Система і спосіб створення вантажних одиниць

Формула / Реферат
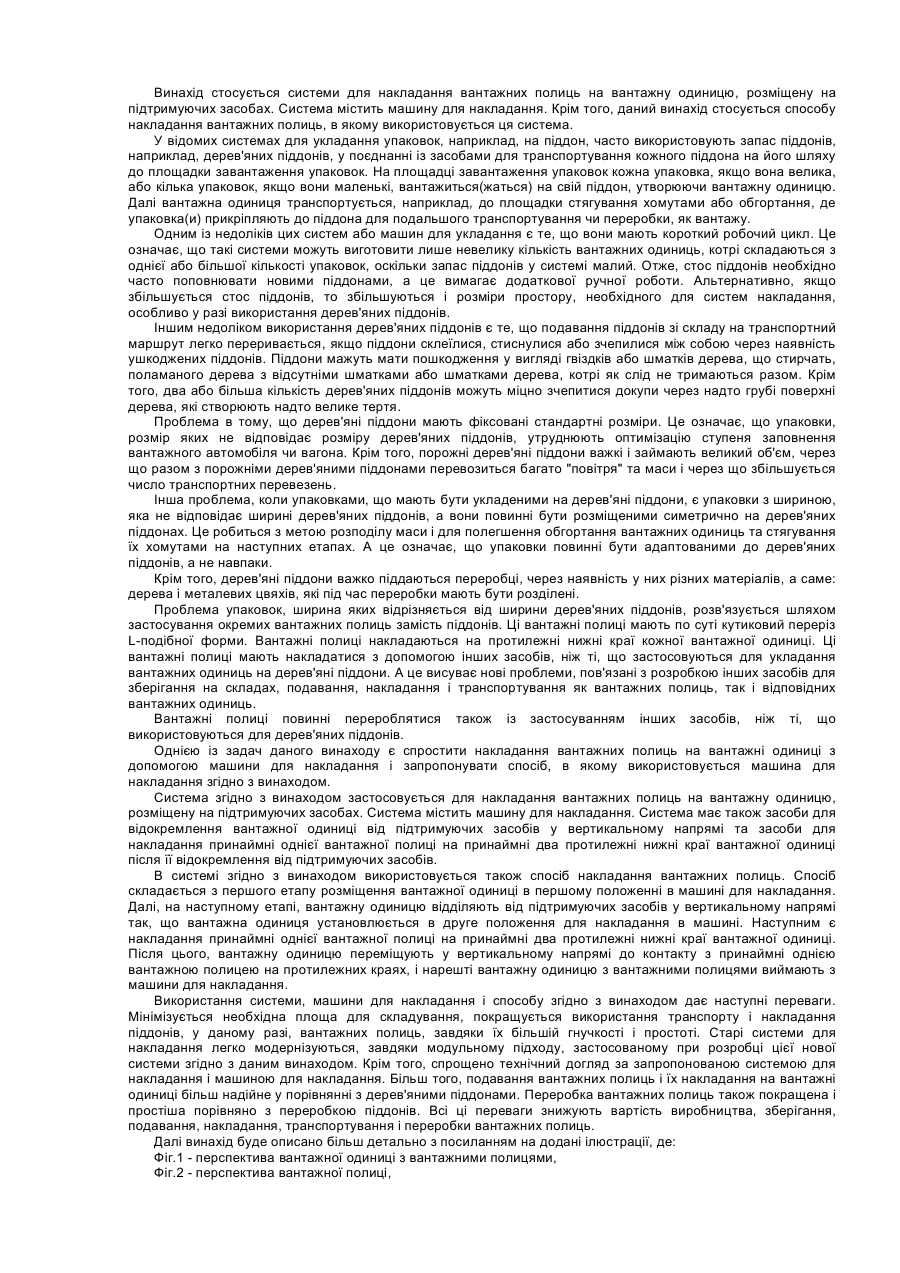
1. Спосіб створення вантажних одиниць (4) у двох або більше технологічних позиціях (8-10), який відрізняється тим, що в першій технологічній позиції (8) ряд упаковок (1) збирають та розміщують з утворенням вантажної одиниці (4), і тим, що вантажні одиниці (4), сформовані в першій технологічній позиції (8), подають з принаймні двома вантажними полицями (2) на їх протилежних нижніх краях у другу технологічну позицію (9), у якій кількість використовуваних вантажних полиць (2) та їх розміщення базується на розмірі та формі упаковок (1), які необхідні для формування вантажної одиниці (1).
