Спосіб визначення профілю гільзи кристалізатора
Номер патенту: 8540
Опубліковано: 15.08.2005
Автори: Кравцов Владлєн Васильович, Бірюков Олексій Борисович, Марченко Олександр Олександрович
Формула / Реферат
1. Спосіб визначення профілю гільзи кристалізатора для високошвидкісного безперервного лиття сталі у вигляді квадратної або прямокутної труби, що має профіль, близький за формою до природних контурів злитка в процесі тверднення, при цьому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю, коефіцієнта усадки у твердому стані і часу кристалізації злитка в гільзі кристалізатора, який відрізняється тим, що злиток у гільзі кристалізатора реального процесу кристалізації розділяють на визначене число поперечних перерізів і на комп'ютері з використанням рівняння нестаціонарної теплопровідності із граничними умовами охолодження для даної марки сталі з відомими теплофізичними параметрами, часом кристалізації і температурою рідкої сталі реального процесу кристалізації креслять температурні поля тверднення для кожного поперечного перерізу злитка, і при розбіжності розрахункової температури середини поверхні грані злитка Тпг для останнього поперечного перерізу із температурою середини поверхні грані злитка на виході кристалізатора в реальних умовах кристалізації для цієї марки сталі змінюють граничні умови охолодження до збігу згаданих температур, потім послідовно розрахунковим шляхом кілька разів зменшують час кристалізації злитка в гільзі ![]() , і після кожного зменшення часу
, і після кожного зменшення часу ![]() визначають температуру поверхні грані Тпг у кожному згаданому поперечному перерізі злитка в гільзі кристалізатора і товщину кірки тверднення, час кристалізації зменшують до моменту часу
визначають температуру поверхні грані Тпг у кожному згаданому поперечному перерізі злитка в гільзі кристалізатора і товщину кірки тверднення, час кристалізації зменшують до моменту часу ![]() , при якому товщина кірки в останньому поперечному перерізі досягне гранично-припустимої величини по механічній міцності і по отриманих температурах поверхонь середини грані злитка Тпг, град. С, у кожному його поперечному перерізі протягом цього часу кристалізації
, при якому товщина кірки в останньому поперечному перерізі досягне гранично-припустимої величини по механічній міцності і по отриманих температурах поверхонь середини грані злитка Тпг, град. С, у кожному його поперечному перерізі протягом цього часу кристалізації ![]() , після чого визначають кінцеву температуру тверднення кірки Ткін, град. С, у кожному його поперечному перерізі по формулі:
, після чого визначають кінцеву температуру тверднення кірки Ткін, град. С, у кожному його поперечному перерізі по формулі:
Ткін = (Ттв + Тпг)/2,
де Ттв - температура, при якій закінчується тверднення сталі, град. С, потім розраховують коефіцієнт усадки у твердому стані αте по формулі:
αте = 3,972 - 12,494•С + 17,724•С2 + 6,602С•(Тзат - Ткін)•10-5, 1/град
де С - процентний вміст вуглецю в сталі, %, далі визначають лінійну усадку сталі заготовки εте (у відносних одиницях) по формулі:
εте = αте•(Ттв - Ткін),
потім визначають лінійний розмір злитка в поперечному перерізі на виході з кристалізатора по формулі:
S1 = S0•(1 - εте),
де S0, S1 - початковий розмір злитка в перетині меніска і в поперечному перерізі злитка на виході з кристалізатора в процесі усадки, мм,
а потім визначають конусність кристалізатора К для кожної конкретної марки сталі і температурно-швидкісного режиму розливки:
![]() ,
,
I - активна довжина кристалізатора, м.
2. Спосіб за п. 1, який відрізняється тим, що по розрахунку конусності для двох і більше марок сталей поточного розміру злитка S, мм, від часу проходження металу в реальних умовах безперервного лиття через кристалізатор ![]() , сек., приймають усереднену конусність кристалізатора.
, сек., приймають усереднену конусність кристалізатора.
