Композиція для утворення змащувального покриття, нарізне з’єднання для труб та спосіб з’єднання множини труб
Номер патенту: 100031
Опубліковано: 12.11.2012
Автори: Ямамото Ясухіро, Імаі Рюіті, Фукумото Сігекі, Гото Куніо

Формула / Реферат
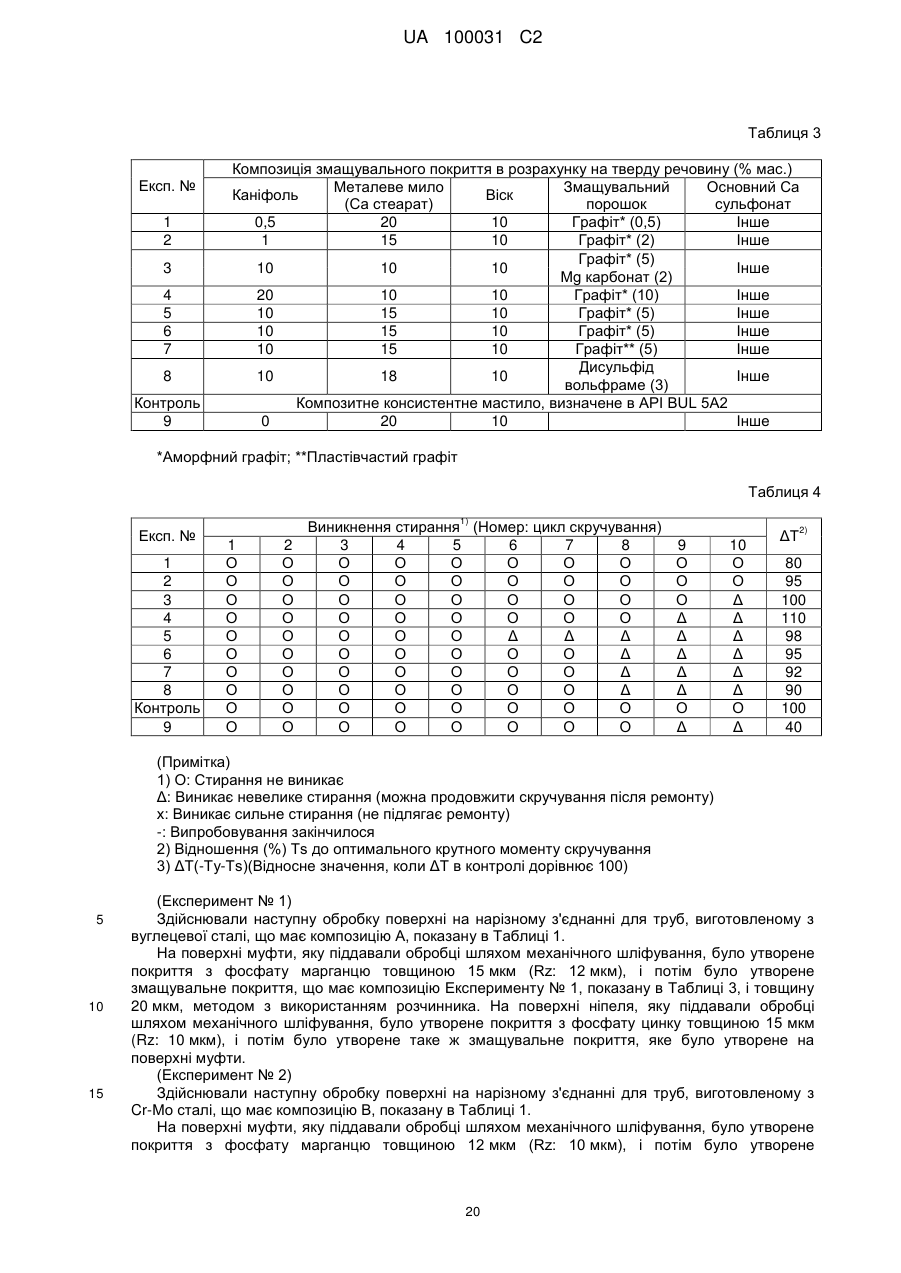
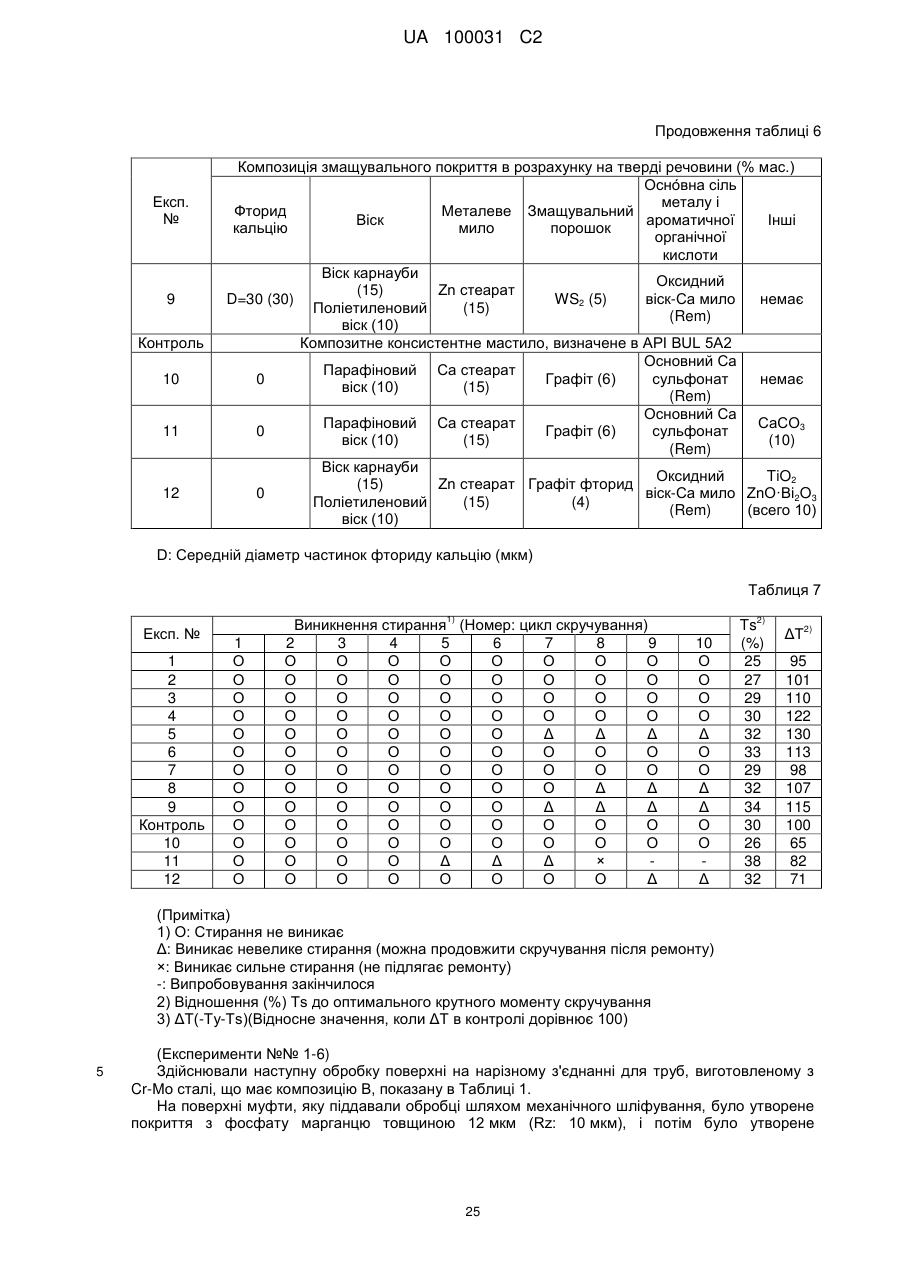
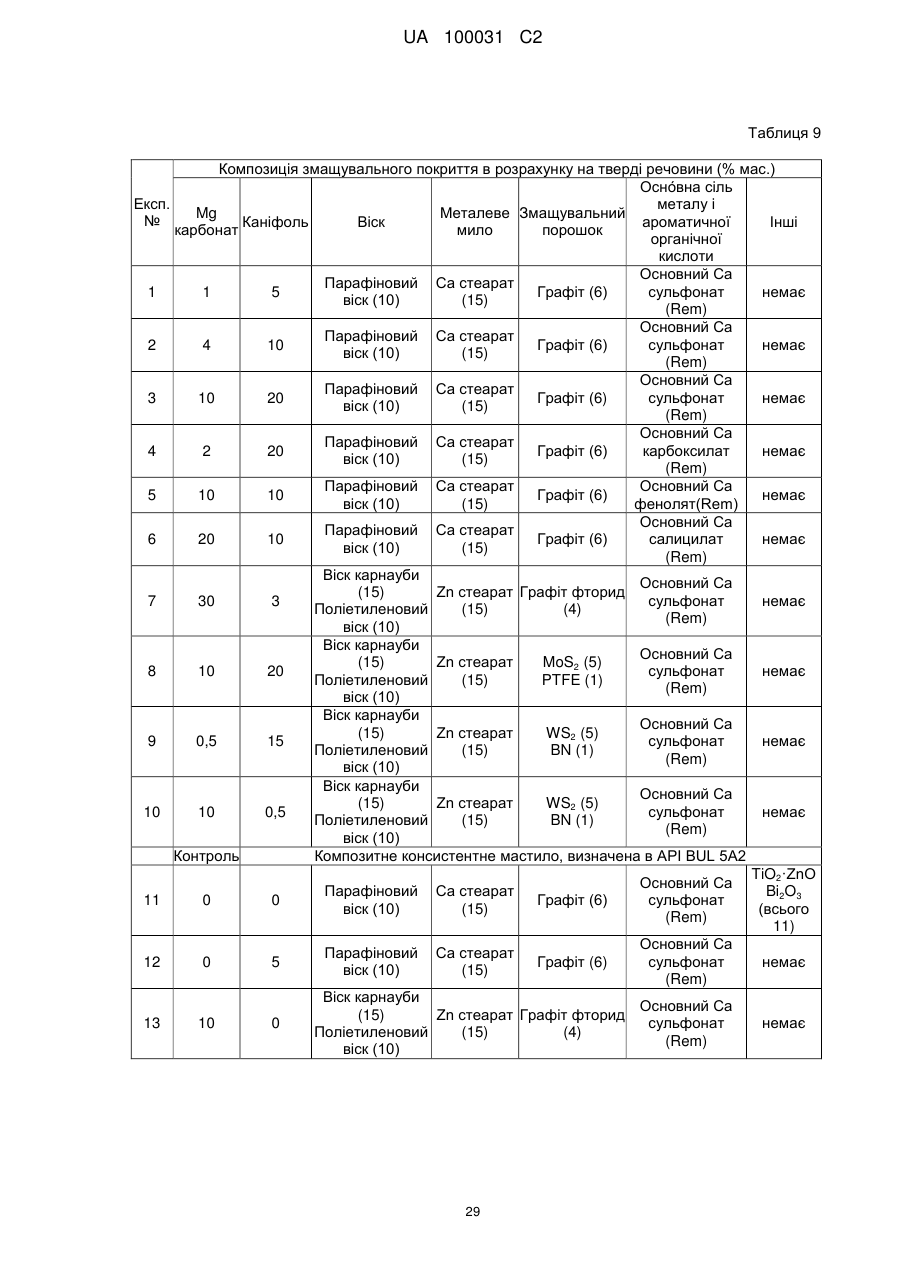
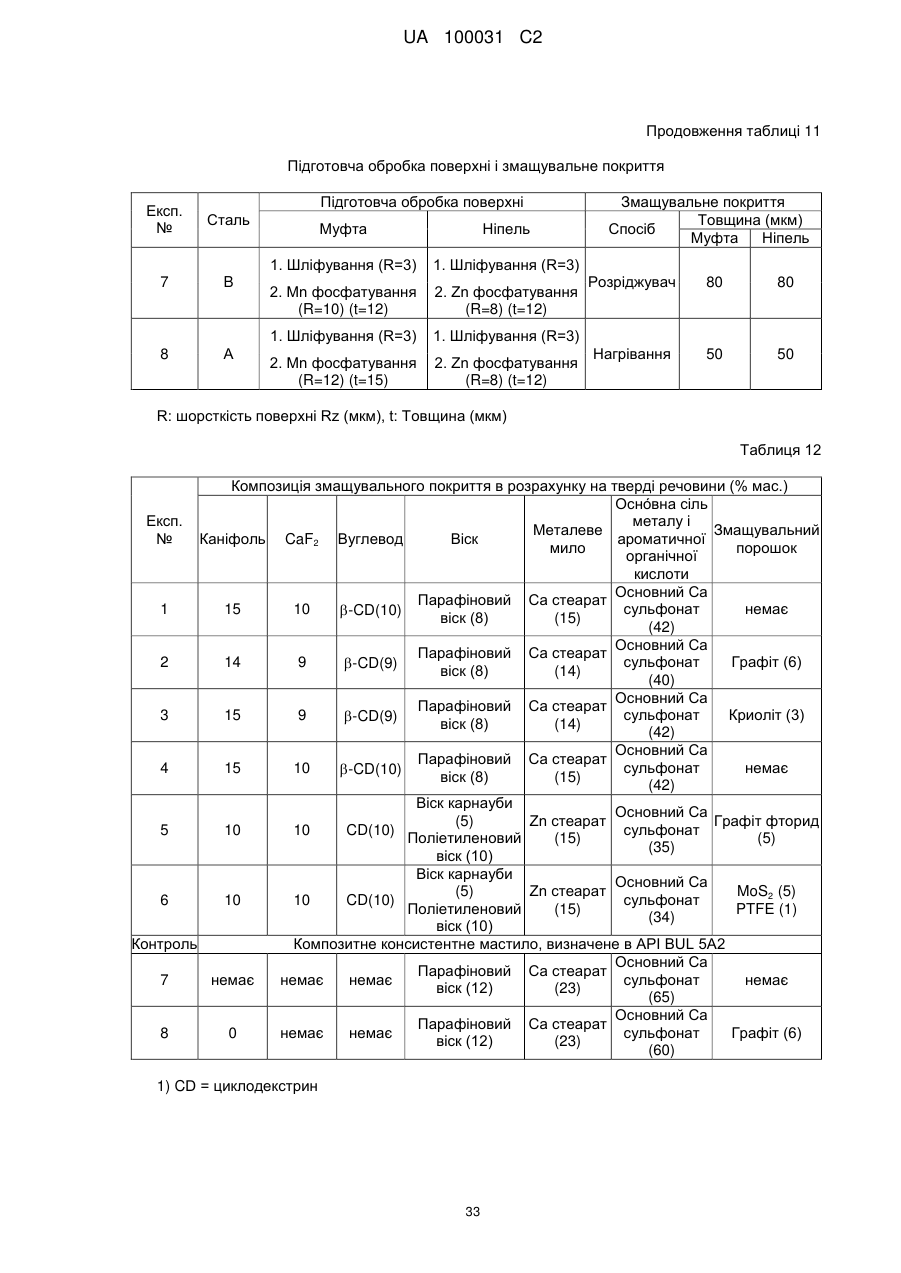
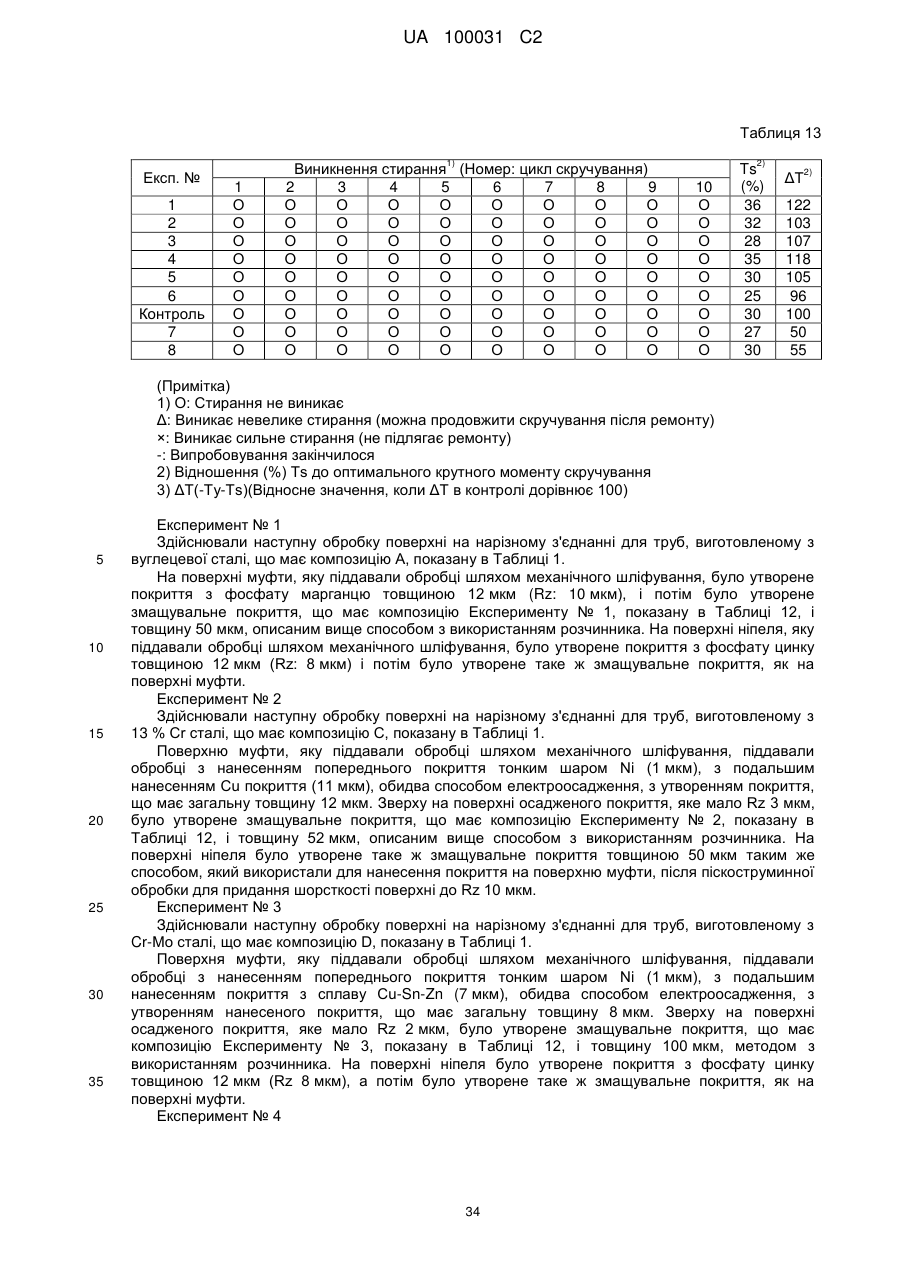
1. Композиція для утворення змащувального покриття на нарізному з'єднанні для труб, яка містить в цілому 0,5-30 % мас. одного або обох з каніфолі і фториду кальцію, 2-30 % мас. металевого мила, 2-30 % мас. воску і 10-70 % мас. основної солі металу і ароматичної органічної кислоти.
2. Композиція за п. 1, яка додатково містить змащувальний порошок.
3. Композиція за п. 1 або 2, яка додатково містить карбонат магнію.
4. Композиція за п. 1 або 2, яка додатково містить вуглевод.
5. Композиція за п. 1 або 2, яка додатково містить леткий органічний розчинник.
6. Композиція за п. 2, яка містить 0,5-20 % мас. змащувального порошку від загальної кількості композиції.
