Ливарна система для виготовлення деталей газотурбінного двигуна (варіанти) і ливарний стрижень з тугоплавкого металу (варіанти)
Номер патенту: 77274
Опубліковано: 15.11.2006
Автори: Уайдемер Джон, Шах Діліп М., Снайдер Джекоб, Білз Джеймс Т.
Формула / Реферат
1. Ливарна система для виготовлення деталей газотурбінного двигуна, яка включає стрижень з тугоплавкого металу, виготовлений з фасонного листа з тугоплавкого металу, форму, що оточує вказаний стрижень та розміщена на відстані від нього з утворенням порожнини, та засоби подачі розплавленого металу у вказану порожнину форми, яка відрізняється тим, що вказаний фасонний лист включає множину деталей для утворення певної кількості каналів плівкового охолодження, причому зазначені деталі виготовленні з тугоплавкого металевого матеріалу шляхом згинання вищезгаданого листа.
2. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу має передню крайку та множину зігнутих частин, суміжних з передньою крайкою.
3. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу має передню крайку, задню крайку та центральну частину, яка розташована між зазначеними передньою та задньою крайками, а також множину зігнутих частин у вищезгаданій центральній частині.
4. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу виготовляють з молібдену або його сплаву.
5. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу виготовляють із матеріалу, вибраного з групи, яка складається з танталу, ніобію, вольфраму, їх сплавів та їх суміші.
6. Ливарна система для виготовлення деталей газотурбінного двигуна, яка включає зовнішню металеву стінку, ливарний стрижень з тугоплавкого металу, форму, яка оточує вказану зовнішню металеву стінку і розміщену на відстані від неї з утворенням порожнини, та засоби подачі розплавленого металу у вказану порожнину форми, яка відрізняється тим, що зазначена стінка має форму профілю крила, а вказаний стрижень є суміжним з нею та має форму, яка відповідає формі вказаної металевої стінки.
7. Ливарна система за п. 6, яка відрізняється тим, що зовнішня металева стінка має множину утворених у ній охолоджувальних елементів.
8. Ливарна система за п. 6, яка відрізняється тим, що додатково всередині ливарного стрижня з тугоплавкого металу присутній металевий компонент.
9. Ливарна система за п. 6, яка відрізняється тим, що ливарний стрижень з тугоплавкого металу виготовляють з двох частин листового матеріалу, які скріплені один з одним у ряді точок.
10. Ливарна система за п. 6, яка відрізняється тим, що ливарний стрижень з тугоплавкого металу виготовляють із твердої кованої заготовки з тугоплавкого металу.
11. Ливарна система за п. 6, яка відрізняється тим, що ливарний стрижень з тугоплавкого металу виготовляють із матеріалу, вибраного з групи, яка складається з молібдену, танталу, ніобію, вольфраму, їх сплавів та їх суміші.
12. Ливарний стрижень з тугоплавкого металу для застосування у ливарній системі, який відрізняється тим, що його зовнішня поверхня виготовлена з тугоплавкого металевого матеріалу, причому вказана зовнішня поверхня обмежує внутрішню порожнину, заповнену інертним матеріалом, яка вибрана з групи, яка складається зі стиснутого інертного газу, піску та керамічного порошку.
13. Ливарний стрижень з тугоплавкого металу за п. 12, який відрізняється тим, що зовнішня поверхня має множину виступів.
14. Ливарний стрижень з тугоплавкого металу за п. 12, який відрізняється тим, що зовнішня поверхня має множину заглиблень.
15. Ливарний стрижень з тугоплавкого металу для застосування у ливарній системі, який відрізняється тим, що має пористу структуру, яка виконана з тугоплавкого листового матеріалу, причому ця пориста структура має ребра та множину заглиблень, які спираються зсередини на ребра.