2. Спосіб за п. 1, який відрізняється тим, що у третій технологічній позиції (10) один або більше стрічкових хомутів (7) та/або обгортку з розтяжного матеріалу обмотують за допомогою одного або декількох витків навкруги вантажної одиниці (4), включно з вантажними полицями 2.
3. Спосіб за пунктом 1 або 2, який відрізняється тим, що сформовані вантажні одиниці (4) спрямовують до контейнера, вантажівки, вантажної платформи або інших транспортних засобів.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що розміри вантажних одиниць (4) підганяють до розміру контейнера, вантажної платформи, вантажівки або подібного, за допомогою яких потрібно перевозити вантажні одиниці (4).
5. Система, яку необхідно використовувати у способі за будь-яким із попередніх пунктів, яка має дві або більше технологічних позицій (8-10), у яких формуються вантажні одиниці (4), яка відрізняється тим, що перша технологічна позиція (8) має засоби для збирання ряду упаковок (1) та розміщення їх для формування бажаної вантажної одиниці (4), і тим, що друга технологічна позиція (9) має засоби для розміщення кожної вантажної одиниці (4) з двома або більше вантажними полицями (2) на принаймні два протилежні нижні краї вантажних одиниць (4).
6. Система за п. 5, яка відрізняється тим, що друга технологічна позиція (9) для подачі кожної вантажної одиниці з вантажними полицями (2) має машину (5) для розміщення вантажних полиць (2) на вантажних одиницях (4).
7. Система за п. 5 або 6, яка відрізняється тим, що третя технологічна позиція (10) має засоби для подачі кожної вантажної одиниці (4) з одним або більше стрічковими хомутами (7) і/або обгорткою з розтяжного матеріалу, намотаного навкруги зовнішньої частини вантажної одиниці (4), включно з вантажними полицями (2).
Текст
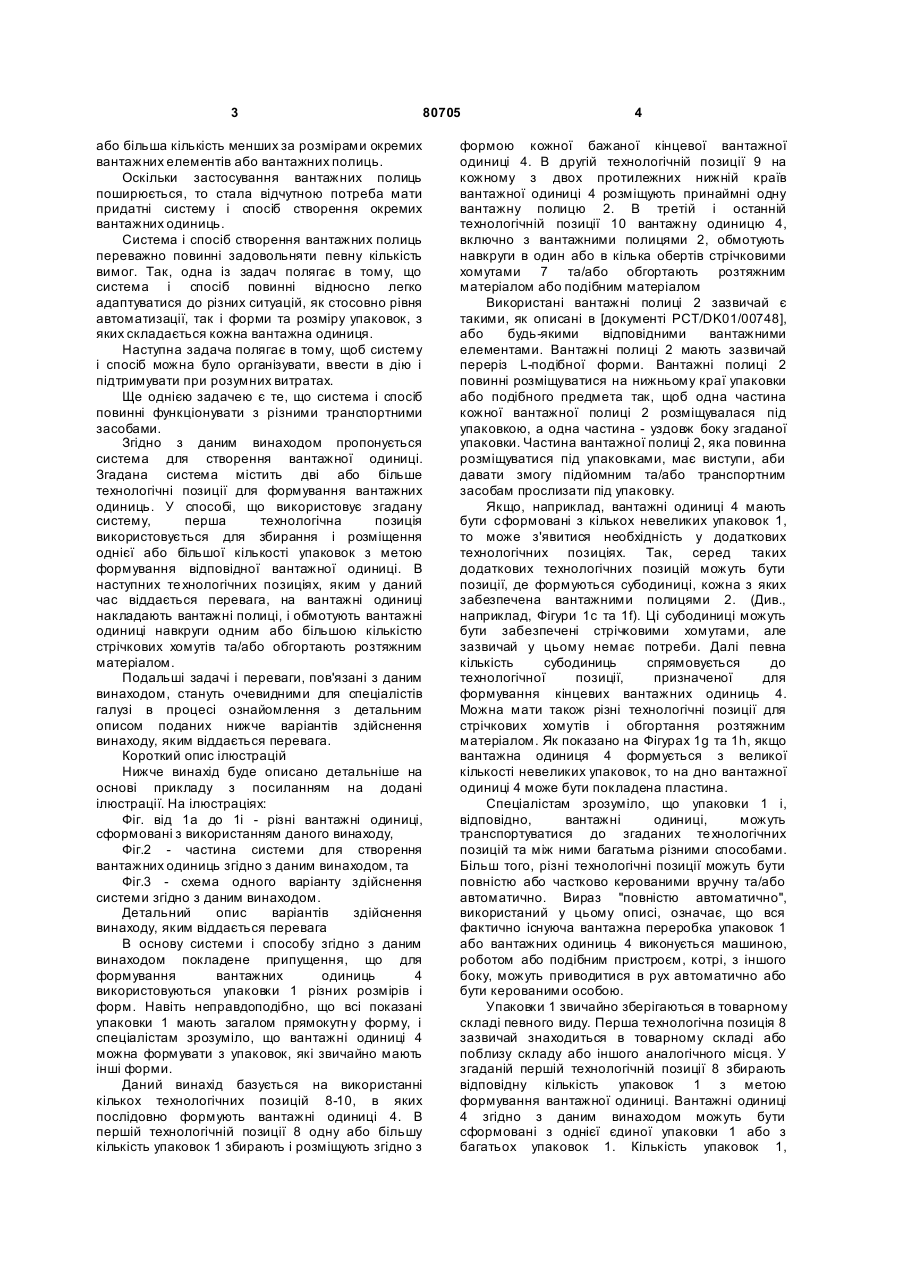
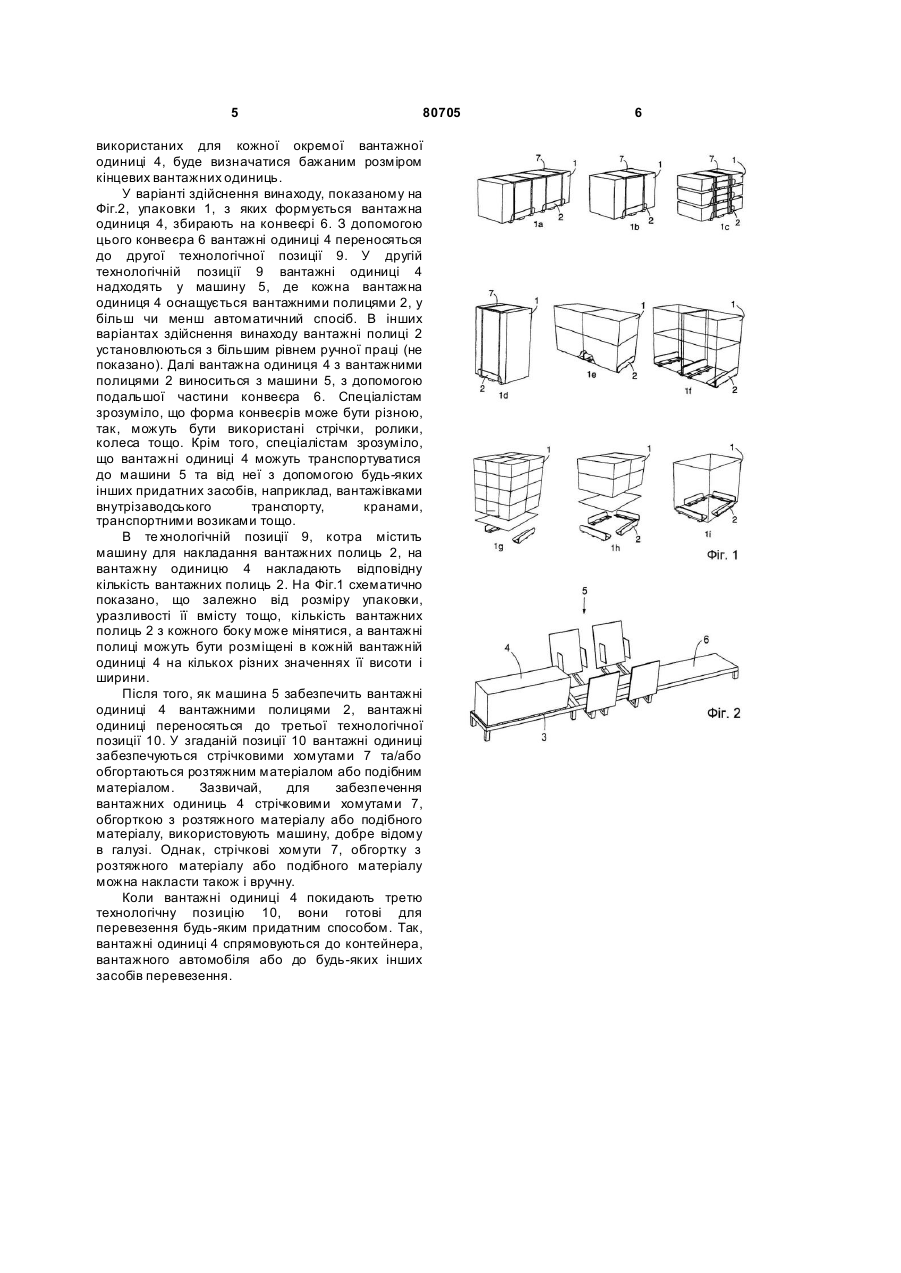
1. Спосіб створення вантажних одиниць (4) у двох або більше технологічних позиціях (8-10), який відрізняється тим, що в першій технологічній позиції (8) ряд упаковок (1) збирають та розміщують з утворенням вантажної одиниці (4), і тим, що вантажні одиниці (4), сформовані в першій технологічній позиції (8), подають з принаймні двома вантажними полицями (2) на їх протилежних нижніх краях у другу технологічну позицію (9), у якій кількість використовуваних вантажних полиць (2) та їх розміщення базується на розмірі та формі упаковок (1), які необхідні для формування вантажної одиниці (1). 