Текст
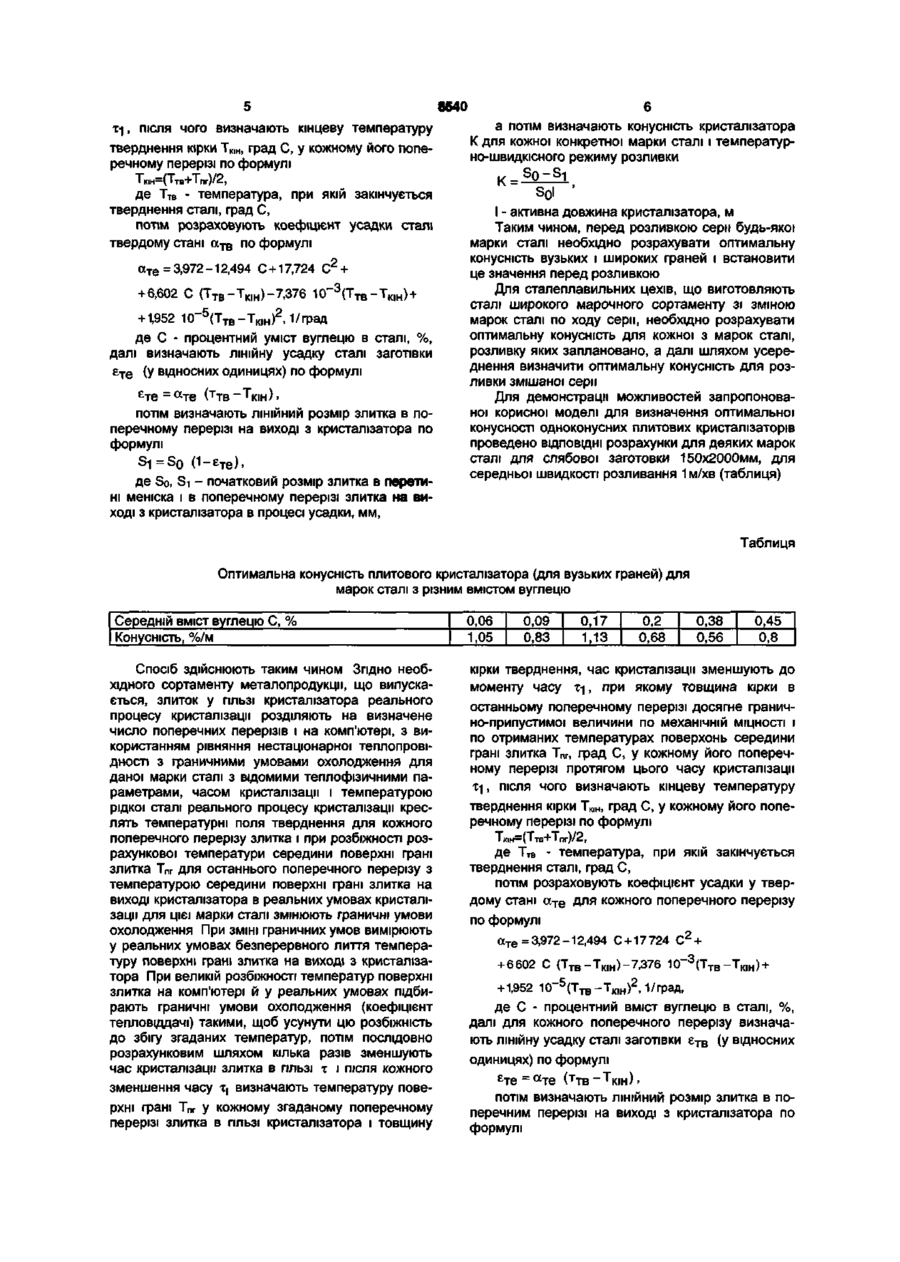
1. Спосіб визначення профілю гільзи кристалізатора для високошвидкісного безперервного лиття сталі у вигляді квадратної або прямокутної труби, що має профіль, близький за формою до природних контурів злитка в процесі тверднення, при цьому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю, коефіцієнта усадки у твердому стані і часу кристалізації злитка в гільзі кристалізатора, який відрізняється тим, що злиток у гільзі кристалізатора реального процесу кристалізації розділяють на визначене число поперечних перерізів і на комп'ютері з використанням рівняння нестаціонарної теплопровідності із граничними умовами охолодження для даної марки сталі з відомими теплофізичними параметрами, часом кристалізації і температурою рідкої сталі реального процесу кристалізації креслять температурні поля тверднення для кожного поперечного перерізу злитка, і при розбіжності розрахункової температури середини поверхні грані злитка Тпг для останнього поперечного перерізу із температурою середини поверхні грані злитка на виході кристалізатора в реальних умовах кристалізації для цієї марки сталі змінюють граничні умови охолодження до збігу згаданих температур, потім послідовно розрахунковим шляхом кілька разів зменшують час кристалізації злитка в гільзі х , і після кожного зменшення часу TJ визначають температуру поверхні грані Т пг у кожному згаданому поперечному перерізі злитка в гільзі кристалізатора і товщину кірки тверднення, Корисна модель відноситься до металургії, точніше до безперервного лиття злитків (заготівок час кристалізації зменшують до моменту часу x-j, при якому товщина кірки в останньому поперечному перерізі досягне гранично-припустимої величини по механічній міцності і по отриманих температурах поверхонь середини грані злитка Тпг, град. С, у кожному його поперечному перерізі протягом цього часу кристалізації x-j , після чого визначають кінцеву температуру тверднення кірки Ткін, град. С, у кожному його поперечному перерізі по формулі: T K l H = ( T T B + Tnr)/2, де Ттв - температура, при якій закінчується тверднення сталі, град. С, потім розраховують коефіцієнт усадки у твердому стані а т е по формулі: а т е = 3,972 - 12,494*С + 17,724«С2 + 6,602О(Т3ат Тк,н)*10'5, 1/град де С - процентний вміст вуглецю в сталі, %, далі визначають лінійну усадку сталі заготовки є те (у відносних одиницях) по формулі: £те = а Т е»(Т т в - Ткін), потім визначають лінійний розмір злитка в поперечному перерізі на виході з кристалізатора по формулі: ST = So*(1 " Єте), де So, Si - початковий розмір злитка в перетині меніска і в поперечному перерізі злитка на виході з кристалізатора в процесі усадки, мм, а потім визначають конусність кристалізатора К для кожної конкретної марки сталі і температурношвидкісного режиму розливки: Sp-S1 K = Sol ' І - активна довжина кристалізатора, м. 2. Спосіб за п. 1, який відрізняється тим, що по розрахунку конусності для двох і більше марок сталей поточного розміру злитка S, мм, від часу проходження металу в реальних умовах безперервного лиття через кристалізатор х-|, сек., приймають усереднену конусність кристалізатора. МБЛЗ) і може знайти застосування при проектуванні гільз кристалізаторів. ю 00 О) 8540 У кристалізаторі при затвердіванні кірки злитка і її охолодженні відбувається усадка кірки й утворення газового зазору між стінками кристалізатора і поверхнею злитка, що утворився. Для створення досить міцної кірки на виході з кристалізатора, що забезпечувало би спроможність високошвидкісного розливання, необхідно поліпшити умови тепловіддачі від сталі, що затвердіває, до стінок кристалізатора, зменшити знос стінок гільзи кристалізатора і термічні напруги, що можуть призвести до зміни форми. Є відомий спосіб визначення профілю гільзи кристалізатора для безперервного лиття сталі у вигляді квадратної або прямокутної труби, що має профіль, який максимально повторює природні контури злитка в процесі тверднення, при цьому форму профілю визначають у процесі формування твердої кірки злитка шляхом звуження по синусоїді поперечного перерізу гільзи по довжині кристалізатора. Величину звуження, що визначає профіль гільзи вибирають, як правило, дослідним шляхом. Подовження кірки при випрямленні підраховується по приблизній формулі: Д_ = а 2 л 2 / Т , І де а - амплітуда синусоїди; Т - ширина опуклої ділянки внутрішньої стінки. Конусність кристалізатора по кутах і плоских частинах стінок установлюють 0,5% на 1 м довжини. До цієї конусності при випрямленні кірки, що має форму синусоїди, додається її збільшення довжини в зоні опуклої верхньої ділянки кристалізатора. Конусність за рахунок випрямлення синусоїдальної кірки вибирають 0,31% на 1м висоти кристалізатора. Загальну конусність у зоні опуклої ділянки вибирають 0,81% на 1м висоти кристалізатора [патент Російської Федерації №2087247, МПК B22D11/04, 1997р.]. Однак відомий спосіб не дозволяє точно визначити профіль гільзи для деяких марок сталей. Є відомий спосіб визначення профілю гільзи кристалізатора для безперервного лиття сталі у вигляді квадратної або прямокутної труби, при якому різницю відстані між вузькими робочими стінками на їхньому верхньому й нижньому торцях установлюють по залежності: АВ = К B L S n C / V c e p , де ДВ - різниця відстаней між вузькими робочими стінками на їхніх верхньому і нижньому торцях, мм; В - відстань між вузькими робочими стінками на їхнім верхньому торці, MM; L - довжина кристалізатора, MM; Sn вміст олова в міді, легованої оловом, мас. %; С вміст вуглецю в сталі, що розливається, мас. %; Veep - середня робоча швидкість витягування сляба, для якої призначений кристалізатор, м/хв; К