Комплекс для виробництва профільних заготовок з металевої стружки й інших відходів машинобудівного виробництва
Номер патенту: 91558
Опубліковано: 10.08.2010
Автори: Гришин Володимир Сергійович, Морозенко Євгеній Вадимович, Стець Максим Юрійович, Белодеденко Сергій Валентинович, Федулова Ганна Борисівна, Яцуба Андрій Володимирович, Богданчикова Світлана Вікторівна, Єрмократьєв Віктор Олексійович
Формула / Реферат
1. Комплекс для виробництва профільних заготовок з металевої стружки й інших відходів машинобудівного виробництва, який відрізняється тим, що включає розташовані в технологічній послідовності по трьох рівнобіжних осях і двох перпендикулярних відносно трьох перших - п'ять ліній, де
1-а лінія - підготовки стружки перед плавкою, що включає пов'язані між собою транспортувальними та передавальними пристроями та послідовно розташовані бункери-нагромаджувачі, пристрої для механічного та термічного віддалення СОЖ зі стружки, бункери-живильники, подрібнювач, дозуючі пристрої, горизонтальний прес для брикетування, бункери-нагромаджувачі для брикетів;
2-а лінія - підготовки розкислювачів, десульфураторів та модифікаторів, що включає зв'язані між собою дозуючими пристроями бункери-живильники стружки кольорових металів, бункери-нагромаджувачі стружки, подрібнювач стружки; ємності з відходами гальванічного виробництва, бункер-нагромаджувач окалини, змішувач, реактор самопоширюваного високотемпературного синтезу (реактор СВС), класифікатор, сепаратор, ємності для збереження отриманих матеріалів;
3-я лінія - підготовки металевого брухту, що включає зв'язані між собою транспортувальними пристроями стенд для збору й здрібнення брухту, бункер-нагромаджувач;
4-а лінія - розплавлювання шихти, що включає площадку для підготовки шихти; плавильний агрегат, сталерозливний ківш;
5-а лінія - напівбезупинного розливання профільних заготовок, що включає роздавальний ківш, станину, механізм хитання, кристалізатор, передавальний рольганг холодильника, механізм витягування і попередньої деформації злитка, що приймає рольганг-нагромаджувач заготовок.
2. Комплекс за п.1 який відрізняється тим, що у 2 - ій лінії реактор СВС встановлено за бункерами-нагромаджувачами відходів, а подрібнювач та класифікатор - перед ємностями для збереження отриманих матеріалів.
3. Комплекс за п.1 або 2, який відрізняється тим, що у 4 - ій лінії плавильний агрегат містить плавильну піч з випускним отвором, канал для переливу рідкого металу з печі в сталерозливний ківш, робоча частина якого виконана з вогнетривкого матеріалу, і прибудову для подачі в рідкий потік металу елементів у здрібненому чи гранульованому (брикетованому) стані, що змінюють хімічний склад металу.
4. Комплекс за будь-яким з пп. 1-3, який відрізняється тим, що 4 лінію виконано таким чином, що подача в рідкий потік металу елементів, таких як розкислювачі та/або десульфуратори, та/або модифікатори, у здрібненому вигляді здійснюється спільно з нейтральним чи інертним газом.
5. Комплекс за будь-яким з пп. 1-4, який відрізняється тим, 3 - я лінія розташована безпосередньо перед плавильним агрегатом 4 - ої лінії.
6. Комплекс за за будь-яким з пп. 1-5, який відрізняється тим, що 5 лінія розташована відразу за плавильним агрегатом 4 - ої лінії, а рольганг-нагромаджувач заготовок - відразу за механізмом витягування і попереднього деформування профільних заготовок.