Текст
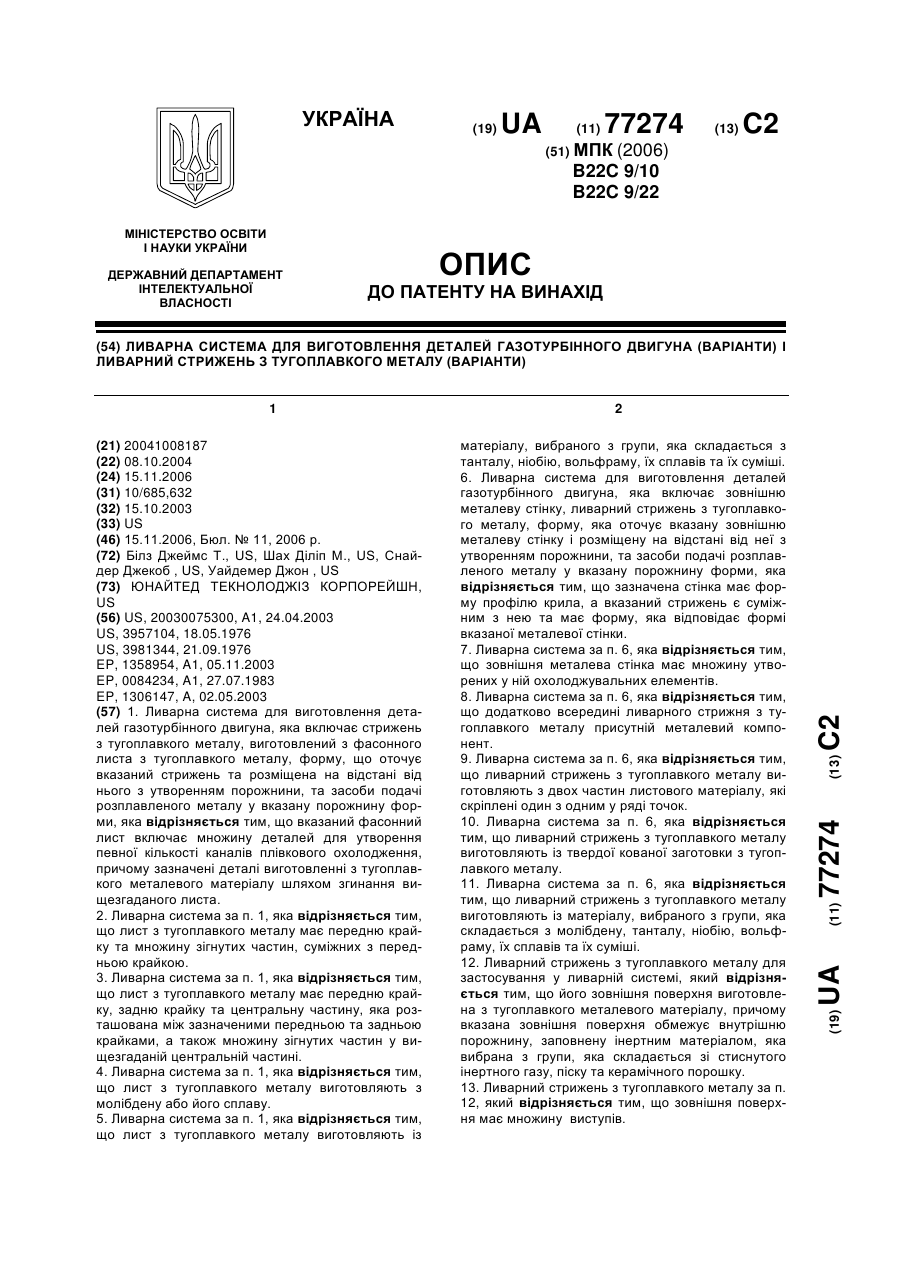
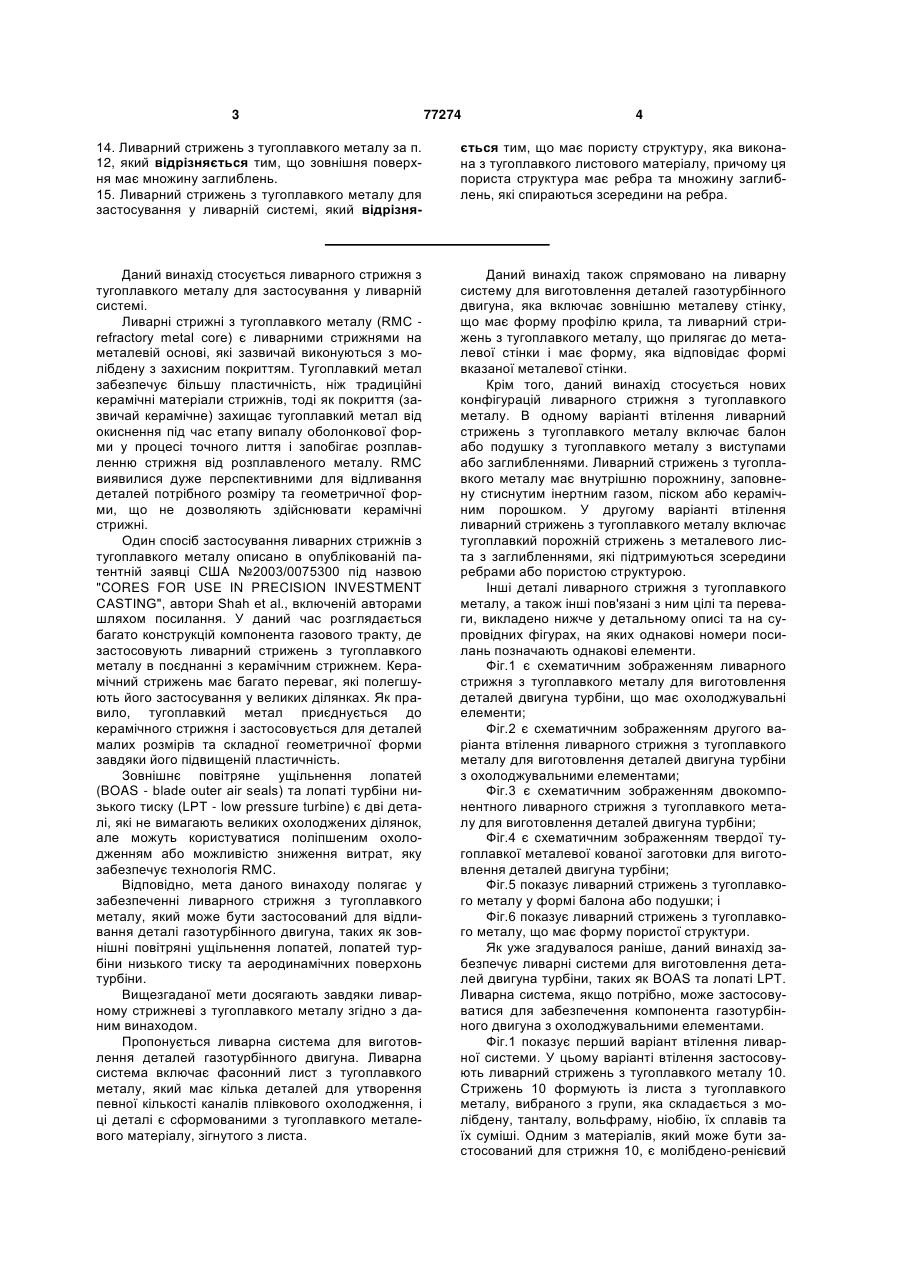
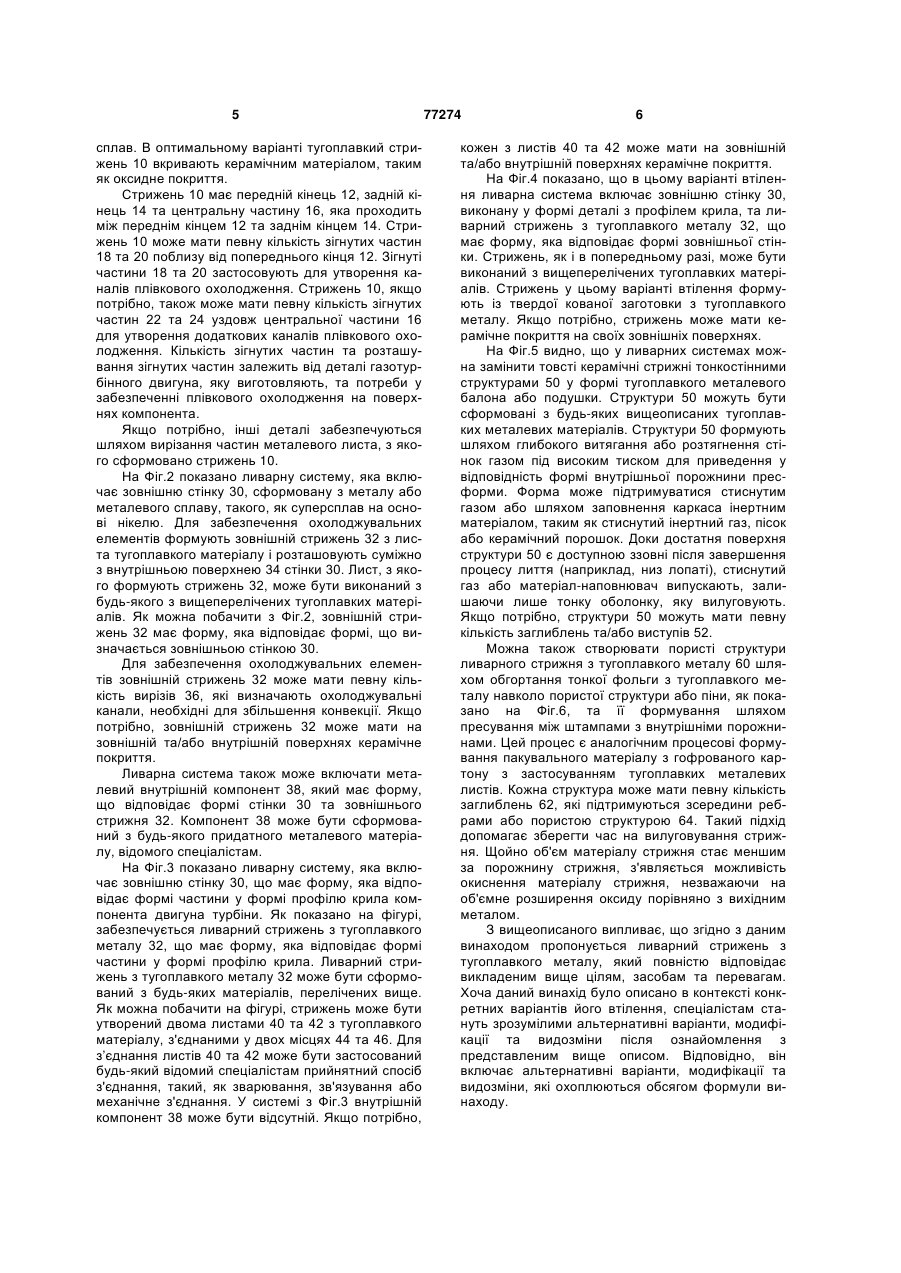
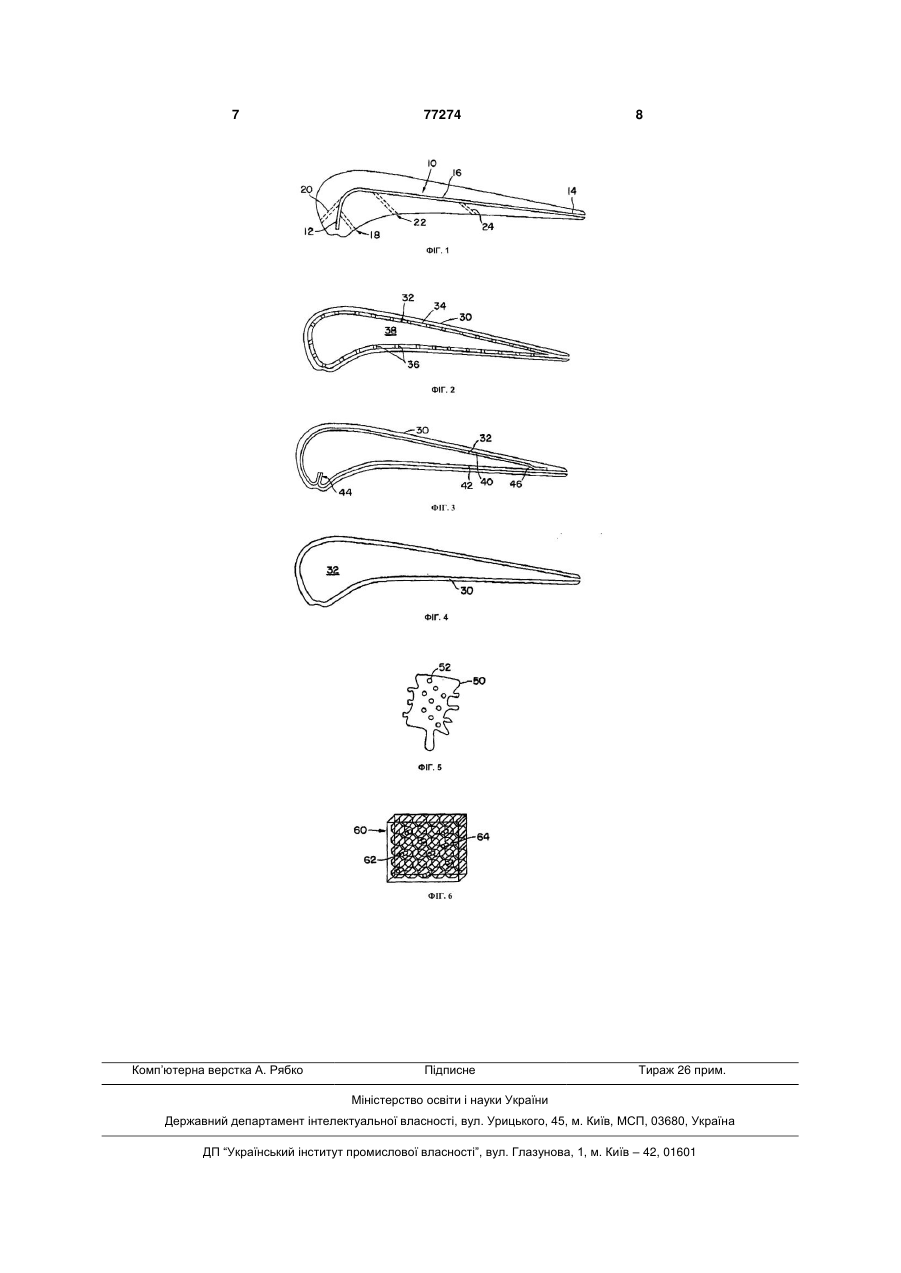
1. Ливарна система для виготовлення деталей газотурбінного двигуна, яка включає стрижень з тугоплавкого металу, виготовлений з фасонного листа з тугоплавкого металу, форму, що оточує вказаний стрижень та розміщена на відстані від нього з утворенням порожнини, та засоби подачі розплавленого металу у вказану порожнину форми, яка відрізняється тим, що вказаний фасонний лист включає множину деталей для утворення певної кількості каналів плівкового охолодження, причому зазначені деталі виготовленні з тугоплавкого металевого матеріалу шляхом згинання вищезгаданого листа. 2. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу має передню крайку та множину зігнутих частин, суміжних з передньою крайкою. 3. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу має передню крайку, задню крайку та центральну частину, яка розташована між зазначеними передньою та задньою крайками, а також множину зігнутих частин у вищезгаданій центральній частині. 4. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу виготовляють з молібдену або його сплаву. 5. Ливарна система за п. 1, яка відрізняється тим, що лист з тугоплавкого металу виготовляють із 2 (19) 1 3 77274 4 14. Ливарний стрижень з тугоплавкого металу за п. 12, який відрізняється тим, що зовнішня поверхня має множину заглиблень. 15. Ливарний стрижень з тугоплавкого металу для застосування у ливарній системі, який відрізня ється тим, що має пористу структуру, яка виконана з тугоплавкого листового матеріалу, причому ця пориста структура має ребра та множину заглиблень, які спираються зсередини на ребра. Даний винахід стосується ливарного стрижня з тугоплавкого металу для застосування у ливарній системі. Ливарні стрижні з тугоплавкого металу (RMC refractory metal core) є ливарними стрижнями на металевій основі, які зазвичай виконуються з молібдену з захисним покриттям. Тугоплавкий метал забезпечує більшу пластичність, ніж традиційні керамічні матеріали стрижнів, тоді як покриття (зазвичай керамічне) захищає тугоплавкий метал від окиснення під час етапу випалу оболонкової форми у процесі точного лиття і запобігає розплавленню стрижня від розплавленого металу. RMC виявилися дуже перспективними для