2. Спосіб за п. 1, який відрізняється тим, що у третій технологічній позиції (10) один або більше стрічкових хомутів (7) та/або обгортку з розтяжного матеріалу обмотують за допомогою одного або декількох витків навкруги вантажної одиниці (4), включно з вантажними полицями 2. 3. Спосіб за пунктом 1 або 2, який відрізняється тим, що сформовані вантажні одиниці (4) C2 2 (19) 1 3 80705 або більша кількість менших за розмірами окремих вантажних елементів або вантажних полиць. Оскільки застосування вантажних полиць поширюється, то стала відчутною потреба мати придатні систему і спосіб створення окремих вантажних одиниць. Система і спосіб створення вантажних полиць переважно повинні задовольняти певну кількість вимог. Так, одна із задач полягає в тому, що система і спосіб повинні відносно легко адаптуватися до різних ситуацій, як стосовно рівня автоматизації, так і форми та розміру упаковок, з яких складається кожна вантажна одиниця. Наступна задача полягає в тому, щоб систему і спосіб можна було організувати, ввести в дію і підтримувати при розумних витратах. Ще однією задачею є те, що система і спосіб повинні функціонувати з різними транспортними засобами. Згідно з даним винаходом пропонується система для створення вантажної одиниці. Згадана система містить дві або більше технологічні позиції для формування вантажних одиниць. У способі, що використовує згадану систему, перша технологічна позиція використовується для збирання і розміщення однієї або більшої кількості упаковок з метою формування відповідної вантажної одиниці. В наступних те хнологічних позиціях, яким у даний час віддається перевага, на вантажні одиниці накладають вантажні полиці, і обмотують вантажні одиниці навкруги одним або більшою кількістю стрічкових хомутів та/або обгортають розтяжним матеріалом. Подальші задачі і переваги, пов'язані з даним винаходом, стануть очевидними для спеціалістів галузі в процесі ознайомлення з детальним описом поданих нижче варіантів здійснення винаходу, яким віддається перевага. Короткий опис ілюстрацій Нижче винахід буде описано детальніше на основі прикладу з посиланням на додані ілюстрації. На ілюстраціях: Фіг. від 1а до 1і - різні вантажні одиниці, сформовані з використанням даного винаходу, Фіг.2 - частина системи для створення вантажних одиниць згідно з даним винаходом, та