Текст
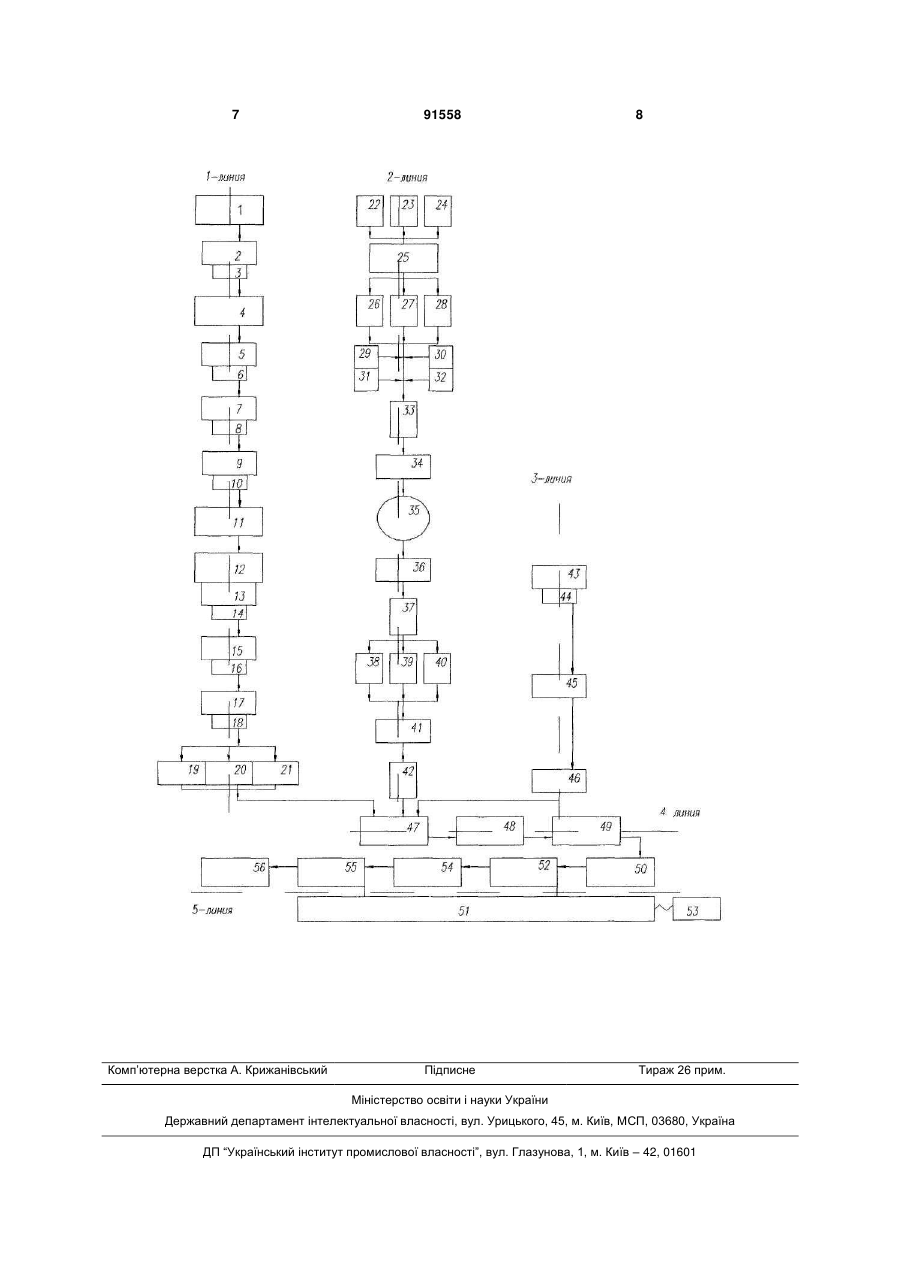
1. Комплекс для виробництва профільних заготовок з металевої стружки й інших відходів машинобудівного виробництва, який відрізняється тим, що включає розташовані в технологічній послідовності по трьох рівнобіжних осях і двох перпендикулярних відносно трьох перших - п'ять ліній, де 1-а лінія - підготовки стружки перед плавкою, що включає пов'язані між собою транспортувальними та передавальними пристроями та послідовно розташовані бункери-нагромаджувачі, пристрої для механічного та термічного віддалення СОЖ зі 2 (19) 1 3 91558 4 подача в рідкий потік металу елементів, таких як розкислювачі та/або десульфуратори, та/або модифікатори, у здрібненому вигляді здійснюється спільно з нейтральним чи інертним газом. 5. Комплекс за будь-яким з пп. 1-4, який відрізняється тим, 3 - я лінія розташована безпосередньо перед плавильним агрегатом 4 - ої лінії. 6. Комплекс за за будь-яким з пп. 1-5, який відрізняється тим, що 5 лінія розташована відразу за плавильним агрегатом 4 - ої лінії, а рольгангнагромаджувач заготовок - відразу за механізмом витягування і попереднього деформування профільних заготовок. Винахід відноситься до машинобудування, зокрема до заготівельного виробництва з використанням відходів механічних і гальванічних цехів. Відомі комплекси і лінії для переробки відходів машинобудівного виробництва для одержання конструкційних матеріалів. Так відома лінія для виробництва порошку з металевої стружки [1], призначена для підвищення продуктивності, екологічної чистоти, якості порошку й експлуатаційної надійності, містить послідовно встановлене устаткування, зв'язане що сепарують і транспортними пристроями в одну лінію. Однак таке зкомпановане рішення не дозволяє використовувати раціонально виробничі площі. Найбільш близьким до пропонованого винаходу по технічній сутності й ефекту, що досягається, є технічне рішення, прийняте в якості прототипу це потокова автоматизована лінія виготовлення виробів методом пресування [2]. Відома потокова автоматизована лінія включає розташовані в плані по трьом рівнобіжним осям устаткування для пресування, зв'язаним між собою транспортними і передавальними пристроями. Відома потокова лінія (прототип) має ряд істотних недоліків, до числа яких відносяться наступні: складність конструктивного виконання транспортно-передавальних пристроїв; розміщення устаткування в плані по трьом рівнобіжним осям для виключення перехресних вантажопотоків між окремими технологічними пристроями приводить до зустрічних потоків по направляючому жолобу. Ціль винаходу - раціональне розміщення устаткування, що забезпечує прямоточну схему одержання заготівель з відходів машинобудівного виробництва; підвищення продуктивності і підвищення якості заготовок. Поставлена задача виконується за рахунок того, що комплекс включає розташовані в технологічній послідовності по трьом рівнобіжним осям і двом перпендикулярно щодо трьох перших - п'ять ліній: 1-а лінія - підготовки стружки перед плавкою, що включає послідовно розташовані бункери нагромаджувані; пристрої для очищення стружки; бункери - живильники; подрібнювач; дозуючи пристрої; горизонтальний прес для брикетировки; бункери-нагромаджувачі для брикетів; які пов'язані між собою транспортними, та передавальними пристроями. 