відливання деталей потрібного розміру та геометричної форми, що не дозволяють здійснювати керамічні стрижні. Один спосіб застосування ливарних стрижнів з тугоплавкого металу описано в опублікованій патентній заявці США №2003/0075300 під назвою "CORES FOR USE IN PRECISION INVESTMENT CASTING", автори Shah et al., включеній авторами шляхом посилання. У даний час розглядається багато конструкцій компонента газового тракту, де застосовують ливарний стрижень з тугоплавкого металу в поєднанні з керамічним стрижнем. Керамічний стрижень має багато переваг, які полегшують його застосування у великих ділянках. Як правило, тугоплавкий метал приєднується до керамічного стрижня і застосовується для деталей малих розмірів та складної геометричної форми завдяки його підвищеній пластичність. Зовнішнє повітряне ущільнення лопатей (BOAS - blade outer air seals) та лопаті турбіни низького тиску (LPT - low pressure turbine) є дві деталі, які не вимагають великих охолоджених ділянок, але можуть користуватися поліпшеним охолодженням або можливістю зниження витрат, яку забезпечує технологія RMC. Відповідно, мета даного винаходу полягає у забезпеченні ливарного стрижня з тугоплавкого металу, який може бути застосований для відливання деталі газотурбінного двигуна, таких як зовнішні повітряні ущільнення лопатей, лопатей турбіни низького тиску та аеродинамічних поверхонь турбіни. Вищезгаданої мети досягають завдяки ливарному стрижневі з тугоплавкого металу згідно з даним винаходом. Пропонується ливарна система для виготовлення деталей газотурбінного двигуна. Ливарна система включає фасонний лист з тугоплавкого металу, який має кілька деталей для утворення певної кількості каналів плівкового охолодження, і ці деталі є сформованими з тугоплавкого металевого матеріалу, зігнутого з листа. Даний винахід також спрямовано на ливарну систему для виготовлення деталей газотурбінного двигуна, яка включає зовнішню металеву стінку, що має форму профілю крила, та ливарний стрижень з тугоплавкого металу, що прилягає до металевої стінки і має форму, яка відповідає формі вказаної металевої стінки. Крім того, даний винахід стосується нових конфігурацій ливарного стрижня з тугоплавкого металу. В одному варіанті втілення ливарний стрижень з тугоплавкого металу включає балон або подушку з тугоплавкого металу з виступами або заглибленнями. Ливарний