Фіг.3 - схема одного варіанту здійснення системи згідно з даним винаходом. Детальний опис варіантів здійснення винаходу, яким віддається перевага В основу системи і способу згідно з даним винаходом покладене припущення, що для формування вантажних одиниць 4 використовуються упаковки 1 різних розмірів і форм. Навіть неправдоподібно, що всі показані упаковки 1 мають загалом прямокутн у форму, і спеціалістам зрозуміло, що вантажні одиниці 4 можна формувати з упаковок, які звичайно мають інші форми. Даний винахід базується на використанні кількох технологічних позицій 8-10, в яких послідовно формують вантажні одиниці 4. В першій технологічній позиції 8 одну або більшу кількість упаковок 1 збирають і розміщують згідно з 4 формою кожної бажаної кінцевої вантажної одиниці 4. В другій технологічній позиції 9 на кожному з двох протилежних нижній країв вантажної одиниці 4 розміщують принаймні одну вантажну полицю 2. В третій і останній технологічній позиції 10 вантажну одиницю 4, включно з вантажними полицями 2, обмотують навкруги в один або в кілька обертів стрічковими хомутами 7 та/або обгортають розтяжним матеріалом або подібним матеріалом Використані вантажні полиці 2 зазвичай є такими, як описані в [документі PCT/DK01/00748], або будь-якими відповідними вантажними елементами. Вантажні полиці 2 мають зазвичай переріз L-подібної форми. Вантажні полиці 2 повинні розміщуватися на нижньому краї упаковки або подібного предмета так, щоб одна частина кожної вантажної полиці 2 розміщувалася під упаковкою, а одна частина - уздовж боку згаданої упаковки. Частина вантажної полиці 2, яка повинна розміщуватися під упаковками, має виступи, аби давати змогу підйомним та/або транспортним засобам прослизати під упаковку. Якщо, наприклад, вантажні одиниці 4 мають бути сформовані з кількох невеликих упаковок 1, то може з'явитися необхідність у додаткових технологічних позиціях. Так, серед таких додаткових технологічних позицій можуть бути позиції, де формуються субодиниці, кожна з яких забезпечена вантажними полицями 2. (Див., наприклад, Фігури 1с та 1f). Ці субодиниці можуть бути забезпечені стрічковими хомутами, але зазвичай у цьому немає потреби. Далі певна кількість субодиниць спрямовується до технологічної позиції, призначеної для формування кінцевих вантажних одиниць 4. Можна мати також різні технологічні позиції для стрічкових хомутів і обгортання