емпіричний коефіцієнт, що характеризує теплофізичні закономірності усадки сляба в кристалізаторі, рівний 0,0001-0,000044м/(мм%%хв) [патент Російської Федерації №2214885, МПК B22D11/00, 11/05, 2003р., прототип]. Однак у відомому способі представлена залежність не точно відтворює вплив вуглецю на профіль гільзи, тому що коефіцієнт усадки К знаходиться в нелінійній залежності від вмісту вуглецю і залежить від температури кірки злитка. Використання виготовленого за допомогою цих розрахун ків кристалізатора приводить до швидкого зносу його гільзи, збільшенню термічної напруги у заготівці, а це викликає деформацію форми злитка на виході з гільзи. Крім того при високих швидкостях розливання це може призвести до прориву металу зі злитка і до втрати струмка лиття. Задачею корисної моделі є створення способу визначення профілю гільзи кристалізатора шляхом обліку усадок у декількох поперечних перерізух злитка різних марок сталей по вмісту вуглецю і необхідному температурно-швидкісному режиму лиття для зниження зносу гільзи, зменшення термічної напруги у злитку на високих швидкостях лиття. Поставлена задача вирішується перенесенням реального фізичного моделювання безперервного лиття сталі на моделювання з використанням математичної моделі кристалізації сталі в процесі безперервного лиття шляхом уточнення граничних умов охолодження при розбіжності температур на виході з кристалізатора в реальних умовах лиття із математичної моделі, що дозволяє цілеспрямовано розрахувати максимально-можливу швидкість безперервного лиття із дотриманням граничноприпустимої величини механічної міцності кірки тверднення на виході з кристалізатора. У цілому це дозволяє спроектувати гільзу кристалізатора з профілем, що максимально повторює природну лінійну усадку злитка. Технічний результат - збільшення зносостійкості гільзи, зменшення термічної напруги в злитку. У відомому способі, у якому форму профілю визначають розрахунковим шляхом у процесі формування злитка для визначених груп марок сталей по вмісту вуглецю, коефіцієнта усадки у твердому стані і часу кристалізації злитка в гільзі кристалізатора, відповідно до винаходу, злиток у гільзі кристалізатора реального процесу кристалізації розділяють на визначене число поперечних перерізів і на комп'ютері з використанням рівняння нестаціонарної теплопровідності з граничними умовами охолодження для даної марки сталі з відомими теплофізичними параметрами, часом кристалізації і температурою рідкої сталі реального процесу кристалізації креслять температурні поля тверднення для кожного поперечного перерізу злитка, і при розбіжності розрахункової температури середини поверхні грані злитка Т пг для останнього поперечного перерізу з температурою середини поверхні грані злитка на виході кристалізатора в реальних умовах кристалізації для цієї марки сталі