Спосіб виготовлення складаного корпусу човна або іншого тривимірного об`єкта (варіант 3)
Формула / Реферат
1. Спосіб виготовлення складаного корпусу човна або іншого тривимірного об'єкта, що включає формування пластичних шарнірів вздовж системи ліній, складання листа пластичного матеріалу, зокрема поліпропілену, що забезпечує утворення корпусу човна або іншого тривимірного об'єкта, який відрізняється тим, що шарніри утворюють шляхом зменшення товщини листового пластичного матеріалу вздовж згаданих ліній утворенням за допомогою різального інструмента заглиблення (канавки) із сторони, яка є внутрішньою при обумовленому метою застосування складанні листа вздовж конкретної лінії.
2. Спосіб за п. 1, який відрізняється тим, що принаймні один пластичний шарнір утворюють не менше ніж двома еквідистантними канавками.
Текст
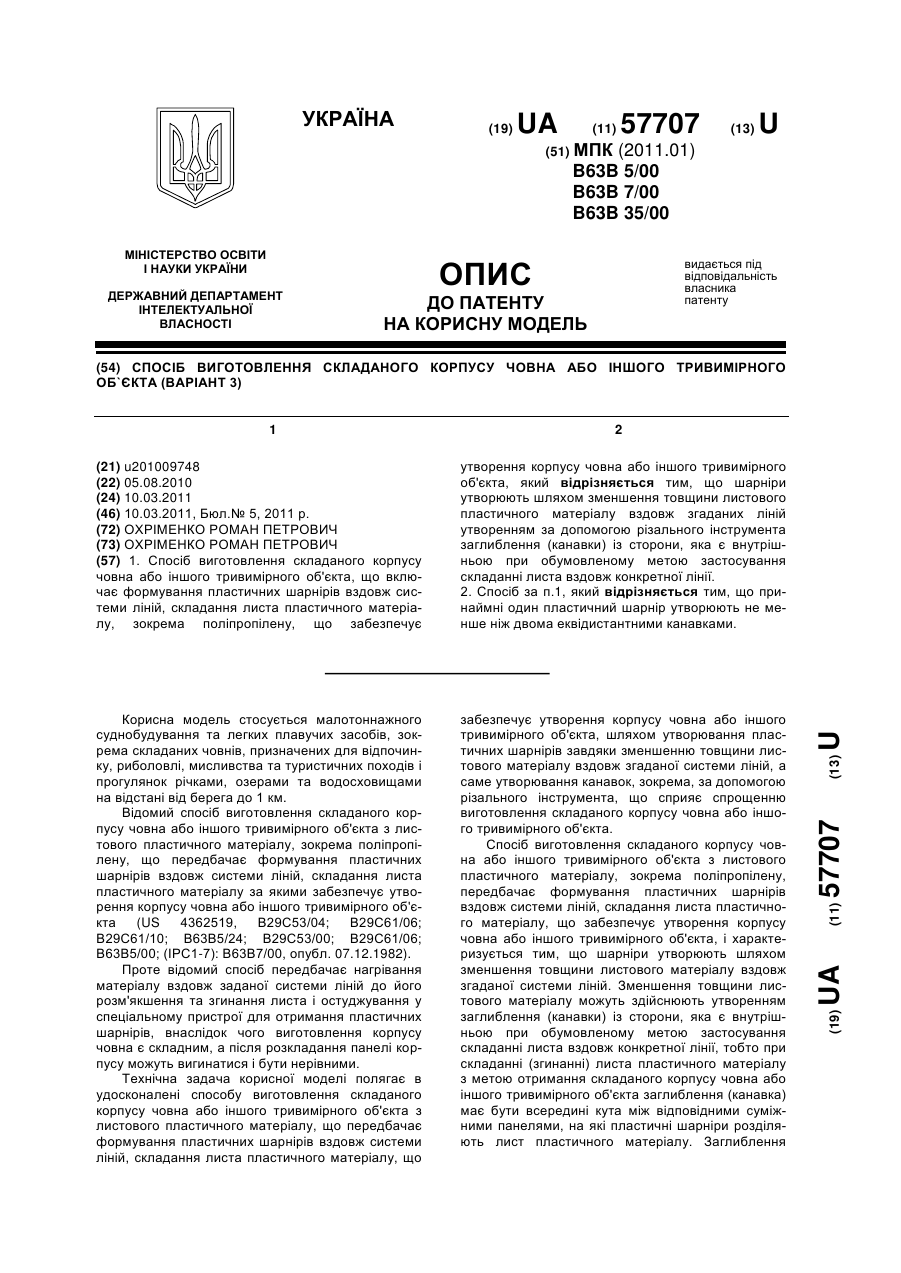
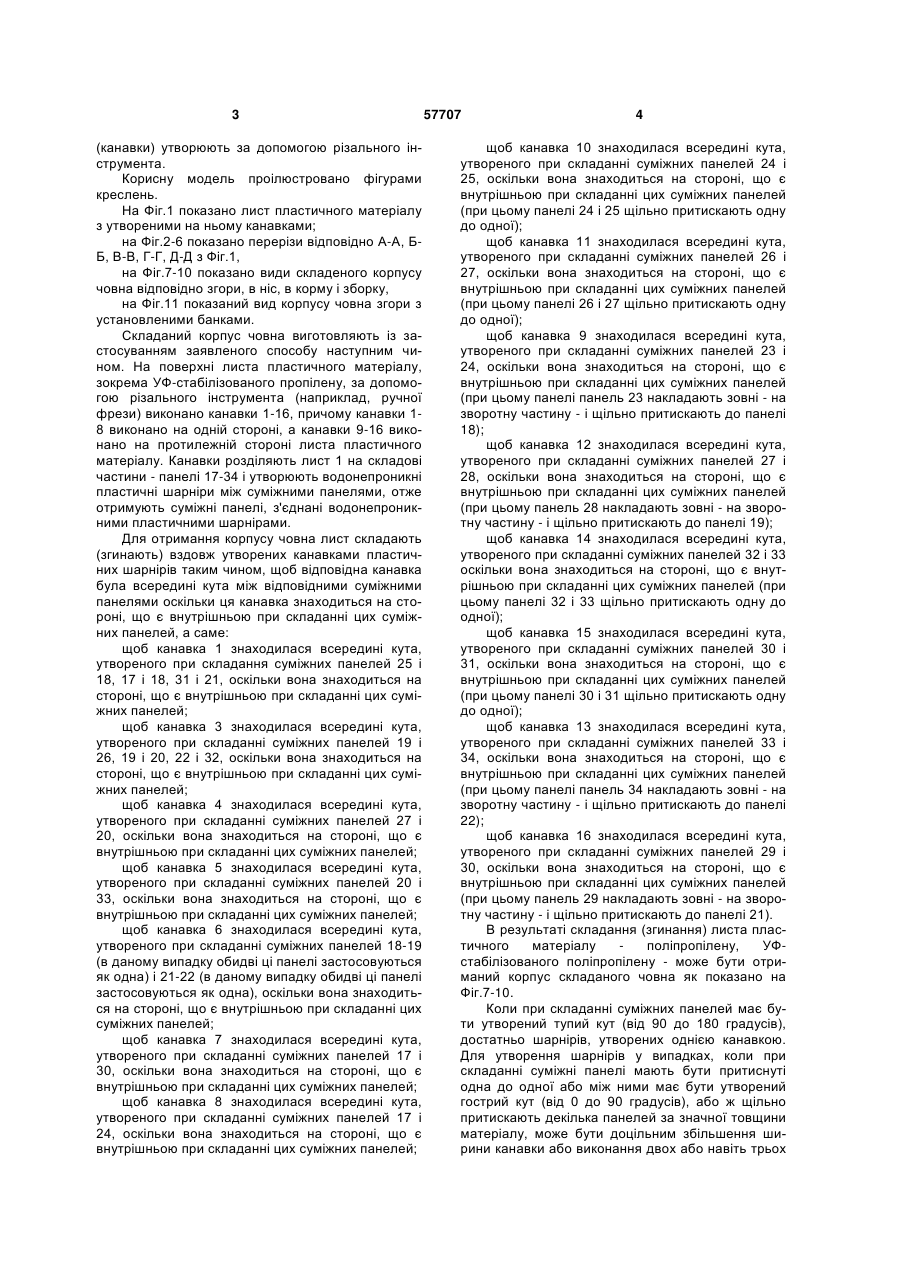
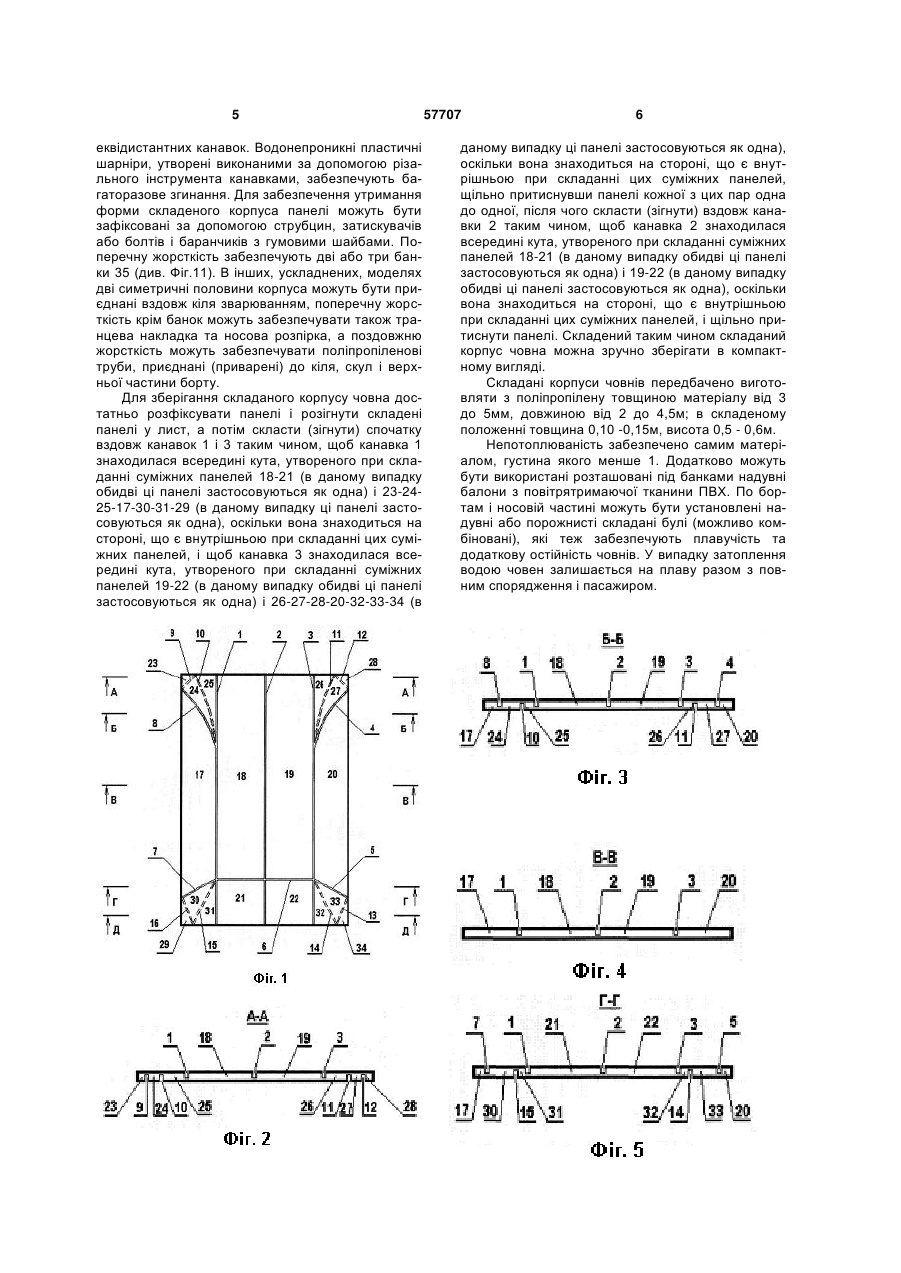
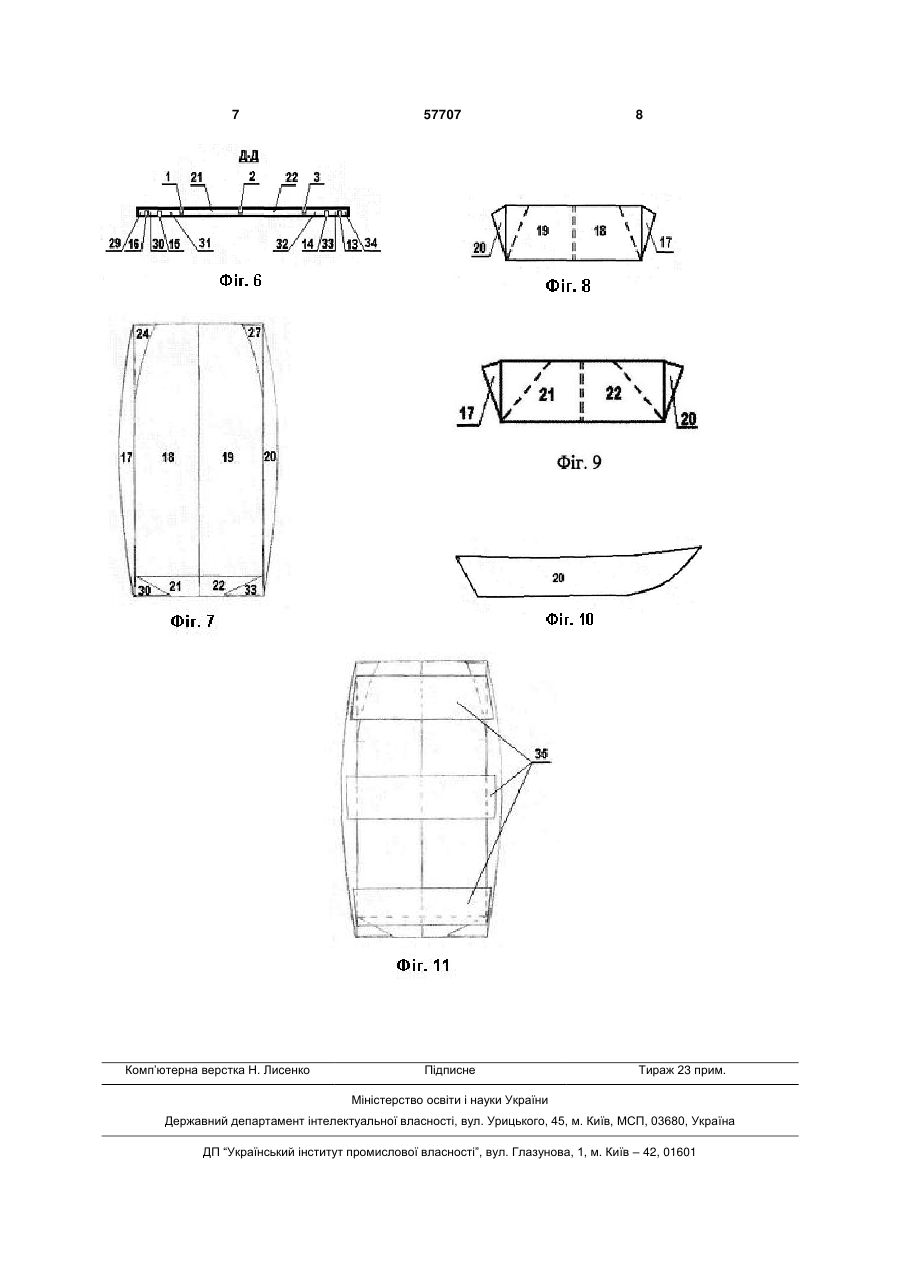
1. Спосіб виготовлення складаного корпусу човна або іншого тривимірного об'єкта, що включає формування пластичних шарнірів вздовж системи ліній, складання листа пластичного матеріалу, зокрема поліпропілену, що забезпечує 3 (канавки) утворюють за допомогою різального інструмента. Корисну модель проілюстровано фігурами креслень. На Фіг.1 показано лист пластичного матеріалу з утвореними на ньому канавками; на Фіг.2-6 показано перерізи відповідно А-А, ББ, В-В, Г-Г, Д-Д з Фіг.1, на Фіг.7-10 показано види складеного корпусу човна відповідно згори, в ніс, в корму і зборку, на Фіг.11 показаний вид корпусу човна згори з установленими банками. Складаний корпус човна виготовляють із застосуванням заявленого способу наступним