Спосіб визначення кутів загострення ріжучих кромок зерен абразивних порошків
Формула / Реферат
1. Спосіб визначення кутів загострення ріжучих кромок зерен абразивних порошків, що передбачає отримання проекції кожного зерна із певної їх кількості (проби) і виділення її замкнутої межі (контуру), який відрізняється тим, що величину кутів загострення ріжучих кромок визначають шляхом нанесення на контур проекції певної кількості точок в двовимірній Декартовій системі координат, початок якої поміщують в центр маси проекції зерна.
2. Спосіб за п. 1, який відрізняється тим, що встановлюють значення х, у-координат нанесених на контур проекції точок, кожну пару таких точок з'єднують відрізком прямої лінії і вимірюють кут, утворений прямолінійним продовженням (до перетину з віссю X) цього відрізка і додатним напрямком осі X.
3. Спосіб за пп. 1, 2, який відрізняється тим, що кут загострення ріжучої кромки в кожній із нанесених на контур проекції зерна точці знаходять за різницею кутів, які утворюють з додатним напрямком осі X продовження (до перетину з віссю X) двох прямих ліній, які виходять з нанесеної точки і які з'єднують її з наступною за нею та попередньою до неї нанесеними на контур проекції точками.
Текст
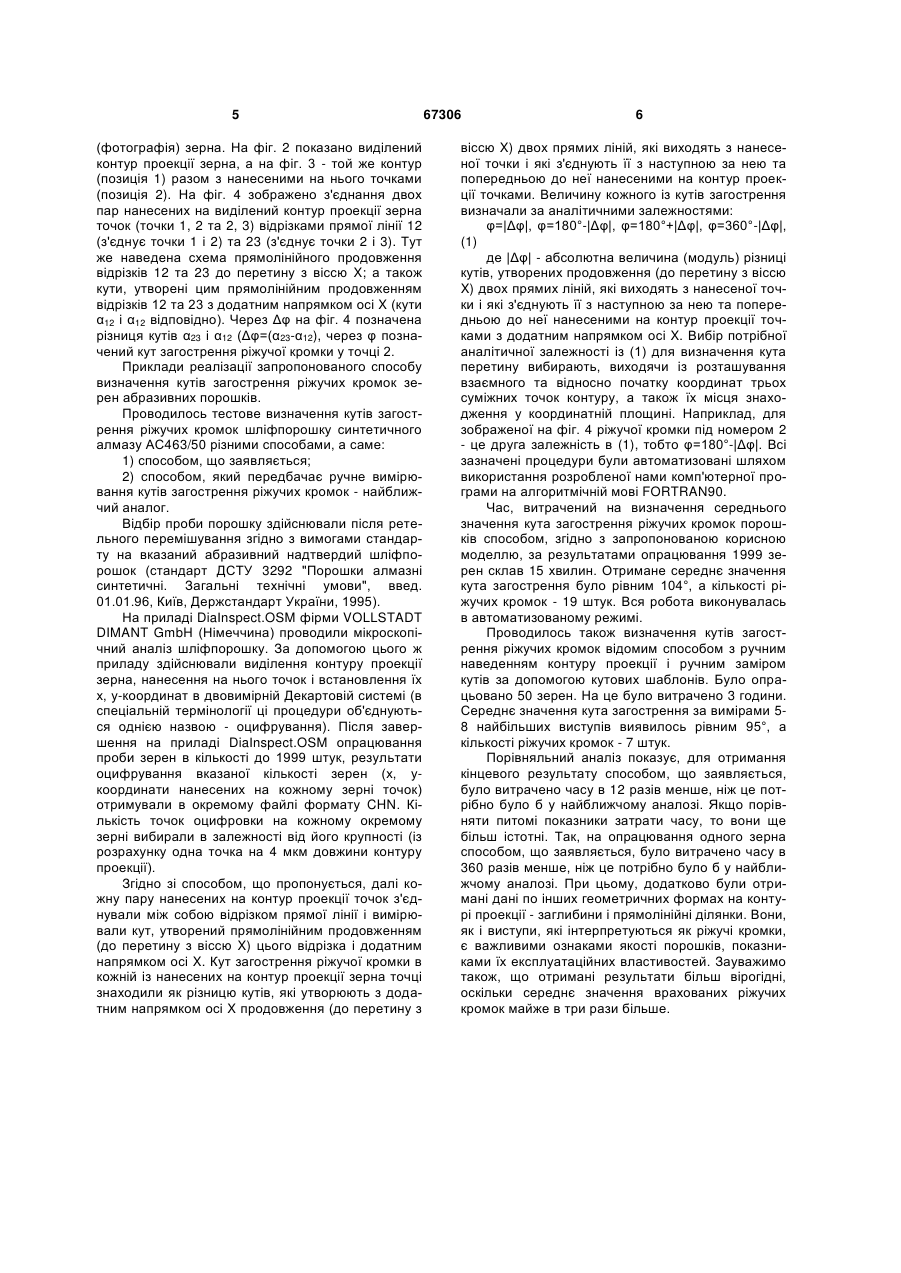
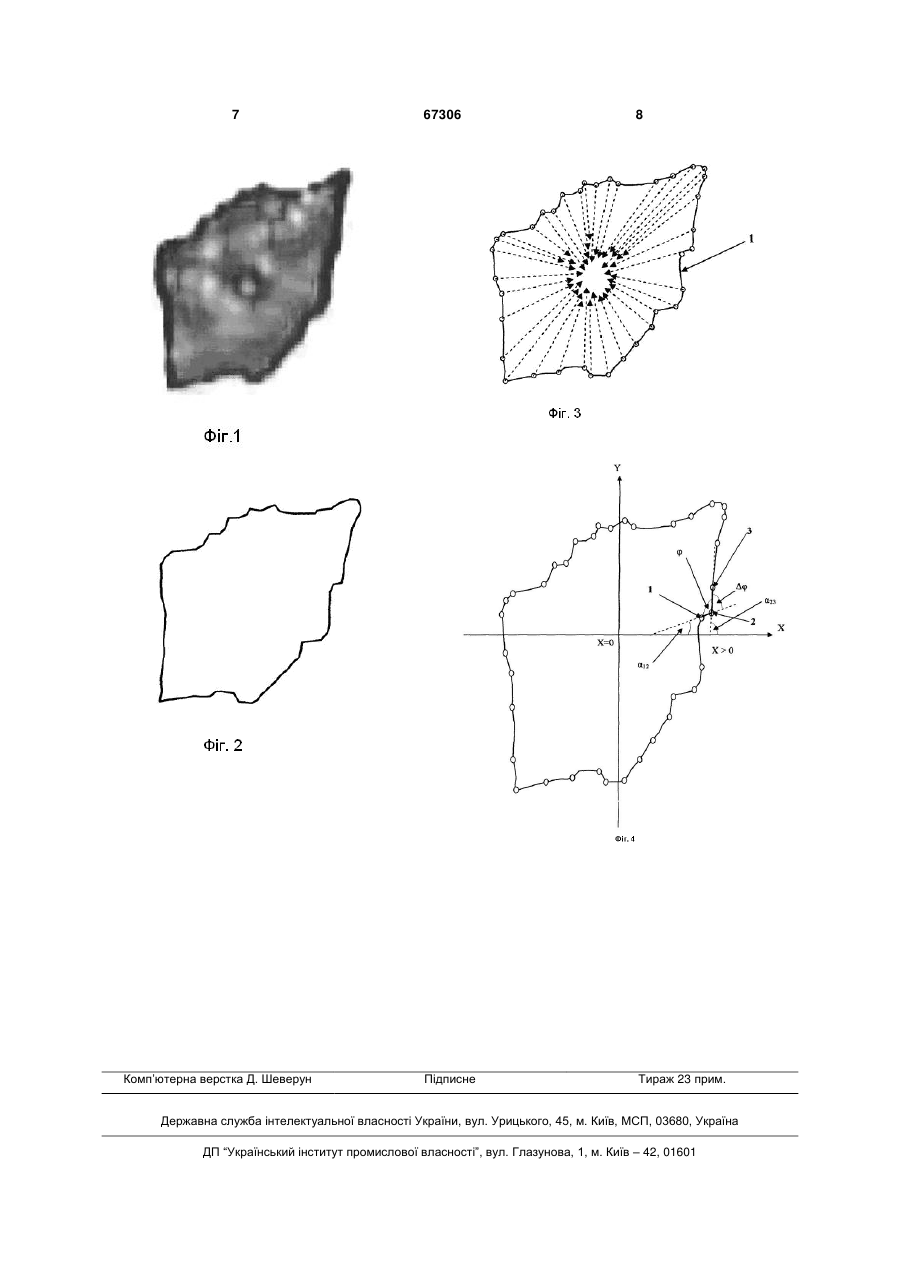
1. Спосіб визначення кутів загострення ріжучих кромок зерен абразивних порошків, що передбачає отримання проекції кожного зерна із певної їх кількості (проби) і виділення її замкнутої межі (контуру), який відрізняється тим, що величину кутів загострення ріжучих кромок визначають шляхом нанесення на контур проекції певної кількості точок в двовимірній Декартовій системі координат, початок якої поміщують в центр маси проекції зерна. 3 вони безумовно теж вносять важливий вклад в абразивну здатність окремого зерна, а з ним і порошку в цілому. Та й сам процес класифікації виступів і відбір тих, які інтерпретуються як великі, є джерелом суб'єктивізму, оскільки здійснюється візуально тим, хто виконує аналіз, і без обумовлених критеріїв. Найбільш близький за технічною суттю до корисної моделі є спосіб визначення кутів загострення ріжучих кромок зерен абразивних порошків, який передбачає використанням біологічного мікроскопа МБР-1 чи часового проектора моделі ЧП-2 для отримання проекції зерен та зарисовку проекції зерен на рисувальному пристрої приладу для мікро- та макрозйомок ФНМ-2 з (див. Ящерицин П.