змінюють граничні умови охолодження до збігу згаданих температур, потім послідовно розрахунковим шляхом кілька разів зменшують час кристалізації злитка в гільзі т , і після кожного зменшення часу XJ визначають температуру поверхні грані Т пг у кожному згаданому поперечному перерізі злитка в гільзі кристалізатора і товщину кірки тверднення, час кристалізації зменшують до моменту часу х-\, при якому товщина кірки в останньому поперечному перерізі досягне гранично-припустимої величини по механічній міцності і по отриманих температурах поверхонь середини грані злитка Тпг, град С, у кожному його поперечному перерізі протягом цього часу кристалізації 8540 x-|, після чого визначають кінцеву температуру тверднення кірки Ткін, град С, у кожному його поперечному перерізі по формулі Тк,н=(Ттв+Тпг)/2, де Ттв - температура, при якій закінчується тверднення сталі, град С, потім розраховують коефіцієнт усадки сталі твердому стані сс тв по формулі 2 а т е =3,972-12,494 С +17,724 С + 3 + 6,602 С (Т Т В -Т К І Н )-7,376 Ю - ( Т Т В - Т К І Н ) + 5 2 + 1,952 К Г ( Т т в - Т К І Н ) , 1 / г р а д де С - процентний уміст вуглецю в сталі, %, далі визначають лінійну усадку сталі заготівки є т е (у відносних одиницях) по формулі є те = а т е ( т тв - т кін) > потім визначають ЛІНІЙНИЙ розмір злитка в поперечному перерізі на виході з кристалізатора по формулі S 1 = S 0 (1-є-ге), де So, Si - початковий розмір злитка в перетині меніска і в поперечному перерізі злитка на виході з кристалізатора в процесі усадки, мм, а потім визначають конусність кристалізатора К для кожної конкретної марки сталі і температурно-швидкісного режиму розливки Sol І - активна довжина кристалізатора, м Таким чином, перед розливкою серп будь-якої марки сталі необхідно розрахувати оптимальну конусність вузьких і широких граней і встановити це значення перед розливкою Для сталеплавильних цехів, що виготовляють сталі широкого марочного сортаменту зі зміною марок сталі по ходу сери, необхідно розрахувати оптимальну конусність для кожної з марок сталі, розливку яких заплановано, а далі шляхом усереднення визначити оптимальну конусність для розливки змішаної серп Для демонстрації можливостей запропонованої корисної моделі для визначення оптимальної конусності одноконусних плитових кристалізаторів проведено ВІДПОВІДНІ розрахунки для деяких марок сталі для слябової заготовки 150х2000мм, для середньої швидкості розливання 1 м/хв (таблиця) Таблиця Оптимальна конусність плитового кристалізатора (для вузьких граней) для марок сталі з різним вмістом вуглецю Середній вміст вуглецю С, % Конусність, %/м Спосіб здійснюють таким чином Згідно необхідного сортаменту металопродукцн, що випускається, злиток у ГІЛЬЗІ кристалізатора реального процесу кристалізації розділяють на визначене число поперечних перерізів і на комп'ютері, з