чином. На поверхні листа пластичного матеріалу, зокрема УФ-стабілізованого пропілену, за допомогою різального інструмента (наприклад, ручної фрези) виконано канавки 1-16, причому канавки 18 виконано на одній стороні, а канавки 9-16 виконано на протилежній стороні листа пластичного матеріалу. Канавки розділяють лист 1 на складові частини - панелі 17-34 і утворюють водонепроникні пластичні шарніри між суміжними панелями, отже отримують суміжні панелі, з'єднані водонепроникними пластичними шарнірами. Для отримання корпусу човна лист складають (згинають) вздовж утворених канавками пластичних шарнірів таким чином, щоб відповідна канавка була всередині кута між відповідними суміжними панелями оскільки ця канавка знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей, а саме: щоб канавка 1 знаходилася всередині кута, утвореного при складання суміжних панелей 25 і 18, 17 і 18, 31 і 21, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей; щоб канавка 3 знаходилася всередині кута, утвореного при складанні суміжних панелей 19 і 26, 19 і 20, 22 і 32, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей; щоб канавка 4 знаходилася всередині кута, утвореного при складанні суміжних панелей 27 і 20, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей; щоб канавка 5 знаходилася всередині кута, утвореного при складанні суміжних панелей 20 і 33, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей; щоб канавка 6 знаходилася всередині кута, утвореного при складанні суміжних панелей 18-19 (в даному випадку обидві ці панелі застосовуються як одна) і 21-22 (в даному випадку обидві ці панелі застосовуються як одна), оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей; щоб канавка 7 знаходилася