0 1-15,0 0 1-10,0 реній 0 1-8,0 алюміній 0 5-22,0 кобальт 0 01-2,0 гафній 0 1-6,0 ніобій 0 01-3,0 цирконій бор 0 001-0 1 вуглець 0 01-0 3 нікель інше Спосіб вакуумного осадження на підкладку покриття з жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, з використанням вищезгаданого сплаву на основі нікелю з зазначеним співвідношенням компонентів, дозволяє одержати на підкладці шар багатокомпонентного жароміцного сплаву, здатного надійно функціонувати у високотемпературному, переважно окисному, середовищі Доцільно також, у ВІДПОВІДНІСТЮ З ДІЙСНИМ ви находом, використовувати в якості покриття з багатокомпонентного жароміцного сплаву, що осаджується на підкладку, багатокомпонентний сплав на основі кобальту, що містить у своєму складі хром, титан, молібден, вольфрам, тантал, реній, алюміній, нікель, залізо, цирконій, причому зазначені компоненти узяті в наступному співвідношенні компонентів (мас %) хром 3-35,0 титан 0 1-4,0 вольфрам 01-30,0 тантал 0 1-15,0, реній 0 1-10,0 алюміній 01-8,0 нікель 1-40,0 залізо 0 1-9,0 цирконій 0 01-3,0 кобальт інше Спосіб вакуумного осадження на підкладку покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній, з використанням вищезгаданого багатокомпонентного сплаву на основі кобальту з зазначеним співвідношенням компонентів, дозволяє одержати на підкладці шар багатокомпонентного жароміцного сплаву, здатного надійно функціонувати у високотемпературному, переважно корозійному, середовищі Запропоновані вище комбінації ХІМІЧНИХ елементів і їхніх концентрацій є типовими для сучасних багатокомпонентних жароміцних сплавів, що використовуються для виробництва лопаток газотурбінних двигунів Технічна сутність і принцип дії винаходу пояснюється на прикладах виконання з посиланнями на прикладені креслення і фігури Фіг 1 представляє схематичне креслення установки та процесу для вакуумного осадження на підкладку покриття з багатокомпонентного жароміцного сплаву, що містить у своєму складі вольфрам, або вольфрам та тантал, або вольфрам та тантал та реній Фіг 2 зображує криві розподілу окремих ХІМІЧНИХ елементів по товщині осадженого на підкладку багатокомпонентного жароміцного сплаву RENE 56319 10 та тантал, або вольфрам та тантал та реній На Фіг 1 представлена схема процесу вакуумЗапропонований спосіб вакуумного осадження ного осадження покриття з багатокомпонентного на підкладку покриття з багатокомпонентного жажароміцного сплаву, що містить у своєму складі роміцного сплаву, що містить у своєму складі вовольфрам, або вольфрам та тантал, або вольфльфрам, або вольфрам та тантал, або вольфрам рам та тантал та реній ВІДПОВІДНО ДО ФІГ 1, у вакута тантал та реній, може бути реалізований в ісумній камері 1 на нижній плиті 2 встановлюється нуючих типах лабораторних і промислових електмідний водоохолоджуваний тигель 3, у якому поронно-променевих установок, що мають вакуумну міщений тугоплавкий метал вольфрам, або сплав камеру і принаймні один випарювач у вигляді вотугоплавких металів вольфрам-тантал, або сплав доохолоджуваного тигля, як правило, діаметром тугоплавких металів вольфрам-тантал-реній у вивід 50 до 100мм, у який помішують зливок або гляді зливка або таблетки 4 У вищезгаданій вакутаблетку тугоплавкого металу вольфраму або умній камері 1 також розташовується механізм сплаву тугоплавких металів вольфрам-тантал, або подачі 5, у якому розташовують дискретні порції 6 тугоплавких металів вольфрам-тантал-реній Співбагатокомпонентного жароміцного сплаву, що відношення цих металів у сплаві підбирається таосаджується На Фіг 1 приведено