використанням рівняння нестаціонарної теплопровідності з граничними умовами охолодження для даної марки сталі з відомими теплофізичними параметрами, часом кристалізації і температурою рідкої сталі реального процесу кристалізації креслять температурні поля тверднення для кожного поперечного перерізу злитка і при розбіжності розрахункової температури середини поверхні грані злитка Тпг для останнього поперечного перерізу з температурою середини поверхні грані злитка на виході кристалізатора в реальних умовах кристалізації для цієї марки сталі змінюють граничні умови охолодження При ЗМІНІ граничних умов вимірюють у реальних умовах безперервного лиття температуру поверхні грані злитка на виході з кристалізатора При великій розбіжності температур поверхні злитка на комп'ютері й у реальних умовах підбирають граничні умови охолодження (коефіцієнт тепловіддачі) такими, щоб усунути цю розбіжність до збігу згаданих температур, потім послідовно розрахунковим шляхом кілька разів зменшують час кристалізації злитка в ГІЛЬЗІ Т І ПІСЛЯ КОЖНОГО зменшення часу т( визначають температуру поверхні грані Тпг У кожному згаданому поперечному перерізі злитка в ГІЛЬЗІ кристалізатора і товщину 0,06 1,05 0,09 0,83 0,17 1,13 0,2 0,68 0,38 0,56 0,45 0,8 кірки тверднення, час кристалізації зменшують до моменту часу т-j, при якому товщина кірки в останньому поперечному перерізі досягне гранично-припустимої величини по механічній МІЦНОСТІ І по отриманих температурах поверхонь середини грані злитка Тпг, град С, у кожному його поперечному перерізі протягом цього часу кристалізації х-|, після чого визначають кінцеву температуру ТВерДНеННЯ КфКИ Ткін, ф Э Д С , у КОЖНОМУ ЙОГО ПОПЄ речному перерізі по формулі Тк,н=(Т т е +Т п г )/2, де ТТв - температура, при якій закінчується тверднення сталі, град С, потім розраховують коефіцієнт усадки у твердому стані а т е для кожного поперечного перерізу по формулі а т е =3,972-12,494 С+ 17 724 С 2 + + 6602 С (Т Т В -Т К І Н )-7,376 Ю- 3 (Т Т В -Т К І Н ) + +1,952 10" 5 (Т т в - Т К І Н ) 2 ,1 / град, де С - процентний вміст вуглецю в сталі, %, далі для кожного поперечного перерізу визначають лінійну усадку сталі заготівки є т в (у відносних одиницях) по формулі є те = а т е ( т тв ~ Т К | Н ), ~ потім визначають ЛІНІЙНИЙ розмір злитка в поперечним перерізі на виході з кристалізатора по формулі 8540 S^SoO-ете), де So, Si - початковий в перетині меніска і в поперечним перерізі злитка на виході з кристалізатора в процесі усадки, мм, а потім визначають конусність плитового кристалізатора К для кожної конкретної марки сталі і температурно-швидкісного режиму розливки: 1 - активна довжина кристалізатора, м. Коефіцієнти: 3,972, 12,494, 17,724 і 6,602, 7,376»10'3, 1,952«10"5 у формулі визначення а т е були отримані на підставі обробки емпіричного матеріалу