всередині кута, утвореного при складанні суміжних панелей 17 і 30, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей; щоб канавка 8 знаходилася всередині кута, утвореного при складанні суміжних панелей 17 і 24, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей; 57707 4 щоб канавка 10 знаходилася всередині кута, утвореного при складанні суміжних панелей 24 і 25, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панелі 24 і 25 щільно притискають одну до одної); щоб канавка 11 знаходилася всередині кута, утвореного при складанні суміжних панелей 26 і 27, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панелі 26 і 27 щільно притискають одну до одної); щоб канавка 9 знаходилася всередині кута, утвореного при складанні суміжних панелей 23 і 24, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панелі панель 23 накладають зовні - на зворотну частину - і щільно притискають до панелі 18); щоб канавка 12 знаходилася всередині кута, утвореного при складанні суміжних панелей 27 і 28, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панель 28 накладають зовні - на зворотну частину - і щільно притискають до панелі 19); щоб канавка 14 знаходилася всередині кута, утвореного при складанні суміжних панелей 32 і 33 оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панелі 32 і 33 щільно притискають одну до одної); щоб канавка 15 знаходилася всередині кута, утвореного при складанні суміжних панелей 30 і 31, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панелі 30 і 31 щільно притискають одну до одної); щоб канавка 13 знаходилася всередині кута, утвореного при складанні суміжних панелей 33 і 34, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панелі панель 34 накладають