стрижень з тугоплавкого металу має внутрішню порожнину, заповнену стиснутим інертним газом, піском або керамічним порошком. У другому варіанті втілення ливарний стрижень з тугоплавкого металу включає тугоплавкий порожній стрижень з металевого листа з заглибленнями, які підтримуються зсередини ребрами або пористою структурою. Інші деталі ливарного стрижня з тугоплавкого металу, а також інші пов'язані з ним цілі та переваги, викладено нижче у детальному описі та на супровідних фігурах, на яких однакові номери посилань позначають однакові елементи. Фіг.1 є схематичним зображенням ливарного стрижня з тугоплавкого металу для виготовлення деталей двигуна турбіни, що має охолоджувальні елементи; Фіг.2 є схематичним зображенням другого варіанта втілення ливарного стрижня з тугоплавкого металу для виготовлення деталей двигуна турбіни з охолоджувальними елементами; Фіг.3 є схематичним зображенням двокомпонентного ливарного стрижня з тугоплавкого металу для виготовлення деталей двигуна турбіни; Фіг.4 є схематичним зображенням твердої тугоплавкої металевої кованої заготовки для виготовлення деталей двигуна турбіни; Фіг.5 показує ливарний стрижень з тугоплавкого металу у формі балона або подушки; і Фіг.6 показує ливарний стрижень з тугоплавкого металу, що має форму пористої структури. Як уже згадувалося раніше, даний винахід забезпечує ливарні системи для виготовлення деталей двигуна турбіни, таких як BOAS та лопаті LPT. Ливарна система, якщо потрібно, може застосовуватися для забезпечення компонента газотурбінного двигуна з охолоджувальними елементами. Фіг.1 показує перший варіант втілення ливарної системи. У цьому варіанті втілення застосовують ливарний стрижень з тугоплавкого металу 10. Стрижень 10 формують із листа з тугоплавкого металу, вибраного з групи, яка складається з молібдену, танталу, вольфраму, ніобію, їх сплавів та їх суміші. Одним з матеріалів, який може бути застосований для стрижня 10, є молібдено-ренієвий 5 сплав. В оптимальному варіанті тугоплавкий стрижень 10 вкривають керамічним матеріалом, таким як оксидне покриття. Стрижень 10 має передній кінець 12, задній кінець 14 та центральну частину 16, яка проходить між переднім кінцем 12 та заднім кінцем 14. Стрижень 10 може мати певну кількість зігнутих частин 18 та 20 поблизу від попереднього кінця 12. Зігнуті частини 18 та 20 застосовують для утворення