усадки різних марок сталей по процентному вмісту вуглецю від 0,06 до 0,45. На основі розрахунків для двох і більш марок сталей згідно з табличними даними поточного розміру злитка S, мм від часу проходження металу в реальних умовах безперервного лиття через кристалізатор х-\, сек., побудованого по уточнених граничних умовах для останнього поперечного перерізу з товщиною кірки, що забезпечує гранично-припустиму величину механічної міцності. Ниж Комп'ютерна верстка В. Мацело 8 че, у табличній формі, згідно пропонованого способу, представлені приклади конкретного проектування профілів гільз (конусності) для шістьох марок сталей по вмісту вуглецю (0,06-0,45%). Природно, найбільш економічним кристалізатором для визначеної марки сталі буде кристалізатор, профіль гільзи якого буде виготовлений згідно свого графіка залежності поточного розміру злитка S, мм від часу проходження металу через кристалізатор т-|, сек., але в реальних заводських умовах, коли необхідно періодично змінювати марки сталі, доцільніше використовувати кристалізатор із профілем гільзи, побудованим за розрахунком середньої конусності для більшості марок сталей, що розливаються, на даному підприємстві. Експлуатаційний термін служби дослідних зразків, спроектованих згідно пропонованого способу для слябової МБЛЗ Маріупольського меткомбіната ім. Ілліча збільшився в 2-3 рази, отримано економічний ефект від переходу на підвищені швидкості лиття слябових заготівок, зменшився відсоток деформаційних щілин і покращилась якість металопродукції. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining the profile of the crystallizer case
Автори англійськоюKravtsov Vladlien Vasyliovych
Назва патенту російськоюСпособ определения профиля гильзы кристаллизатора
Автори російськоюКравцов Владлен Васильевич
МПК / Мітки
МПК: B22D 11/04
Мітки: профілю, гільзи, кристалізатора, спосіб, визначення
Код посилання
<a href="https://ua.patents.su/4-8540-sposib-viznachennya-profilyu-gilzi-kristalizatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення профілю гільзи кристалізатора</a>
Механізм хитання кристалізатора
Номер патенту: 4235
Опубліковано: 17.01.2005
Автори: Сусь Юрій Васильович, Лепіхов Леонід Сергійович, Білобров Юрій Миколайович, Кочин Леонід Павлович
МПК: B22D 11/04
Мітки: кристалізатора, механізм, хитання
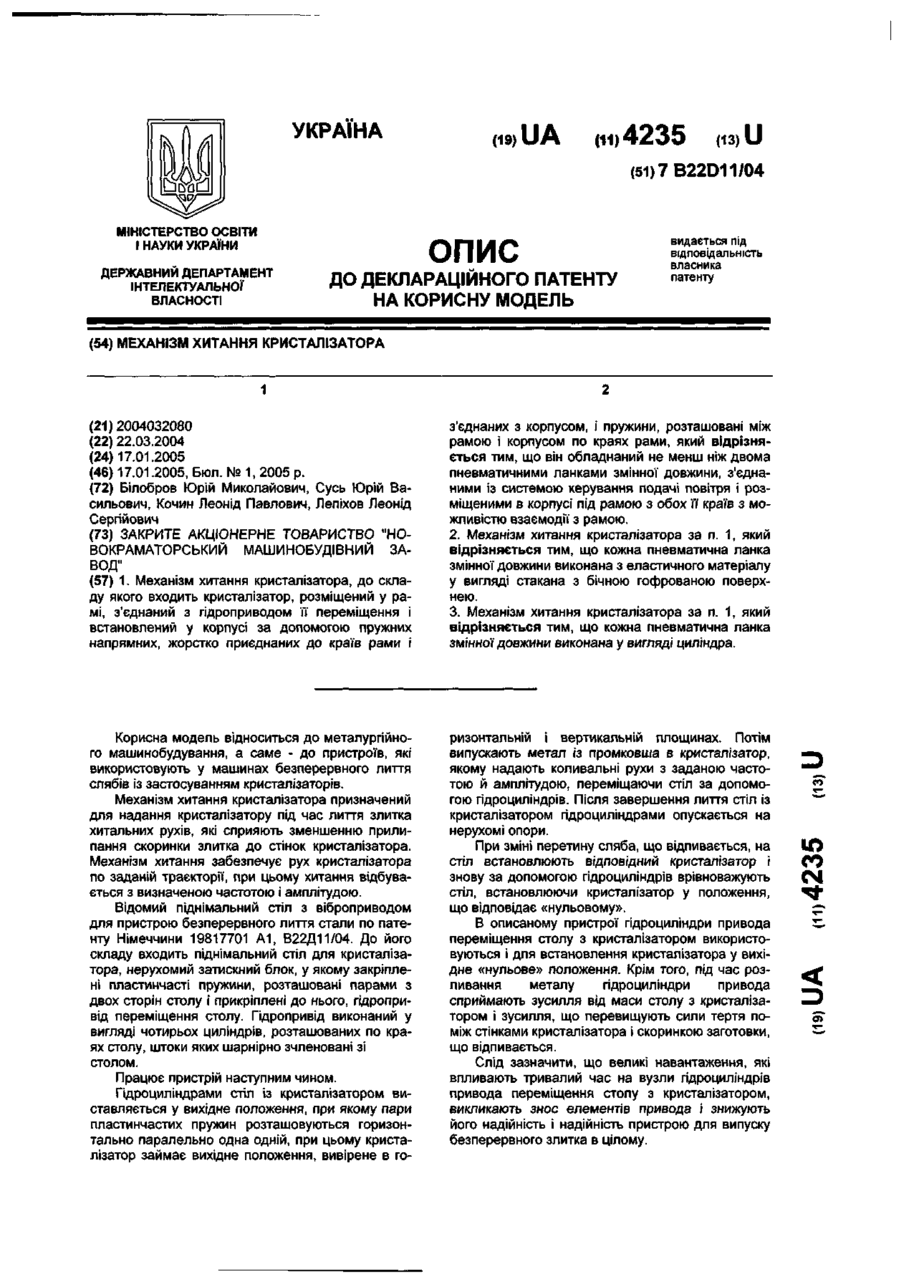
Формула / Реферат:
1. Механізм хитання кристалізатора, до складу якого входить кристалізатор, розміщений у рамі, з’єднаний з гідроприводом її переміщення і встановлений у корпусі за допомогою пружних напрямних, жорстко приєднаних до країв рами і з'єднаних з корпусом, і пружини, розташовані між рамою і корпусом по краях рами, який відрізняється тим, що він обладнаний не менш ніж двома пневматичними ланками змінної довжини, з'єднаними із системою керування подачі...