7. Композиція за п. 2, в якій змащувальний порошок являє собою порошок графіту.
8. Композиція за п. 7, в якій графіт являє собою аморфний графіт, що має вміст золи 0,2-5,5 % мас. і кристалічність максимально 98 %.
9. Композиція за п. 3, яка містить 0,5-30 % мас. карбонату магнію від загальної кількості нелетких компонентів в композиції.
10. Композиція за п. 4, в якій вуглевод вибраний з декстринів, включаючи циклодекстрини, і його вміст становить 0,5-20 % мас. від загальної кількості нелетких компонентів в композиції.
11. Композиція за п. 2, яка, по суті, не містить шкідливих важких металів.
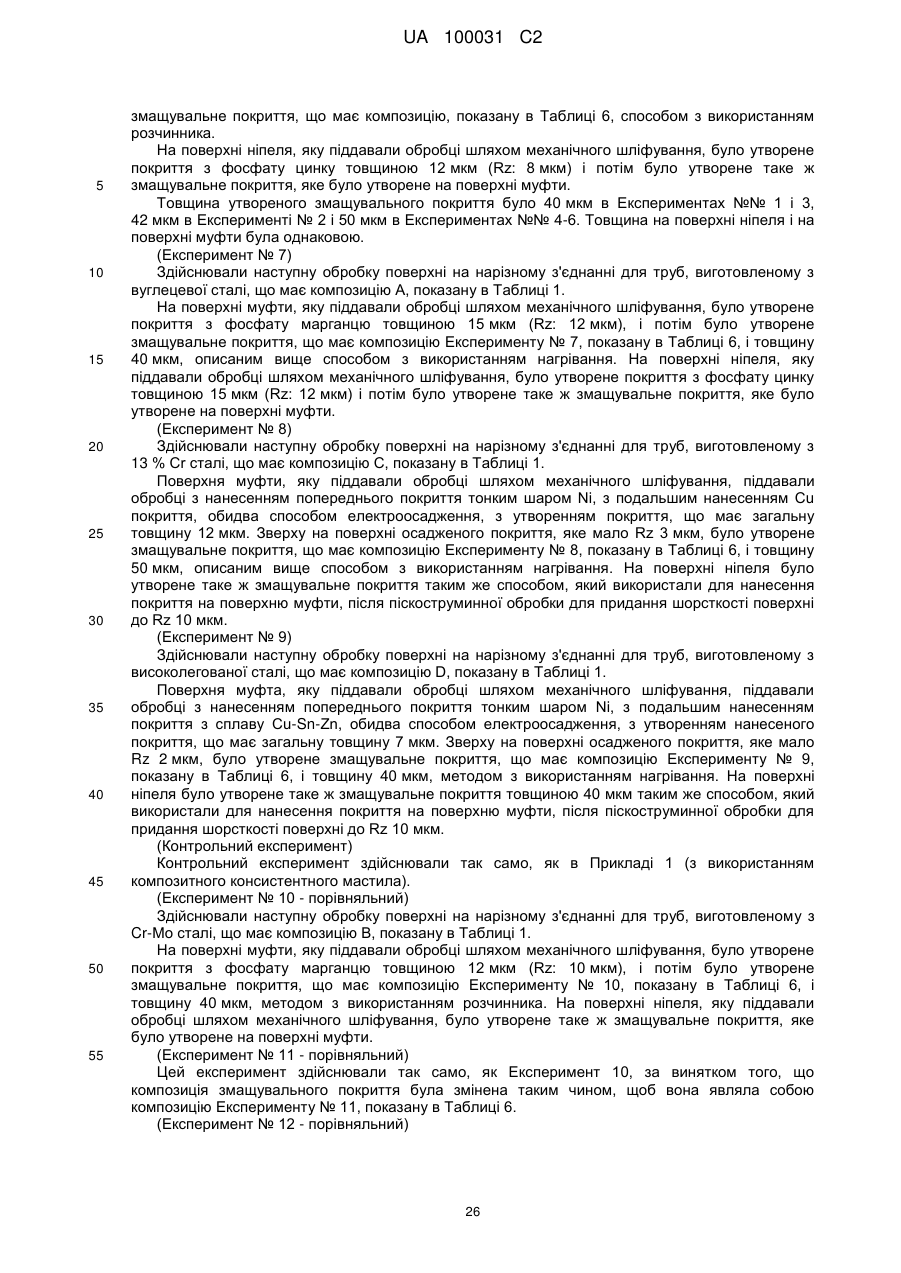
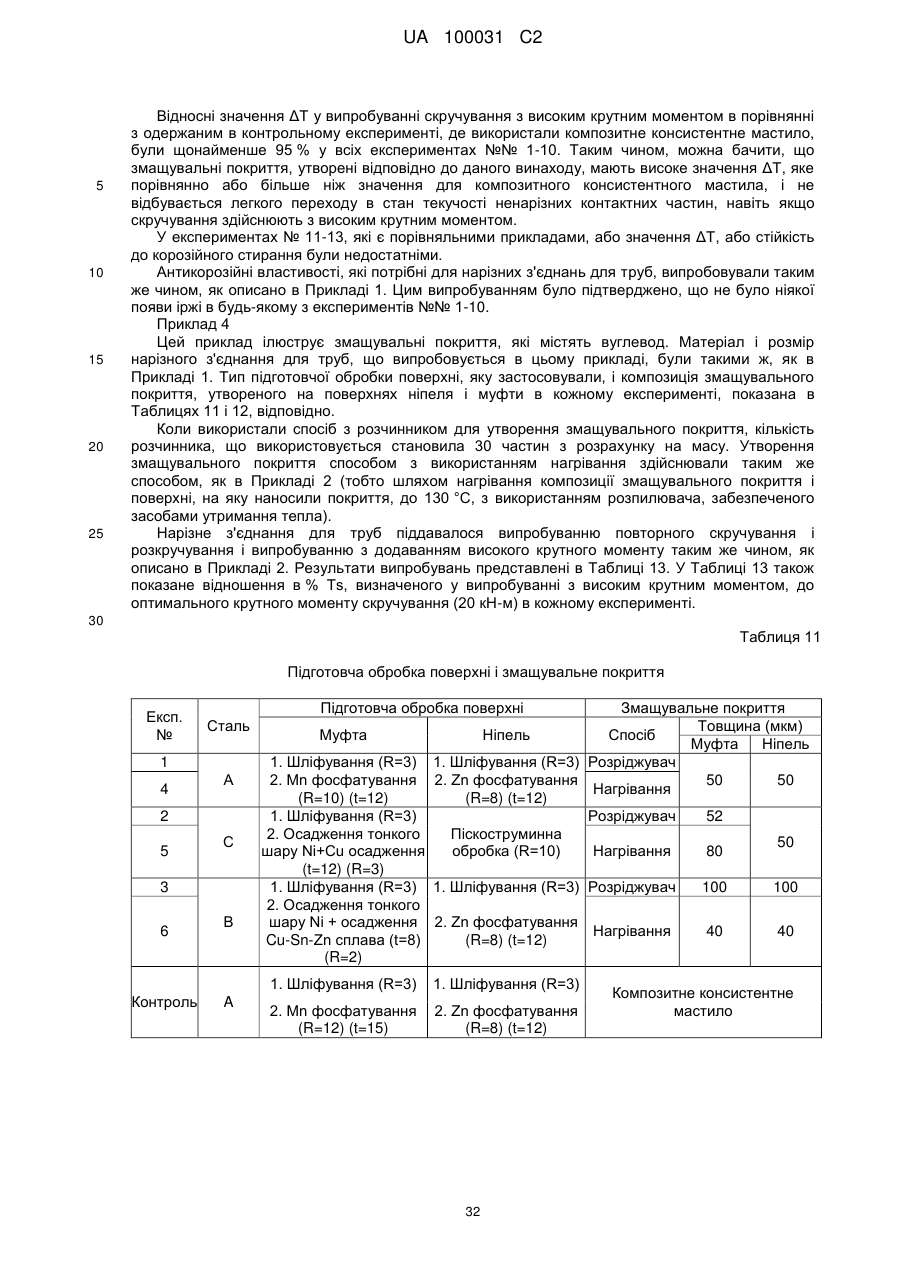
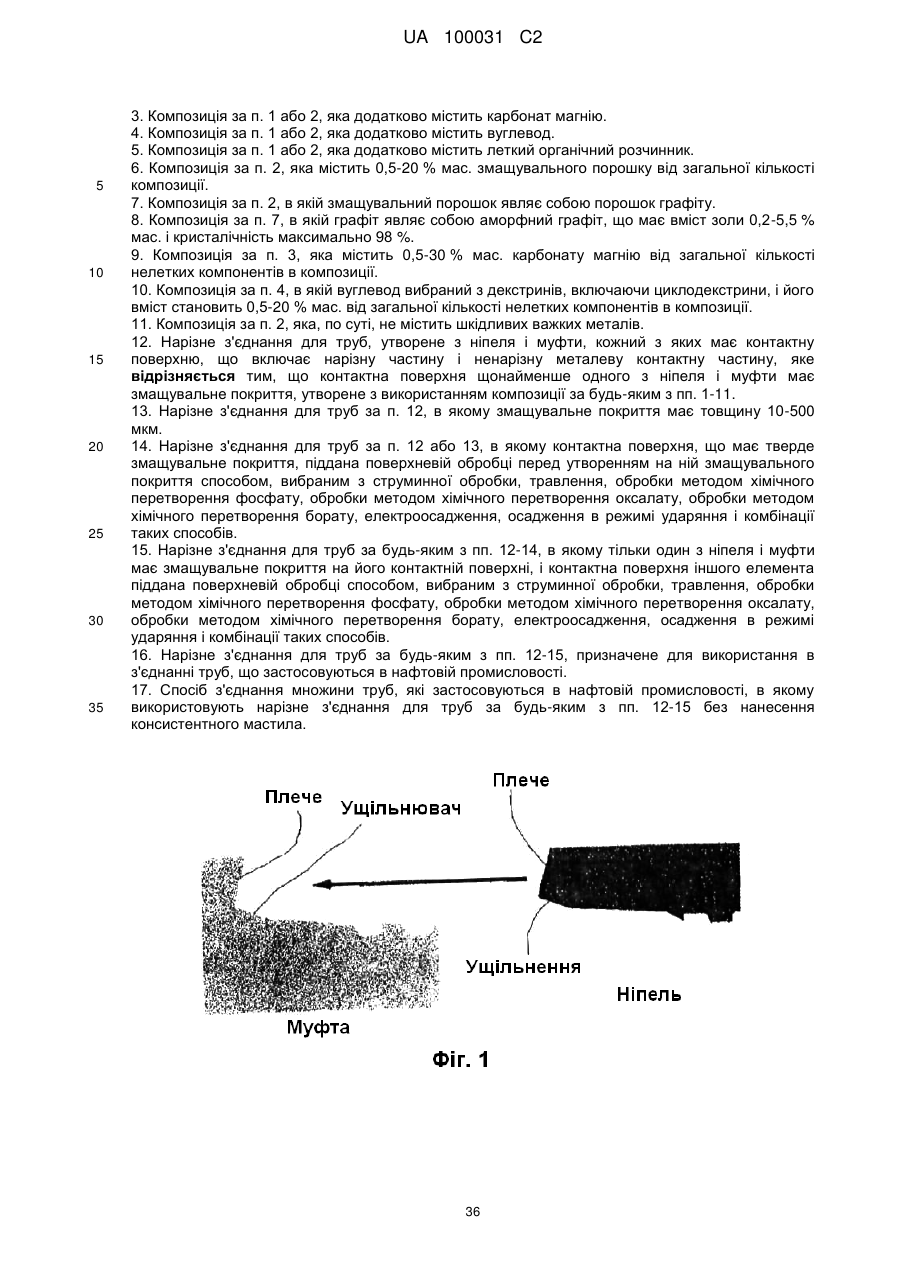
12. Нарізне з'єднання для труб, утворене з ніпеля і муфти, кожний з яких має контактну поверхню, що включає нарізну частину і ненарізну металеву контактну частину, яке відрізняється тим, що контактна поверхня щонайменше одного з ніпеля і муфти має змащувальне покриття, утворене з використанням композиції за будь-яким з пп. 1-11.
