Спосіб підвищення точності у системі контролю механічної обробки
Номер патенту: 78159
Опубліковано: 11.03.2013
Автори: Діордіца Ірина Миколаївна, Шевченко Вадим Володимирович, Коротиш Олексій Олександрович

Формула / Реферат
Спосіб підвищення точності у системі контролю механічної обробки, який полягає в тому, що шпиндель з маховиком перед початком обробки розганяють, а потім, відключивши привід, ведуть обробку за рахунок кінетичної енергії, накопиченої шпинделем і маховиком, що дозволяє виключити вплив елементів приводу на точність обробки, який відрізняється тим, що для підвищення продуктивності якості обробки торцевої або фасонної поверхні, за рахунок стабілізації швидкості різання, обробку починають з мінімального радіуса виробу.
Текст
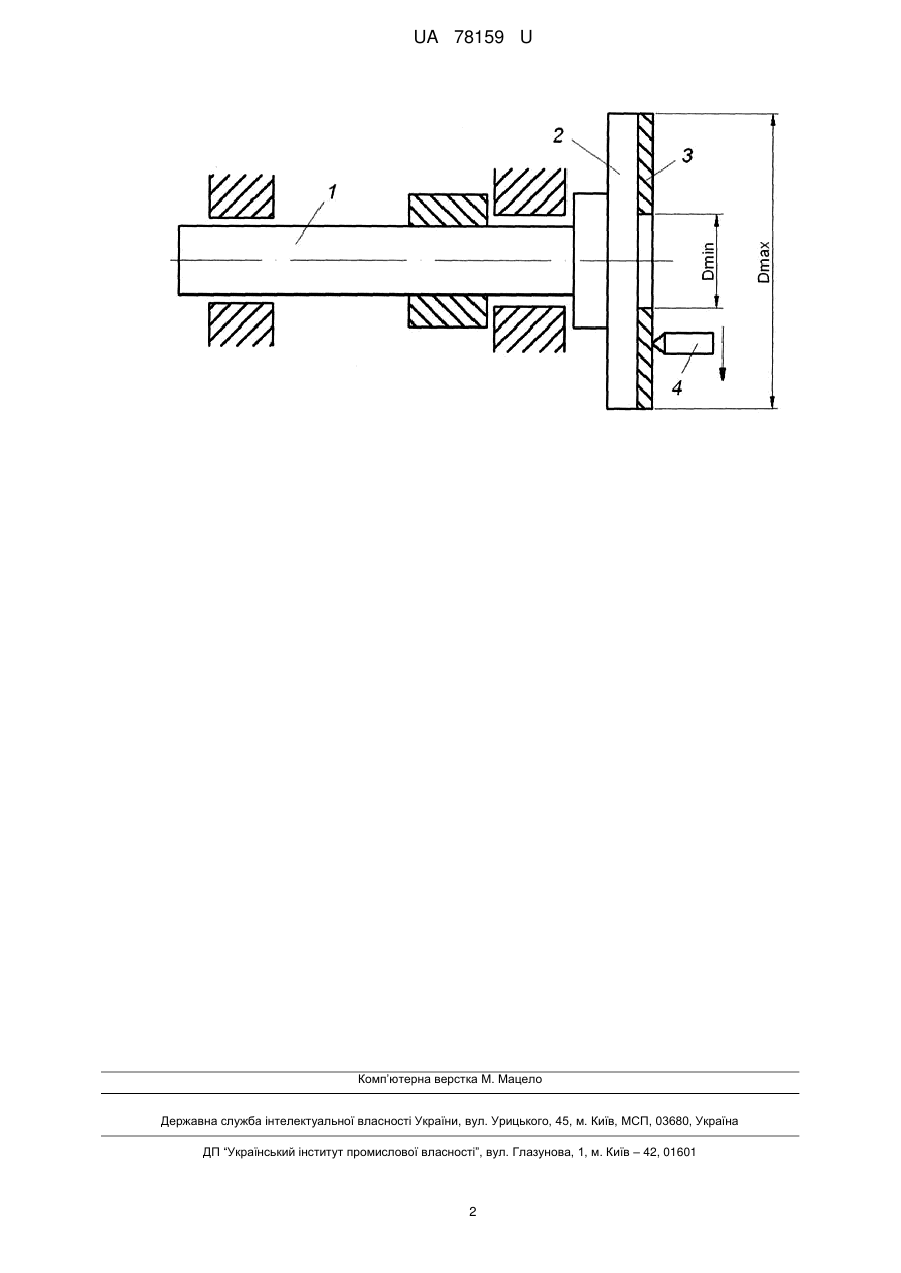
Реферат: Спосіб підвищення точності у системі контролю механічної обробки, у якому шпиндель з маховиком перед початком обробки розганяють, а потім проводять обробку, яку починають з мінімального радіуса виробу. UA 78159 U (12) UA 78159 U UA 78159 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до контролю точності технологічного процесу металообробки на верстатах з системою числового програмного керування (ЧПК) і може знайти застосування при обробці торцевих або фасонних поверхонь у віброакустичній системі. Відомий спосіб за сукупністю ознак є спосіб визначення зносу різального інструмента для металооброблювальних верстатів з ЧПК (АС СРСР 804218, МПК В23В 25/06, 15.02.81), згідно з яким утворюють електричний ланцюг з різального інструмента, ізольованого від верстата, та деталі, що оброблюється, з системою реєстрації та обробки інформаційного сигналу, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, за рівнем сигналу визначають знос інструмента та формують вихідний інформаційний сигнал. Цей спосіб має недоліки: низьку чутливість та захищеність від перешкод, позаяк принципи, що покладені у спосіб визначення зносу інструмента не забезпечують захисту корисного сигналу від завад. Найбільш близьким аналогом до запропоновано способу за сукупністю ознак є відомий спосіб підвищення точності механічної обробки (АС СРСР № 229916), у якому шпиндель з маховиком перед початком обробки розганяють, а потім, відключивши привід, ведуть обробку за рахунок кінетичної енергії, накопиченої шпинделем і маховиком. Це дозволяє виключити вплив елементів приводу на точність обробки. Однак при обробці торцевих поверхонь обробка відомим способом здійснюється при постійній зміні швидкості різання, що негативно позначається на продуктивності і якості обробки. В основу корисної моделі поставлено задачу підвищення продуктивності і якості обробки торцевих або фасонних поверхонь у системі. Поставлена задача вирішується тим, що для підвищення продуктивності і якості обробки торцевої або фасонної поверхні за рахунок стабілізації швидкості різання, обробку починають з мінімального радіуса виробу. Суть способу підвищення точності у системі контролю механічної обробки зображено на кресленні. Шпиндель 1 з встановленим на ньому пристосуванням 2 для кріплення оброблюваного виробу - диска 3 - розганяють за допомогою приводу (на кресленні не показаний) до швидкості обертання, при якій забезпечується задана швидкість різання при