Спосіб лазерного зварювання двома пучками з різною та однаковою довжиною хвиль
Номер патенту: 70369
Опубліковано: 11.06.2012
Автори: Палагеша Андрій Миколайович, Сіора Олександр Васильович, Бернацький Артемій Володимирович, Шелягін Володимир Дмитрович, Хаскін Владислав Юрійович, Кривцун Ігор Віталійович, Шуба Іван Володимирович
Формула / Реферат
1. Спосіб лазерного зварювання двома пучками з різною та однаковою довжиною хвиль, що виконується за допомогою двох сфокусованих пучків із різними та однаковими довжинами хвиль, який відрізняється тим, що фокальна площина одного пучка заглиблюється відносно другого на величину, яка є близькою або дорівнює величині заглиблення другого лазерного пучка під вільну поверхню зварюваного стику.
2. Спосіб лазерного зварювання за п. 1, який відрізняється тим, що заглиблення фокальної площини одного пучка відносно другого не перевищує половини довжини його горловини каустики.
Текст
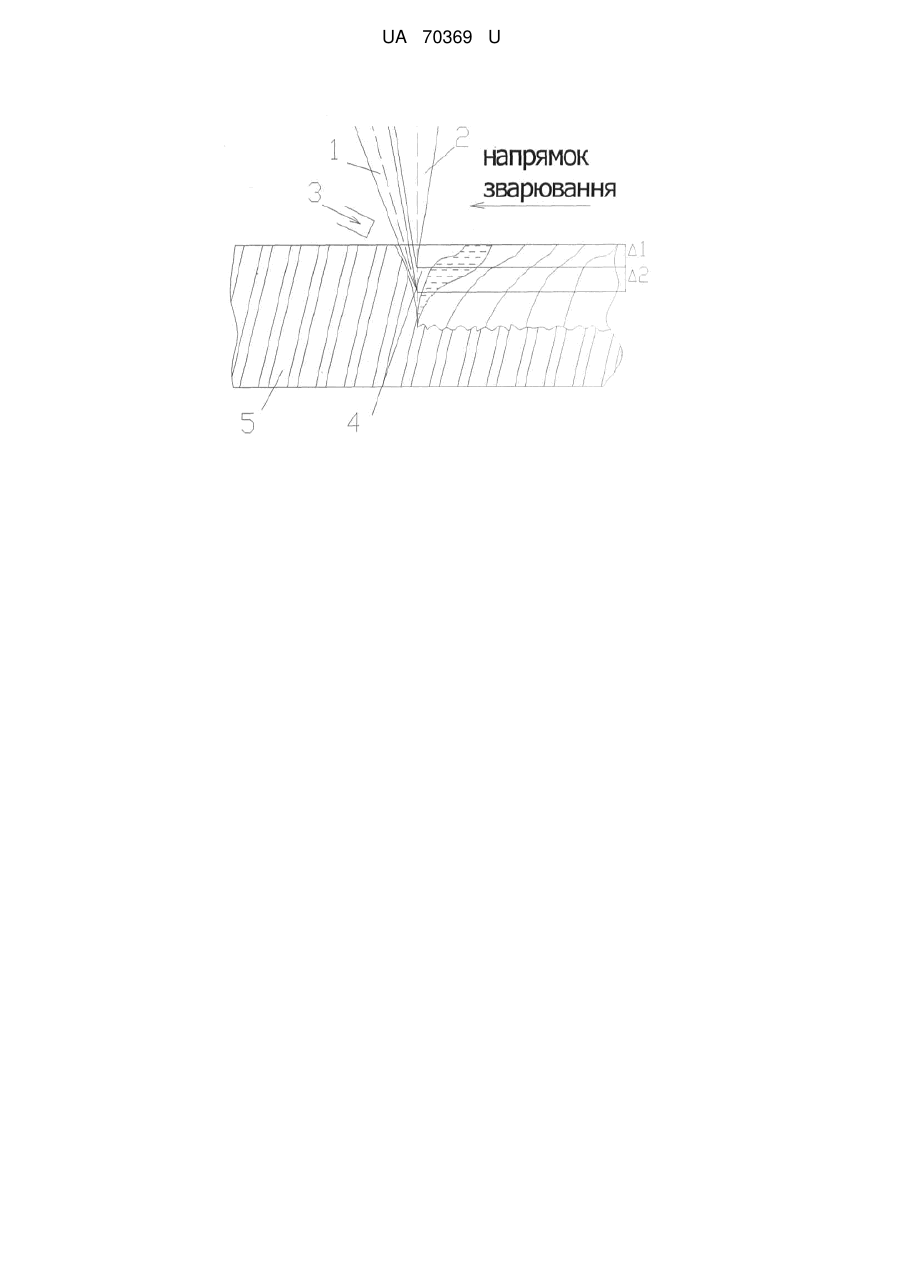
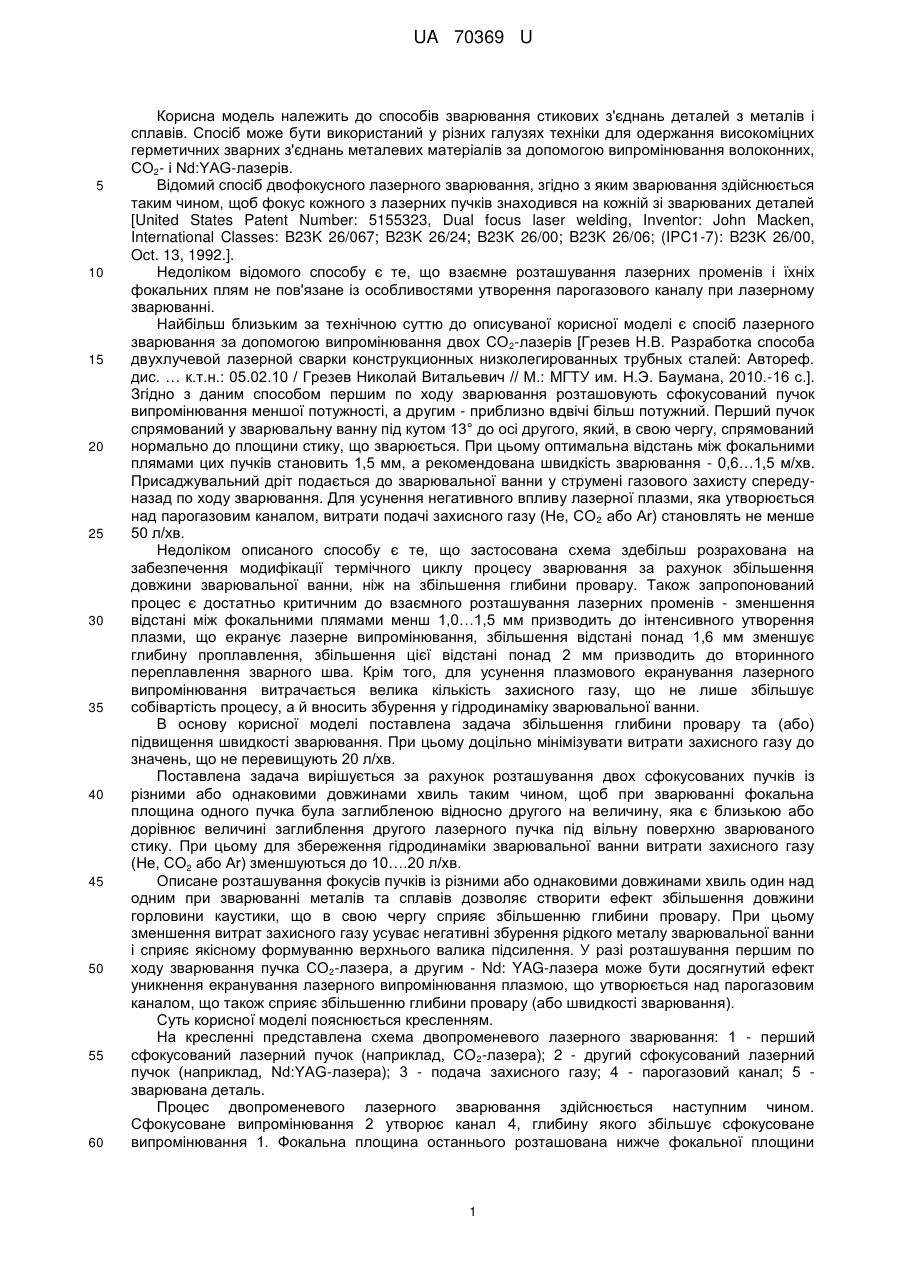
Реферат: Спосіб лазерного зварювання виконується за допомогою двох сфокусованих пучків із різними та однаковими довжинами хвиль. Фокальна площина одного пучка заглиблюється відносно другого на величину, яка є близькою або дорівнює величині заглиблення другого лазерного пучка під вільну поверхню зварюваного стику. UA 70369 U (12) UA 70369 U UA 70369 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів зварювання стикових з'єднань деталей з металів і сплавів. Спосіб може бути використаний у різних галузях техніки для одержання високоміцних герметичних зварних з'єднань металевих матеріалів за допомогою випромінювання волоконних, СО2- і Nd:YAG-лазерів. Відомий спосіб двофокусного лазерного зварювання, згідно з яким зварювання здійснюється таким чином, щоб фокус кожного з лазерних пучків знаходився на кожній зі зварюваних деталей [United States Patent Number: 5155323, Dual focus laser welding, Inventor: John Macken, International Classes: B23K 26/067; B23K 26/24; B23K 26/00; B23K 26/06; (IPC1-7): B23K 26/00, Oct. 13, 1992.]