2-а лінія - підготовки розкислювачів, десульфураторів, модифікаторів, що включає бункериживильники стружки кольорових металів; бункеринагромаджувачі стружки; подрібнювач стружки; ємності з відходами гальванічного виробництва; бункер - нагромаджувач окалини; змішувач; реактор високотемпературного синтезу, що самопоширюється, (СВС); подрібнювач матеріалів; класифікатор; сепаратор; ємності для збереження отриманих матеріалів, зв'язані між собою подрібнювачем і дозуючими пристроями. 3-я лінія - підготовки металевого брухту, що включає стенд для збору й здрібнення брухту; бункер - нагромаджувач, що зв'язані між собою транспортуючими пристроями. 4-а лінія - розплавлювання шихти, що включає площадку для підготовки шихти; плавильний агрегат; сталерозливний ківш. 5-а лінія - напівбеззупинного розливання профільних заготівель, що включає роздавальний ківш; станину; механізм хитання; кристалізатор; передавальний рольганг холодильника; механізм витягування і попередньої деформації злитка, що приймає рольганг-нагромаджувач заготівлі. Підвищення якості профільної заготівлі виконується за рахунок використання в комплексі: 2-ої лінії для підготовки розкислювачів, десульфураторів, компонентів що модифікують, що дозволяє одержувати профільну заготівлю заданого хімічного складу; 5-ої лінії напівбеззупинного розливання профільної заготівлі, що дозволяє одержувати необхідну геометричну форму і якісну структуру металу. На Фіг. представлена схема комплексу для виробництва профільних заготівель з металевої стружки й інших відходів машинобудівного виробництва. До складу комплексу входять: 1-а лінія - підготовки стружки перед плавкою, що складається: з бункера-нагромаджувача 1, шнекового транспортера 2, роторного транспортера З, відбійного диска для механічного видалення СОЖ 4, транспортера 5, елеватора 6, бункераживильника 7, дозатору 8, установки термічного видалення СОЖ з пристроєм для її збору і конденсації пара 9, транспортера 10, елеватора 11, бункера-нагромаджувача 12, подрібнювача 13, транспортера 14, бункера-живильника 15, склиза дозатора 16, горизонтального преса для брикетировки 17, стрічкового транспортера 18, бункерівнагромаджувачів для брикетів 19, 20, 21. 2-а лінія для підготовки розкислювачів, десульфураторів, модифікаторів складається: з бункерів-живильників стружки кольорових металів 22 24; подрібнювача стружки 25, бункерівнагромаджувачів стружки 26 - 28; ємностей з відходами гальванічного виробництва 29 - 31; бункера-нагромаджувача окалини 32; змішувача 34; реактора СВС 35; класифікатора 37; ємностей для 5 збереження отриманих матеріалів 38 - 40; сепаратора 41; дозаторів 33, 42. 3-я лінія для підготовки металевого брухту, що складається: зі стенда 43 для збору і здрібнювання брухту; транспортера 44; бункера - нагромаджувача 45; транспортера 46. 4-а лінія для розплавлювання шихти, що складається: з площадки для підготовки шихти 47; плавильного агрегату 48; сталерозливного ковша 49. 