точінні мінімального діаметра Dмін торця диска, і роз'єднують з приводом. Шпиндель продовжує обертатися за інерцією за рахунок накопиченої кінетичної енергії. Різець 4 встановлюють у мінімальний радіус диска заздалегідь. З початком обертання шпинделя за інерцією включають робочу подачу різця в напрямі до периферії і починають різання з мінімального радіуса виробу. Технічний ефект від способу підвищення точності у системі контролю механічної обробки полягає в тому, що при збільшенні радіуса обробки швидкість різання залишається постійною, оскільки її збільшення за рахунок прирощення радіуса обробки компенсується зменшенням швидкості обертання виробу за рахунок витрат енергії шпинделя з маховиком на тертя і обробку. Запропонований спосіб підвищення точності у системі контролю механічної обробки металооброблювальних верстатів з ЧПК у порівнянні з найближчим аналогом дає можливість за досить простих рішень значно підвищити якість системи і, як наслідок, підвищити межу точності, яку отримують у такий спосіб. Як довели експериментальні дослідження, точність роботи таких систем у 1-1,5 рази вища за наведені аналоги. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб підвищення точності у системі контролю механічної обробки, який полягає в тому, що шпиндель з маховиком перед початком обробки розганяють, а потім, відключивши привід, ведуть обробку за рахунок кінетичної енергії, накопиченої шпинделем і маховиком, що дозволяє виключити вплив елементів приводу на точність обробки, який відрізняється тим, що для підвищення продуктивності якості обробки торцевої або фасонної поверхні, за рахунок стабілізації швидкості різання, обробку починають з мінімального радіуса виробу. 1 UA 78159 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for improvement of accuracy in control system of mechanical processing
Автори англійськоюShevchenko Vadym Volodymyrovych, Diorditsa Iryna Mykolaivna, Korotysh Oleksii Oleksandrovych
Назва патенту російськоюСпособ повышения точности в системе контроля механической обработки
Автори російськоюШевченко Вадим Владимирович, Диордица Ирина Николаевна, Коротиш Алексей Александрович
МПК / Мітки
МПК: B23B 39/04, B23Q 17/22
Мітки: механічної, системі, контролю, обробки, точності, підвищення, спосіб
Код посилання
<a href="https://ua.patents.su/4-78159-sposib-pidvishhennya-tochnosti-u-sistemi-kontrolyu-mekhanichno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення точності у системі контролю механічної обробки</a>
Спосіб підвищення точності обробки на металорізальних верстатах
Номер патенту: 61344
Опубліковано: 17.11.2003
Автори: Бабін Олег Фавієвич, Мельник Максим Сергойович, Ковальов Віктор Дмитрович
МПК: B23Q 35/00, B23Q 33/00
Мітки: точності, верстатах, металорізальних, підвищення, спосіб, обробки
Формула / Реферат:
Спосіб підвищення точності обробки на металорізальних верстатах, при якому під час обробки виконується корекція взаємного положення інструмента і виробу - у напрямку виконуваного розміру за допомогою приводу подачі на значення, що отримане на підставі попередніх вимірів похибок реальної поверхні, який відрізняється тим, що вимірюється реальна поверхня заготовки, а значення корекції отримується як різниця між поточною глибиною різання,...