. Недоліком відомого способу є те, що взаємне розташування лазерних променів і їхніх фокальних плям не пов'язане із особливостями утворення парогазового каналу при лазерному зварюванні. Найбільш близьким за технічною суттю до описуваної корисної моделі є спосіб лазерного зварювання за допомогою випромінювання двох СО2-лазерів [Грезев Н.В. Разработка способа двухлучевой лазерной сварки конструкционных низколегированных трубных сталей: Автореф. дис. … к.т.н.: 05.02.10 / Грезев Николай Витальевич // М.: МГТУ им. Н.Э. Баумана, 2010.-16 с.]. Згідно з даним способом першим по ходу зварювання розташовують сфокусований пучок випромінювання меншої потужності, а другим - приблизно вдвічі більш потужний. Перший пучок спрямований у зварювальну ванну під кутом 13° до осі другого, який, в свою чергу, спрямований нормально до площини стику, що зварюється. При цьому оптимальна відстань між фокальними плямами цих пучків становить 1,5 мм, а рекомендована швидкість зварювання - 0,6…1,5 м/хв. Присаджувальний дріт подається до зварювальної ванни у струмені газового захисту спередуназад по ходу зварювання. Для усунення негативного впливу лазерної плазми, яка утворюється над парогазовим каналом, витрати подачі захисного газу (Не, СО 2 або Ar) становлять не менше 50 л/хв. Недоліком описаного способу є те, що застосована схема здебільш розрахована на забезпечення модифікації термічного циклу процесу зварювання за рахунок збільшення довжини зварювальної ванни, ніж на збільшення глибини провару. Також запропонований процес є достатньо критичним до взаємного розташування лазерних променів - зменшення відстані між фокальними плямами менш 1,0…1,5 мм призводить до інтенсивного утворення плазми, що екранує лазерне випромінювання, збільшення відстані понад 1,6 мм зменшує глибину проплавлення, збільшення цієї відстані понад 2 мм призводить до вторинного переплавлення зварного шва. Крім того, для усунення плазмового екранування лазерного випромінювання витрачається велика кількість захисного газу, що не лише збільшує собівартість процесу, а й вносить збурення у гідродинаміку зварювальної ванни. В основу корисної моделі поставлена задача збільшення глибини провару та (або) підвищення швидкості зварювання. При цьому доцільно мінімізувати витрати захисного газу