И., Зайцев А.Г. Повышение качества шлифованных поверхностей и режущих свойств абразивно-алмазного инструмента. - Минск: Наука и техника, 1972. - 480 с.). На приладі ФНМ-2 зарисовуються зерна зернистістю 6, 10 і 16, а на часовому проекторі ЧП-2 - зернистістю 25. При зарисовці зерен зернистістю 6 і 10 застосовують збільшення в 1330 раз, зерен зернистістю 16 - 500 раз, а при зарисовці зерен зернистістю 25 - 200 раз. В залежності від фактичної форми контуру проекції зерна вимірювання кутів загострення ріжучих кромок проводять за 3-14 виступами. Кути загострення вимірюються шляхом накладання універсального кутоміра типу 1 (ГОСТ 5378-50) на вимірюваний об'єкт так, щоб кромки кутоміра співпадали з дотичними, проведеними через раніше зафіксовані точки. Збіг кромок кутоміра з серединою олівцевої лінії перевіряється лупою 7кратного збільшення. Такий спосіб визначення кутів загострення ріжучих кромок зерен абразивних порошків дещо поліпшує процедуру зарисовки контуру проекції зерен, але не зменшує обсягу ручної рутинної роботи. Він частково підвищує вірогідність отримуваних результатів, оскільки передбачає вимірювання виступів в кількості до 14 штук і більш чітку процедуру вимірювання кутів загострення. Але при цьому збільшується обсяг ручної роботи. Не усувається і інший недолік - зокрема суб'єктивний підхід до питання класифікації виступів. В основу корисної моделі поставлено задачу удосконалити спосіб визначення кутів загострення ріжучих кромок зерен абразивних порошків за рахунок нанесення на контур проекції певної кількості точок в двовимірній Декартовій системі координат, початок якої поміщують в центр маси проекції зерна, забезпечується отримання більш адекватної інформації по величині кута загострення ріжучих кромок і суттєво прискорюється процес отримання кінцевого результату. Поставлена задача вирішується завдяки тому, що у способі визначення кутів загострення ріжучих кромок зерен абразивних порошків, який передбачає отримання проекції кожного зерна із певної їх кількості (проби) і виділення замкнутої межі (контуру) його проекції, згідно з корисною моделлю, на контур проекції додатково наносять певну кількість точок в двовимірній Декартовій системі координат з початком в центрі маси проекції зерна, встанов 67306 4 люють значення х, у-координат нанесених на контур проекції точок, кожну пару таких точок