каналів плівкового охолодження. Стрижень 10, якщо потрібно, також може мати певну кількість зігнутих частин 22 та 24 уздовж центральної частини 16 для утворення додаткових каналів плівкового охолодження. Кількість зігнутих частин та розташування зігнутих частин залежить від деталі газотурбінного двигуна, яку виготовляють, та потреби у забезпеченні плівкового охолодження на поверхнях компонента. Якщо потрібно, інші деталі забезпечуються шляхом вирізання частин металевого листа, з якого сформовано стрижень 10. На Фіг.2 показано ливарну систему, яка включає зовнішню стінку 30, сформовану з металу або металевого сплаву, такого, як суперсплав на основі нікелю. Для забезпечення охолоджувальних елементів формують зовнішній стрижень 32 з листа тугоплавкого матеріалу і розташовують суміжно з внутрішньою поверхнею 34 стінки 30. Лист, з якого формують стрижень 32, може бути виконаний з будь-якого з вищеперелічених тугоплавких матеріалів. Як можна побачити з Фіг.2, зовнішній стрижень 32 має форму, яка відповідає формі, що визначається зовнішньою стінкою 30. Для забезпечення охолоджувальних елементів зовнішній стрижень 32 може мати певну кількість вирізів 36, які визначають охолоджувальні канали, необхідні для збільшення конвекції. Якщо потрібно, зовнішній стрижень 32 може мати на зовнішній та/або внутрішній поверхнях керамічне покриття. Ливарна система також може включати металевий внутрішній компонент 38, який має форму, що відповідає формі стінки 30 та зовнішнього стрижня 32. Компонент 38 може бути сформований з будь-якого придатного металевого матеріалу, відомого спеціалістам. На Фіг.3 показано ливарну систему, яка включає зовнішню стінку 30, що має форму, яка відповідає формі частини у формі профілю крила компонента двигуна турбіни. Як показано на фігурі, забезпечується ливарний стрижень з тугоплавкого металу 32, що має форму, яка відповідає формі частини у формі профілю крила. Ливарний стрижень з тугоплавкого металу 32 може бути сформований з будь-яких матеріалів, перелічених вище. Як можна побачити на фігурі, стрижень може бути утворений двома листами 40 та 42 з тугоплавкого матеріалу, з'єднаними у двох місцях 44 та 46. Для з’єднання листів 40 та 42 може бути застосований будь-який відомий спеціалістам прийнятний спосіб з'єднання, такий, як зварювання, зв'язування або механічне з'єднання. У системі з Фіг.3 