механізм подачі ким, яке забезпечує їхнє осадження на підкладку в карусельного типу, у якому дискретні порції 6 розспіввідношенні, у якому вони знаходяться в багаташовують в індивідуальних гніздах, і при обертокомпонентному жароміцному сплаві, що випаротанні механізму подачі 5 на валу 7 навколо осі А вується Наприклад, якщо в шарі багатокомпоненперіодично по похилому жолобі 8 ці порції ба вільтного жароміцного сплаву, що осаджується, но падають на поверхню рідкої ванни 9 Швидкість необхідно одержати 4мас % вольфраму і 12мас % подачі дискретних порцій сплаву, що осаджується, танталу, то їхній зміст у сплаві повинен бути регулюється шляхом зміни швидкості обертання 25мас % і 75мас % ВІДПОВІДНО механізму подачі 5 Підкладка 10, наприклад, лоВажливе значення має узгодження частоти патка ГТД, розташовується над тиглем 5 на гориподачі багатокомпонентного жароміцного сплаву, зонтальному штоці 11 що осаджується, і маси порції, що випаровується (швидкості випаровування сплаву, що подається), У верхній частині камери 1 розташовуються зі швидкістю випаровування тугоплавкого металу електронно-променеві гармати для випаровування вольфраму або сплаву тугоплавких металів воль12 і для нагрівання підкладки 13 Між тиглем і підфрам-тантал, або сплаву тугоплавких металів вокладкою розташовується рухливий захисний екльфрам-тантал-реній Відправним пунктом для ран, що в одному з робочих положень перекриває необхідного розрахунку є швидкість конденсації паровий потік з тигля, тим самим захищаючи підтугоплавких металу або сплаву на підкладці Після кладку від парового потоку, а в іншому положенні цього, знаючи загальний процентний вміст цих забезпечує влучення парового потоку з тигля на елементів у багатокомпонентному жароміцному підкладку Цей екран, а також приводи обертання сплаві, що осаджується, розраховується необхідна механізму подачі 5 і переміщення штока 11 на швидкість конденсації сплаву, що осаджується, і, Фіг 1 для простоти не показані ВІДПОВІДНО, маса порції і частота подачі, при цьому Після нагрівання підкладки 10 за допомогою підтримують постійний рівень рідкої ванни електронно-променевої гармати 13 до необхідної N5 температури (яка залежить від типу матеріала, з якого виготовлена підкладка, і від необхідної мікроструктури шару, що осаджується), на поверхні тугоплавкого металу вольфраму або сплаву тугоплавких металів 4 шляхом електроннопроменевого нагрівання гарматою 12 створюють рідку ванну 9 і починають випаровування тугоплавкого металу або сплаву тугоплавких металів 4 Після ЦЬОГО починають здійснювати дискретну подачу окремих порцій багатокомпонентного жароміцного сплаву, що осаджують, на поверхню ванни шляхом введення в дію механізму подачі 5 При цьому окремі порції ба у вигляді шматочків або гранул починають надходити на поверхню ванни 9, де відбувається їхнє спільне випаровування разом з випаровуванням тугоплавкого металу вольфраму або сплаву тугоплавких металів вольфрам-тантал, або сплаву тугоплавких металів вольфрам-тантал-реній Після цього відкривають захисний екран і починають процес конденсації парового потоку на поверхні підкладки 10 Таке рішення забезпечує осадження на підкладці покриття з багатокомпонентного жароміцного сплаву, ХІМІЧНИЙ склад якого відповідає хімічному складу порцій багатокомпонентного жароміцного сплаву, що подається в рідку ванну, і містить у своєму складі вольфрам, або вольфрам Наприклад, для багатокомпонентного жароміцного сплаву NiCrCoAITiWTa, що містить 4% Wі 12% Та (отут і далі використовуються мас %), відправним пунктом для розрахунку