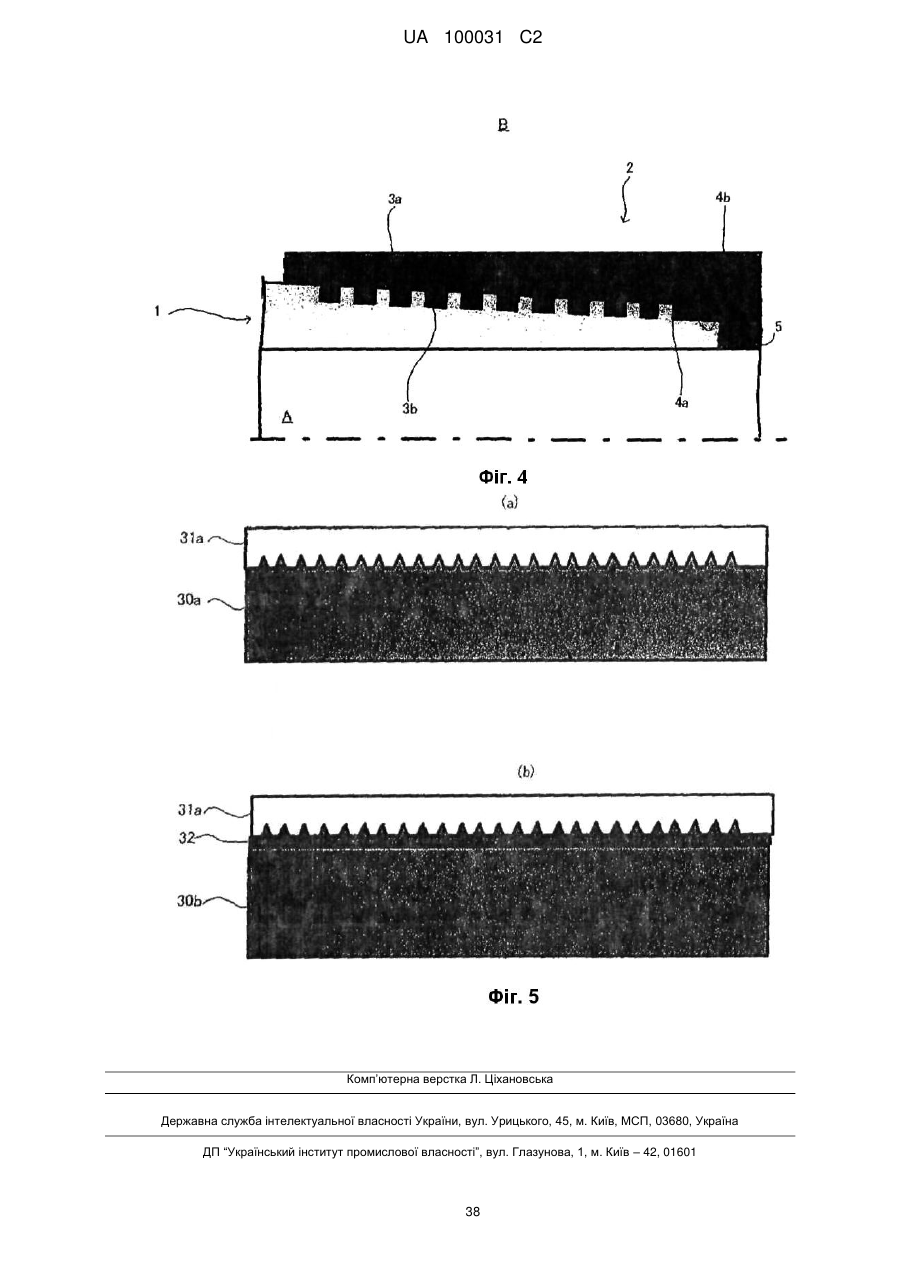
13. Нарізне з'єднання для труб за п. 12, в якому змащувальне покриття має товщину 10-500 мкм.
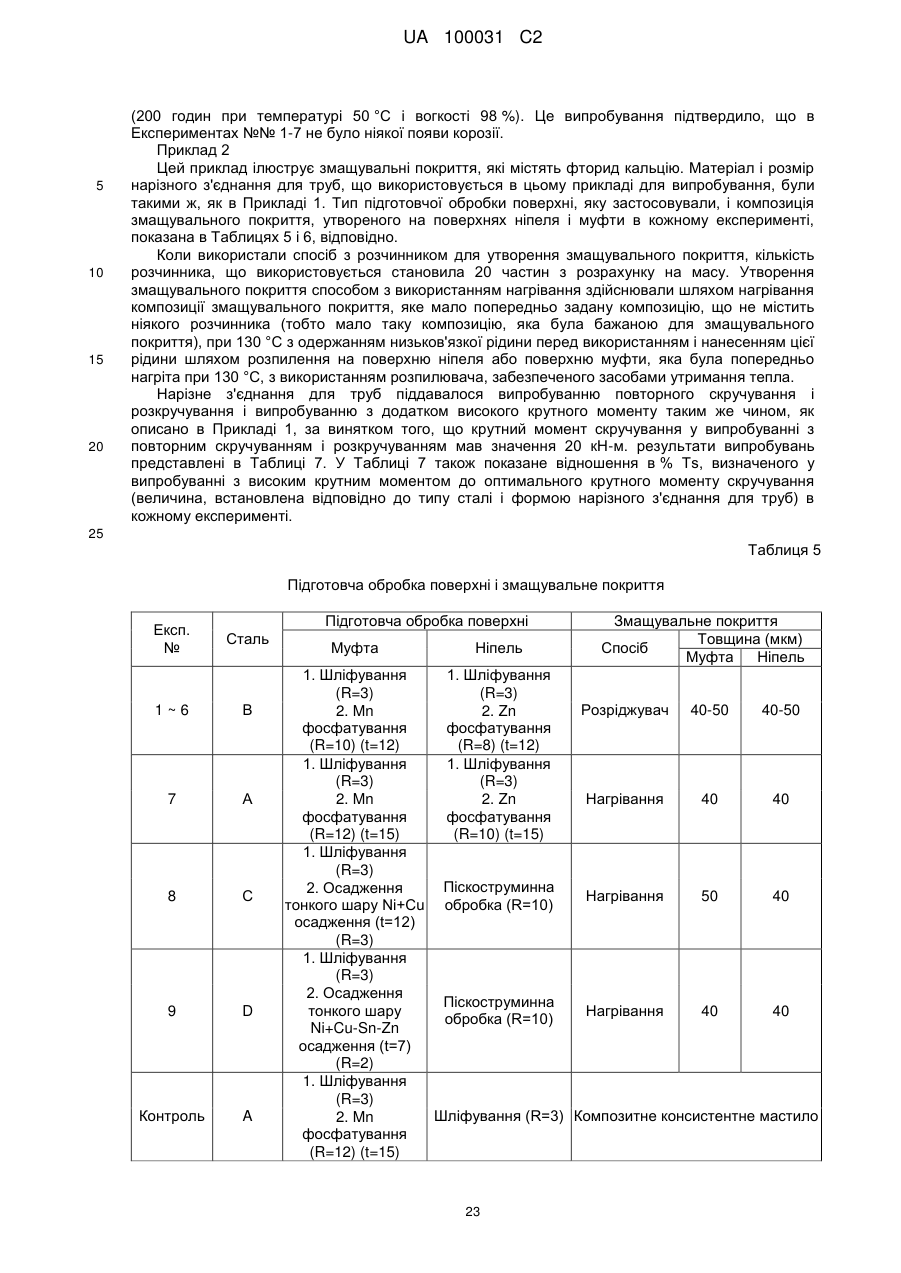
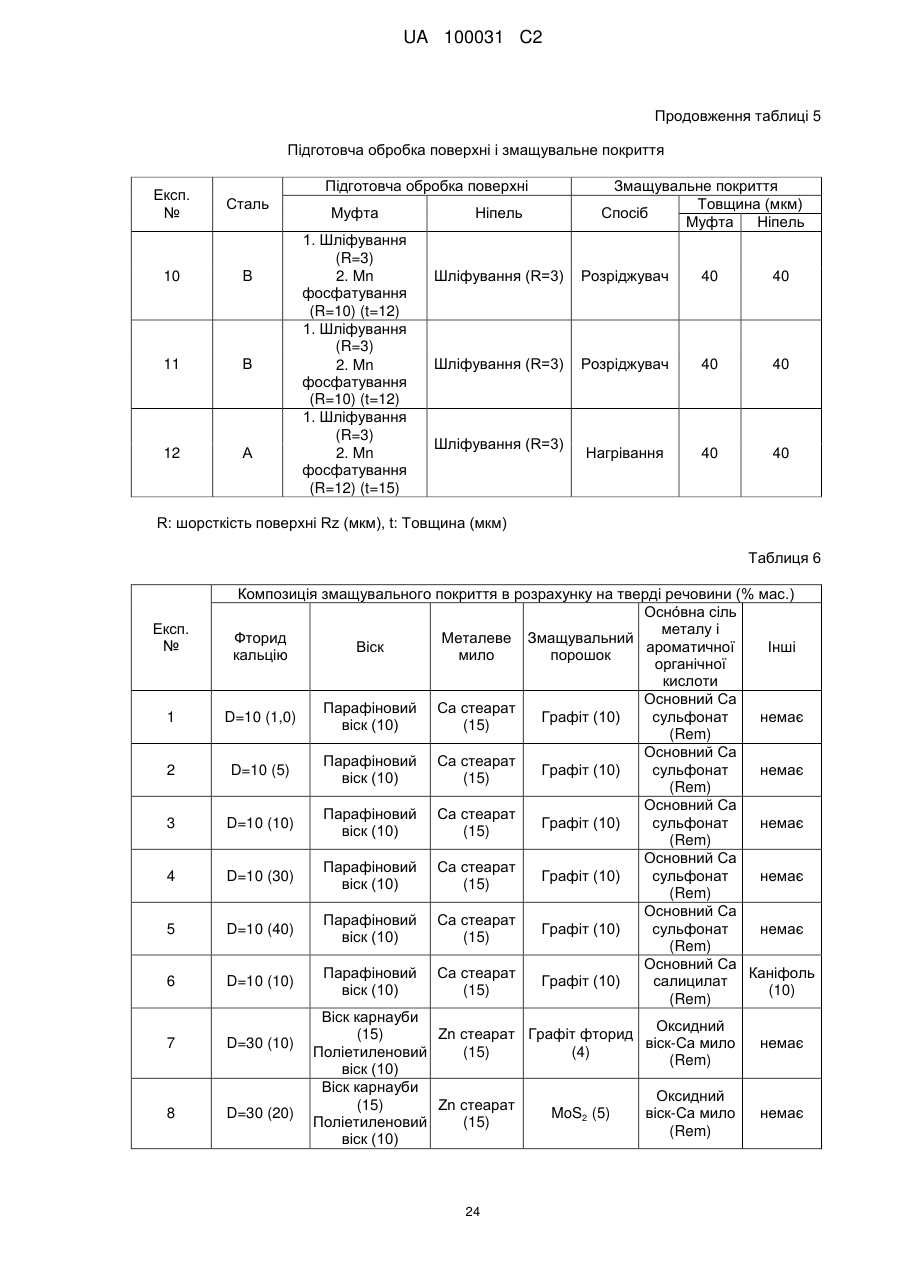
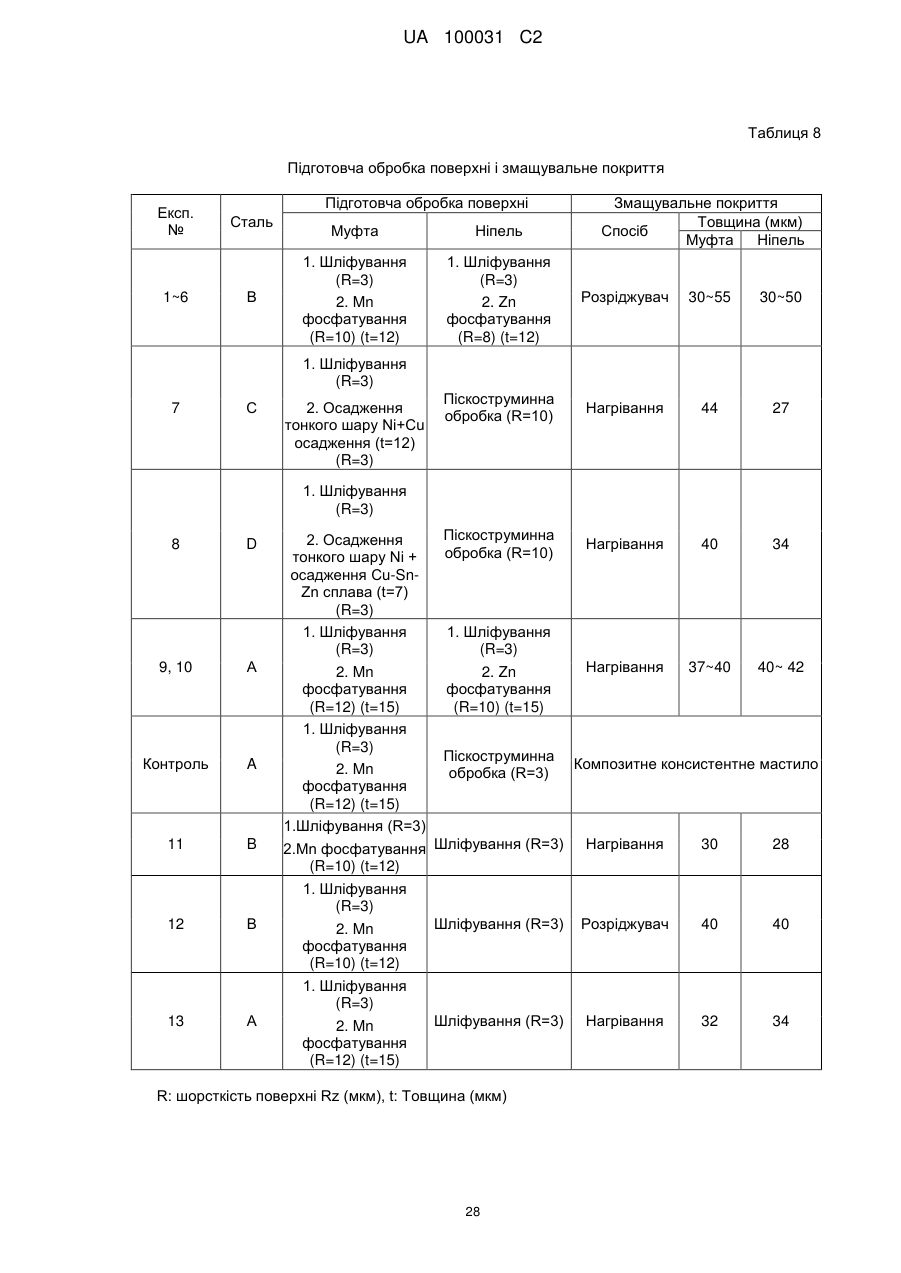
14. Нарізне з'єднання для труб за п. 12 або 13, в якому контактна поверхня, що має тверде змащувальне покриття, піддана поверхневій обробці перед утворенням на ній змащувального покриття способом, вибраним з струминної обробки, травлення, обробки методом хімічного перетворення фосфату, обробки методом хімічного перетворення оксалату, обробки методом хімічного перетворення борату, електроосадження, осадження в режимі ударяння і комбінації таких способів.