з'єднують відрізком прямої лінії, який продовжують до перетину з віссю X, і вимірюють кут, утворений цим прямолінійним продовженням з додатним напрямком осі X, а величину кутів загострення ріжучих кромок знаходять за різницею кутів, які утворюють з додатним напрямком осі X продовження (до перетину з віссю X) двох прямих ліній, які виходять з нанесеної точки і які з'єднують її з наступною за нею та попередньою до неї нанесеними на контур проекції точками. Причинно-наслідковий зв'язок між сукупністю ознак корисної моделі, що заявляється, і технічним результатом, якого досягають при її реалізації, полягає в наступному. Нанесення на контур проекції певної кількості точок в двовимірній Декартовій системі координат, початок якої поміщений в центр маси проекції зерна є першим і ключовим кроком формалізації процесу кількісного аналізу плоского рельєфу контуру проекції абразивного зерна. Формалізація як методологічний елемент пізнання переводить процедуру вимірювання кутів загострення ріжучих кромок із якісної (чисто описової за формою і ручною за суттю) площини в кількісну науково-прикладну площину, в якій оперують такими категоріями, як поняття, алгоритм, критерій, показник, числове значення та ін. Завдяки цьому створюються передумови повної автоматизації процедури кількісного оцінювання ріжучих кромок - встановлення їх кількості та вимірювання кута загострення. Покладений в основу корисної моделі, що пропонується, алгоритм передбачає такі етапи: встановлення х, у-координат нанесених на контур проекції точок; з'єднання кожної пари таких точок відрізком прямої лінії; визначення кутів перетину прямолінійного продовженням (до перетину з віссю X) цього відрізка з додатним напрямком осі X і оскільки при перетині двох прямих утворюється чотири кути, то вибір потрібного з них, власне кута загострення. Всі ці зазначені етапи піддаються алгоритмізації з наступною розробкою комп'ютерних програмних засобів на одній із алгоритмічних мов (в нашому випадку мови FORTRAN90). Тай сама процедура нанесення на контур проекції зерна точок також може бути автоматизована шляхом використання сучасних інформаційно-комп'ютерних технологій. Все це дає можливість вилучити із процесу вимірювання кутів загострення ріжучих кромок абразивних порошків рутинну ручну роботу. При цьому, усувається впливу суб'єктивного фактора, що сприяє підвищенню вірогідності отримуваних