є швидкість конденсації сплаву 25% W і 75% Та Якщо ця швидкість конденсації дорівнює 1мкм/хв, то з наступних формул можно вирахувати товщину шару сплаву NiCrCoAITi, яка потрібна для отримання стехіометричного складу сплава NiCrCoAITiWTa PNiCrCoAITiWTa = P|\liCrCoAITi + PvVTa, PNiCrCoAITi - PNiCrCoAITiWTa " PvvTa, P = h-S-p, hNiCrCoAITi - PNiCrCoAITiWTa " PvvTa / S-p NiCrCoAITi ДЄ P NiCrCoAITiWTa - МЭСЭ ОСЭДЖеНОГО Ш а р у баГЭтокомпонентного жароміцного сплаву, PNiCrCoAITi - маса осадженого шару без тугоплавких елементів, PvvTa - маса осадженого шару сплаву вольфраму і танталу, h -товщина осадженого шару, S - площа осадженого шару, р - ЩІЛЬНІСТЬ осадженого шару, hNicrcoAm - товщина шару сплаву NiCrCoAITi, PNiCrCoAITi - ЩІЛЬНІСТЬ сплаву NiCrCoAITi У випадку, якщо товщина шару сплаву W+Ta на одиниці поверхні підкладки (S=1) дорівнює 1мкм і знаючи, що ЩІЛЬНІСТЬ сплаву NiCrCoAITi 12 11 56319 3 складає близько 8 9г/см , розрахункова товщина ням аналогічна існуючим способам, використовушару сплаву NiCrCoAITi для одержання стехіомеваним у вакуумній техніці або при осадженні захитричних 100г багатокомпонентного жароміцного сних покриттів, включаючи різні види фізикосплаву NiCrCoAITiWTa, що містить 16г тугоплавких ХІМІЧНОІ обробки поверхні (шліфування, поліруванелементів W і Та, повинна бути приблизно в 9 4 ня, ультразвукове промивання, травлення, знежиразів більше, тобто 9 4мкм Раніше отримані ререння, іонне бомбардування і т п ) зультати свідчать про те, що для конденсації Після осадження покриття з багатокомпонент10мкм сплаву NiCrCoAITi необхідно випарувати ного жароміцного сплаву на підкладку доцільно при потужності електронного променя 30кВт блипровести вакуумну термічну обробку при зько 10г цього сплаву Виходячи з цих даних і роб950 1150°С протягом 1 4 години (у залежності лять розрахунки для визначення маси багатокомвід типу підкладки) з метою зняття внутрішніх напонентного жароміцного сплаву, що подається в пружень і для згладжування хімічної мікронеоднорідку ванну, а також частоту подачі (у залежності рідності в осадженому шарі від маси дискретної порції") Вищеописаний винахід може бути краще зрозумілим з нижчеподаних прикладів Конструкція електронно-променевих випарювальних і нагрівальних гармат ідентична описаним Приклад 1 у літературі, а їхня потужність визначається макВакуумне осадження покриття з багатокомпосимальною температурою нагрівання підкладки, а нентного жароміцного сплаву ЭИ868, обраного в також необхідною продуктивністю, і складає якості модельного, проводилося за наступною ме20 40кВт для нагрівальних гармат і 60 80кВт для тодикою (ХІМІЧНИЙ склад сплаву наведено в випарювальних гармат табл 2) Програмне сканування електронного променя У вакуумній камері електронно-променевої гармат використовується для більш швидкого і установки в мідному водоохолоджуваному тиглі рівномірного нагрівання масивних підкладок складіаметром 70мм розмішували зливок вольфраму дної геометричної форми, наприклад лопаток гадіаметром 68 5мм і висотою 55мм Подача дискрезових турбін, а також для періодичної зміни потужтних порцій багатокомпонентного жароміцного ності електронного променя, який сплаву, що осаджується, на поверхню зливка вовикористовується для створення рідкої ванни та льфраму виконувалась за допомогою механізму випаровування подачі карусельного типу, що встановлювався біля мідного водоохолоджуваного тигля Регулювання Як механізм подачі окремих порцій багатокомшвидкості подачі дискретних порцій і, ВІДПОВІДНО, понентного жароміцного сплаву, що осаджується, ШВИДКОСТІ конденсації покриття з багатокомпоненна поверхню рідкої ванни, може бути використаний тного жароміцного сплаву, що осаджується, викокожний з відомих механізмів [Handbook of Thin Film нувалось шляхом зміни швидкості обертання каTechnology / Edited by L I Maissel and R Glang русельного пристрою McGraw Hill Hook Company -1970 ], наприклад, стрічкова подача, черв'ячна подача, дискова подаВипаровуванню й осадженню піддавалися ча, за допомогою електромагнітного вібратора, порції багатокомпонентного жароміцного сплаву барабанна подача або комбіновані способи ОсноЭИ868 у вигляді шматочків масою 0 85 0 95г, вивною вимогою до цих механізмів є їхнє конструкрізані абразивним колом із прутка цього сплаву тивне виконання з теплостійких сталей, або викодіаметром 18мм ХІМІЧНИЙ склад багатокомпонентристання захисних екранів для зниження ного жароміцного сплаву ЭИ868, що використовутеплового потоку від високотемпературної рідкої вався для вакуумного осадження, відповідав пасванни Найкращим є використання многопозиційпортному складу і приведений утабл 2 ного механізму подачі барабанного типу, що доВизначення ХІМІЧНОГО складу виконувалося на рензволяє поряд з подачею і випаровуванням окретгенофлуоресцентному аналізаторі "X'Unique П" мих порцій сплаву подавати і випаровувати порції ("Philips") спеціальних легуючих добавок, що дозволяє осаОсадження покриття з багатокомпонентного джувати композиційний сплав жароміцного сплаву виконувалося на підкладку зі сплаву Hasteloy X з наступним ХІМІЧНИМ складом Як порції сплаву, що осаджується, можуть бу(мас %) Сг - 22%, Fe-18 5%, Mo - 9%, Co - 1 5%, ти використані порошки, гранули, дріт або шматочW - 0 6%, інше - Ni Підкладка (у вигляді пластин ки багатокомпонентного жароміцного сплаву, що розміром 55х10х2мм) встановлювалася прямо над містять у своєму складі вольфрам, або вольфрам тиглем на висоті 300мм від поверхні вольфрамота тантал, або вольфрам та тантал та реній Кравого зливка Поверхня шліфованої підкладки поще використання порцій у виді однорідних шматопередньо знежирювалася чків довільної форми масою від 0 5 до 5г, вирізаних абразивним колом із прутків Після створення у вакуумній камері тиску забагатокомпонентних жароміцних сплавів необхідлишкових газів на рівні 1x10 4 Торр, виконувалось ного ХІМІЧНОГО складу, або з лопаток, що не підлянагрівання підкладки до температури 730 780°С, гають ремонту і ХІМІЧНИЙ склад яких відповідає потім на поверхні вольфрамового зливка створюсплаву, що осаджується Доцільне проведення валася рідка ванна, після чого включався механізм попередньої вакуумної термічної обробки порцій подачі дискретних порцій багатокомпонентного багатокомпонентного жароміцного сплаву, що жароміцного сплаву, що осаджується, на поверхню осаджується, при температурі 850 1100°С протяванни Після ЦЬОГО відкривався рухливий екран і гом 0 5 1 години з метою зменшення газовидіпаровий потік багатокомпонентного жароміцного лення в процесі осадження сплаву, що осаджується, починав конденсуватися на підкладці Прискорююча напруга складала Підготовка поверхні підкладки перед осаджен 14 13 56319 19кВ, струми променів електронно-променевих ХІМІЧНИЙ склад осадженого покриття з багатогармат на нагрівання підкладки і випаровування компонентного жароміцного сплаву (визначений як складали 0 2 0 1 А і З А ВІДПОВІДНО з поверхні підкладки, так і шляхом пошарового аналізу на мікроаналізаторі "Camebax"), відповідає ШВИДКІСТЬ подачі багатокомпонентного жарохімічному складу багатокомпонентного жароміцноміцного сплаву, що осаджується, складала 