5-а лінія для напівбеззупинного розливання профільної заготівлі, що складається: з роздавального ковша 50; станини 51; механізму хитання 53; кристалізатора 52; передавального рольганга холодильника 55; механізму витягування і попередньої деформації злитка 54 і приймаючого рольганга-нагромаджувача заготівлі 56. Комплекс працює в такий спосіб: Сталева стружка надходить в бункернагромаджувач 1 (1-я лінія) обладнаний системою для збору вільно стікаючої СОЖ. Стружка шнековим транспортером 2 подається в прийомну лійку роторного транспортера 3, з поміччю якого подається на обертовий відбійний диск 4 для механічного видалення СОЖ. З поверхні диска стружка скачується в прийомний люк транспортера 5 і подається елеватором 6 у бункер-живильник 7. З цього бункера за допомогою дозатора 8, стружка подається в установку 9 термічного видалення СОЖ. Суха стружка перевантажується з поміччю транспортера 10 і елеватора 11 у бункернагромоджувач 12, а потім у подрібнювач 13. Здрібнена стружка транспортером 14 подається в бункер-живильник15. По склизу - дозатору 16 здрібнена стружка подається на горизонтальний прес для брикетировки 17. Отримані брикети по стрічковому транспортеру 18 подаються в бункеринагромаджувачі для брикетів 19, 20, 21 у залежності від марки сталі. З цих бункерів необхідна кількість брикетів подається на площадку для підготовки шихти 47. Стружка алюмінієвих і інших сплавів (2-я лінія) подається в бункери - живильники стружки кольорових металів 22 - 24, потім, у відповідність з технологічним процесом, надходить в подрібнювач стружки 25 і накопичується в бункерахнагромаджувачах стружки 26 - 28. Підготовлені відходи гальванічного виробництва надходять у ємності з відходами гальванічного виробництва 29 31, окалина металургійного і кованоштампувального виробництв, надходить в бункер нагромаджувач окалини 32. Потім всі компоненти надходять у дозатор 33. Після дозування, компоненти надходять у змішувач 34, відкіля в реактор високотемпературного синтезу, що самопоширюється, (СВС) 35. Отримані в результаті реакції компоненти (розкислювачі, десульфуратори, і т.п. ) подаються у класифікатор 37. У ємностях для збе 91558 6 реження отриманих матеріалів 38-40 складуються ці компоненти, які необхідні для одержання заданого хімічного складу й оптимальних фізикохімічних властивостей. У залежності від заданих властивостей одержуваної профільної заготівлі компоненти легування поступають у сепаратор 41 та дозатор 42, відкіля подаються на площадку для підготовки шихти 47. Сталевий брухт (лінія 3) складується на стенді 43 для його збору і здрібнення. Підготовлений брухт транспортером 44 передається на бункернагромаджувач 45, відкіля транспортером 46 брухт потрібного хімічного складу, розмірів і в необхідній кількості подається на площадку для підготовки шихти 47. Підготовка компонентів шихти з відходів машинобудівного виробництва на цих трьох лініях (1, 2, 3) комплекси виробляється паралельно незалежно друг від друга. Підготовлена шихта подається в плавильний агрегат 48 (лінія 4), що містить плавильну піч з випускним отвором, ківш, канал для переливу рідкого металу з печі в ківш, робоча частина якого виконана з вогнетривкого матеріалу, і прибудую для подачі в рідкий потік металу елементів у здрібненому чи гранульованому (брикетованому) стані з можливістю спільної подачі з нейтральним чи інертним газом, відкіля після розплавлювання, хімічного аналізу, коректування хімічного складу, рідка сталь переливається в сталерозливний ківш 49 і подається в роздавальний