до значень, що не перевищують 20 л/хв. Поставлена задача вирішується за рахунок розташування двох сфокусованих пучків із різними або однаковими довжинами хвиль таким чином, щоб при зварюванні фокальна площина одного пучка була заглибленою відносно другого на величину, яка є близькою або дорівнює величині заглиблення другого лазерного пучка під вільну поверхню зварюваного стику. При цьому для збереження гідродинаміки зварювальної ванни витрати захисного газу (Не, СО2 або Ar) зменшуються до 10….20 л/хв. Описане розташування фокусів пучків із різними або однаковими довжинами хвиль один над одним при зварюванні металів та сплавів дозволяє створити ефект збільшення довжини горловини каустики, що в свою чергу сприяє збільшенню глибини провару. При цьому зменшення витрат захисного газу усуває негативні збурення рідкого металу зварювальної ванни і сприяє якісному формуванню верхнього валика підсилення. У разі розташування першим по ходу зварювання пучка СО2-лазера, а другим - Nd: YAG-лазера може бути досягнутий ефект уникнення екранування лазерного випромінювання плазмою, що утворюється над парогазовим каналом, що також сприяє збільшенню глибини провару (або швидкості зварювання). Суть корисної моделі пояснюється кресленням. На кресленні представлена схема двопроменевого лазерного зварювання: 1 - перший сфокусований лазерний пучок (наприклад, СО 2-лазера); 2 - другий сфокусований лазерний пучок (наприклад, Nd:YAG-лазера); 3 - подача захисного газу; 4 - парогазовий канал; 5 зварювана деталь. Процес двопроменевого лазерного зварювання здійснюється наступним чином. Сфокусоване випромінювання 2 утворює канал 4, глибину якого збільшує сфокусоване випромінювання 1. Фокальна площина останнього розташована нижче фокальної площини 1 UA 70369 U пучка 1 на величину Δ2, яка є близькою або дорівнює відстані Δ1. В свою чергу, відстань Δ1 є заглибленням фокальної площини пучка 2 під вільну поверхню зварюваної деталі 5. Захист зварювальної ванни здійснюється за допомогою сопла 3, розташованого попереду по ходу зварювання. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 1. Спосіб лазерного зварювання двома пучками з різною та однаковою довжиною хвиль, що виконується за допомогою двох сфокусованих пучків із різними та однаковими довжинами хвиль, який відрізняється тим, що фокальна площина одного пучка заглиблюється відносно другого на величину, яка є близькою або дорівнює величині заглиблення другого лазерного пучка під вільну поверхню зварюваного стику. 2. Спосіб лазерного зварювання за п. 1, який відрізняється тим, що заглиблення фокальної площини одного пучка відносно другого не перевищує половини довжини його горловини каустики. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of laser welding by two beams with different and same wavelengths
Автори англійськоюKrivtsun Ihor Vitaliiovych, Sheliahin Volodymyr Dmytrovych, Khaskin Vladyslav Yuriiovych, Bernatskyi Artemii Volodymyrovych, Siora Oleksandr Vasyliovych, Palahesha Andrii Mykolaiovych, Shuba Ivan Volodymyrovych
Назва патенту російськоюСпособ лазерной сварки двумя пучками с разной и одинаковой длиной волн
Автори російськоюКривцун Игорь Витальевич, Шелягин Владимир Дмитриевич, Хаскин Владислав Юрьевич, Бернацкий Артемий Владимирович, Сиора Александр Васильевич, Палагеша Андрей Николаевич, Шуба Иван Владимирович
МПК / Мітки
МПК: B23K 26/00
Мітки: різною, однаковою, хвиль, довжиною, пучками, двома, зварювання, лазерного, спосіб
Код посилання
<a href="https://ua.patents.su/4-70369-sposib-lazernogo-zvaryuvannya-dvoma-puchkami-z-riznoyu-ta-odnakovoyu-dovzhinoyu-khvil.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерного зварювання двома пучками з різною та однаковою довжиною хвиль</a>
Спосіб для лазерного зварювання матеріалів
Номер патенту: 69280
Опубліковано: 25.04.2012
Автори: Циганок Борис Архипович, Чапний Тарас Михайлович
МПК: B23K 26/00
Мітки: лазерного, спосіб, зварювання, матеріалів
Формула / Реферат:
Спосіб для лазерного зварювання матеріалів, що включає подачу генерованого лазерного випромінювання до зварюваних деталей, подачу імпульсів напруги з джерела живлення до ТЕА-СО2 лазеру, який відрізняється тим, що температуру зварювального шва вимірюють та порівнюють у логічному пристрої із заздалегідь заданою температурою і, за результатом, регулюють потужність лазерного випромінювання.
Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів та спосіб його використання
Номер патенту: 47198
Опубліковано: 15.06.2004
Автор: Попадинець Юрій Васильович
МПК: B23K 26/00, G02B 6/00, B23K 26/14
Мітки: трубопроводів, використання, кільцевих, зварювання, спосіб, стиків, лазерного, світловод, нерухомих, різання
Формула / Реферат:
1. Світловод для лазерного зварювання та різання нерухомих кільцевих стиків трубопроводів, який містить поворотні дзеркала, кожне з яких закріплене на кінематичній парі, які встановлені в місцях зміни напрямку осей ланок світловоду, який відрізняється тим, що він містить п'ять поворотних дзеркал, причому кріплення поворотних дзеркал виконано з можливістю їх просторового юстування за допомогою гвинтів, кінематичні пари виконані сферичними, а...
Спосіб лазерного зварювання з глибоким проплавленням
Номер патенту: 43684
Опубліковано: 25.08.2009
Автори: Таран Олег Олексійович, Єтезад Сейедалі, Нікітін Олександр Якимович
МПК: B23K 26/16, B23K 26/00
Мітки: глибоким, лазерного, проплавленням, зварювання, спосіб
Формула / Реферат:
Спосіб лазерного зварювання з глибоким проплавленням, що включає дію лазерного випромінювання на поверхню металу з утворенням каверни та виведення приповерхневої плазми та плазми каверни, що створюються при цьому, із зони дії променя лазера, який відрізняється тим, що в міжелектродному проміжку створюють електричне поле постійного струму, напруга якого змінюється з прискоренням руху електричних заряджених часток плазми, а величину напруги...
Пристрій для лазерного зварювання з глибоким проплавленням

Номер патенту: 57085
Опубліковано: 10.02.2011
Автори: Таран Олег Олексійович, Труба Оксана Михайлівна, Нікітін Олександр Якимович
МПК: B23K 26/03
Мітки: пристрій, проплавленням, лазерного, глибоким, зварювання
Формула / Реферат:
Пристрій для лазерного зварювання з глибоким проплавленням, що містить лазерний випромінювач, фокусуючий пристрій, захисне скло, які встановлені в корпусі, джерело живлення, яке з'єднане з корпусом фокусуючого пристрою та виконане з можливістю приєднання до металу, що зварюється, який відрізняється тим, що додатково встановлена система реєстрації появи плазми, яка містить контактор, блок керування та контролю, який з'єднаний через контактор...
Спосіб підвищення чутливості до ампіциліну золотистого стафілокока, висіяного із ран, із використанням низькоінтенсивного лазерного випромінювання з довжиною хвилі 635 нм
Номер патенту: 64080
Опубліковано: 25.10.2011
Автори: Пантьо Валерій Валерійович, Пантьо Валерій Іванович, Ніколайчук Віталій Іванович
МПК: C12R 1/445, A61N 5/00
Мітки: спосіб, використанням, висіяного, стафілокока, низькоінтенсивного, підвищення, випромінювання, лазерного, ран, ампіциліну, золотистого, довжиною, хвилі, чутливості
Формула / Реферат:
Спосіб підвищення чутливості до ампіциліну золотистого стафілокока, висіяного із ран, із використанням низькоінтенсивного лазерного випромінювання з довжиною хвилі 635 нм, що включає опромінення культури золотистого стафілокока неперервним променем низькоінтенсивного лазера червоного діапазону, який відрізняється тим, що опромінення стандартної зависі культури неперервним променем низькоінтенсивного лазера червоного діапазону при довжині...
Попередній патент: Спосіб діагностики марсельської лихоманки
Наступний патент: Спосіб розмноження карликової підщепи для черешні – гізели 5 (gisela 5) повітряними відсадками
Випадковий патент: Термошумовий вимірювач температури діелектричних матеріалів