Спосіб з’єднання свинцево-кислотних акумуляторів в батарею
Номер патенту: 93729
Опубліковано: 10.03.2011
Автори: Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Незнанов Михайло Андрійович, Скосар Вячеслав Юрійович, Дзензерський Деніс Вікторович
Формула / Реферат
Спосіб з'єднання свинцево-кислотних акумуляторів в батарею, згідно з яким встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока прикладанням до них осьового зусилля за допомогою пуансонів з виступами до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, ведуть зварювання, який відрізняється тим, що використовують наступний склад свинцевого сплаву вушок полюсних містків, мас.%:
сурма
3,2-3,8
миш'як
0,12-0,18
олово
0,40-0,55
мідь
0,002-0,04
срібло
0,001-0,015
домішки селену, телуру, вісмуту, цинку, заліза (у сукупності)
не більше 0,06
свинець
решта,
прицьому радіус кривизни перерізу зварного місця виконують з розрахунку не менше 0,020 мм на одну ампер-годину номінальної ємності батареї.
Текст
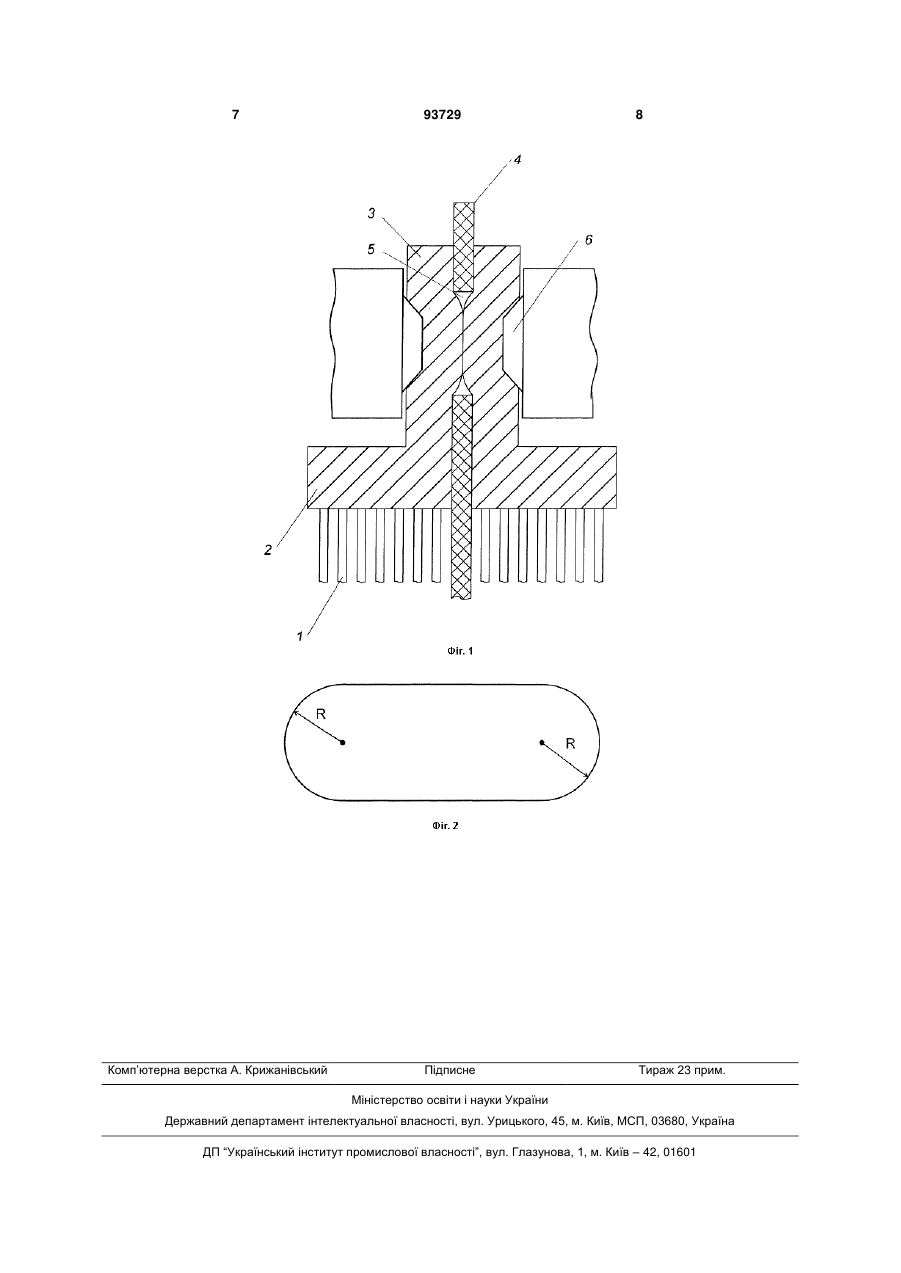
Спосіб з'єднання свинцево-кислотних акумуляторів в батарею, згідно з яким встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока прикладанням до них осьового зусилля за допомогою пуансонів з виступами до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, ведуть зварювання, який відрізняється тим, що використовують наступний склад свинцевого сплаву вушок полюсних містків, мас.%: сурма 3,2-3,8 миш'як 0,12-0,18 олово 0,40-0,55 мідь 0,002-0,04 срібло 0,001-0,015 домішки селену, телуру, вісмуту, цинку, заліза (у сукупності) не більше 0,06 свинець решта, при цьому радіус кривизни перерізу зварного місця виконують з розрахунку не менше 0,020 мм на одну ампер-годину номінальної ємності батареї. UA (11) 93729 (21) a200902079 (22) 10.03.2009 (24) 10.03.2011 (46) 10.03.2011, Бюл.№ 5, 2011 р. (72) ДЗЕНЗЕРСЬКИЙ ВІКТОР ОЛЕКСАНДРОВИЧ, ДЗЕНЗЕРСЬКИЙ ДЕНІС ВІКТОРОВИЧ, НЕЗНАНОВ МИХАЙЛО АНДРІЙОВИЧ, БУРИЛОВ СЕРГІЙ ВОЛОДИМИРОВИЧ, СКОСАР ВЯЧЕСЛАВ ЮРІЙОВИЧ (73) ДЗЕНЗЕРСЬКИЙ ВІКТОР ОЛЕКСАНДРОВИЧ, ДЗЕНЗЕРСЬКИЙ ДЕНІС ВІКТОРОВИЧ, НЕЗНАНОВ МИХАЙЛО АНДРІЙОВИЧ, БУРИЛОВ СЕРГІЙ ВОЛОДИМИРОВИЧ, СКОСАР ВЯЧЕСЛАВ ЮРІЙОВИЧ (56) SU 1695790 A1, 30.01.1994 US 5169734, 08.12.1992 US 3869316, 04.03.1975 EP 0422292 A1, 17.04.1991 GB 2071903 A, 23.09.1981 RU 2258980, 20.08.2005 RU 2287209 C1, 10.11.2006 UA 44457 A, 15.02.2002 UA 45041 A, 15.03.2002 UA 43598 A, 17.12.2001 Дасоян М.А., Курзуков Н.И., Тютрюмов О.С., Ягнятинский В.М. Стартерные аккумуляторные бата C2 2 (19) 1 3 пов'язане з високим вмістом сурми в сплаві полюсних містків і їх вушок. Сурма в сплаві грає складну роль: з одного боку, сурма збільшує механічну міцність сплаву (межа міцності на розрив, твердість); з іншого боку, сурма зменшує його корозійну стійкість. Корозійна стійкість в умовах дії пари і бризок електроліту при експлуатації батареї є необхідною вимогою. Другим недоліком є крихкість зварного місця, а також схильність сплаву до утворення мікротріщин, що, у свою чергу, ще збільшує крихкість і зменшує корозійну стійкість. Цей недолік також пов'язаний з складом