Спосіб виготовлення деревинних шаруватих матеріалів
Номер патенту: 97206
Опубліковано: 10.03.2015
Автори: Бехта Павло Антонович, Седлячік Ян, Лізонь Борис


Формула / Реферат
1. Спосіб виготовлення деревинних шаруватих матеріалів, який включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону модифікатором, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що поверхня шпону обробляється шляхом нанесення на неї модифікатора у вигляді 6 %-ого водного розчину пероксиду водню за витрати із розрахунку 10 г/м2.
2. Спосіб за п. 1, який відрізняється тим, що як модифікатор використовують 6 %-ий водний розчин карбонату калію.
3. Спосіб за п. 1, який відрізняється тим, що як модифікатор використовують 6 %-ий водний розчин перманганату калію.
4. Спосіб за п. 1, який відрізняється тим, що як модифікатор використовують 5,7 %-ий водний розчин сульфату алюмінію-калію.
Текст
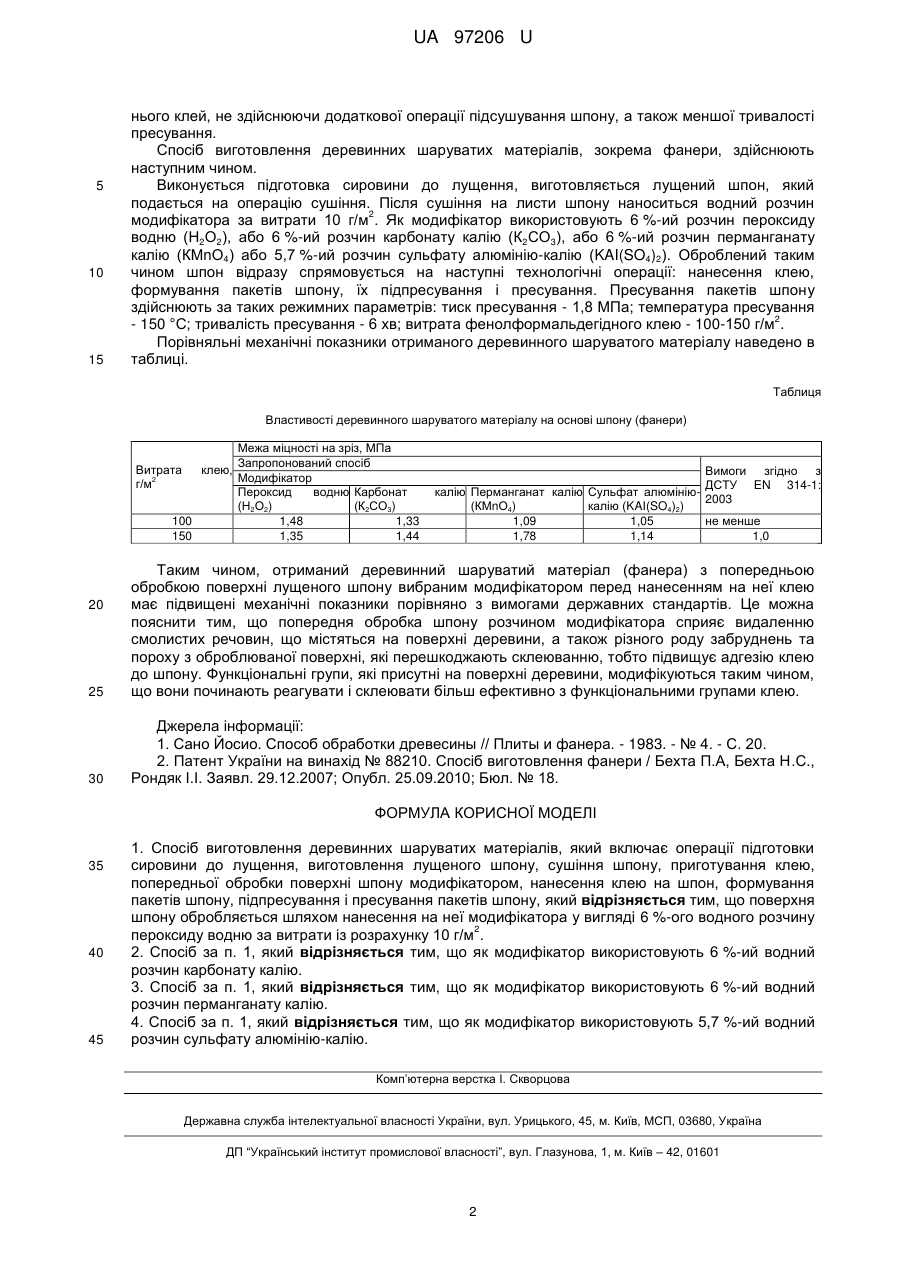
Реферат: Спосіб виготовлення деревинних шаруватих матеріалів включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону модифікатором, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону. Поверхня шпону обробляється шляхом нанесення на неї модифікатора у вигляді 6 %-го водного розчину пероксиду водню за витрати із 2 розрахунку 10 г/м . UA 97206 U (54) СПОСІБ ВИГОТОВЛЕННЯ ДЕРЕВИННИХ ШАРУВАТИХ МАТЕРІАЛІВ UA 97206 U UA 97206 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується деревообробки і може бути використана у виробництві деревинних шаруватих матеріалів із шпону, зокрема фанери і фанерної продукції, клеєних дощок із шпону (LVL). Виробничий досвід показує, що у виробництві деревинних шаруватих матеріалів із шпону, зокрема фанери і фанерної продукції, клеєних дощок із шпону (LVL) після спресування пакета у пресі нерідко виникають дефекти склеювання у вигляді непроклеювання листів шпону. Дефект проявляється у низькій адгезії клею до деревинної підкладки. Причина виникнення дефекту криється як у хімічному складі самої деревини, так і в значному, негативному, впливі поверхневого (інактивованого) шару деревини на процес склеювання. Тобто, з моменту виходу шпону із сушарки до моменту нанесення на нього клею і формування пакета проходить деякий час, за який на поверхню шпону, що вже має певну шорсткість і пористість, осідає пил, порох та різного роду забруднення, тобто утворюється так званий інактивований шар, який, в свою чергу, значно понижує адгезію клею, і, як наслідок, міцність фанери. Таким чином, якість підготовки поверхні шпону перед операцією нанесення на нього клею є надзвичайно важливою. Існуюча технологія виготовлення деревинних шаруватих матеріалів не передбачає виконання такої операції, хоча така операція може мати суттєвий вплив на зменшення витрати клею і на покращення характеристик матеріалів. Отже, поверхня деревини повинна бути очищена перед склеюванням, щоб вилучити всі речовини, що перешкоджають склеюванню, і досягнути оптимальної адгезії між поверхнею деревини і клеєм. Значно підвищити міцність клейового