внутрішній компонент 38 може бути відсутній. Якщо потрібно, 77274 6 кожен з листів 40 та 42 може мати на зовнішній та/або внутрішній поверхнях керамічне покриття. На Фіг.4 показано, що в цьому варіанті втілення ливарна система включає зовнішню стінку 30, виконану у формі деталі з профілем крила, та ливарний стрижень з тугоплавкого металу 32, що має форму, яка відповідає формі зовнішньої стінки. Стрижень, як і в попередньому разі, може бути виконаний з вищеперелічених тугоплавких матеріалів. Стрижень у цьому варіанті втілення формують із твердої кованої заготовки з тугоплавкого металу. Якщо потрібно, стрижень може мати керамічне покриття на своїх зовнішніх поверхнях. На Фіг.5 видно, що у ливарних системах можна замінити товсті керамічні стрижні тонкостінними структурами 50 у формі тугоплавкого металевого балона або подушки. Структури 50 можуть бути сформовані з будь-яких вищеописаних тугоплавких металевих матеріалів. Структури 50 формують шляхом глибокого витягання або розтягнення стінок газом під високим тиском для приведення у відповідність формі внутрішньої порожнини пресформи. Форма може підтримуватися стиснутим газом або шляхом заповнення каркаса інертним матеріалом, таким як стиснутий інертний газ, пісок або керамічний порошок. Доки достатня поверхня структури 50 є доступною ззовні після завершення процесу лиття (наприклад, низ лопаті), стиснутий газ або матеріал-наповнювач випускають, залишаючи лише тонку оболонку, яку вилуговують. Якщо потрібно, структури 50 можуть мати певну кількість заглиблень та/або виступів 52. Можна також створювати пористі структури ливарного стрижня з тугоплавкого металу 60 шляхом обгортання тонкої фольги з тугоплавкого металу навколо пористої структури або піни, як показано на Фіг.6, та її формування шляхом пресування між штампами з внутрішніми порожнинами. Цей процес є аналогічним процесові формування пакувального матеріалу з гофрованого картону з застосуванням тугоплавких металевих листів. Кожна структура може мати певну кількість заглиблень 62, які підтримуються зсередини ребрами або пористою структурою 64. Такий підхід допомагає зберегти час на вилуговування стрижня. Щойно об'єм матеріалу стрижня стає меншим за порожнину стрижня, з'являється можливість окиснення матеріалу стрижня, незважаючи на об'ємне розширення оксиду порівняно з вихідним металом. З вищеописаного