зовні - на зворотну частину - і щільно притискають до панелі 22); щоб канавка 16 знаходилася всередині кута, утвореного при складанні суміжних панелей 29 і 30, оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей (при цьому панель 29 накладають зовні - на зворотну частину - і щільно притискають до панелі 21). В результаті складання (згинання) листа пластичного матеріалу поліпропілену, УФстабілізованого поліпропілену - може бути отриманий корпус складаного човна як показано на Фіг.7-10. Коли при складанні суміжних панелей має бути утворений тупий кут (від 90 до 180 градусів), достатньо шарнірів, утворених однією канавкою. Для утворення шарнірів у випадках, коли при складанні суміжні панелі мають бути притиснуті одна до одної або між ними має бути утворений гострий кут (від 0 до 90 градусів), або ж щільно притискають декілька панелей за значної товщини матеріалу, може бути доцільним збільшення ширини канавки або виконання двох або навіть трьох 5 еквідистантних канавок. Водонепроникні пластичні шарніри, утворені виконаними за допомогою різального інструмента канавками, забезпечують багаторазове згинання. Для забезпечення утримання форми складеного корпуса панелі можуть бути зафіксовані за допомогою струбцин, затискувачів або болтів і баранчиків з гумовими шайбами. Поперечну жорсткість забезпечують дві або три банки 35 (див. Фіг.11). В інших, ускладнених, моделях дві симетричні половини корпуса можуть бути приєднані вздовж кіля зварюванням, поперечну жорсткість крім банок можуть забезпечувати також транцева накладка та носова розпірка, а поздовжню жорсткість можуть забезпечувати поліпропіленові труби, приєднані (приварені) до кіля, скул і верхньої частини борту. Для зберігання