з'єднання можна шляхом усунення або зменшення негативної дії інактивованого шару. Існує спосіб попередньої обробки деревини, зокрема шпону, який полягає в тому, що деревину обробляють перегрітою водяною парою під тиском 3-7 МПа, температурою 120-170 С, тривалістю 3-10 хв. Під дією пари деревина розбухає, а повітря, яке знаходиться в ній заміщається водою. Це забезпечує високу ефективність подальшої обробки матеріалу [1]. Недоліком відомого способу є складність його застосування до повнорозмірних листів шпону. Окрім того, спосіб вимагає застосування пари під високим тиском і високої температури, що також ускладнює процес підготовки поверхні деревини. Відомо спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, обробку поверхні шпону 1-3 %-им розчином пероксиду водню, підсушування обробленого шпону до вологості 6 %, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону. Шпон обробляють 1-3 %-им розчином 2 пероксиду водню з розрахунку 50-150 г/м , після чого його підсушують до вологості 6 %. Пресування фанери здійснюють за таких режимних параметрів: тиск пресування - 1,8 МПа; температура пресування - 130 °C; тривалість пресування - 10 хв; витрата 2 фенолформальдегідного клею - 130 г/м [2]. Недоліком відомого способу є те, що для обробки поверхні сухого шпону використовується 2 висока витрата 50-150 г/м пероксиду водню, що вимагає повторної операції підсушування шпону. У свою чергу, це вимагає додаткового обладнання для операції підсушування обробленого шпону або тривалої технологічної витримки для зменшення вмісту вологи, збільшення тривалості пресування, а отже до зростання енергозатрат. Але найсуттєвішим є те, що операція підсушування вже обробленого шпону знову призводить до інактивації поверхні шпону, погіршуючи склеювання. В основу корисної моделі поставлено задачу створити спосіб виготовлення деревинних шаруватих матеріалів, в якому завдяки тому, що перед нанесенням клею на шпон його поверхня обробляється модифікатором, активується поверхня шпону, що дозволяє покращити процес склеювання, забезпечуючи міцність фанери на рівні вимог стандарту. Поставлена задача розв'язується тим, що у способі виготовлення деревинних шаруватих матеріалів, який включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону модифікатором, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, згідно з корисною моделлю, як модифікатор використовують 6 %-ий розчин пероксиду водню (Н2О2), або 6 %-ий розчин карбонату калію (К2СО3), або 6 %-ий розчин перманганату калію (КМnО4) або 5,7 %-ий розчин сульфату алюмінію-калію (KAI(SO4)2), який 2 наносять на поверхню шпону із розрахунку 10 г/м . Пресування пакетів шпону здійснюють за таких режимних параметрів: тиск пресування - 1,8 МПа; температура пресування - 150 °C; 2 тривалість пресування - 6 хв; витрата фенолформальдегідного клею - 100-150 г/м . Таким чином, порівняно з відомим способом позитивний результат досягається завдяки меншої витрати модифікатора, що дозволяє відразу після обробки поверхні шпону наносити на 1 UA 97206 U 5 10 15 нього клей, не здійснюючи додаткової операції підсушування шпону, а також меншої тривалості пресування. Спосіб виготовлення деревинних шаруватих матеріалів, зокрема фанери, здійснюють наступним чином. Виконується підготовка сировини до лущення, виготовляється лущений шпон, який подається на операцію сушіння. Після сушіння на листи шпону наноситься водний розчин 2 модифікатора за витрати 10 г/м . Як модифікатор використовують 6 %-ий розчин пероксиду водню (Н2О2), або 6 %-ий розчин карбонату калію (К2СО3), або 6 %-ий розчин перманганату калію (КМnО4) або 5,7 %-ий розчин сульфату алюмінію-калію (KAI(SO4)2). Оброблений таким чином шпон відразу спрямовується на наступні технологічні операції: нанесення клею, формування пакетів шпону, їх підпресування і пресування. Пресування пакетів шпону здійснюють за таких режимних параметрів: тиск пресування - 1,8 МПа; температура пресування 2 - 150 °C; тривалість пресування - 6 хв; витрата фенолформальдегідного клею - 100-150 г/м . Порівняльні механічні показники отриманого деревинного шаруватого матеріалу наведено в таблиці. Таблиця Властивості деревинного шаруватого матеріалу на основі шпону (фанери) Межа міцності на зріз, МПа Запропонований спосіб Витрата клею, Модифікатор г/м2 Пероксид водню Карбонат (Н2О2) (К2СО3) 100 1,48 1,33 150 1,35 1,44 Вимоги згідно з ДСТУ EN 314-1: калію Перманганат калію Сульфат алюмінію2003 (КМnО4) калію (KAI(SO4)2) 1,09 1,05 не менше 1,78 1,14 1,0 25 Таким чином, отриманий деревинний шаруватий матеріал (фанера) з попередньою обробкою поверхні лущеного шпону вибраним модифікатором перед нанесенням на неї клею має підвищені механічні показники порівняно з вимогами державних стандартів. Це можна пояснити тим, що попередня обробка шпону розчином модифікатора сприяє видаленню смолистих речовин, що містяться на поверхні деревини, а також різного роду забруднень та пороху з оброблюваної поверхні, які перешкоджають склеюванню, тобто підвищує адгезію клею до шпону. Функціональні групи, які присутні на поверхні деревини, модифікуються таким чином, що вони починають реагувати і склеювати більш ефективно з функціональними групами клею. 30 Джерела інформації: 1. Сано Йосио. Способ обработки древесины // Плиты и фанера. - 1983. - № 4. - С. 20. 2. Патент України на винахід № 88210. Спосіб виготовлення фанери / Бехта П.А, Бехта Н.С., Рондяк І.І. Заявл. 29.12.2007; Опубл. 25.09.2010; Бюл. № 18. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 1. Спосіб виготовлення деревинних шаруватих матеріалів, який включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону модифікатором, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що поверхня шпону обробляється шляхом нанесення на неї модифікатора у вигляді 6 %-ого водного розчину 2 пероксиду водню за витрати із розрахунку 10 г/м . 2. Спосіб за п. 1, який відрізняється тим, що як модифікатор використовують 6 %-ий водний розчин карбонату калію. 3. Спосіб за п. 1, який відрізняється тим, що як модифікатор використовують 6 %-ий водний розчин перманганату калію. 4. Спосіб за п. 1, який відрізняється тим, що як модифікатор використовують 5,7 %-ий водний розчин сульфату алюмінію-калію. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори російськоюSedliacik Jan, Lizon Boris