результатів. Зазначимо, що запропонований підхід дозволяє проводити кількісний аналіз і інших присутніх у двовимірному рельєфі контуру проекції локальних геометричних форм - заглибин та прямолінійних ділянок. В сукупності із виступами, які інтерпретуються як ріжучі кромки, ці геометричні форми дають повне уявлення про абразивну здатність порошку. На кресленні (фіг. 1-4) зображена схема основних етапів визначення кутів загострення ріжучих кромок зерен абразивних порошків способом, що пропонується. На фіг. 1 наведено зображення 5 (фотографія) зерна. На фіг. 2 показано виділений контур проекції зерна, а на фіг. 3 - той же контур (позиція 1) разом з нанесеними на нього точками (позиція 2). На фіг. 4 зображено з'єднання двох пар нанесених на виділений контур проекції зерна точок (точки 1, 2 та 2, 3) відрізками прямої лінії 12 (з'єднує точки 1 і 2) та 23 (з'єднує точки 2 і 3). Тут же наведена схема прямолінійного продовження відрізків 12 та 23 до перетину з віссю X; а також кути, утворені цим прямолінійним продовженням відрізків 12 та 23 з додатним напрямком осі X (кути α12 і α12 відповідно). Через Δφ на фіг. 4 позначена різниця кутів α23 і α12 (Δφ=(α23-α12), через φ позначений кут загострення ріжучої кромки у точці 2. Приклади реалізації запропонованого способу визначення кутів загострення ріжучих кромок зерен абразивних порошків. Проводилось тестове визначення кутів загострення ріжучих кромок шліфпорошку синтетичного алмазу АС463/50 різними способами, а саме: 1) способом, що заявляється; 2) способом, який передбачає ручне вимірювання кутів загострення ріжучих кромок - найближчий аналог. Відбір проби порошку здійснювали після ретельного перемішування згідно з вимогами стандарту на вказаний абразивний надтвердий шліфпорошок (стандарт ДСТУ 3292 "Порошки алмазні синтетичні. Загальні технічні умови", введ. 01.01.96, Київ, Держстандарт України, 1995). На приладі DiaІnspect.OSM фірми VOLLSTADT DIMANT GmbH (Німеччина) проводили мікроскопічний аналіз шліфпорошку. За допомогою цього ж приладу здійснювали виділення контуру проекції зерна, нанесення на нього точок і встановлення їх х, у-координат в двовимірній Декартовій системі (в спеціальній термінології ці процедури об'єднуються однією назвою - оцифрування). Після завершення на приладі DiaІnspect.OSM опрацювання проби зерен в кількості до 1999 штук, результати оцифрування вказаної кількості зерен (х, укоординати