складаного корпусу човна достатньо розфіксувати панелі і розігнути складені панелі у лист, а потім скласти (зігнути) спочатку вздовж канавок 1 і 3 таким чином, щоб канавка 1 знаходилася всередині кута, утвореного при складанні суміжних панелей 18-21 (в даному випадку обидві ці панелі застосовуються як одна) і 23-2425-17-30-31-29 (в даному випадку ці панелі застосовуються як одна), оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей, і щоб канавка 3 знаходилася всередині кута, утвореного при складанні суміжних панелей 19-22 (в даному випадку обидві ці панелі застосовуються як одна) і 26-27-28-20-32-33-34 (в 57707 6 даному випадку ці панелі застосовуються як одна), оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей, щільно притиснувши панелі кожної з цих пар одна до одної, після чого скласти (зігнути) вздовж канавки 2 таким чином, щоб канавка 2 знаходилася всередині кута, утвореного при складанні суміжних панелей 18-21 (в даному випадку обидві ці панелі застосовуються як одна) і 19-22 (в даному випадку обидві ці панелі застосовуються як одна), оскільки вона знаходиться на стороні, що є внутрішньою при складанні цих суміжних панелей, і щільно притиснути панелі. Складений таким чином складаний корпус човна можна зручно зберігати в компактному вигляді. Складані корпуси човнів передбачено виготовляти з поліпропілену товщиною матеріалу від 3 до 5мм, довжиною від 2 до 4,5м; в складеному положенні товщина 0,10 -0,15м, висота 0,5 - 0,6м. Непотоплюваність забезпечено самим матеріалом, густина якого менше 1. Додатково можуть бути використані розташовані під банками надувні балони з повітрятримаючої тканини ПВХ. По бортам і носовій частині можуть бути установлені надувні або порожнисті складані булі (можливо комбіновані), які теж забезпечують плавучість та додаткову остійність човнів. У випадку затоплення водою човен залишається на плаву разом з повним спорядження і пасажиром. 