розтяжним матеріалом. Як показано на Фігурах 1g та 1h, якщо вантажна одиниця 4 формується з великої кількості невеликих упаковок, то на дно вантажної одиниці 4 може бути покладена пластина. Спеціалістам зрозуміло, що упаковки 1 і, відповідно, вантажні одиниці, можуть транспортуватися до згаданих те хнологічних позицій та між ними багатьма різними способами. Більш того, різні технологічні позиції можуть бути повністю або частково керованими вручну та/або автоматично. Вираз "повністю автоматично", використаний у цьому описі, означає, що вся фактично існуюча вантажна переробка упаковок 1 або вантажних одиниць 4 виконується машиною, роботом або подібним пристроєм, котрі, з іншого боку, можуть приводитися в рух автоматично або бути керованими особою. Упаковки 1 звичайно зберігаються в товарному складі певного виду. Перша технологічна позиція 8 зазвичай знаходиться в товарному складі або поблизу складу або іншого аналогічного місця. У згаданій першій технологічній позиції 8 збирають відповідну кількість упаковок 1 з метою формування вантажної одиниці. Вантажні одиниці 4 згідно з даним винаходом можуть бути сформовані з однієї єдиної упаковки 1 або з багатьох упаковок 1. Кількість упаковок 1, 5 80705 використаних для кожної окремої вантажної одиниці 4, буде визначатися бажаним розміром кінцевих вантажних одиниць. У варіанті здійснення винаходу, показаному на Фіг.2, упаковки 1, з яких формується вантажна одиниця 4, збирають на конвеєрі 6. З допомогою цього конвеєра 6 вантажні одиниці 4 переносяться до другої технологічної позиції 9. У другій технологічній позиції 9 вантажні одиниці 4 надходять у машину 5, де кожна вантажна одиниця 4 оснащується вантажними полицями 2, у більш чи менш автоматичний спосіб. В інших варіантах здійснення винаходу вантажні полиці 2 установлюються з більшим рівнем ручної праці (не показано). Далі вантажна одиниця 4 з вантажними полицями 2 виноситься з машини 5, з допомогою подальшої частини конвеєра 6. Спеціалістам зрозуміло, що форма конвеєрів може бути різною, так, можуть бути використані стрічки, ролики, колеса тощо. Крім того, спеціалістам зрозуміло, що вантажні одиниці 4 можуть транспортуватися до машини 5 та від неї з допомогою будь-яких інших придатних засобів, наприклад, вантажівками внутрізаводського транспорту, кранами, транспортними возиками тощо. В те хнологічній позиції 9, котра містить машину для накладання