нанесених на кожному зерні точок) отримували в окремому файлі формату CHN. Кількість точок оцифровки на кожному окремому зерні вибирали в залежності від його крупності (із розрахунку одна точка на 4 мкм довжини контуру проекції). Згідно зі способом, що пропонується, далі кожну пару нанесених на контур проекції точок з'єднували між собою відрізком прямої лінії і вимірювали кут, утворений прямолінійним продовженням (до перетину з віссю X) цього відрізка і додатним напрямком осі X. Кут загострення ріжучої кромки в кожній із нанесених на контур проекції зерна точці знаходили як різницю кутів, які утворюють з додатним напрямком осі X продовження (до перетину з 67306 6 віссю X) двох прямих ліній, які виходять з нанесеної точки і які з'єднують її з наступною за нею та попередньою до неї нанесеними на контур проекції точками. Величину кожного із кутів загострення визначали за аналітичними залежностями: φ=|Δφ|, φ=180°-|Δφ|, φ=180°+|Δφ|, φ=360°-|Δφ|, (1) де |Δφ| - абсолютна величина (модуль) різниці кутів, утворених продовження (до перетину з віссю X) двох прямих ліній, які виходять з нанесеної точки і які з'єднують її з наступною за нею та попередньою до неї нанесеними на контур проекції точками з додатним напрямком осі X. Вибір потрібної аналітичної залежності із (1) для визначення кута перетину вибирають, виходячи із розташування взаємного та відносно початку координат трьох суміжних точок контуру, а також їх місця знаходження у координатній площині. Наприклад, для зображеної на фіг. 4 ріжучої кромки під номером 2 - це друга залежність в (1), тобто φ=180°-|Δφ|. Всі зазначені процедури були автоматизовані шляхом використання розробленої нами комп'ютерної програми на алгоритмічній мові FORTRAN90. Час, витрачений на визначення середнього значення кута загострення ріжучих кромок порошків способом, згідно з запропонованою корисною моделлю, за результатами опрацювання 1999 зерен склав 15 хвилин. Отримане середнє значення кута загострення було рівним 104°, а кількості ріжучих кромок - 19 штук. Вся робота виконувалась в автоматизованому режимі. Проводилось також визначення кутів загострення ріжучих кромок відомим способом з ручним наведенням контуру проекції і ручним заміром кутів за допомогою кутових шаблонів. Було опрацьовано 50 зерен. На це було витрачено 3 години. Середнє значення кута загострення за вимірами 58 найбільших виступів виявилось рівним 