сплаву, а саме з високим вмістом сурми. Третім недоліком є нерегламентованість радіусу кривизни перетину зварного місця: через те, що радіус кривизни перетину зварного місця може бути неприпустимо малим, в локальній околиці зварного місця виникне електричне поле високої напруженості (як це відбувається поблизу загострених предметів), що сприятиме збільшенню швидкості корозії вушок полюсних містків і зварного місця. Всі три недоліки зменшують довговічність акумуляторних батарей, призводячи до руйнування міжелементних з'єднань в них. Усунути недоліки прототипу простим зменшенням вмісту сурми в сплаві не вдається, оскільки при цьому істотно зменшується механічна міцність сплаву, збільшується вірогідність руйнування зварного місця при вібраціях батареї в умовах експлуатації, що також веде до скорочення довговічності акумуляторних батарей. У основу винаходу покладено завдання удосконалення способу з'єднання свинцево-кислотних акумуляторів в батарею, що дало б підвищення довговічності батарей. Поставлене завдання вирішується тим, що в способі з'єднання свинцево-кислотних акумуляторів в батарею, згідно якому встановлюють в ячейки моноблоку блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблоку прикладанням до них осьового зусилля за допомогою пуансонів з виступами до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки, ведуть зварювання, згідно винаходу, склад свинцевого сплаву вушок полюсних містків використовують наступний: сурми 3,2-3,8мас.%, миш'яку 0,12-0,18мас.%, олова 0,40-0,55мас.%, міді 0,002-0,04мас.%, срібла 0,001-0,015мас.%, домішок інших елементів (селен, теллур, вісмут, цинк, залізо) не більше 0,06мас.%, решта свинець, радіус кривизни перетину зварного місця роблять не менше 0,020мм на одну ампергодину номінальної ємності батареї. Розкриємо суть заявленого технічного рішення. Легування свинцевого сплаву сурмою і миш'яком забезпечує його механічну міцність. За рахунок добавки миш'яку вдається знизити вміст сурми із збереженням достатньої міцності сплаву. Це збільшує і корозійну стійкість сплаву. Якщо вміст сурми в сплаві буде менше 3,2мас.%, а вміст миш'яку менше 0,12мас.%, то сплав втратить необхідну механічну міцність. Якщо вміст сурми буде більше 3,8мас.%, то знизиться корозійна стійкість сплаву. Вміст миш'яку не повинен бути більше 93729 4 0,18мас.%, оскільки при цьому неприпустимо збільшується токсичність акумуляторів. Легування свинцево-сурм'яно-миш'яковистого сплаву (що містить сурми в межах 3,2-3,8мас.% і миш'яку в межах 0,12-0,18мас.%) оловом, міддю і сріблом призводить до підвищення механічної міцності і корозійної стійкості цього сплаву, до підвищення його пластичності (зменшення крихкості) і зниження тріщиноутворення. Розглянемо спочатку дію кожної домішки окремо на даний свинцево-сурм'яномиш'яковистий сплав. Олово підвищує механічну міцність і пластичність свинцево-сурм'яномиш'яковистого сплаву. Якщо вміст олова в сплаві буде менше 0,40мас.%, то сплав буде крихким. Підвищувати вміст олова вище 0,55мас.