вантажних полиць 2, на вантажну одиницю 4 накладають відповідну кількість вантажних полиць 2. На Фіг.1 схематично показано, що залежно від розміру упаковки, уразливості її вмісту тощо, кількість вантажних полиць 2 з кожного боку може мінятися, а вантажні полиці можуть бути розміщені в кожній вантажній одиниці 4 на кількох різних значеннях її висоти і ширини. Після того, як машина 5 забезпечить вантажні одиниці 4 вантажними полицями 2, вантажні одиниці переносяться до третьої технологічної позиції 10. У згаданій позиції 10 вантажні одиниці забезпечуються стрічковими хомутами 7 та/або обгортаються розтяжним матеріалом або подібним матеріалом. Зазвичай, для забезпечення вантажних одиниць 4 стрічковими хомутами 7, обгорткою з розтяжного матеріалу або подібного матеріалу, використовують машину, добре відому в галузі. Однак, стрічкові хомути 7, обгортку з розтяжного матеріалу або подібного матеріалу можна накласти також і вручну. Коли вантажні одиниці 4 покидають третю технологічну позицію 10, вони готові для перевезення будь-яким придатним способом. Так, вантажні одиниці 4 спрямовуються до контейнера, вантажного автомобіля або до будь-яких інших засобів перевезення. 6 7 80705 8
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem and method for load unit creation
Автори англійськоюDickner Allan
Назва патенту російськоюСистема и способ создания грузовых единиц
Автори російськоюДикнер Аллан
МПК / Мітки
МПК: B65B 35/50
Мітки: система, одиниць, створення, вантажних, спосіб
Код посилання
<a href="https://ua.patents.su/4-80705-sistema-i-sposib-stvorennya-vantazhnikh-odinic.html" target="_blank" rel="follow" title="База патентів України">Система і спосіб створення вантажних одиниць</a>
Спосіб транспортування вантажних одиниць
Номер патенту: 77081
Опубліковано: 16.10.2006
Автор: Дікнер Аллан
МПК: B65G 69/02, B65G 65/00, B65D 19/38
Мітки: одиниць, вантажних, транспортування, спосіб
Формула / Реферат:
Спосіб транспортування вантажних одиниць (1) на площадці для транспортування, що має певну довжину і ширину, де площадкою є, наприклад, дно стандартного контейнера або вантажне відділення залізничного товарного вагона, з використанням полиць, що мають профіль L-форми, який має виступи (7) для утримування вантажної одиниці на певній відстані над її опорою, який відрізняється тим, що відповідні довжини і ширини вантажних одиниць (1) узгоджені...