95°, а кількості ріжучих кромок - 7 штук. Порівняльний аналіз показує, для отримання кінцевого результату способом, що заявляється, було витрачено часу в 12 разів менше, ніж це потрібно було б у найближчому аналозі. Якщо порівняти питомі показники затрати часу, то вони ще більш істотні. Так, на опрацювання одного зерна способом, що заявляється, було витрачено часу в 360 разів менше, ніж це потрібно було б у найближчому аналозі. При цьому, додатково були отримані дані по інших геометричних формах на контурі проекції - заглибини і прямолінійні ділянки. Вони, як і виступи, які інтерпретуються як ріжучі кромки, є важливими ознаками якості порошків, показниками їх експлуатаційних властивостей. Зауважимо також, що отримані результати більш вірогідні, оскільки середнє значення врахованих ріжучих кромок майже в три рази більше. 7 Комп’ютерна верстка Д. Шеверун 67306 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of lip angles of the cutter edges of grains of abrasive powders
Автори англійськоюPetasiuk Hryhorii Andriiovych
Назва патенту російськоюСпособ определения углов заострения режущих кромок зерен абразивных порошков
Автори російськоюПетасюк Григорий Андреевич
МПК / Мітки
МПК: B07B 4/08, G01N 15/02
Мітки: загострення, абразивних, кромок, спосіб, зерен, порошків, кутів, ріжучих, визначення
Код посилання
<a href="https://ua.patents.su/4-67306-sposib-viznachennya-kutiv-zagostrennya-rizhuchikh-kromok-zeren-abrazivnikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення кутів загострення ріжучих кромок зерен абразивних порошків</a>
Спосіб визначення зовнішньої питомої поверхні абразивних порошків із композиційного матеріалу
Номер патенту: 28102
Опубліковано: 26.11.2007
Автори: Петасюк Григорій Андрійович, Нікітін Юрій Іванович
МПК: G01N 15/02
Мітки: спосіб, визначення, матеріалу, зовнішньої, поверхні, композиційного, порошків, абразивних, питомої
Формула / Реферат:
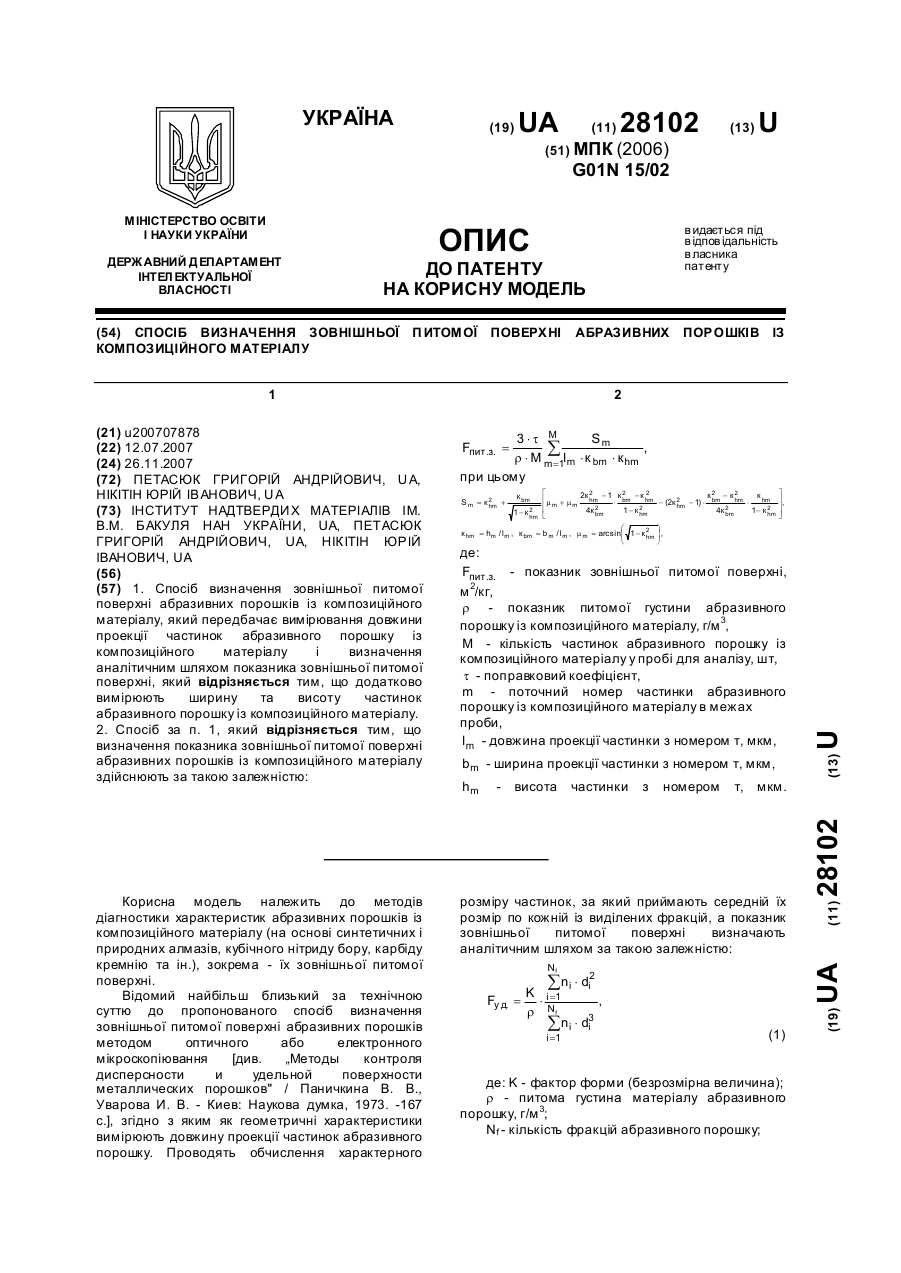
1. Спосіб визначення зовнішньої питомої поверхні абразивних порошків із композиційного матеріалу, який передбачає вимірювання довжини проекції частинок абразивного порошку із композиційного матеріалу і визначення аналітичним шляхом показника зовнішньої питомої поверхні, який відрізняється тим, що додатково вимірюють ширину та висоту частинок абразивного порошку із композиційного матеріалу.2. Спосіб за п. 1, який відрізняється тим, що...