% немає сенсу, оскільки пластичність сплаву і його міцність від цього вже не збільшуються. Мідь усуває схильність свинцево-сурм'яно-миш'яковистого сплаву до тріщиноутворення. Якщо вміст міді в сплаві буде менше 0,002мас.%, то зникає ефект її добавки. Підвищувати вміст міді вище 0,04мас.% немає сенсу, оскільки це не підсилює її позитивний ефект. Срібло збільшує корозійну стійкість свинцево-сурм'яно-миш'яковистого сплаву. Якщо вміст срібла буде менше 0,001мас.%, то зникає ефект його добавки. Підвищувати вміст срібла вище 0,015мас.% не треба, бо це не підсилює його позитивний ефект. Опишемо тепер сумісну дію олова, міді і срібла на даний свинцево-сурм'яно-миш'яковистий сплав. Здатність олова підвищувати механічну міцність і пластичність сплаву посилюється при вмісті в сплаві міді 0,002-0,04мас.% і срібла 0,0010,015мас.%. Здатність міді усувати схильність сплаву до тріщиноутворення посилюється при вмісті в сплаві олова 0,40-0,55мас.% і срібла 0,001-0,015мас.%. Здатність срібла збільшувати корозійну стійкість сплаву посилюється при вмісті в сплаві олова 0,40-0,55мас.% і міді 0,0020,04мас.%. Таким чином, дія всіх легуючих домішок на даний свинцевий сплав потрібно розглядати в синергії, а не окремо. Для того, щоб сплав не втратив вказаних вище властивостей, потрібно щоб сумарна кількість домішок інших елементів (селен, теллур, вісмут, цинк, залізо) в сплаві не перевищувала 0,06мас.%. Багатократні випробування показали, що свинцевий сплав способу, що заявляється, за рахунок наявності срібла перевершує не тільки сплав способу-прототипу, але і по корозійній стійкості перевершує близький по складу свинцевий сплав з вісмутом, що містить: сурми 3,2-3,8мас.%, миш'яку 0,12-0,18мас.%, олова 0,40-0,55мас.%, вісмуту 0,001-0,03мас.%, міді 0,002-0,04мас.%, домішок інших елементів не більше 0,022мас.%, решта свинець. Для того, щоб забезпечити корозійну стійкість зварного місця, окрім вдало підібраного сплаву, необхідно обмежити напруженість електричного поля в локальній околиці зварного місця. Це досягається регламентацією радіусу кривизни перетину зварного місця по відношенню до номінальної ємності батареї. Якщо радіус кривизни перетину 5 зварного місця буде менше 0,020мм на одну ампертодину номінальної ємності батареї, то при експлуатації батареї в локальній околиці зварного місця виникне електричне поле високої напруженості, що створить умови для корозії і швидкого руйнування міжелементного з'єднання. Максимальний радіус кривизни перетину зварного місця обмежується з конструктивних міркувань. Всі параметри сплаву і радіус кривизни перетину зварного місця встановлені емпірично за наслідками багатократних випробувань. Запропоноване технічне рішення може бути використане у виробництві свинцево-кислотних акумуляторних батарей. На Фіг.1 зображено процес з'єднання акумуляторів в батарею в мить, коли частина металу вушок полюсних містків вдавлена в отвір перегородки моноблоку прикладанням до них осьового зусилля за допомогою пуансонів з виступами до досягнення контакту між суміжними вушками. На Фіг.2 зображено перетин отвору в перегородці моноблоку, через який здійснюють