випливає, що згідно з даним винаходом пропонується ливарний стрижень з тугоплавкого металу, який повністю відповідає викладеним вище цілям, засобам та перевагам. Хоча даний винахід було описано в контексті конкретних варіантів його втілення, спеціалістам стануть зрозумілими альтернативні варіанти, модифікації та видозміни після ознайомлення з представленим вище описом. Відповідно, він включає альтернативні варіанти, модифікації та видозміни, які охоплюються обсягом формули винаходу. 7 Комп’ютерна верстка А. Рябко 77274 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting system for producing components of gas turbine engine (variants) and core made of refractory metal (variants)
Назва патенту російськоюЛитейная система для изготовления деталей газотурбинного двигателя (варианты) и литейный стержень из тугоплавкого металла (варианты)
Автори російськоюShah, Dilip, M., Snyder, Jacob, Wiedemer, John
МПК / Мітки
Мітки: стрижень, деталей, система, ливарна, виготовлення, ливарний, металу, двигуна, газотурбінного, варіанти, тугоплавкого
Код посилання
<a href="https://ua.patents.su/4-77274-livarna-sistema-dlya-vigotovlennya-detalejj-gazoturbinnogo-dviguna-varianti-i-livarnijj-strizhen-z-tugoplavkogo-metalu-varianti.html" target="_blank" rel="follow" title="База патентів України">Ливарна система для виготовлення деталей газотурбінного двигуна (варіанти) і ливарний стрижень з тугоплавкого металу (варіанти)</a>
Деталь повітряного ущільнення газотурбінного двигуна та спосіб формування керамічного покриття деталі, система повітряного ущільнення газотурбінного двигуна
Номер патенту: 69380
Опубліковано: 15.09.2004
Автори: Гуд Рандал Річард, Фостер Джордж Еверет
МПК: F01D 11/08, C23C 14/00
Мітки: газотурбінного, керамічного, формування, спосіб, деталь, покриття, деталі, двигуна, система, повітряного, ущільнення
Формула / Реферат:
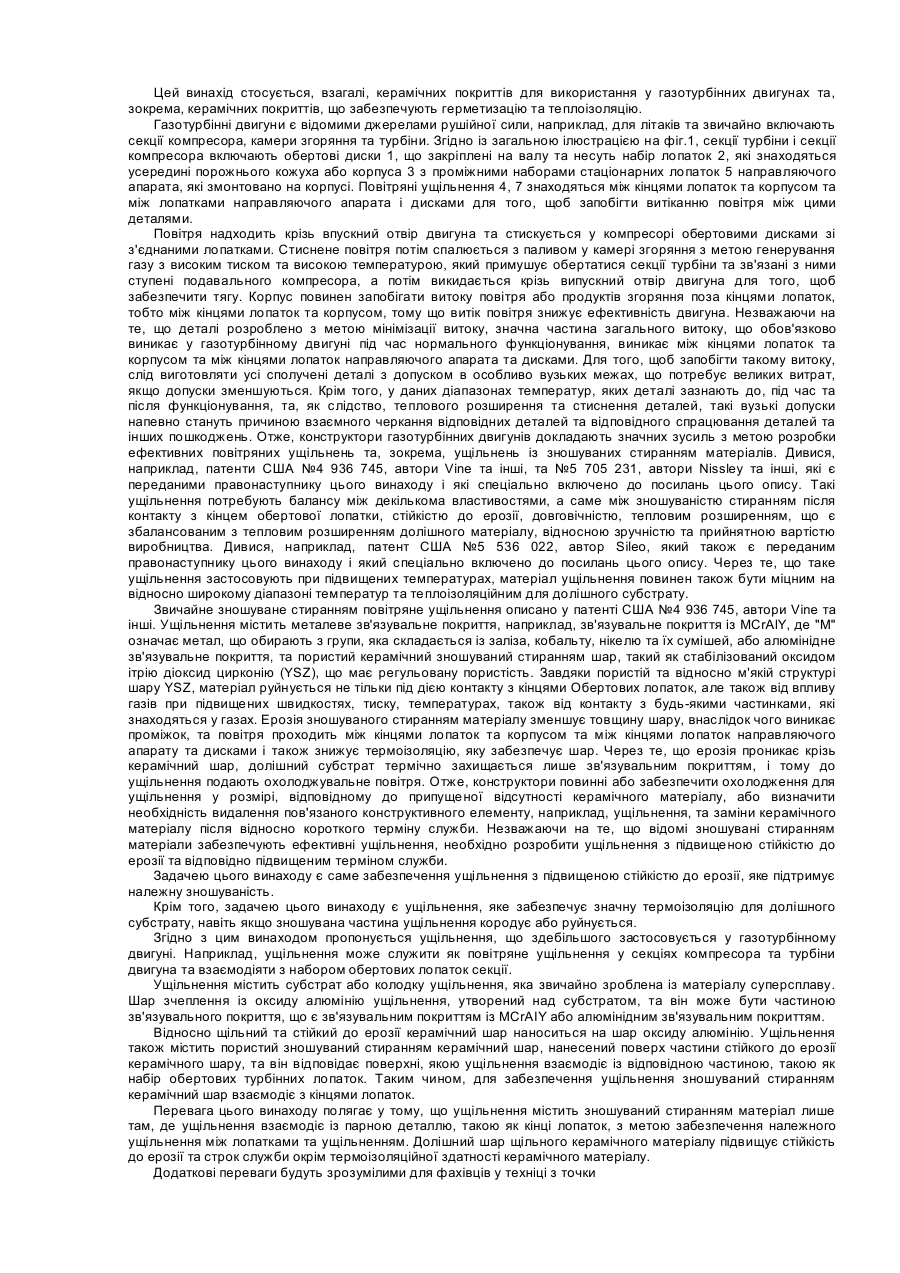
1. Деталь повітряного ущільнення газотурбінного двигуна, яка містить субстрат та керамічне покриття, що має шар зношуваного стиранням керамічного матеріалу, яка відрізняється тим, що керамічне покриття також містить шар тривкого або стійкого до ерозії керамічного матеріалу (16, 26), нанесеного на утворений поверх субстрату (12, 22) шар зчеплення з оксиду алюмінію (14, 24), а шар зношуваного стиранням керамічного матеріалу (18, 28) нанесений...