15. Нарізне з'єднання для труб за будь-яким з пп. 12-14, в якому тільки один з ніпеля і муфти має змащувальне покриття на його контактній поверхні, і контактна поверхня іншого елемента піддана поверхневій обробці способом, вибраним з струминної обробки, травлення, обробки методом хімічного перетворення фосфату, обробки методом хімічного перетворення оксалату, обробки методом хімічного перетворення борату, електроосадження, осадження в режимі ударяння і комбінації таких способів.
16. Нарізне з'єднання для труб за будь-яким з пп. 12-15, призначене для використання в з'єднанні труб, що застосовуються в нафтовій промисловості.
17. Спосіб з'єднання множини труб, які застосовуються в нафтовій промисловості, в якому використовують нарізне з'єднання для труб за будь-яким з пп. 12-15 без нанесення консистентного мастила.
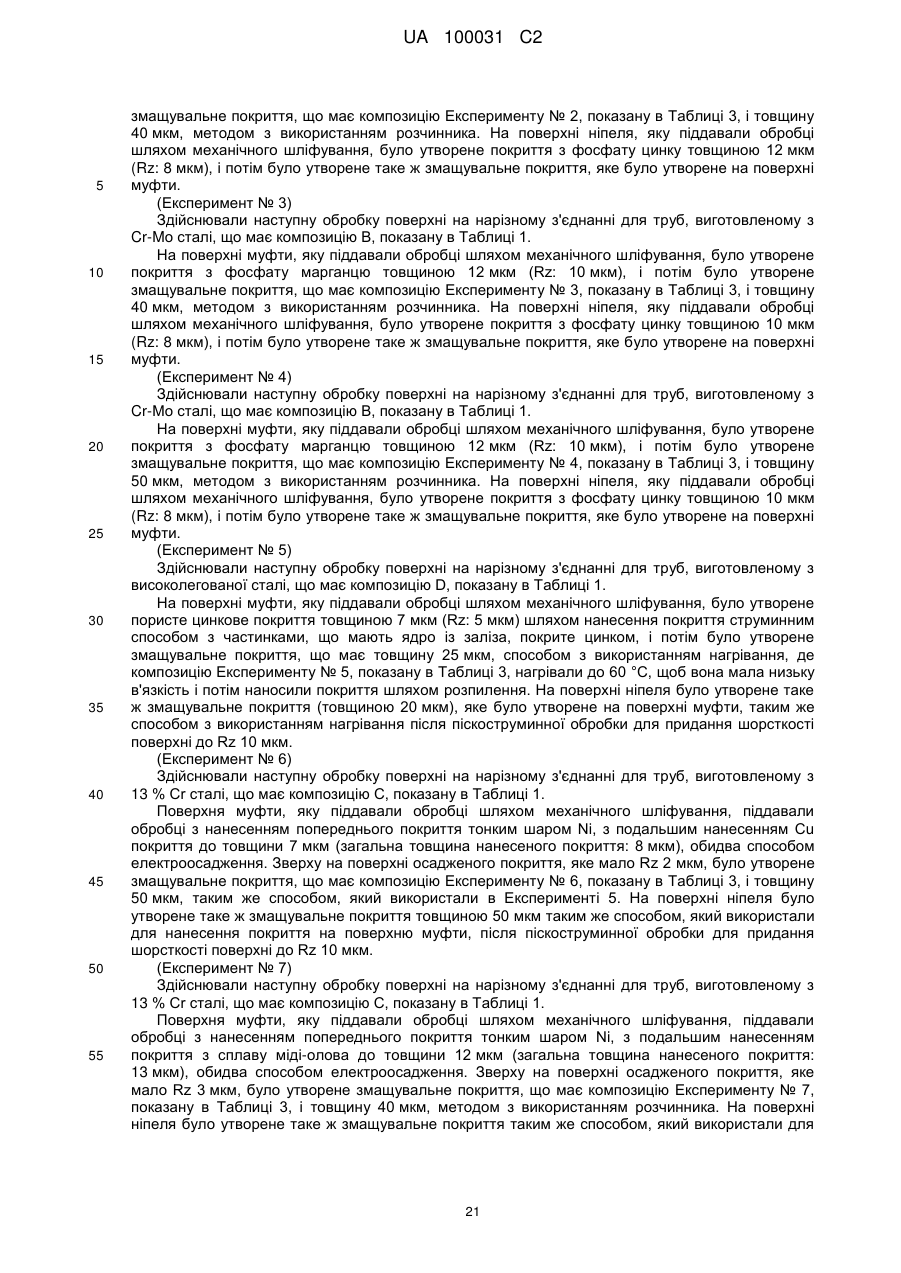
Текст
Реферат: Змащувальне покриття, яке не містить шкідливих важких металів, утворюють на поліпшеному нарізному з'єднанні для труб, що складається з ніпеля і муфти, кожний з яких має контактну поверхню, що включає нарізну частину і ненарізну металеву контактну частину (ущільнюючу поверхню і плече) для забезпечення стійкості до стирання, газонепроникності і антикорозійних властивостей цього з'єднання з метою запобігання переходу в стан текучості ненарізної металевої контактної частини навіть при скручуванні з'єднання з високим крутним моментом. Змащувальне покриття включає один або обидва з каніфолі і фториду кальцію, металеве мило, віск і основну сіль металу і ароматичної органічної кислоти, і, переважно, воно додатково включає змащувальний порошок, карбонат магнію і/або вуглевод, зокрема циклодекстрин. UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 ОПИС Галузь винаходу Даний винахід стосується нарізного з'єднання для стальних труб, призначеного для з'єднання стальних труб і, зокрема труб, що застосовуються в нафтовій промисловості, і способу обробки поверхні для придання змащувальних властивостей. Нарізне з'єднання для труб відповідно до даного винаходу може надійним чином демонструвати відмінну стійкість до корозійного стирання без покриття композитним консистентним мастилом, яке в минулому наносили на нарізне з'єднання для труб при з'єднанні труб, що застосовуються в нафтовій промисловості. Отже, нарізне з'єднання для труб відповідно до даного винаходу може уникнути шкідливих ефектів, що впливають на глобальну екологію і людей, що викликаються консистентним мастилом. Крім того, воно нелегко переходить в стан текучості, навіть якщо затягувати різь з додаванням високих моментних навантажень, що дозволяє реалізувати ущільнення металу з металом легко і стабільно. Передумови винаходу Труби, що застосовуються в нафтовій промисловості, такі як насосно-компресорні труби і обсадні труби, що використовуються при розробці нафтових свердловин і газових свердловин, звичайно з'єднуються одна з одною нарізними з'єднаннями для труб. У минулому глибина нафтових свердловин типово становила 2000-3000 метрів, але в глибоких нафтових свердловинах, таких як сучасні морські нафтові промисли, вона може досягати 8000-15000 метрів. У більшості морських нафтових промислів екскавацію нафтових свердловин здійснюють на плаваючій установці, і внаслідок розгойдування всієї установки всі операції екскавації здійснюють в нестабільних умовах. У середовищі їх використання нарізні з'єднання для труб, що застосовуються в нафтовій промисловості, зазнають навантажень, таких як аксіальні розтягуючі сили, що викликаються вагою самих труб, що застосовуються в нафтовій промисловості, і нарізного з'єднання для труб (загалом до 500 тонн у випадку 7-дюймових стальних труб), згинаючі зусилля, поєднання внутрішнього і зовнішнього тиску (до 1000 атм) і геотермальне тепло (200 °C або вище, і в деяких місцях до 300 °C). Отже, вони повинні бути здатні зберігати герметичність, не зазнаючи пошкоджень, навіть в таких жорстких умовах. Типове нарізне з'єднання для труб, що використовується для з'єднання труб, що застосовуються в нафтовій промисловості, складається з ніпеля, який являє собою з'єднувальний елемент із зовнішньою різзю, виконаною на кінцевій частині першого трубчастого елемента (який типово являє собою трубу, що застосовується в нафтовій промисловості), і муфти, яка являє собою з'єднувальний елемент з внутрішньою різзю, виконаною на кінцевих частинах другого трубчастого елемента (який типово являє собою нарізний з'єднувальний елемент, вказаний як "з'єднання"). Як показано на Фіг. 1, для спеціального типу нарізного з'єднання для труб, вказаного як поліпшене з'єднання, яке було розроблене таким чином, щоб воно демонструвало високу міру газонепроникності навіть в жорстких умовах експлуатації, передбачена поверхня ущільнення на зовнішній периферійній частині поблизу кінцевої поверхні ближче до кінця, ніж зовнішня різь ніпеля, і на внутрішній периферійній поверхні основної частини внутрішньої різі муфти, і кінцева поверхня кінця ніпеля і відповідна найвіддаленіша поверхня муфти стають плечима крутного моменту. Ті частини ніпеля і муфти, які включають поверхню ущільнення і плече крутного моменту, називаються ненарізними металевими контактними частинами. Ця частина ніпеля також називається плечем крутного моменту або фланцевою частиною. Поліпшене нарізне з'єднання розроблене таким чином, що один кінець (ніпель) труби, що застосовується внафтовій промисловості, вставляється в з'єднання (муфта), і після того, як плечі крутного моменту ніпеля і муфти вступають в контакт один з одним, зовнішня різь і внутрішня різь затягуються до їх інтерференції, і поверхні ущільнення ніпеля і муфти контактують з відповідним зачепленням і утворюють ущільнення шляхом контакту металу з металом. Газонепроникність нарізного з'єднання гарантується таким металевим ущільненням на поверхні ущільнення. У процесі занурення насосно-компресорної або обсадної труби в нафтову свердловину, через різні проблеми іноді необхідно розкріпити з'єднання, яке було одного разу зроблене, витягнути труби з нафтової свердловини, знов зібрати їх і потім знов навантажити їх. Американський Інститут Нафти (АІН) вимагає такої стійкості до корозійного стирання, щоб не виникало корозійного стирання поверхні і герметичність зберігалася, навіть якщо згвинчування (затягування різі) і розгвинчування (ослаблення різі) повторюють десять разів для з'єднання для насосно-компресорної труби або три рази для з'єднання для обсадної труби. 1 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 У процесі згвинчування нарізного з'єднання, щоб підвищити стійкість до корозійного стирання і герметичність, в'язке рідке мастило, яке містить порошкоподібні важкі метали, і яке називають "композитним консистентним мастилом", наносять на контактні поверхні (а саме, нарізні частини і ненарізні металеві контактні частини) нарізних з'єднань для труб. Таке консистентне мастило охарактеризована в документі 5A2 АІН. Від консистентного мастила потрібно, щоб воно могло надавати антикорозійні властивості контактній поверхні, на яку наносять консистентне мастило. Раніше було запропоновано використати різні типи обробки поверхні, такі як нітридування, різні типи гальванічних покриттів, включаючи цинкове покриття і композиційне покриття, і обробку з хімічним перетворенням фосфату на контактній поверхні нарізних з'єднань для труб для утворення одного або декількох шарів для підвищення утримання консистентного мастила і поліпшення властивостей ковзання. Однак, як описано нижче, використання композитного консистентного мастила приводить до несприятливих ефектів, які є загрозливими для екології і людини. Консистентне мастило містить велику кількість порошків важких металів, таких як цинк, свинець і мідь. При здійсненні згвинчування нарізних з'єднань для труб консистентне мастило, яке було нанесене, вимивається або перетікає на зовнішню поверхню, і існує можливість несприятливих ефектів для навколишнього середовища, і особливо для життя морських організмів, зокрема через шкідливі важкі метали, такі як свинець. Крім того, процес нанесення консистентного мастила погіршує навколишнє середовище на місцях виконання робіт, і також існує побоювання шкідливої дії на людей. У останні роки, як результат прийняття в 1998 році Осло-Паризька Конвенція по запобіганню забрудненню океану в Північній Атлантиці, жорсткі обмеження, що стосуються глобальної екології, стають все більш різноманітними, і в деяких регіонах використання композитного консистентного мастила вже знаходиться в процесі обмеження. Отже, щоб уникнути несприятливих ефектів на навколишнє середовище і людей при екскавації газових свердловин і нафтових свердловин, з'явилася необхідність в нарізних з'єднаннях для труб, які можуть демонструвати відмінну стійкість до корозійного стирання без використання композитного консистентного мастила. Крім того, OSPAR Конвенція не тільки регулює використання важких металів, але також вимагає використання органічних речовин з відсутністю або незначною токсичністю і хорошою біорозкладністю. Як нарізне з'єднання для труб, яке можна використати для з'єднання труб, що застосовуються в нафтовій промисловості, без нанесення композитного консистентного мастила, авторами даного винаходу було запропоновано в патенті Японії 2002-173692А (патентний документ 1) нарізне з'єднання для труб, яке має в'язке рідке або напівтверде змащувальне покриття, утворене на його поверхні, і в патенті Японії 2004-53013А (патентний документ 2) нарізне з'єднання для труб, в якому клейкість поверхні нарізного з'єднання для труб, що є недоліком в'язкої рідини або напівтвердого змащувального покриття, придушується для одержання мінімальної адгезії зовнішніх речовин, таких як пил, пісок і залишки органічних речовин. Як указано вище, в поліпшеному нарізному з'єднанні, що має ненарізні частини, в яких ніпель і муфта, відповідно, мають поверхневе ущільнення і плече крутного моменту, газонепроникність гарантується шляхом утворення ущільнення металу з металом між поверхнями ущільнення ніпеля і муфти в процесі згвинчування. Фіг. 2 представляє графік крутного моменту (вертикальна вісь: крутний момент; горизонтальна вісь: обороти) в процесі згвинчування цього типу нарізного з'єднання для труб. Як показано на цій фігурі, якщо ніпель вставляється в муфту, і ніпель або муфта обертаються, по мірі обертання спочатку переважно контактують нарізні частини ніпеля і муфти, і крутний момент поступово збільшується. По мірі подальшого обертання, поверхні ущільнення ніпеля і муфти також контактують один з одним, швидкість збільшення крутного моменту підвищується через опір тертя. Якщо обертання далі продовжується, і поверхня плеча на кінці ніпеля і поверхня плеча муфти контактують одна з одною і починають інтерферувати (крутний моменту на початку цієї інтерференції називають плечем крутного моменту Ts), відбувається інтерференція між поверхнями ущільнення, і крутний моменту різко збільшується. Якщо обертання продовжується далі від цього положення і досягається наказаний крутний момент згвинчування, згвинчування завершене. Оптимальний крутний момент на Фіг. 2 означає оптимальний крутний момент для досягнення необхідної інтерференції для гарантії газонепроникності і завершення згвинчування, і відповідне значення попередньо визначають на основі внутрішнього діаметра з'єднання і типу з'єднання. 2 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 Однак поліпшені нарізні з'єднання для труб, які використовують в надглубоких свердловинах, таких як свердловини більше 10000 метрів, випробовують дуже високі компресійні навантаження і згинаючі навантаження, прикладені до нарізного з'єднання, і згвинчування потрібно здійснювати з більшим ніж звичайний крутним моментом, необхідним для згвинчування нарізного з'єднання (таким як 120-130 % від оптимального крутного моменту, необхідного для згвинчування), щоб не сталося ослаблення затягування. У цьому випадку, з нарізним з'єднанням для труб, що має звичайне змащувальне покриття, крутний момент, необхідний для згвинчування, іноді перевершує крутний момент, при якому ненарізні металеві контактні частини ніпеля і муфти переходять в стан текучості і починають зазнавати пластичної деформації (крутний момент в цій точці називають крутним моментом на межі текучості Ty). У результаті, як ніпель, так і муфта зазнають пошкоджень, що не відновлюються через пластичну деформацію внаслідок переходу в стан текучості ненарізної металевої контактної частини. Навіть якщо вони не ушкоджуються, газонепроникність нарізного з'єднання для труб помітно знижується. Таке явище рідко спостерігалося при використанні композитного консистентного мастила. Суть винаходу Для нарізного з'єднання, згвинчування з високим крутним моментом, вигідно, щоб Ty-Ts (=ΔТ, що являє собою крутний момент при опорі плеча) був по можливості більш високим. Однак було виявлено, що нарізне з'єднання для труб, яке має традиційне в'язке рідке або напівтверде змащувальне покриття, як описано в патентних документах 1 і 2, має більш низьке значення Ty і, отже, більш низьке значення ΔТ, в порівнянні з тим, коли наносять композитне консистентне мастило. У результаті, виникає така проблема, що ненарізні металеві контактні частини переходять в стан текучості при більш низькому крутному моменті згвинчування, таким чином, згвинчування нарізного з'єднання не може відбуватися з високим крутним моментом згвинчування. Навіть якщо композицію змащувального покриття просто змінити так, щоб змінився коефіцієнт тертя, було виявлено, що Ts і Ty змінюються таким же чином. Наприклад якщо коефіцієнт тертя змащувального покриття збільшується, Ty збільшується, але і Ts також збільшується (це називається високим ефектом плеча). Як результат, в найгіршому випадку, навіть якщо досягається наказаний крутний момент згвинчування, поверхні плеча не контактують, і можливо, що згвинчування не буде завершене (це називається відсутністю ефекту плеча). Метою даного винаходу є створення нарізних з'єднань для труб зі змащувальним покриттям, яке не містить шкідливих важких металів, таких як свинець, які викликають глобальні екологічні проблеми, додає опір стиранню, газонепроникність і корозійну стійкість, і може гарантувати високий ΔТ, за допомогою чого нарізне з'єднання не може легко зазнавати переходу в стан текучості ненарізних металевих контактних частин, навіть в процесі згвинчування нарізного з'єднання з високим крутним моментом згвинчування і утворюючою змащувальне покриття композицію для використання в нарізному з'єднанні. Утворююча змащувальне покриття композиція відповідно до даного винаходу складається тільки з речовин, які, як вважають, представляють незначний ризик або взагалі ніякого ризику для глобальної екології, і в порівнянні з традиційним змащувальним покриттям таке ж значення Ts або нижче, тоді як Ty помітно вище, таким чином, змащувальне покриття з високим ΔТ може бути утворене на контактній поверхні нарізного з'єднання. Це змащувальне покриття має хороші характеристики корозійної стійкості. Даний винахід оснований на наступних відкриттях. 