Система та спосіб накладання вантажних полиць на вантажну одиницю
Номер патенту: 78784
Опубліковано: 25.04.2007
Автор: Дікнер Аллан
МПК: B65B 27/00, B65D 71/00
Мітки: вантажних, накладання, одиницю, полиць, спосіб, система, вантажну
Формула / Реферат:
1. Система (10, 100, 110) для накладання вантажних полиць (20) на вантажну одиницю (30), розміщену на підтримуючих засобах (81, 82, 83, 84), причому вантажні полиці (20) мають по суті кутовий поперечний переріз, подібний до літери L, при цьому система має машину (10) для накладання, яка має засоби для відокремлення вантажної одиниці (30) від підтримуючих засобів (81, 82, 83, 84) у вертикальному напрямі,та засоби (50, 51, 52, 130, 140)...
Спосіб розпізнавання мовленнєвих одиниць
Номер патенту: 61248
Опубліковано: 17.11.2003
Автори: Шелєпов Владислав Юрійович, Старушко Дмитро Георгійович, Шевченко Анатолій Іванович
МПК: G10L 15/00, G10L 13/00
Мітки: спосіб, одиниць, мовленнєвих, розпізнавання
Формула / Реферат:
1. Спосіб розпізнавання мовленнєвих одиниць, що полягає в перетворенні мовленнєвого сигналу на електричний сигнал, дискретизації й оцифровці, виділенні фрагмента цифрового сигналу, визначенні енергії цифрового сигналу виділеного фрагмента, формуванні еталонів, обчисленні відстані й ухваленні рішення про розпізнавання, який відрізняється тим, що виконують високочастотну фільтрацію цифрового сигналу виділеного фрагмента, визначають енергію...
Спосіб діагностування надресорних балок вантажних вагонів методом акустичної емісії
Номер патенту: 22180
Опубліковано: 25.04.2007
Автори: Варибрусов Сергій Тимофійович, Вітвицький Віталій Веліксович
МПК: G01N 29/14
Мітки: акустичної, діагностування, вантажних, методом, емісії, вагонів, балок, надресорних, спосіб
Формула / Реферат:
Спосіб діагностування надресорних балок вантажних вагонів методом акустичної емісії, який включає в себе підготовку надресорної балки до операції контролю на спеціальному стенді, перевірку працездатності приладів, вертикальне навантажування надресорної балки у відповідності з графіком зміни тиску, обробку результатів, який відрізняється тим, що при вертикальному навантажуванні надресорної балки та підборі графіка кривої навантажування...
Спосіб діагностування бокових рам візків вантажних вагонів методом акустичної емісії
Номер патенту: 22179
Опубліковано: 25.04.2007
Автори: Варибрусов Сергій Тимофійович, Вітвицький Віталій Веліксович
МПК: G01N 29/14
Мітки: емісії, спосіб, бокових, вагонів, діагностування, рам, методом, вантажних, візків, акустичної
Формула / Реферат:
Спосіб діагностування бокових рам візків вантажних вагонів методом акустичної емісії, який включає в себе підготовку бокової рами до операції контролю на спеціальному стенді, перевірку працездатності приладів, вертикальне та горизонтальне навантажування бокової рами у відповідності з графіком зміни тиску, обробку результатів, який відрізняється тим, що при одночасному вертикальному навантажуванні ресорного отвору та горизонтальному...
Попередній патент: Свердловинний домкрат
Наступний патент: Спосіб фазомодульованої спекл-інтерферометрії для вимірювання зміни фази об’єктної хвилі
Випадковий патент: Спосіб визначення життєздатності еритроцитів