Механізм хитання кристалізатора
Номер патенту: 73040
Опубліковано: 16.05.2005
Автори: Плугатар Віктор Семенович, Білобров Юрій Миколайович, Кірєєв Владімір Ніколаєвич, Баначенков Владімір Гєннадієвич, Кочин Леонід Павлович, Сусь Юрій Васильович
МПК: B22D 11/053
Мітки: кристалізатора, механізм, хитання
Формула / Реферат:
Механізм хитання кристалізатора, до складу якого входять стіл кристалізатора, верхня і нижня напрямні, що лежать у площинах, які утворюють двогранний кут, пристрій натягу напрямних, кожна з яких одним кінцем прикріплена до стаціонарної рами, який відрізняється тим, що пристрій натягу напрямних виконаний у вигляді двох симетрично встановлених відносно подовжньої осі рами плунжерних циліндрів, корпуси яких шарнірно приєднані до рами і жорстко...
Пристрій для подачі рідкого металу в кільцевий прозір кристалізатора
Номер патенту: 49318
Опубліковано: 16.09.2002
Автори: Городчиков Вячеслав Миколайович, Шабанов Володимир Борисович, Павловський Генадій Федорович, Свиридов Олег Віталійович
МПК: B22D 19/00, B22D 11/10
Мітки: металу, прозір, кристалізатора, пристрій, подачі, рідкого, кільцевий
Формула / Реферат:
1. Пристрій для подачі рідкого металу в кільцевий прозір кристалізатора з шлаковою обертовою ванною, що включає приймальну чашу, жолоб і розливальний стакан, який відрізняється тим, що внутрішня поверхня розливального стакана в поперечному перерізі має вигляд "сочевиці", утвореної двома пересічними ідентичними дугами окружності з забезпеченням наступних співвідношень:
Додатковий холодильник кристалізатора машини безперервного лиття заготовок
Номер патенту: 36131
Опубліковано: 16.04.2001
Автори: Галай Ірина Генадіївна, Галай Володимир Петрович, Ніколаєв Генадій Андрійович, Носоченко Олег Васильович, Найдек Володимир Леонтійович, Сахно Валерій Олександрович, Якобше Ришард Якубович
МПК: B22D 11/04
Мітки: машини, кристалізатора, лиття, безперервного, холодильник, заготовок, додатковий
Текст:
...елементами (шпильками). Тобто вони мають однаковий коефіцієнт термічного розширення, що виключає утворення небажаних зазорів. Запропоноване розміщення каналів з щільовидною формою для проходження води, постійна товщина мідної оболонки забезпечують рівномірне охолодження робочої стінки, її оптимальний термонапружний стан і покращують теплову роботу додаткових холодильників. Втрати де фіцитного матеріалу та часу для виготовлення робочих...
Спосіб визначення аеродинамічних характеристик профілю в плоскій компресорній решітці та пристрій для його здійснення
Номер патенту: 59652
Опубліковано: 15.09.2003
Автори: Дихановський Віктор Миколайович, Волянська Лариса Георгіївна, Терещенко Юрій Матвійович, Панін Владислав Вадимович
МПК: G01M 9/00, F04D 29/26
Мітки: характеристик, визначення, плоский, профілю, компресорний, здійснення, пристрій, решітці, аеродинамічних, спосіб
Формула / Реферат:
1. Спосіб визначення аеродинамічних характеристик профілю в плоскій компресорній решітці полягає у тому, що визначають аеродинамічні сили, що діють на профіль в решітці, та подальшим розрахунком визначають аеродинамічні коефіцієнти підіймальної сили сy та лобового опору сx, який відрізняється тим, що аеродинамічні сили визначають шляхом прямого виміру за допомогою трикомпонентних аеродинамічних ваг.2. Пристрій для визначення...
Попередній патент: Транспортно-захисний контейнер для твердих радіоактивних відходів
Наступний патент: Спосіб вимірювання математичного сподівання випадкового процесу
Випадковий патент: Пристрій для зчитування цифрової інформації з магнітоносія