1). Причини того, чому перехід в стан текучості ненарізних металевих контактних частин не відбувається навіть при високому крутному моменті згвинчування при використанні композитного консистентного мастила, як вважають, наступні. Порошки м'яких важких металів, таких як свинець або мідь, що міститься в композитному консистентному мастилі, утворюють високий опір тертя шляхом їх зминання поверхнями тертя і часткового прилипання одне до одного, коли тиск контактної поверхні стає високим. Наприклад коли крутний момент низький, порошки важких металів не вносять будь-який помітний внесок в опір тертя, але коли згвинчування продовжується і крутний момент збільшується, вони значно сприяють опору тертя і можуть помітно збільшити крутний момент згвинчування. Тому Ty переважним чином збільшується в порівнянні з Ts, і ΔТ стає великим. 2). Автори даного винаходу виявили, що каніфоль і фторид кальцію є ефективними як речовини, які забезпечують залежність опору тертя змащувального покриття від поверхневого тиску, і які мають хороші властивості, в тому що стосується біорозкладності, біоакумуляції і не токсичності, і які представляють невеликий ризик або взагалі ніякого ризику для навколишнього 3 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 середовища. Таким же чином, як і композитне консистентне мастило, змащувальне покриття, що містить каніфоль або фторид кальцію, може додавати властивості змазування нарізному з'єднанню для труб таким чином, щоб перехід в стан текучості ненарізних металевих контактних частин не міг легко відбуватися навіть при високому крутному моменті згвинчування. 3). Нарізне з'єднання із змащувальним покриттям, в якому змішаний специфічний компонент, який надає змащувальні властивості в доповнення до каніфолі і/або фториду кальцію, нелегко зазнає корозійного стирання, навіть якщо опір тертя є високим. Відповідно до одного аспекту, даний винахід являє собою композицію для одержання змащувального покриття на нарізному з'єднанні для труб, що містить один або обидва з каніфолі і фториду кальцію, металеве мило, віск і основна сіль металу і ароматичної органічної кислоти. Переважно, кількість кожного компонента в композиції в масових процентах з розрахунку на загальну кількість нелетких компонентів в композиції становить в загальному 0,5-30 % одного або обох з каніфолі і фториду кальцію, 2-30 % металевого мила, 2-30 % воску і 10-70 % основної солі металу і ароматичної органічної кислоти. Ця утворююча змащувальне покриття композиція, переважно, додатково містить щонайменше один компонент, вибраний з наступних: (1). Змащувальний порошок, і переважно графіт, і більш переважно аморфний графіт, що має вміст золи 0,2-5,5 % маси. і кристалічність максимально 98 %. (2). Карбонат магнію (3). Вуглевод, і переважно декстрин, і більш переважно циклодекстрин, і (4). Леткий органічний розчинник. Леткий органічний розчинник означає компонент, який випаровується при сушінні і, по суті, не залишається в змащувальному покритті при утворенні змащувального покриття з цієї композиції. Коли така композиція містить ці компоненти, кількість кожного в масових процентах з розрахунку на загальну кількість нелетких компонентів в композиції, переважно, становить 0,520 % змащувального порошка, 0,5-30 % карбонату магнію і 0,5-20 % вуглеводу. Переважно, утворююча змащувальне покриття композиція відповідно до даного винаходу, по суті, не містить ніяких шкідливих важких металів. Шкідливі важкі метали означають важкі метали, які є шкідливими для живих організмів, включаючи людей, і в даному винаході вони включають Pb, Cr, Cd і подібні. У даному винаході "по суті" означає, що допустима помилка менша ніж 5 %. Відповідно, "що не містить, по суті, ніяких шкідливих важких металів" означає, що вміст важких металів менший ніж 5 %. Крім того, "по суті, ніякого органічного розчинника не залишається в змащувальному покритті" означає, що, навіть якщо він залишається, його кількість в покритті становить менше 5 % маси. Відповідно до іншого аспекту, даний винахід являє собою нарізне з'єднання для труб, що складається з ніпеля і муфти, при цьому кожний має контактну поверхню, що включає нарізну частину і ненарізну металеву контактну частину, яке відрізняється тим, що контактна поверхня щонайменше одного з ніпеля і муфти має змащувальне покриття, утворене з використанням описаної вище композиції. Товщина нанесення змащувального покриття переважно становить 10-500 мкм. Контактна поверхня, що має тверде змащувальне покриття, переважно зазнає поверхневої обробки способом, вибраним з одного або декількох з наступних: обробка методом струминного очищення, травлення, обробка методом фосфатного хімічного перетворення, обробка методом оксалатного хімічного перетворення, обробка методом боратного хімічного перетворення, нанесення покриття способом електроосадження і осадження металевого покриття на ударному режимі. Коли тільки один з ніпеля і муфти має змащувальне покриття на його контактній поверхні, контактну поверхню іншого елемента можна піддавати поверхневій обробці способом, вибраним з одного або декількох з наступних: обробка методом струминного очищення, травлення, обробка методом фосфатного хімічного перетворення, обробка методом оксалатного хімічного перетворення, обробка методом боратного хімічного перетворення, нанесення покриття способом електроосадження і осадження металевого покриття на ударному режимі. Нарізне з'єднання для труб відповідно до даного винаходу переважно використовують для з'єднання труб, що застосовуються в нафтовій промисловості. Даний винахід також забезпечує спосіб з'єднання множини труб, що застосовуються в нафтовій промисловості, з використанням такого нарізного з'єднання для труб без нанесення мастила консистентного типу. 4 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 Змащувальне покриття, утворене на контактній поверхні ніпеля і/або муфти, демонструє високий ΔТ, як у композитного консистентного мастила, таким чином, це нарізне з'єднання для труб може зазнавати операції скручування без переходу в стан текучості або стирання ненарізних металевих контактних частин, навіть коли скручування здійснюють з високим крутним моментом. Крім того, навіть в жорстких умовах, таких як в процесі нестабільних операцій екскавації в морі, це нарізне з'єднання для труб може придушувати корозійне стирання. Утворююча змащувальне покриття композиція відповідно до даного винаходу, по суті, не містить ніяких шкідливих важких металів, таких як свинець, тому вона представляє незначний ризик, або взагалі ніякого ризику, для глобальної екології. Крім того, змащувальне покриття, яке утворюється, має відмінні протикорозійні властивості, і утворення корозії в процесі зберігання нарізного з'єднання для труб придушується. Отже, нарізне з'єднання для труб відповідно до даного винаходу демонструє постійні характеристики змазування при повторних скручуваннях і розкручуваннях, і газонепроникність після збирання може бути гарантована. Короткий опис креслень Фіг. 1 схематично представляє плечову частину і поверхню ущільнення (ненарізну металеву контактну частину) поліпшеного нарізного з'єднання. Фіг. 2 представляє типовий графік крутного моменту в процесі скручування поліпшеного нарізного з'єднання. Фіг. 3 схематично представляє в зібраному стані стальну трубу і з'єднання в момент відвантаження стальної труби. Фіг. 4 схематично представляє з'єднувальну частину нарізного з'єднання для труб, яке являє собою поліпшене нарізне з'єднання. Фіг. 5 як пояснення представляє вигляд контактної поверхні нарізного з'єднання для труб відповідно до даного винаходу, де на Фіг. 5(а) представлений приклад придання шорсткості поверхні самої контактної поверхні, а на Фіг. 5(b) представлений приклад утворення покриття шляхом підготовчої обробки поверхні для придання шорсткості поверхні на контактній поверхні. Переважний спосіб здійснення винаходу Нижче описані варіанти втілення нарізного з'єднання для труб і утворююча змащувальне покриття композиція відповідно до даного винаходу для його ілюстрації, використовуючи як приклад поліпшене нарізне з'єднання для труб, що застосовуються в нафтовій промисловості. 1. Структура нарізного з'єднання для труб Фіг. 3 схематично представляє в зібраному стані стальну трубу А для труб, що застосовуються в нафтовій промисловості, і з'єднання В, яке являє собою нарізний з'єднувальний компонент, в момент відвантаження продукції. Ніпель 1, що має зовнішню нарізну частину 3а на його зовнішній поверхні, утворений на обох кінцях стальної труби А, і з'єднання В має муфту 2, що має внутрішню нарізну частину 3b на її внутрішній поверхні на обох її боках. Один кінець стальної труби А попередньо з'єднаний із з'єднанням В. Хоча на кресленні це не показано, протектор для захисту нарізних частин закріплений на ніпелі стальної труби А і муфті з'єднання В, які не з'єднують перед відвантаженням, і ці протектори віддаляються перед використанням нарізного з'єднання. Як правило, нарізне з'єднання для труб включає ніпель, що має зовнішню різь, виконане на кінцевій частині першого трубчастого елемента (стальна труба А в прикладі, що ілюструється), і муфту, що має внутрішню різь, виконану на обох кінцях другого трубчастого елемента (з'єднання в прикладі, що ілюструється). У типовому нарізному з'єднанні для труб, як показано на малюнку, ніпель утворений на зовнішній поверхні обох кінців стальної труби, а муфта утворена на внутрішній поверхні з'єднання, яке являє собою окремий елемент. Однак теоретично можливе нарізне з'єднання для труб, виконане навпаки, в якому муфта утворена на внутрішній поверхні обох кінців стальної труби, а ніпель утворений на зовнішній поверхні з'єднання. Крім того, існують також суцільні нарізні з'єднання для труб, в яких не використовується з'єднання, і в яких з'єднувальний кінець із зовнішньою різзю утворений на одному кінці, а з'єднувальний кінець з внутрішньою різзю утвореною на іншому кінці стальної труби. У цьому випадку перший трубчастий елемент являє собою першу стальну трубу, а другий трубчастий елемент являє собою другу стальну трубу. Нарізне з'єднання для труб відповідно до даного винаходу може бути застосовне для будьякого з вказаних типів. Фіг. 4 схематично представляє поліпшене нарізне з'єднання для труб. Нарізне з'єднання для труб включає ніпель 1, утворений на зовнішній поверхні обох кінців стальної труби, наприклад і муфту 2, утворену на внутрішній поверхні з'єднання, наприклад. Ніпель 1 має зовнішню нарізну частину 3а, що ущільнює частину 4а, розташовану ближче до кінця стальної труби, і плече 5а 5 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 крутного моменту на кінці ніпеля 1, яке, в основному, приймає стискаюче зусилля, прикладене в аксіальному напрямі стальної труби при завершенні скручування. Частина ніпеля, яка ближче до кінця, ніж нарізна частина, а саме, частина, що включає поверхню ущільнення 4а і поверхню плеча 5а, являє собою ненарізну металеву контактну частину ніпеля (вказана як плече крутного моменту або фланцева частина). Відповідно, муфта 2 має внутрішню нарізну частину 3b, поверхню ущільнення 4b на її внутрішньому боці і поверхню плеча 5b крутного моменту, яка протиставлена поверхні плеча 5а крутному моменту ніпеля 1, і яка, в основному, приймає стискаюче зусилля, прикладене в аксіальному напрямі з'єднання при завершенні скручування. Частина, що включає поверхню