зварювання міжелементних з'єднань і який задає перетин зварного місця. Блоки електродів складаються з електродів 1, сполучених полюсними містками 2 з вушками 3. Перегородки 4 моноблоку мають отвори 5. Виступи 6 пуансонів звернені до отвору 5 перегородок. Перетин отвору 5 в перегородці 4 моноблоку важких батарей (номінальною ємністю 120-225Агод) має форму округленого прямокутника, що має радіус півкіл R. Заявлений спосіб реалізується таким чином. На акумуляторному заводі готують свинцевий сплав згідно формулі винаходу. Вказаний сплав може бути виготовлений за технічними умовами підприємством по виготовленню кольорових металів і сплавів, постачальником для акумуляторного заводу. З цього сплаву в складальному цеху відливають полюсні містки 2 з вушками 3 і ведуть паяння блоків електродів 1. Далі, в тому ж складальному цеху на лінії складання акумуляторних батарей працівники встановлюють в ячейки моноблоку батареї блоки електродів 1 з полюсними містками 2 і вушками 3 полюсних містків так, що вушка 3, які підлягають з'єднанню, зміщені у бік отворів 5 в перегородках 4 і розташовані один проти одного і проти отвору 5. Потім батареї конвеєром поступають на автоматичний зварювальний пристрій, де спеціальними пуансонами з виступами 6 до вушок 3 полюсних містків 2 прикладається осьове зусилля, що вдавлює частину металу вушок 3 в отвір 5 перегородок 4 моноблоку до досягнення контакту між суміжними вушками 3. Після цього пропускають зварювальний струм з одночасною подачею води для охолодження, яка циркулює по спеціальним каналам в пуансонах, і одночасним підпресовуванням місця зварювання (зварного місця). Форма і розміри перетину зварного місця в даному способі задаються 93729 6 формою і розмірами перетину отвору 5 в перегородці 4 моноблоку. Після закінчення зварювання пуансони ще якийсь час до охолодження зварного місця зберігають стискаюче осьове зусилля. Після охолодження місця зварювання пуансони розводять в боки, і акумуляторна батарея надходить на наступні технологічні операції складання, переміщаючись по конвеєру. Приклад 1. Проведено складання свинцевокислотних акумуляторних батарей 6СТ-225АЗ номінальною ємністю 225Агод, в яких радіус кривизни отвору в перегородці моноблоку - радіус півкіл R - складав R=3мм (0,013мм на одну ампертодину номінальної ємності батареї). Відповідно такій же. був радіус кривизни перетину зварного місця. До складу свинцевого сплаву вушок полюсних містків входило сурми 4,5мас.%, сумарна кількість домішок інших елементів в сплаві складала 0,06мас.%, решта свинець. Випробування батарей на корозійну стійкість за європейським стандартом EN 50342 показали, що корозією було знищено 55% площі перетину зварного місця. За приблизною оцінкою це відповідає 2,5 рокам терміну служби батарей. Приклад 2. Проведено скдадання таких же самих батарей 6СТ-225АЗ (як в прикладі 1), тільки радіус кривизни отвору в перегородці моноблоку радіус півкіл R - складав R=5,25мм (0,023мм на одну ампертодину номінальної ємності батареї). Відповідно такій же був радіус кривизни перетину зварного місця. Випробування батарей на корозійну стійкість за європейським стандартом EN 50342 Показали, що корозією було знищено 46% площі перетину зварного місця. За приблизною оцінкою це відповідає 3 рокам терміну служби батарей. Приклад 3. Проведено складання таких же, як в прикладі 2, свинцево-кислотних акумуляторних батарей 6СТ-225АЗ, тільки до складу свинцевого сплаву вушок полюсних містків входило сурми 3,3мас.