Спосіб механічної обробки складних профілів деталей на верстатах з чпк
Номер патенту: 28827
Опубліковано: 25.12.2007
Автори: Ковалевська Олена Сергіївна, Колот Лідія Петрівна
МПК: B23C 3/00
Мітки: механічної, профілів, чпк, складних, верстатах, спосіб, деталей, обробки
Формула / Реферат:
Спосіб механічної обробки складного профілю деталі на верстаті з ЧПК шляхом автоматичної корекції траєкторії руху інструмента, який відрізняється тим, що перед корекцією траєкторії руху інструмента визначають автоматично за програмою стан технологічної системи у: y=tз-tф, де tз - заданий припуск на обробку; tф - фактичний припуск на обробку; після чого автоматично за програмою режимів обробки здійснюють корекцію руху інструмента.
Спосіб підвищення точності обліку і контролю електроенергії вимірювальним комплексом
Номер патенту: 92431
Опубліковано: 25.10.2010
Автори: Бутенко Володимир Михайлович, Терьошин Віктор Миколайович, Дудченко Василь Ілліч
МПК: G01R 21/00, H01F 38/28, H01F 38/20, H01F 38/00
Мітки: контролю, точності, електроенергії, обліку, спосіб, підвищення, комплексом, вимірювальним
Формула / Реферат:
1. Спосіб підвищення точності обліку та контролю електроенергії вимірювальним комплексом, що включає вимірювання фактичних відносних похибок в діапазоні нормованих величин кожного з вимірювальних трансформаторів та встановлення їх залежностей від навантаження первинних та вторинних кіл за допомогою мікропроцесорного комплексу, корегування, з урахуванням отриманих похибок та залежностей, величиною навантаження вторинних кіл або витковою...
Спосіб підвищення точності обліку і контролю електроенергії вимірювальним комплексом
Номер патенту: 93980
Опубліковано: 25.03.2011
Автори: Скарговскій Алєксєй Олєговіч, Терьошин Олег Вікторович, Білоусов Олександр Федорович, Бутенко Володимир Михайлович
МПК: H01F 38/00, G01R 21/06, G01R 22/00, G01R 21/00, H01F 38/20, H01F 38/28
Мітки: спосіб, вимірювальним, підвищення, комплексом, обліку, електроенергії, контролю, точності
Формула / Реферат:
Спосіб підвищення точності обліку і контролю електроенергії вимірювальним комплексом, що включає вимірювання фактичних відносних похибок у діапазоні нормованих величин кожного з вимірювальних трансформаторів та встановлення їх залежностей від навантаження первинних та вторинних кіл вимірювальних трансформаторів, з можливістю отримання рівних за величинами та протилежних за знаком похибок за умови виконання зазначених дій на місці...
Спосіб підвищення точності обліку і контролю електроенергії вимірювальним комплексом
Номер патенту: 88126
Опубліковано: 10.09.2009
Автори: Гаєвський Віталій Вікторович, Бутенко Володимир Михайлович, Козачок Вадим Миколайович, Дудченко Василь Ілліч, Ткаченко Сергій Іванович, Терьошин Віктор Миколайович, Блиндюк Василь Степанович
МПК: H01F 38/28, H01F 38/20, H01F 38/00
Мітки: спосіб, обліку, контролю, точності, електроенергії, комплексом, вимірювальним, підвищення
Формула / Реферат:
Спосіб підвищення точності обліку та контролю електроенергії вимірювальним комплексом, що включає вимірювання фактичних відносних похибок в діапазоні нормованих величин кожного з вимірювальних трансформаторів та встановлення їх залежностей від навантаження первинних та вторинних кіл за допомогою мікропроцесорного комплексу, який відрізняється тим, що з врахуванням отриманих похибок та залежностей коригують величини навантаження вторинних кіл...
Попередній патент: Спосіб скорочення часу ішемії міокарда при сформованому міжпередсердному сполученні
Наступний патент: Шахтна піднімальна машина
Випадковий патент: Пристрій керування двокоординатним переміщенням для кроїльного комплексу