ущільнення 4b і плече 5b крутного моменту, являє собою ненарізну металеву контактну частину ніпеля. Нарізні частини 3а і 3b, поверхні ущільнення 4а і 4b і плечових частин 5а і 5b ніпелі 1 і муфти 2 являють собою контактні поверхні нарізного з'єднання для труб. Ці контактні поверхні повинні мати властивості стійкості до корозійного стирання, газонепроникності і корозійної стійкості. У минулому для цієї мети наносили консистентне мастило, таке як композитне консистентне мастило, що містить частинки важких металів, або одержували в'язке рідке або напівтверде змащувальне покриття на контактних поверхнях. Однак, як указано вище, композитне мастило здійснює несприятливі ефекти на людей і навколишнє середовище, а змащувальне покриття має низьке значення ΔТ, тому, коли здійснюють скручування з високим крутним моментом, ненарізні металеві контактні частини ніпеля і/або муфти (поверхні плеча і/або поверхні ущільнення) переходять в стан текучості до завершення скручування, і існує можливість зниження герметизуючої здатності. Відповідно до даного винаходу, як показано відносно ненарізної металевої контактної частини на фіг. 5а і 5b, контактна поверхня щонайменше одного з ніпеля і муфти покрита змащувальним покриттям 31, утвореним на стальних поверхнях 30а і 30b. У момент скручування нарізного з'єднання для труб це змащувальне покриття демонструє такі ж відмінні властивості і ефект збереження газонепроникності, як і композитне консистентне мастило. Тому, навіть якщо нарізне з'єднання для труб відповідно до даного винаходу повторно зазнає скручування з високим крутним моментом і розкручування без використання консистентного мастила, корозійне стирання нарізного з'єднання для труб може бути відвернене без переходу в стан текучості ненарізної металевої контактної частини ніпеля і муфти, і газонепроникність також може бути гарантована після скручування. Субстрат для змащувального покриття 31а (а саме, контактної поверхні нарізного з'єднання для труб) переважно надають шорсткість поверхні. Таке придання шорсткості поверхні досягається шляхом безпосереднього придання шорсткості поверхні шляхом струминного очищення або травлення поверхні сталі 30а, як показано на фіг. 5(А), або шляхом утворення підготовчого шару 32 для обробки поверхні, який має шорстку поверхню, на поверхні сталі 30b до утворення змащувального покриття 31, як показано на фіг. 5(В). Змащувальне покриття 31а можна одержати шляхом нанесення описаної нижче утворюючої змащувальне покриття композиції відповідним способом, таким як нанесення шляхом натирання, розпилення, занурення або розпилення гарячого розплаву, і потім, якщо це необхідно, випаровування розчинника і сушіння. Змащувальне покриття може бути утворене на контактних поверхнях як ніпелі, так і муфти, але, як показано на фіг. 3, на боці труби, де ніпель і муфту з'єднують в момент відвантаження, досить, щоб змащувальне покриття було утворене на контактній поверхні тільки одного з ніпеля і муфти. У цьому випадку, легше здійснити нанесення для підготовчої обробки поверхні і утворення змащувального покриття на коротке з'єднання, ніж на довгу стальну трубу, таким чином, переважне утворення змащувального покриття на контактній поверхні з'єднання (звичайно контактна поверхня ніпеля). На іншому боці труби, де ніпель і муфта не з'єднані, переважне утворення змащувального покриття на контактних поверхнях як ніпеля, так і муфти, і придання як змащувальних властивостей, так і корозійно-стійких властивостей. Як результат, зниження змащувальних властивостей і газонепроникності через утворення корозії може бути відвернене. Змащувальне покриття повинно покривати всю контактну поверхню ніпеля і/або муфти, але даний винахід включає ситуацію, коли тільки частина контактної поверхні (наприклад тільки поверхня ущільнення) має покриття. 2. Змащувальне покриття (1). Загальне пояснення Нарізне з'єднання для труб відповідно до даного винаходу має змащувальне покриття на контактній поверхні щонайменше одного з ніпеля і муфти з метою запобігання стиранню під час затягування нарізного з'єднання (скручування) і придання з'єднувальному елементу 6 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 антикорозійних властивостей. Змащувальне покриття включає щонайменше наступні компоненти: один або обидва з каніфолі і фториду кальцію, віск, основну сіль металу і ароматичної органічної кислоти і металеве мило. Кожний з цих компонентів являє собою речовину, яка є менш шкідливою для навколишнього середовища (речовина з низьким впливом на навколишнє середовище). Змащувальне покриття, необов'язково, може містити описані нижче додаткові компоненти. Переважно, змащувальне покриття не містить будь-які важкі метали в істотній кількості (конкретно, в кількості 5 % мас. або більше з розрахунку на масу змащувального покриття), і, більш переважно, воно не містить взагалі ніяких важких металів. Композитне консистентне мастило, яке традиційно використовують, містить велику кількість м'яких важких металів, таких як свинець і цинк, в порошкоподібній формі, щоб запобігти корозійному стиранню, яке має місце при контакті металу з металом в контактних поверхнях між ніпелем і муфтою, і запобігти переходу в стан текучості ненарізних металевих контактних частин (ущільнення і плече) такого з'єднання. Однак, відповідно до даного винаходу, описані вище компоненти забезпечують можливість утворення змащувального покриття, яке може демонструвати достатні змащувальні властивості для запобігання виникненню стирання і переходу в стан текучості ненарізних металевих контактних частин при додаванні високого крутного моменту, навіть якщо таке покриття не містить важких металів. Вміст кожного компонента, описаний нижче, являє собою вміст в змащувальному покритті, яке, по суті, є таким, як вміст в розрахунку на загальну кількість нелетких речовин в композиції змащувального покриття для утворення змащувального покриття. Для кожного компонента можна використати дві або більше речовини, в цьому випадку вміст компонента розраховують із загальної кількості таких речовин. Далі в описі всі вмісти в процентах представлені в процентах по масі (% мас.). (2). Ту-підвищуючий компонент (компонент для підвищення Ty) Змащувальне покриття містить один або обидва з каніфолі і фториду кальцію як Тупідвищуючий компонент. (2-1). Каніфоль Каніфоль являє собою природну смолу, що виділяється деревами сімейства соснових. Присутність каніфолі в змащувальному покритті дозволяє забезпечити змащувальне покриття з такою властивістю, що воно має низький опір тертя, коли прикладений крутний момент низький, з підвищенням опору тертя по мірі збільшення крутного моменту. Таким чином, змащувальне покриття, що має підвищене значення ΔТ, де Ty підвищується, тоді як Ts залишається низьким, може бути реалізоване шляхом присутності каніфолі в змащувальному покритті у відповідній кількості. Каніфоль являє собою природну речовину, таким чином, вона має високу біорозкладність і тому відповідає існуючим в цей час критеріям екологічної безпеки, які вимагають високої біорозкладності. Каніфоль являє собою нелетку речовину з олеосмоли сосни, яка міститься в рослинах сімейства соснових. Це смола, утворена з трьох елементів: вуглецю, водню і кисню, і вона містить смоляні кислоти, що мають формулу: С20Н30О2, як основний інгредієнт. Типові смоляні кислоти являють собою абієтинову кислоту і d- і l-пімарову кислоту, але відомі щонайменше 10 ізомерів. Каніфолі класифікуються як рідкі каніфолі, що одержуються шляхом фракціонування неочищеної толової олії, яка є побічним продуктом виробництва крафт-целюлози, живична каніфоль, яку одержують шляхом збирання сирої каніфолі (соснова олеосмола), що виділяється з розрізу стовбура соснового дерева, з подальшим очищенням, і деревні каніфолі, які одержують, піддаючи подрібнені в тріски зрубані соснові дерева екстракції розчинником. Можна використати будь-яку з таких каніфолей. Крім того, різні комерційно доступні похідні каніфолі, такі як складний ефір каніфолі, гідрування каніфолі, полімеризування каніфолі і диспропорціонування каніфолі, також можна використати. Таким чином, термін "каніфоль", що використовується в даному описі, включає як каніфоль, так і похідні каніфолі, описані вище. Вміст каніфолі в змащувальному покритті переважно знаходиться в межах від 0,5 % до 30 %. При вмісті каніфолі менше ніж 0,5 % описаний вище ефект каніфолі є недостатнім. Коли вміст каніфолі більший ніж 30 %, мастило може створювати надзвичайно високий рівень тертя, і є тенденція до легкого виникнення стирання, в залежності від інших компонентів, які присутні в покритті. Крім того, утворення змащувального покриття може ускладнюватися через підвищену в'язкість композиції змащувального покриття. Більш переважно, вміст каніфолі знаходиться в межах 5-25 %, і навіть більш переважний в межах 10-20 %. (2-2). Фторид кальцію 7 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фторид кальцію (CaF2) являє собою екологічно нешкідливу і стабільну речовину. Коли вона присутнє в змащувальному покритті, вона може ефективним чином підвищувати Ty без підвищення Ts і, таким чином, підвищувати ΔТ на графіку крутного моменту, одержаному, коли затягують нарізне з'єднання для труб. Іншими словами, він може діяти таким же чином, як і каніфоль, як описано вище. Як результат, стає можливим довести до завершення скручування нарізного з'єднання для труб з високим крутним моментом, не викликаючи при цьому переходу в стан текучості ненарізних контактних частин. З цією метою фторид кальцію можна включити в змащувальне покриття замість каніфолі або в доповнення до неї. Хоча механізм, по якому фторид кальцію може підвищувати ΔТ, не був з'ясований належно, вважають, що він є наступним. Фторид кальцію є відносно м'яким і має властивості розщеплення, наприклад він розщеплюється під дією швидкої температурної зміни. Тому фторид кальцію в змащувальному покритті не здійснює ніякого ефекту на тертя, коли крутний моменту, з яким здійснюють затягнення нарізного з'єднання для труб, є низьким, але коли крутний момент стає високим, фторид кальцію може виділятися у фрикційну поверхню контакту шляхом стирання покриття і примусово осідати на металевих поверхнях, неначе він прилипає до поверхонь таким же чином, як свинець, збільшуючи, таким чином, тертя відразу після завершення скручування і запобігаючи виникненню стирання. Можна використати як природний, так і синтетичний фторид кальцію. Природний фторид кальцію одержують у вигляді флюориту. Хімічний синтез фториду кальцію можна здійснити за методом Stockbarger, хоча він вимагає великих витрат часу і енергії. Переважно використати фторид кальцію, що має середній діаметр частинок більший ніж 50 мкм, і більш переважно 130 мкм. Вміст фториду кальцію в змащувальному покритті переважно становить від 0,5 % до 30 %. Якщо він менший ніж 0,5 %, його ефект на підвищення ΔТ не є помітним, тоді як якщо він більший ніж 30 %, міцність змащувального покриття може меншати до такої міри, що змащувальна здатність стає недостатньою. Більш переважно, вміст фториду кальцію становить 1-20 %, і ще більш переважний 1-10 %. Коли змащувальне покриття містить і каніфоль, і фторид кальцію, загальний вміст цих речовин переважно становить 0,5-30 % і більш переважний 5-25 %, і ще більш переважний 1020 %. (3). Основна сіль металу і ароматичної органічної кислоти Основна сіль металу і ароматичної органічної кислоти є високоефективною для забезпечення змащувального покриття зі стійкістю до стирання і антикорозійними властивостями. Типові приклади основної солі металу і ароматичної органічної кислоти включають основні сульфонати, основні саліцилати, основні феноляти, основні карбоксилати і подібні. Такі солі мають форму основної солі, утвореної з ароматичної органічної кислоти з залишком лугу (лужного металу або лужно-земельного металу), і вони являють собою подібні мастила або напівтверді речовини, в яких надмірна кількість лугу диспергована у вигляді найдрібніших колоїдних частинок в олії. Ці речовини мають істотні властивості корозійної стійкості в жорсткому режимі, і надмірна кількість солі металу в формі найдрібніших колоїдних частинок демонструє змащувальні властивості. Основна сіль металу і ароматичної органічної кислоти може бути в формі її з'єднання з оксидним воском. Луг, який утворює катіонну частину цієї основної солі металу і ароматичної органічної кислоти, може являти собою лужний метал, але, переважно, вона являє собою лужноземельний метал і, зокрема кальцій, барій або магній. Чим вища основність основної солі металу і ароматичної органічної кислоти, тим вища кількість солі металу, яка працює як мастило, і тим краща стійкість до корозійного стирання. Крім того, коли основність перевищує певний рівень, це має ефект нейтралізації кислотних компонентів, таким чином, антикорозійні властивості змащувального покриття підвищуються. Тому основна сіль металу і ароматичної органічної кислоти в даному винаході переважно має основність (JIS K 2501) (при використанні двох або більше, середньозважене значення основності з урахуванням маси) щонайменше 50 мг КОН/г. Однак, якщо сіль металу має основність перевищуючу 500 мг КОН/г, її гідрофільність збільшується до такого рівня, що вона починає