ківш 50 лінії горизонтального напівбеззупинного розливання профільних заготівель (лінія 5). З роздавального ковша 50, встановленого на платформі станини 51, через шиберну склянку рідка сталь надходить у водоохолоджуваний кристалізатор 52. Для здійснення процесу кристалізації - станина 51 за допомогою механізму хитання 53 одержує зворотнопоступальні переміщення. Отриманий злиток механізмом витягування і попередньої деформації злитка 54 протягається по передавальному рольгангу-холодильнику 55. Охолоджені подовжні заготівлі надходять на приймаючий рольгангнагромаджувач заготівок 56. Виплавка і профілювання заготівлі на двох лініях (4, 5) комплекси виробляється послідовно, при цьому ці лінії розташовані перпендикулярно до перших трьох - це дозволяє значно скоротити виробничі площі. Керування роботою устаткування ліній комплексу зблоковано і ведеться оператором із загального пульта керування. Техніко-економічна ефективність винаходу обумовлена підвищенням продуктивності і підвищення якості готових заготівель, за рахунок раціонального розміщення устаткування, використання відходів машинобудівного виробництва. 7 Комп’ютерна верстка А. Крижанівський 91558 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComplex for production of shaped pieces from metal chips and other waste of engineering production
Автори англійськоюMorozenko Yevhenii Vadymovych, Hryshyn Volodymyr Serhiiovych, Yatsuba Andrii Volodymyrovych, Stets Maksym Yuriiovych, Yermokratiev Viktor Oleksiiovych, Belodedenko Serhii Valentynovych, Bohdanchykova Svitlana Viktorivna, Fedulova Hanna Borysivna
Назва патенту російськоюКомплекс для производства профильных заготовок из металлической стружки и других отходов машиностроительного производства
Автори російськоюМорозенко Евгений Вадимович, Гришин Владимир Сергеевич, Яцуба Андрей Владимирович, Стец Максим Юрьевич, Ермократьев Виктор Алексеевич, Белодеденко Сергей Валентинович, Богданчикова Светлана Викторовна, Федулова Анна Борисовна
МПК / Мітки
МПК: B30B 15/30, C22B 7/00, B23P 23/00, C22B 1/00, B23Q 41/00
Мітки: відходів, машинобудівного, комплекс, виробництва, стружки, інших, профільних, заготовок, металевої
Код посилання
<a href="https://ua.patents.su/4-91558-kompleks-dlya-virobnictva-profilnikh-zagotovok-z-metalevo-struzhki-jj-inshikh-vidkhodiv-mashinobudivnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Комплекс для виробництва профільних заготовок з металевої стружки й інших відходів машинобудівного виробництва</a>
Комплекс переробки і утилізації гумотехнічних та інших органічних і побутових відходів
Номер патенту: 27464
Опубліковано: 25.10.2007
Автор: Каплінський Юрій Олександрович
МПК: B29B 17/00, C08J 11/14
Мітки: утилізації, відходів, побутових, інших, комплекс, органічних, переробки, гумотехнічних
Формула / Реферат:
Комплекс переробки і утилізації гумотехнічних та інших органічних і побутових відходів, що включає обладнані шлюзовими затворами камеру підготовки відходів, реактор і камеру охолоджування, а також топку, розміщену під реактором і забезпечену димососом і димарем, перегрівник пари, розміщений в топці, виконаний з труб з жароміцної сталі і своїм виходом підключений до реактора, теплообмінник виконаний у вигляді послідовно сполучених секцій і...