Спосіб визначення зернистості і зернового складу абразивних порошків
Номер патенту: 49397
Опубліковано: 16.09.2002
Автори: Петасюк Григорій Андрійович, Новіков Микола Васильович, Нікітін Юрій Іванович
МПК: G01N 15/02, B07B 4/08
Мітки: порошків, складу, зернистості, зернового, абразивних, спосіб, визначення
Формула / Реферат:
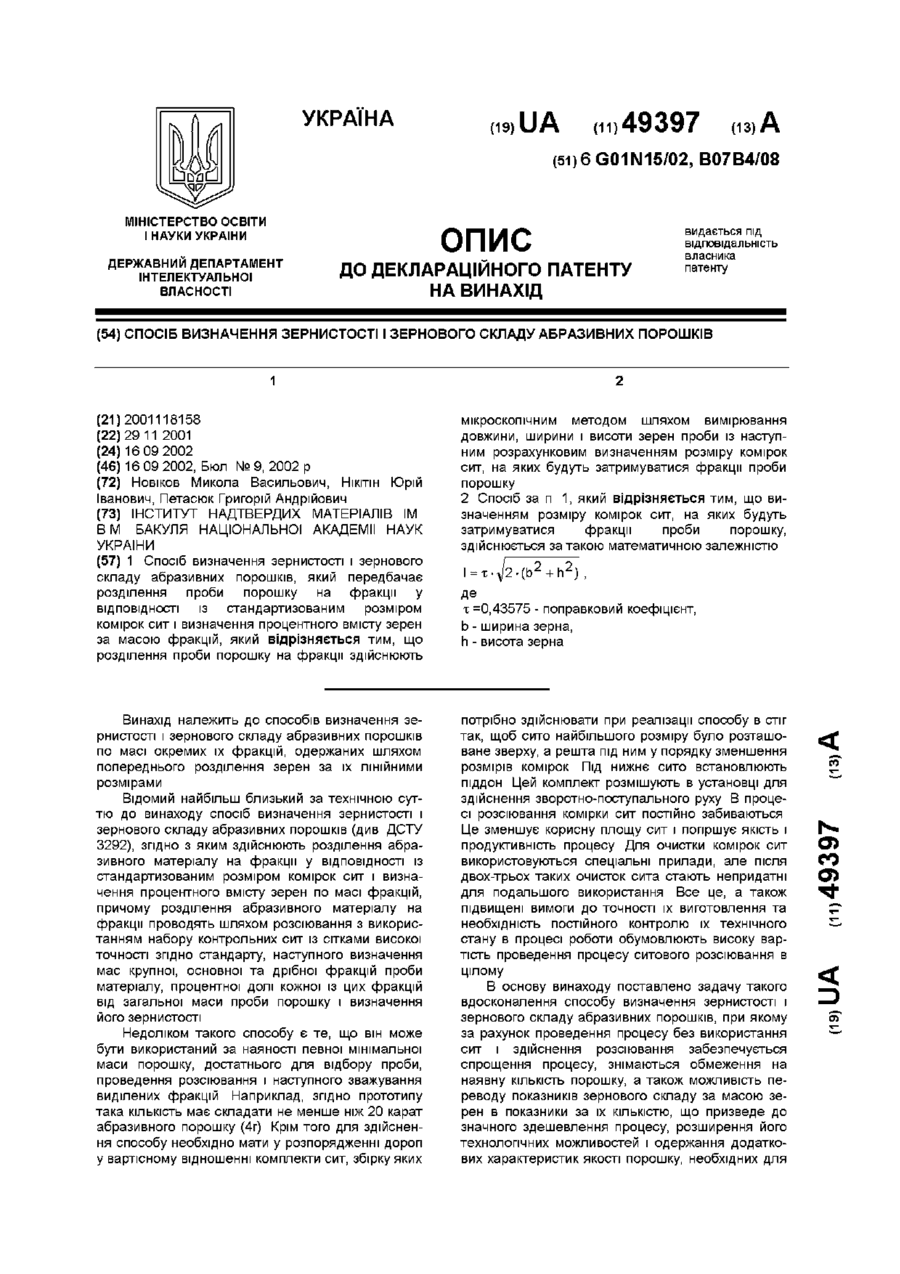
1. Спосіб визначення зернистості і зернового складу абразивних порошків, який передбачає розділення проби порошку на фракції у відповідності із стандартизованим розміром комірок сит і визначення процентного вмісту зерен за масою фракцій, який відрізняється тим, що розділення проби порошку на фракції здійснюють мікроскопічним методом шляхом вимірювання довжини, ширини і висоти зерен проби із наступним розрахунковим визначенням розміру комірок...
Спосіб вимірювання міцності утримання абразивних зерен у зв’язці абразивного інструменту
Номер патенту: 32598
Опубліковано: 26.05.2008
Автори: Коновалов Валерій Олексійович, Шатохін Володимир Володимирович
МПК: G01N 33/40
Мітки: вимірювання, утримання, зерен, абразивного, зв'язці, інструменту, абразивних, міцності, спосіб
Формула / Реферат:
Спосіб вимірювання міцності утримання абразивних зерен у зв'язці абразивного інструменту, який включає закріплення на столі зразка, виконаного із зв'язки з закріпленими в ній абразивними зернами, що виступають відносно поверхні зв'язки на величину, що перевищує 1/2 їх висоти, з наступним переміщенням робочого елемента відносно поверхні зразка, в процесі якого здійснюють навантаження безпосередньо абразивних зерен почергово до вириву їх із...