7 Комп’ютерна верстка Н. Лиcенко 57707 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing folding boat hull or other three-dimensional object
Автори англійськоюOkhrimenko Roman Petrovych
Назва патенту російськоюСпособ изготовления складного корпуса лодки или иного трехмерного объекта (вариант 3)
Автори російськоюОхрименко Роман Петрович
МПК / Мітки
МПК: B63B 35/00, B63B 7/00, B63B 5/00
Мітки: об'єкта, іншого, виготовлення, човна, спосіб, складаного, тривимірного, корпусу, варіант
Код посилання
<a href="https://ua.patents.su/4-57707-sposib-vigotovlennya-skladanogo-korpusu-chovna-abo-inshogo-trivimirnogo-obehkta-variant-3.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення складаного корпусу човна або іншого тривимірного об`єкта (варіант 3)</a>
Спосіб виготовлення складаного корпусу човна або іншого тривимірного об’єкта (варіант 1)
Номер патенту: 57403
Опубліковано: 25.02.2011
Автор: Охріменко Роман Петрович
МПК: B63B 35/36, B63B 7/00, B63B 5/00
Мітки: складаного, варіант, тривимірного, спосіб, виготовлення, човна, іншого, об'єкта, корпусу
Формула / Реферат:
1. Спосіб виготовлення складаного корпусу човна або іншого тривимірного об'єкта з листового пластичного матеріалу, зокрема поліпропілену, що включає формування пластичних шарнірів вздовж системи ліній, складання листа пластичного матеріалу за якими забезпечує утворення корпусу човна або іншого тривимірного об'єкта, який відрізняється тим, що шарніри утворюють шляхом зменшення товщини листового пластичного матеріалу вздовж згаданих...