Комплекс переробки і утилізації гумотехнічних та інших органічних і побутових відходів
Номер патенту: 28165
Опубліковано: 26.11.2007
Автор: Каплінський Юрій Олександрович
МПК: B29B 17/00, C08J 11/00
Мітки: органічних, інших, комплекс, відходів, побутових, утилізації, гумотехнічних, переробки
Формула / Реферат:
Комплекс переробки і утилізації гумотехнічних та інших органічних і побутових відходів, що містить оснащені шлюзовими затворами камеру підготовки відходів, реактор і камеру охолоджування, а також топку, розміщену під реактором і оснащену димососом і димарем, перегрівник пари, розміщений у топці, виконаний у формі змійовика з труб із жароміцної сталі, і своїм виходом підключений до реактора, теплообмінник виконаний у вигляді послідовно...
Спосіб і комплекс переробки і утилізації гумотехнічних та інших органічних і побутових відходів (варіанти)
Номер патенту: 86506
Опубліковано: 27.04.2009
Автор: Каплінський Юрій Олександрович
МПК: C08J 11/14, B29B 17/00
Мітки: утилізації, побутових, гумотехнічних, органічних, комплекс, переробки, варіанти, інших, відходів, спосіб
Формула / Реферат:
1. Спосіб переробки і утилізації гумотехнічних та інших органічних і побутових відходів, що включає змішування відходів з водою, термічне розкладання відходів, розділення продуктів розкладання на тверді і газоподібні, виділення рідкої фази з газоподібних продуктів і відведення останніх на спалювання для підтримки процесу термічного розкладання, подальше змішування твердих продуктів розкладання з водою, який відрізняється тим, що як воду...
Пристрій для подрібнення металевої стружки

Номер патенту: 37643
Опубліковано: 10.12.2008
Автори: Красовський Сергій Савелович, Борисенко Андрій Володимирович, Красовський Олександр Сергійович
МПК: B02C 18/06
Мітки: металевої, подрібнення, стружки, пристрій
Формула / Реферат:
Пристрій для подрібнення металевої стружки, що містить корпус, на бічній поверхні якого в робочій зоні є вікна з кришками, шарнірно встановленими і підпружиненими за допомогою кронштейнів, з перфорованим днищем, на якому змонтовані в тангенціальному напрямі нерухомі ножі, ротор з робочими елементами у вигляді триперого ножа з прямолінійними робочими поверхнями, розташованими на вертикальному валу, і відвідний лоток, який відрізняється тим, що...
Спосіб брикетування металевої стружки
Номер патенту: 76634
Опубліковано: 15.08.2006
Автори: Амельянчік Євгєній Станіславовіч, Дьяконов Олєг Міхайловіч, Гагасов Алєксандр Матвєєвіч, Пєнза Валєрій Ніколаєвіч
МПК: C22B 1/243, B30B 9/32, C22B 1/248
Мітки: металевої, спосіб, брикетування, стружки
Формула / Реферат:
Спосіб брикетування металевої стружки, що включає іі подрібнення, очищення, нагрівання, уведення шламу, зв'язуючого матеріалу, змішування та ущільнення в прес-формі, який відрізняється тим, що як зв'язуючий матеріал використовують водно-цементну пасту 30-40%-ої концентрації в кількості 4-7% від маси брикету.
Попередній патент: Модифікатор для обробки розплавів чавуну
Наступний патент: Генератор віброакустичного захисту
Випадковий патент: Вальцевий верстат