МПК / Мітки
Мітки: виготовлення, спосіб, деревинних, матеріалів, шаруватих
Код посилання
<a href="https://ua.patents.su/4-97206-sposib-vigotovlennya-derevinnikh-sharuvatikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деревинних шаруватих матеріалів</a>
Спосіб виготовлення фанери
Номер патенту: 27066
Опубліковано: 10.10.2007
Автори: Бехта Павло Антонович, Бехта Наталія Степанівна, Тимик Діана Володимирівна
МПК: B27N 3/00
Мітки: спосіб, фанери, виготовлення
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що перед нанесенням клею на шпон він обробляється гідроксидом калію (КОН).2. Спосіб за п. 1, який відрізняється тим, що на поверхню шпону наносять 2-5 %-ий розчин гідроксиду калію (КОН) з розрахунку 50 г/м2.3....
Спосіб виготовлення фанери
Номер патенту: 27036
Опубліковано: 10.10.2007
Автори: Бехта Павло Антонович, Тимик Діана Володимирівна, Бехта Наталія Степанівна
МПК: B27N 3/00
Мітки: виготовлення, спосіб, фанери
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що перед нанесенням клею на шпон він обробляється оцтовою кислотою (СН3СООН).2. Спосіб за п. 1, який відрізняється тим, що на поверхню шпону наносять 2-5 %-ий розчин оцтової кислоти (СН3СООН) з розрахунку 50...
Спосіб виготовлення фанери
Номер патенту: 17125
Опубліковано: 15.09.2006
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: спосіб, фанери, виготовлення
Формула / Реферат:
1. Спосіб виготовлення фанери, що включає операції виготовлення шпону, сушіння шпону, ущільнення шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, обробку фанери, який відрізняється тим, що одна частина шпону, призначеного для формування пакета шпону, піддається холодному ущільненню, а друга - гарячому ущільненню.2. Спосіб виготовлення фанери за п.1, який відрізняється тим, що холодне...
Спосіб виготовлення фанери
Номер патенту: 87405
Опубліковано: 10.07.2009
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: фанери, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що в процесі приготування клею до фенолоформальдегідної смоли як активний наповнювач додають 7,5%-ий розчин алюмосірчанокислого в кількості 0,15 мас. ч. і житнє борошно в кількості 3,0 мас. ч. на 100 мас. ч. смоли.
Спосіб виготовлення фанери

Номер патенту: 66581
Опубліковано: 17.05.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, фанери
Формула / Реферат:
Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що з метою зменшення шорсткості фанери і запобігання пробиттю клею на лицеву поверхню фанери перед формуванням пакета зовнішні листи шпону ущільнюють.
Попередній патент: Розрядно-оптичний пристрій
Наступний патент: Спосіб виготовлення деревинних композиційних матеріалів із шпону
Випадковий патент: Пристрій для контролю зусиль у канаті