несприятливо впливати на антикорозійні властивості, і може легко виникати корозія. Переважна основність знаходиться в межах 100-500 мг КОН/г, і більш переважно в межах 250450 мг КОН/г. Вміст основної солі металу і ароматичної органічної кислоти в змащувальному покритті, переважно, знаходиться в межах 10-70 %. Якщо він дуже низький, покриття має недостатні властивості стійкості до корозійного стирання і корозії, тоді як якщо він дуже високий, міцність 8 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 покриття може бути недостатньою для збереження покриття. Більш переважно, вміст основної солі металу і ароматичної органічної кислоти знаходиться в межах 20-60 %, і ще більш переважне в межах 40-50 %. (4). Металеве мило Металеве мило являє собою сіль жирної кислоти з металом, відмінним від лужного металу. Подібно основної солі металу і ароматичної органічної кислоти металеве мило може забезпечувати змащувальне покриття як зі стійкістю до стирання, так і антикорозійними властивостями. Однак через різні механізми цих двох компонентів ці два компоненти використовують в поєднанні, роблячи можливим, таким чином, одержання змащувального покриття з високим рівнем властивостей стійкості до корозійного стирання і до корозії. З точки зору змащувальних властивостей і антикорозійних властивостей, жирна кислота, яка входить до складу металевого мила, переважно являє собою кислоту, яка містить 12-30 атомів вуглецю. Жирна кислота може бути як насиченою, так і ненасиченою. Можна використати змішані жирні кислоти, одержані з природних масел і жирів, таких як яловичий жир, свинячий жир, ланолін, пальмова олія, рапсова олія, кокосова олія, а також окремі сполуки, такі як лауринова кислота, тридецилова кислота, міристинова кислота, пальмітинова кислота, ланопальмітинова кислота, стеаринова кислота, ізостеаринова кислота, олеїнова кислота, елаїдинова кислота, арахідинова кислота, бегенова кислота, ерукова кислота, лігноцеринова кислота, ланоцеринова кислота, сульфонова кислота, саліцилова кислота і карбонова кислота. Також можна використати суміш таких кислот. Сіль, переважно, знаходиться в формі солі кальцію або цинку, але можна використати і інші солі лужних металів (такі як солі магнію або сіль барію) або солі інших металів. Солі можуть являти собою або нейтральну сіль, або основну сіль. Вміст металевого мила в змащувальному покритті, переважно, знаходиться в межах 2-30 %. Якщо він дуже низький, передбачуваний ефект металевого мила є недостатнім, а якщо він дуже високий, змащувальне покриття може мати знижену адгезію або міцність. Більш переважно, вміст знаходиться в межах 5-25 %, і ще більш переважно в межах 10-20 %. Як описано вище основна сіль металу і ароматичної органічної кислоти і металеве мило обидва є ефективними для поліпшення властивостей стійкості до корозійного стирання і антикорозійних властивостей. Для успішного досягнення такого ефекту загальна кількість цих двох компонентів переважна повинно становити щонайменше 30 %, більш переважно щонайменше 40 %, і ще більш переважно щонайменше 50 %. Верхня межа цього загального вмісту переважно становить 90 %, і більш переважна 80 %. (5). Віск Віск не тільки має ефект запобігання стиранню, але він також знижує текучість композиції змащувального покриття і поліпшує міцність покриття, що одержується. Можна використати будь-яке з воску тваринного походження, рослинного походження, мінеральний і синтетичний віск. Прикладами воску, які можна використати, є віск тваринного походження, такий як бджолиний віск і китовий жир; віск рослинного походження, такий як рослинний віск, віск карнауби, канделільський віск і рисовий віск; мінеральний віск, такий як парафіновий віск, мікрокристалічний віск, петролатум, гірський віск, озокерит і церезин; і синтетичний віск, такий як окисний віск, поліетиленовий віск, віск Фі Шера-Тропша, амідний віск, отверджена касторова олія (касторовий віск). З них, парафіновий віск з молекулярною масою 150-500 є особливо переважним. Вміст воску в змащувальному покритті, переважно, знаходиться в межах 2-30 %. Якщо він дуже низький, адгезія змащувального покриття знижується. Більш переважно, вміст знаходиться в межах 2-20 %, і ще більш переважно в межах 5-15 %. Крім описаних вище компонентів змащувальне покриття, що утворюється на нарізному з'єднанні для труб відповідно до даного винаходу, може містити один або декілька додаткових компонентів, які необхідні. (6). Змащувальний порошок Змащувальний порошок являє собою компонент, який переважно міститься в змащувальному покритті, оскільки він може додатково поліпшувати властивості стійкості до корозійного стирання змащувального покриття, підтримуючи при цьому низьке значення Ts шляхом підвищення міцності покриття і придушення його текучості при високих температурах. Як змащувальний порошок використовують нетоксичний і нешкідливий порошок, вибраний з тих, які використовують в так званих твердих мастилах. Переважно, використовують один або декілька змащувальних порошків, вибраних з графіту, дисульфіду вольфраму (WS 2), дисульфіду молібдену (МоS2), дисульфіду олова, фториду графіту, нітриду бору (BN), кріоліту і 9 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 PTFE (політетрафторетилен). З них, графіт є переважним в світлі його стабільності в корозійному середовищі і з екологічної точки зору. Графіт поділяється на природний графіт і штучний графіт. З них, природний графіт є більш дешевим. Природний графіт поділяється на лускатий графіт, лускоподібний графіт і аморфний графіт, відповідно до його зовнішнього вигляду. З них, аморфний графіт, який є найменше кристалічним графітом, є переважним для одночасного досягнення підвищення ΔТ і поліпшення стійкості до корозійного стирання. Крім того, беручи до уваги електричні і термічні властивості, аморфний графіт, який має вміст золи 0,2-5,5 % маси., і кристалічність максимально 98 %, є переважним. Зокрема переважним є аморфний графіт, що має кристалічність 90-98 %. Середній діаметр частинок графіту переважно становить 1-20 мкм, і більш переважно 1-15 мкм. Коли змащувальне покриття містить змащувальний порошок, його вміст переважно знаходиться в межах 0,5-20 %. Вміст менше 0,5 % є недостатнім для забезпечення бажаного ефекту, тоді як вміст більше 20 % може заважати ефектам інших компонентів і несприятливо впливати на диспергування змащувального порошку для утворення однорідної дисперсії і текучість змащувального покриття під час тертя. Вміст змащувального порошку переважно знаходиться в межах 0,5-10 %, і навіть більш переважно в межах 1-5 %. (7). Карбонат магнію Коли змащувальне покриття містить карбонат магнію (MgCO 3) разом з каніфоллю і фторидом кальцію, ефект каніфолі і фториду кальцію на підвищення ΔТ ще більше посилюється. Як результат, навіть якщо нарізне з'єднання для труб затягують з дуже високим крутним моментом, стає можливим завершити згвинчування, не викликаючи при цьому переходу в стан текучості ненарізних металевих контактних частин. З цією метою карбонат магнію можна включити в змащувальне покриття. Можна використати або природний, або синтетичний карбонат магнію. Доломіт [CaMg(CO3)2], природний мінерал, який являє собою подвійну сіль, що включає карбонат магнію і карбонат кальцію, можна використати в змащувальному покритті як джерело карбонату магнію. Основний карбонат магнію [mMgCO3Mg(OH)2nH2O], який одержують шляхом додавання карбонату натрію або карбонату калію до водного розчину магнієвої солі, щоб викликати осадження, також можна використати. Основний карбонат магнію має різні композиції (значення для m і n в представленій вище формулі) в залежності від способу його одержання. Звичайно m має значення в межах від 3 до 5, і n має значення в межах від 3 до 7. Звичайно, можна використати карбонат магнію, одержаний способом хімічного синтезу. Карбонат магнію, що має середній діаметр частинок 0,1-10 мкм є переважним. Коли змащувальне покриття містить карбонат магнію, його вміст переважно знаходиться в межах 0,5-30 %. Вміст менше 0,5 % є недостатнім для забезпечення бажаного ефекту, тоді як вміст більше 30 % може знижувати міцність змащувального покриття. Більш переважно, вміст знаходиться в межах 1-20 %, і навіть більш переважний в межах 1-10 %. Також переважно, щоб загальний вміст карбонату магнію і каніфолі і/або фториду кальцію не перевищував 30 %. (8). Вуглевод Вуглевод, коли він присутній в змащувальному покритті, має ефект підвищення ΔТ при згвинчуванні нарізного з'єднання. Механізм цього ефекту ще не з'ясований, але вважають, що він пов'язаний з високою в'язкістю, яку вуглевод демонструє при високому тиску. Приклади вуглеводу, який можна використати в даному винаході, включають моносахариди, такі як глюкоза; дисахариди, такі як сахароза; олігосахариди, включаючи декстрини, такі як декстрин і циклодекстрини; полісахариди, включаючи крохмаль (наприклад пшеничний крохмаль, кукурудзяний крохмаль, тапіоковий крохмаль і картопляний крохмаль), солі фосфатного складного ефіру, утворений з цим крохмалем (наприклад солі лужних металів), целюлози (наприклад целюлоза з тростини, соломи, опілок і деревна целюлоза), солі фосфатного складного ефіру, утворені з цією целюлозою (наприклад солі лужних металів), глюкоманан (такий як коньячний порошок), галактуронан, ксилан, фруктан і подібні; і альгінатні солі (наприклад солі лужних металів). Особливо переважними вуглеводами є декстрини, включаючи циклодекстрини, і ще більш переважними є циклодекстрини (також звані як декстрини Schardinger, циклоамілози, цикломальтози або циклоглюкани). Циклодекстрини являють собою циклічні олігосахариди, що складаються з 6-8 глюкопіранозних ланок, яких циклізуються через α 1-4 зв'язок. Циклодекстрин, що містить 6, 7 або 8 глюкопіранозних ланок, називається β-циклодекстрином, α-циклодекстрином або γ-циклодекстрином, відповідно. Будь-яке з α-, β- і γ-циклодекстринов демонструє задовільний ефект в змащувальному покритті, але особливо переважним є βциклодекстрин, оскільки він має найбільш переважний ефект. 10 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 Коли змащувальне покриття містить вуглевод, його вміст переважно знаходиться в межах 0,1-20 %. Вміст менше 0,1 % дає незначний ефект, тоді як вміст більше 20 % може знижувати міцність змащувального покриття, а отже, і його змащувальні властивості. Більш переважно, вміст знаходиться в межах 0,5-15 %, і навіть більш переважно в межах 1-10 %. (9). Інші необов'язкові добавки Змащувальне покриття, що утворюється на нарізному з'єднанні для труб відповідно до даного винаходу, може містити один або декілька компонентів, відмінних від тих, які описані вище, наприклад компонентів, вибраних органічних смол і різних масел і добавок (такі як агенти надвисокого тиску), які традиційно використовують в змащувальному покритті. (9-1). Органічна смола Органічна смола і особливо термопластична смола має дію придушення клейкості змащувального покриття і збільшує товщину покриття. Більш того при введенні у фрикційну поверхню контакту, вона підвищує стійкість до корозійного стирання і зменшує тертя між контактними поверхнями нарізного з'єднання для труб, навіть коли додається високий крутний момент скручування (високе напруження). Прикладами термопластичних смол, які можна використати, є поліуретанові смоли, поліпропіленові смоли, полістирольні смоли, поліметилакрилатні смоли, смоли на основі співполімерів стиролу/складного ефіру акрилової кислоти і поліамідні смоли. Співполімери або суміші таких смол або суміші таких смол з іншими термопластичними смолами також можна використати. Термопластична смола переважно має густину (Японський промисловий стандарт K 7112) в межах 0,9-1,2, і температура її термічної деформації (Японський промисловий стандарт K 7206) переважно знаходиться в межах 50-150 °C з одержанням більш високої змащувальної здатності внаслідок легкості деформування між поверхнями нарізного з'єднання, що труться для труб. Якщо термопластична смола присутня в змащувальному покритті в формі частинок, це працює на змазування таким же чином, як тверде мастило при введенні у фрикційну поверхню контакту, і це особливо ефективне для поліпшення стійкості до корозійного стирання. Тому термопластична смола переважно присутня в змащувальному покритті в формі порошку і, зокрема порошку, що складається з сфероїдальних частинок. У цьому випадку, якщо композиція, та, що використовується для одержання змащувального покриття (нижче вказана як "композиція змащувального покриття") містить розчинник, вибирають термопластичну смолу, яка не розчиняється в цьому розчиннику. Порошок термопластичної смоли може бути диспергований або суспендований в розчиннику, і не має значення, набухає він в розчиннику чи ні. Порошок термопластичної смоли переважно має дрібний діаметр частинок, з точки зору підвищення товщини покриття і посилення стійкості до корозійного стирання. Однак, якщо діаметр частинок менше ніж 0,05 мкм, гелеутворення в композиції змащувального покриття стає помітним. І це ускладнює одержання покриття, що має рівномірну товщину. З іншого боку, якщо діаметр частинок перевищує 30 мкм, це ускладнює введення порошку у фрикційну поверхню контакту, і він має тенденцію до утворення осаду або флотації в змащувальному