%, миш’яку 0,15мас.%, олова 0,43мас.%, вісмуту 0,03мас.%, міді0,037 мас.%, сумарна кількість домішок інших елементів в сплаві складала 0,020мас.%, решта свинець. Випробування батарей на корозійну стійкість за європейським стандартом EN 50342 показали, що корозією було знищено 37% площі перетину зварного місця. За приблизною оцінкою це відповідає 3,7 рокам. терміну служби батарей. Приклад 4. Проведено складання таких же, як в прикладі 3, батарей 6СТ-225АЗ, тільки до складу свинцевого сплаву вушок полюсних містків входило сурми 3,4 мас.%, миш'яку 0,14 мас.%, олова 0,44 мас.%, міді 0,035 мас.%, срібла 0,010 мас.%, сумарна кількість домішок інших елементів в сплаві складала 0,055 мас.%, решта свинець. Випробування батарей на корозійну стійкість за європейським стандартом EN 50342 показали, що корозією було знищено 32 % площі перетину зварного місця. За приблизною оцінкою це відповідає 4,3 рокам терміну служби батарей. 7 Комп’ютерна верстка А. Крижанівський 93729 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection lead-acid accumulators in a battery
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Dzenzerskyi Denis Viktorovych, Neznanov Mykhailo Andriiovych, Burylov Serhii Volodymyrovych, Skosar Viacheslav Yuriiovych
Назва патенту російськоюСпособ соединения свинцово-кислотных аккумуляторов b батарею
Автори російськоюДзензерський Виктор Александрович, Дзензерский Денис Викторович, Незнанов Михаил Андреевич, Бурилов Сергей Владимирович, Скосар Вячеслав Юрьевич
МПК / Мітки
МПК: H01M 10/00, H01M 2/28, H01L 21/3115
Мітки: батарею, свинцево-кислотних, спосіб, з'єднання, акумуляторів
Код посилання
<a href="https://ua.patents.su/4-93729-sposib-zehdnannya-svincevo-kislotnikh-akumulyatoriv-v-batareyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання свинцево-кислотних акумуляторів в батарею</a>
Спосіб з’єднання свинцевих акумуляторів в батарею
Номер патенту: 91918
Опубліковано: 10.09.2010
Автори: Незнанов Михайло Андрійович, Бурилов Сергій Володимирович, Дзензерський Віктор Олександрович, Скосар Вячеслав Юрійович, Дзензерський Деніс Вікторович
МПК: H01M 2/20, H01M 10/06, C22C 11/00
Мітки: батарею, акумуляторів, з'єднання, свинцевих, спосіб
Формула / Реферат:
Спосіб з'єднання свинцевих акумуляторів в батарею, згідно з яким встановлюють в комірки моноблока блоки електродів з полюсними містками, вдавлюють частину металу вушок полюсних містків в отвір перегородки моноблока, прикладаючи до них осьове зусилля за допомогою пуансонів з виступами, до досягнення контакту між суміжними вушками полюсних містків в отворі перегородки та зварюють, який відрізняється тим, що склад свинцевого сплаву вушок...