Спосіб виготовлення складаного корпусу човна або іншого тривимірного об’єкта
Номер патенту: 57401
Опубліковано: 25.02.2011
Автор: Охріменко Роман Петрович
МПК: B63B 7/00, B63B 5/00, B63B 35/36
Мітки: човна, тривимірного, корпусу, об'єкта, спосіб, складаного, іншого, виготовлення
Формула / Реферат:
1. Спосіб виготовлення складаного корпусу човна або іншого тривимірного об'єкта з листового пластичного матеріалу, зокрема поліпропілену, що передбачає формування пластичних шарнірів вздовж системи ліній, складання листа пластичного матеріалу за якими забезпечує утворення корпусу човна або іншого тривимірного об'єкта, який відрізняється тим, що шарніри утворюють шляхом зменшення товщини листового пластичного матеріалу вздовж згаданих ліній...
Складаний корпус човна або інший тривимірний об’єкт
Номер патенту: 57402
Опубліковано: 25.02.2011
Автор: Охріменко Роман Петрович
МПК: B63B 5/00, B63B 7/00, B63B 35/36
Мітки: об`єкт, корпус, човна, тривимірний, складаний
Формула / Реферат:
1. Складаний корпус човна або інший тривимірний об'єкт, що має суміжні складові частини у вигляді панелей з листового пластичного матеріалу, зокрема поліпропілену, з'єднані водонепроникними пластичними шарнірами, який відрізняється тим, що пластичні шарніри утворено шляхом зменшення товщини листового пластичного матеріалу за рахунок виконання заглиблень (канавок) на стороні листа пластичного матеріалу, що є внутрішньою при обумовленому метою...
Складаний корпус човна або інший тривимірний об’єкт
Номер патенту: 57404
Опубліковано: 25.02.2011
Автор: Охріменко Роман Петрович
МПК: B63B 7/00, B63B 5/00, B63B 35/36
Мітки: складаний, об`єкт, тривимірний, човна, корпус
Формула / Реферат:
1. Складаний корпус човна або інший тривимірний об'єкт, що має суміжні складові частини у вигляді панелей з листового пластичного матеріалу, зокрема поліпропілену, з'єднані водонепроникними пластичними шарнірами, який відрізняється тим, що пластичні шарніри утворено шляхом зменшення товщини листового пластичного матеріалу за рахунок виконання заглиблень (канавок) на стороні листа пластичного матеріалу, що є внутрішньою при обумовленому метою...
Складаний корпус човна або інший тривимірний об’єкт
Номер патенту: 57406
Опубліковано: 25.02.2011
Автор: Охріменко Роман Петрович
МПК: B63B 7/00, B63B 35/36, B63B 5/00
Мітки: корпус, складаний, об`єкт, тривимірний, човна
Формула / Реферат:
1. Складаний корпус човна або інший тривимірний об'єкт, що має суміжні складові частини у вигляді панелей з листового пластичного матеріалу, зокрема поліпропілену, з'єднані водонепроникними пластичними шарнірами, який відрізняється тим, що пластичні шарніри утворено шляхом зменшення товщини листового пластичного матеріалу. 2. Складаний корпус човна за п. 1, який відрізняється тим, що зменшення товщини листового пластичного...
Попередній патент: Спосіб маркування виробів, які мають вигляд ковбасного батона
Наступний патент: Лабораторна установка для визначення тиску розпирання вугілля та шихт різної насипної щільності
Випадковий патент: Механізм повороту сидіння екскаватора-навантажувача