Спосіб вимірювання міцності утримання абразивних зерен у зв`язці
Номер патенту: 8146
Опубліковано: 15.07.2005
Автори: Коновалов Валерій Олексійович, Шатохін Володимир Володимирович, Бондарев Євген Костянтинович
МПК: B24B 49/00, G01N 33/40
Мітки: зерен, утримання, зв'язці, спосіб, міцності, вимірювання, абразивних
Формула / Реферат:
1. Спосіб вимірювання міцності утримання абразивних зерен у зв'язці, який передбачає закріплення зразка, виконаного із зв'язки з закріпленими в ній абразивними зернами, на столі з наступним тангенційним переміщенням робочого елемента відносно поверхні зразка і вимірюванням міцності утримання абразивних зерен у зв'язці, який відрізняється тим, що використовують зразок, у якому абразивні зерна виступають відносно поверхні зв'язки на величину,...
Спосіб виготовлення абразивних порошків
Номер патенту: 46223
Опубліковано: 10.12.2009
Автори: Олійник Нонна Олександрівна, Маринич Маргарита Анатоліївна, Ільницька Галина Дмитриївна, Невструєв Георгій Феодосійович, Богатирьова Галина Павлівна
Мітки: спосіб, абразивних, порошків, виготовлення
Формула / Реферат:
1. Спосіб виготовлення абразивних порошків, що включає дроблення вихідного матеріалу, класифікацію отриманого матеріалу за зернистістю, обробку зерен шляхом нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності, який відрізняється тим, що нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують...
Попередній патент: Спосіб підвищення зносостійкості алмазного шліфувального інструменту
Наступний патент: Комплексний стимулятор росту рослин “планта-віта”
Випадковий патент: Спосіб виготовлення декоративних гіпсових плит