Сплав для позитивних струмовідводів свинцево-кислотних акумуляторів, виготовлених просічно-витяжним методом
Номер патенту: 67160
Опубліковано: 15.06.2004
Автори: Білий Олександр Петрович, Привалов Володимир Миколайович, Зимін Олег Петрович
МПК: C22C 11/00, H01M 10/06, H01M 4/66
Мітки: методом, акумуляторів, виготовлених, сплав, просічно-витяжним, свинцево-кислотних, струмовідводів, позитивних
Формула / Реферат:
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, які виготовляють просічно-витяжним методом, що містить сурму і свинець, який відрізняється тим, що він додатково містить кадмій при такому співвідношенні компонентів, мас. %: сурма 0,1-0,2 кадмій 0,3-0,8 свинець решта.
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, які виготовляють просічно-витяжним методом
Номер патенту: 67160
Опубліковано: 15.12.2006
Автори: Привалов Володимир Миколайович, Зимін Олег Петрович, Білий Олександр Петрович
МПК: C22C 11/00, H01M 10/06, H01M 4/66
Мітки: струмовідводів, виготовляють, позитивних, свинцево-кислотних, акумуляторів, просічно-витяжним, електродів, методом, сплав
Формула / Реферат:
Сплав для струмовідводів позитивних електродів свинцево-кислотних акумуляторів, які виготовляють просічно-витяжним методом, що містить сурму і свинець, який відрізняється тим, що він додатково містить кадмій при такому співвідношенні компонентів, мас. %: сурма 0,1-0,2 кадмій 0,3-0,8 свинець решта.
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів
Номер патенту: 47000
Опубліковано: 15.10.2004
Автори: Касян Сергій Григорович, Васильєв Сергій Володимирович, Привалов Володимир Миколайович, Дзензерський Віктор Олександрович, Підлубний Василь Іванович
МПК: C22C 11/00, C22C 1/02, C22F 1/12
Мітки: акумуляторів, струмовідводів, одержання, спосіб, свинцево-кальцієвого, сплаву, свинцево-кислотних
Формула / Реферат:
Спосіб одержання свинцево-кальцієвого сплаву для струмовідводів свинцево-кислотних акумуляторів шляхом нагрівання в тиглі розплавленого свинцю, введення заздалегідь приготовленої наважки, що містить свинець і кальцій, перемішування і лиття сплаву в виливницю, який відрізняється тим, що наважку, що містить свинець, кальцій і додатково алюміній та олово, вводять у розплав при температурі 560-565ºС, наважку вводять під шар свинцю,...
Сплав для струмовідводів негативних електродів свинцево-кислотних акумуляторів
Номер патенту: 45041
Опубліковано: 15.04.2004
Автори: Касян Сергій Григорович, Дзензерський Віктор Олександрович, Васильєв Сергій Володимирович, Підлубний Василь Іванович, Привалов Володимир Миколайович
МПК: H01M 4/66, H01M 10/06
Мітки: свинцево-кислотних, електродів, негативних, сплав, струмовідводів, акумуляторів
Формула / Реферат:
Сплав для струмовідводів негативних електродів свинцево-кислотних акумуляторів, що містить свинець, сурму, олово, миш'як, вісмут, нікель, залізо, мідь і сірку, який відрізняється тим, що додатково містить цинк, кальцій, алюміній і натрій при наступному співвідношенні компонентів, мас.%: cурма 0,0008-0,001 олово 0,02-0,03 миш'як 10-7 ...
Попередній патент: Спосіб закріплення зсувних ґрунтів на гірських схилах
Наступний патент: Спосіб одержання композиційного матеріалу на основі заліза легуванням бором та металами
Випадковий патент: Машина для сколювання льоду