12 порго сплаву ЭИ868 і приведений у табл 2 Вміст вугцій у хвилину (близько 10 г/хв) Попередньо пролецю аналізувався за допомогою методів "вологої" ведені тестові експерименти по випаровуванні хімії та масс-спектроскопм і дорівнював 0 2% в вольфрамового зливка з тигля дозволили устаношматочках та в осадженому покритті з багатокомвити, що при обраному режимі випаровування понентного жароміцного сплаву Рівень рідкої ваншвидкість конденсації вольфраму на підкладці ни вольфраму протягом процесу залишався нескладала близько 1мкм/хв 3 метою одержання змінним, що свідчить про досягнутий баланс стехіометричного складу багатокомпонентного поступаючих у ванну і випаровуючихся з ванни жароміцного сплаву була обрана швидкість подачі ХІМІЧНИХ елементів порцій, що забезпечує спільну швидкість конденсації вольфраму і багатокомпонентного жароміцХІМІЧНИЙ аналіз поверхні ванни вольфраму піного сплаву 11мкм/хв Температура підкладки в сля осадження також підтвердив повне випаровупроцесі осадження підтримувалася на рівні вання усіх компонентів багатокомпонентного жа790 840°С Час осадження складав 7хв, товщина роміцного сплаву (зміст вольфраму складав осадженого шару склала 75мкм 99мас %) Таблиця 2 ХІМІЧНИЙ склад багатокомпонентного жароміцного сплаву ЄИ868 в початковому стані та після вакуумного осадження покриття, мас % Стан сплаву ЭИ868 Порції Осаджене покриття Ni Осн Осн Сг 23 5 26 5 24 8 W 13 16 142 Ті 03 07 06 А1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vacuum cover plating of multi-component refractory alloy containing tungsten, or tungsten and tantalum, or tungsten and tantalum and rhenium as a lining
Автори англійськоюMovchan Borys Oleksiiovych
Назва патенту російськоюСпособ вакуумного осаждения покрытия из многокомпонентного жаропрочного сплава, содержащего в своем составе вольфрам или вольфрам и тантал, или вольфрам и тантал и рений, на подкладку
Автори російськоюМовчан Борис Алексеевич
МПК / Мітки
МПК: C23C 14/28, C23C 14/14, C23C 14/16
Мітки: спосіб, вольфрам, реній, сплаву, підкладку, тантал, осадження, жароміцного, вакуумного, багатокомпонентного, складі, містить, покриття, своєму
Код посилання
<a href="https://ua.patents.su/9-56319-sposib-vakuumnogo-osadzhennya-pokrittya-z-bagatokomponentnogo-zharomicnogo-splavu-shho-mistit-v-svoehmu-skladi-volfram-abo-volfram-ta-tantal-abo-volfram-ta-tantal-ta-renijj-na-pidk.html" target="_blank" rel="follow" title="База патентів України">Спосіб вакуумного осадження покриття з багатокомпонентного жароміцного сплаву, що містить в своєму складі вольфрам або вольфрам та тантал, або вольфрам та тантал та реній, на підкладку</a>
Спосіб формування на підкладці покриття із складного сплаву, який містить елементи, температура випаровування яких відрізняється більше ніж на 350 с
Номер патенту: 30124
Опубліковано: 15.05.2001
Автори: Лемке Френк, Топал Валерій Іванович, Братусь Василій Яковлевич, Белявін Олександр Федорович
МПК: C23C 14/00
Мітки: покриття, сплаву, відрізняється, елементи, містить, випаровування, більше, яких, формування, складного, спосіб, підкладці, температура
Формула / Реферат:
1. Спосіб формування на підкладці покриття із складного сплаву, що містить елементи, температура випаровування яких відрізняється більше ніж на 350˚С, який полягає у розміщенні зливка складного сплаву, що підлягає випаровуванню, у охолоджувальному тиглі, і застосуванні електронного променя як теплового джерела для випаровування компонентів складного сплаву, який відрізняється тим, що до початку випаровування зверху зливка формують...