Система контролю параметрів газотурбінного двигуна
Номер патенту: 33516
Опубліковано: 17.12.2001
Автор: БЕЗСЧАСТНИЙ Василь Олексійович
МПК: F02C 9/28, G06F 11/273
Мітки: параметрів, газотурбінного, система, контролю, двигуна
Формула / Реферат:
Система контролю параметрів газотурбінного двигуна, яка містить послідовно з'єднані блок нормалізаторів, комутатор, аналого-цифровий перетворювач та операційний блок, яка відрізняється тим, що додатково введені блок контролю вхідних ланцюгів, блок еталонів, другий комутатор та блок узгодження, вхід якого з'єднано з входом системи, а вихід - через другий комутатор з'єднано із входом блока нормалізаторів, окрім того, вихід блока узгодження...
Змінний бритвовий картридж(варіанти), спосіб його виготовлення, ручка бритви (варіанти), спосіб її виготовлення, бритва і стрижень ручки бритви
Номер патенту: 63904
Опубліковано: 16.02.2004
Автори: Фуссі Джозеф Джордж, Воррік Чарльз Бріджхем ІІІ, Меткалф Стефен Кабот, Тротта Роберт Ентоні, Еппрілл Доменік Вінсент, мол., Чолк Дональд Роберт
МПК: B26B 21/08, B26B 21/00
Мітки: бритвовий, варіанти, виготовлення, картридж(варіанти, спосіб, стрижень, бритви, ручка, ручки, змінній, бритва
Формула / Реферат:
1. Сменный бритвенный картридж, содержащий корпус, несущий одно или более лезвий, предохранитель, крышку и кулачковую поверхность, и соединительный элемент, имеющий поворотное опорное устройство, предназначенное для удержания корпуса с возможностью поворота без подпружинивания, и основание, предназначенное для жесткого крепления к ручке с возможностью съема, причем соединительный элемент обеспечивает доступ к кулачковой поверхности...
Система управління та контролю параметрів газотурбінного двигуна
Номер патенту: 60077
Опубліковано: 15.02.2005
Автор: БЕЗСЧАСТНИЙ Василь Олексійович
МПК: F02C 9/28
Мітки: система, контролю, параметрів, газотурбінного, управління, двигуна
Формула / Реферат:
Система управління та контролю параметрів газотурбінного двигуна, яка містить блок сигналізаторів, з'єднаний з блоком управління переналагодженням, блоком формування відмови, блоком запуску, блоком сигналів дозволу, блоком “n”-входових елементів ”І”, вихід якого через блок зв'язку з виконавчими елементами та блок формувачів установки з'єднаний з блоком сигналів дозволу, вихід блока контролю з'єднаний з блоком сигналізаторів, першим блоком...
Система контролю для випробувань газотурбінного двигуна

Номер патенту: 60677
Опубліковано: 16.10.2006
Автор: БЕЗСЧАСТНИЙ Василь Олексійович
МПК: F02C 9/28
Мітки: випробувань, газотурбінного, контролю, двигуна, система
Формула / Реферат:
Винахід стосується медицини, харчової промисловості, зокрема препаратів кислотнонормалізуючої та тонізуючої дії, і може бути використаним для приготування засобів профілактики органів травлення та приготування тонізуючих, імунозахисних та лікувальних напоїв.Відома харчова добавка [а.с. SU №1792627, А23L2/00] з лікарськими властивостями, яка містить зелений байховий чай, лимонну кислоту, плоди актинії, аскорбінову кислоту, підсолоджуючу...
Попередній патент: Похідні 3-гетероарил-3,5-дигідро-4-оксо-4н-піридазино[4,5-b]індол-1-ацетаміду, їх одержання та застосування у терапії
Наступний патент: Ливарний стрижень з тугоплавкого металу з покриттям
Випадковий патент: Відцентрова бурякорізка