Спосіб формування на підложці покриття із складного сплаву, який містить елементи, температура випаровування яких відрізняється більше ніж на 350 с
Номер патенту: 30124
Опубліковано: 15.11.2000
Автори: Лемке Френк, Топал Валерій Іванович, Белявін Олександр Федорович, Братусь Василій Яковлевич
МПК: C23C 14/00
Мітки: відрізняється, підложці, містить, спосіб, температура, більше, покриття, випаровування, елементи, яких, складного, сплаву, формування
Формула / Реферат:
1. Спосіб формування на підкладці покриття із складного сплаву, що містить елементи, температура випаровування яких відрізняється більше ніж на 350˚С, який полягає у розміщенні зливка складного сплаву, що підлягає випаровуванню, у охолоджувальному тиглі, і застосуванні електронного променя як теплового джерела для випаровування компонентів складного сплаву, який відрізняється тим, що до початку випаровування зверху зливка формують...
Спосіб алітування жароміцного сплаву з високим вмістом ренію
Номер патенту: 46752
Опубліковано: 17.06.2002
Автор: УІНГ Родні Джорж
МПК: C23C 10/50, C23C 2/04, C23C 10/58, C23C 10/48
Мітки: жароміцного, спосіб, сплаву, вмістом, високим, алітування, ренію
Формула / Реферат:
1. Спосіб алітування жароміцного сплаву з високим вмістом ренію, який відрізняється тим, що включає етап модифікування поверхні жароміцного сплаву з високим вмістом ренію шляхом нанесення шару хрому або кобальту на цю поверхню та її термообробку для забезпечення дифундування хрому або кобальту на цю поверхню для зниження вмісту ренію в ній, та включають етап алітування жароміцного сплаву з високим вмістом ренію з утворенням алюмінідного...
Спосіб отримання відливок з жароміцного сплаву на основі нікелю та спосіб їх термічної обробки
Номер патенту: 31934
Опубліковано: 15.12.2000
Автори: Лисенко Наталія Олексіївна, Кудін Вадим Валерійович, Цивірко Едуард Іванович, Клочихін Валерій Григорович
МПК: C22C 19/03
Мітки: сплаву, відливок, основі, отримання, нікелю, обробки, жароміцного, термічної, спосіб
Формула / Реферат:
1. Спосіб отримання виливків з жароміцного сплаву на основі нікелю, який включає розплавлення та заливку рідкого металу, який відрізняється тим, що перед заливкою у ливарну форму метал додатково модифікують цирконієм в кількості 0,03-0,05 мас. %.2. Спосіб по п. 1, який відрізняється тим, що додаткове модифікування рідкого металу цирконієм в кількості 0,03-0,05 мас. % проводять в печі за 10-30 секунд перед заливкою у ливарну форму.
Комплексний електроліт для осадження сплаву олово-свинець
Номер патенту: 23860
Опубліковано: 31.08.1998
Автори: Пашинський Леонід Миколайович, Тарасенко Володимир Миколайович, Глядіна Надія Олексіївна, Стрільчук Людмила Василівна, Свиридович Олександр Микитович, Калуш Олександр Захарович, Афонін Олександр Васильович, Шуляр Галина Степанівна, Філіна Ірина Арсентівна, Гасьмаєв Віктор Корнійович
МПК: C25D 3/56
Мітки: комплексний, осадження, електроліт, сплаву, олово-свинець
Формула / Реферат:
Комплексний електроліт для осадження сплаву олово-свинець, який містить сполуки свинцю Pb2+ та олова Sn2+, який відрізняється тим, що як комплексоутворювач використовують хлорид-іони при такому співвідношенні компонентів:Сполуки Sn2+ 7,5-32 г/л (в перерахунку на метал)Сполуки Рb2+ 8,5-35 г/л...