покритті, ускладнюючи, таким чином, одержання однорідного покриття. Отже, діаметр частинок порошку термопластичної смоли переважно знаходиться в межах 0,05-30 мкм, і більш переважно в межах 0,07-20 мкм. Коли змащувальне покриття містить органічну смолу, її вміст в покритті переважно становить не більше 10 %, і більш переважно знаходиться в межах 0,1-5 %. (9-2). Масляні компоненти Масляний компонент означає змащувальний компонент, який використовують в змащувальній олії, і який є рідким (який може бути в'язким або жирним) при кімнатній температурі, і який сам має змащувальні властивості. Прикладами корисних масляних компонентів є природні жирні олії, синтетичний складний ефір і мінеральні олії. Випадково виявилося, що описана вище сіль металу і ароматичної органічної кислоти являє собою різновид масляних компонентів. Жирна олія природного походження, яка можна використати як масляний компонент, включає яловичий жир, свинячий жир, ланолін, пальмову олію, рапсову олію і кокосову олію. Мінеральна олія (включаючи синтетичну мінеральну олію), яка має в'язкість 10-300 сСт при 40 °C, також можна використати як масляний компонент. Жирна олія природного походження в основному використовується з метою регулювання в'язкості змащувального покриття. Синтетичний складний ефір може підвищувати пластичність термопластичної смоли і одночасно підвищувати текучість змащувального покриття, коли покриття зазнає гідростатичного тиску. Синтетичний складний ефір з високою температурою плавлення також 11 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 може служити для регулювання температури плавлення і твердості (або м'якість) змащувального покриття відповідно до даного винаходу. Приклади синтетичного складного ефіру включають моноефіри жирних кислот, диефіри двоосновних кислот і складний ефір жирних кислот триметилолпропану і пентаеритриту. Приклади моноефірів жирних кислот включають моноефіри карбонових кислот, що містять 12-24 атомів вуглецю, таких як міристинова кислота, пальмітинова кислота, стеаринова кислота, олеїнова кислота, ізостеаринова кислота, лінолева кислота, ліноленова кислота, елаїдинова кислота, арахідинова кислота, бегенова кислота, ерукова кислота, лігноцеринова кислота, з вищими спиртами, що містять 8-20 атомів вуглецю, такими як октиловий спирт, каприловий спирт, ноніловий спирт, дециловий спирт, лауриловий спирт, тридециловий спирт, міристиловий спирт, цетиловий спирт, стеариловий спирт, ізостеариловий спирт, олеїловий спирт і дециловий спирт. Приклади діефірів двоосновних кислот включають діефіри двоосновних кислот, що містять 6-10 атомів вуглецю, таких як адіпінова кислота, пімелінова кислота, суберінова кислота, азелаїнова кислота і себацинова кислота, з вищими спиртами, що містять 8-20 атомів вуглецю, такими як перераховані вище в зв'язку з моноефірами. Приклади жирних кислот, які утворюють складний ефір жирної кислоти триметилолпропану або пентаеритриту, включають кислоти, що містять 8-18 атомів вуглецю, такі як каприлова кислота, децилова кислота, лауринова кислота, міристинова кислота, пальмітинова кислота, стеаринова кислота, олеїнова кислота і ізостеаринова кислота. Коли змащувальне покриття містить масляний компонент, вміст масляного компонента переважно становить щонайменше 0,1 % для досягнення поліпшення стійкості до корозійного стирання. Для запобігання зниженню міцності покриття, його вміст переважно становить не більше 5 %. (9-3). Агент витримування надвисокого тиску Агент витримування надвисокого тиску має ефект підвищення стійкості до корозійного стирання змащувального покриття при додаванні в невеликих кількостях. Необмежуючі приклади агента надвисокого тиску включають вулканізовані масла, полісульфіди, фосфати, фосфіти, тіофосфати і солі металів і дитіофосфорної кислоти. Коли він присутній в змащувальному покритті, вміст агента надвисокого тиску переважно знаходиться в межах 0,055 %, і більш переважно 0,05-3 %. Прикладами переважних вулканізованих масел є сполуки, які одержують шляхом додавання сірки до ненасиченого тваринного масла або рослинної олії, таким як оливкова олія, касторова олія, рисова олія, олія з насіння бавовнику, рапсова олія, соєва олія, кукурудзяна олія, яловичий жир і свинячий жир, і нагрівання суміші, при цьому одержане масло містить 5-30 % мас. сірки. Прикладами переважних полісульфідів є полісульфідні сполуки формули R 1-(S)c-R2 (де R1 і R2 можуть бути однаковими або відмінними один від одного і означають алкільну групу, що містить 4-22 атомів вуглеводу, арильну групу, алкіларильну групу або арилалкільну групу, кожна з яких містить до 22 атомів вуглеводу, і являє собою ціле число, що має значення від 2 до 5) і олефінсульфіди, що містять 2-5 сірчаних зв'язків в одній молекулі. Дибензилдисульфід, ди-третдодецилполісульфід і ди-трет-нонілполісульфід є особливо переважними. Фосфати, фосфіти, тіофосфати і солі металів і дитіофосфорної кислоти можуть мати наступні формули: фосфати: (R3О)(R4О)Р(=О)(ОR5) фосфіти: (R3О)(R4О)Р(ОR5) тіофосфати: (R3О)(R4О)Р(=S)(ОR5) солі металів і дитіофосфорної кислоти: [(R3О)(R6О)Р(=S)-S]2-M. У представлених формулах R3 і R6 означають алкільну групу, циклоалкільну групу, алкілциклоалкільну групу або арильну групу, алкіларильну групу або арилалкільну групу (кожна з цих груп містить до 24 атомів вуглеводу), R4 і R5 означають атом водню або алкільну групу, циклоалкільну групу, алкілциклоалкільну групу, арильну групу, алкіларильну групу або арилалкільну групу (кожна з цих груп містить до 24 атомів вуглеводу), і М означає молібден (Мо), цинк (Zn) або барій (Ba). Особливо переважні приклади цих сполук включають трикрезилфосфат і діоктилфосфат для фосфатів; тристеарилфосфіт, тридецилфосфіт і далаурилгідрофосфіт для фосфітів; триалкілтіофосфат, в якому кожний з R3, R4 і R5 являє собою алкільну групу, що містить 12 або 13 атомів вуглецю, і алкілтрифенілтіофосфат для тіофосфатів; і цинкдіалкілдитіофосфат, в якому R3 і R6 являє собою алкільну групу, що містить 3-20 атомів вуглецю, для солей металів і дитіофосфорної кислоти. 3. Композиція змащувального покриття 12 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 Змащувальне покриття одержують шляхом одержання композиції змащувального покриття, що включає описані вище компоненти, і нанесення композиції на контактну поверхню нарізного з'єднання для труб з подальшим сушінням одержаного покриття, якщо це необхідно. У доповнення до описаних вище компонентів, композиція змащувального покриття, яку використовують, може містити леткий органічний розчинник, в залежності від способу і умов нанесення композиції. Нанесення композиції, яка містить розчинник, ефективно сприяє утворенню змащувального покриття, що має однорідну товщину і структуру. У цьому випадку, вміст кожного з описаних вище компонентів в композиції змащувального покриття визначають з розрахунку на загальну кількість нелетких компонентів (тобто компонентів, відмінних від розчинника). Леткий органічний розчинник використовують як розчинник в композиції покриття. На відміну від базового масла в змащувальному маслі, розчинник випаровується в процесі утворення покриття, і не залишається, по суті, ніякого розчинника в змащувальному покритті, що одержується. "Леткий" означає, що він має тенденцію до випаровування, коли він знаходиться в формі покриття при температурі від кімнатної температури до 150 °C. Однак, оскільки змащувальне покриття відповідно до даного винаходу має форму в'язкої рідини або є напівтвердим, можливо, що невелика кількість розчинника залишається в покритті. Переважно, розчинник може розчиняти каніфоль. Також переважно, щоб розчинник не розчиняв віск. Приклади летких розчинників, які є відповідними для використання в даному винаході, включають нафтові розчинники, такі як очищаючі розчинники і уайт-спірити, обидва ці типи визначені в Японський промисловий стандарт K 2201 як промисловий бензин, спеціальний ароматичний бензин-розчинник, ксилол і целосольви. Можна використати суміш з двох або більше з них. Розчинник, що має температуру спалаху щонайменше 30 °C, температуру початку кипіння щонайменше 150 °C і температуру википання не більше 210 °C, є переважним з точки зору того, що він відносно простий в звертанні і швидко випаровується, таким чином, час сушіння може бути коротким. Композиція змащувального покриття може додатково містити один або декілька додаткових компонентів, таких як антиоксидант, консервант і барвник, в доповнення до описаних вище компонентів. Композиція змащувального покриття може бути одержана традиційним способом. Наприклад у випадку композиції змащувального покриття, яка не містить розчинника, віск спочатку нагрівають для розплаву при температурі вище, ніж температура його плавлення, і інші компоненти змішують з розплавом з одержанням композиції змащувального покриття. Якщо одержана композиція залишається в рідкому стані, її можна наносити на нарізне з'єднання для труб як таку або після її розбавлення розчинником. Альтернативно, рідку композицію можна наносити після нагрівання в стані, в якому вона має підвищену текучість. Якщо одержана композиція покриття знаходиться в твердій або напівтвердій формі, її можна наносити з використанням розпилювача після того, як вона стає текучою після нагрівання, як в покритті, що наноситься методом гарячого розплаву. Тверду композицію можна наносити таким же способом, як спосіб нанесення порошкового покриття, шляхом осадження композиції в формі порошку на нагріте нарізне з'єднання для труб і давши композиції розплавитися, якщо необхідно при нагріванні. Після охолоджування утворюється змащувальне покриття. Композицію змащувального покриття також можна одержати з використанням леткого органічного розчинника, без розплаву воску, шляхом розчинення або диспергування всіх компонентів покриття в розчиннику. У цьому випадку, в'язкість (кінематична в'язкість в сСт -6 2 (сантистокси), виміряна віскозиметром Брукфілда) композиції змащувального покриття може бути вибрана відповідним чином в залежності від способу нанесення покриття, і її можна регулювати кількістю розчинника, що додається. Переважна в'язкість становить -6 2 максимально 4000 сСт при 40 °C у випадку нанесення покриття при допомозі -6 2 спрея або занурення, і максимально 1000 сСт при 60 °C у випадку нанесення покриття шляхом натирання. 4. Товщина змащувального покриття Товщина змащувального покриття переважно знаходиться в межах 10-500 мкм, і більш переважно в межах 20-200 мкм. Змащувальне покриття переважно має достатню товщину для заповнення невеликих зазорів в контактних поверхнях, таких як зазори між гребенями різі. Якщо товщина покриття менша ніж 10 мкм, характерні ефекти в'язкого рідкого або напівтвердого змащувального покриття, наприклад те, що масло просочується з фрикційної поверхні через гідростатичний тиск, що утворюється в крутний момент, і те, що масляні змащувальні компоненти протікають в 13 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 зазор з інших зазорів, вже не можуть легко виникати. Крім того, антикорозійні властивості також є недостатніми. З іншого боку, якщо змащувальне покриття дуже товсте, це веде не тільки до втрат мастила, але заважає запобіганню забрудненню навколишнього середовища, що є однією з цілей даного винаходу. З цієї точки зору, верхня межа товщини змащувального покриття переважно знаходиться навколо 500 мкм. Однак, як пояснюється нижче, коли контактна поверхня, на якій утворюється покриття, є шорсткою, товщину змащувального покриття переважно роблять більше, ніж значення Rz (середня шорсткість поверхні від 10 точок) контактної поверхні з доданою їй шорсткістю. Коли контактній поверхні додають шорсткість, товщина змащувального покриття являє собою середнє значення товщини покриття по всьому покриттю, що можна розрахувати з урахуванням площі, маси і щільності покриття. Як загальна тенденція, що стосується зовнішнього вигляду змащувального покриття, коли покриття містить значну кількість масляного компонента (відмінного від основної солі металу і ароматичної органічної кислоти), воно стає в'язким рідким покриттям, а коли кількість масляного компонента невелика або коли покриття не містить масляного компонента, воно стає напівтвердим покриттям. 5. Підготовча обробка поверхні Для поліпшення стійкості до корозійного стирання бажано, щоб контактна поверхня або поверхні нарізного з'єднання для труб, на яких утворюється змащувальне покриття відповідно до даного винаходу, зазнавали підготовчої обробки поверхні, щоб зробити поверхню шорсткою перед нанесенням змащувального покриття. Придання шорсткості або робити поверхню шорсткою означає будь-який спосіб, за допомогою якого може бути утворена поверхня, що має шорсткість, яка більша, ніж шорсткість поверхні, що утворюється машинним способом, яка становить 3-5 мкм. Приклади такої підготовчої обробки включають дробоструминну обробку шляхом вистрілювання вибухового матеріалу, такого як сферичний дріб або гострі осколки металу; і травлення шляхом занурення в сильно кислотний розчин, такий як сірчана кислота, хлористоводнева кислота, азотна кислота або фтористоводнева кислота, для одержання шорсткої поверхні. Цими способами додають шорсткість самої контактної поверхні, як показано на Фіг. 5(А). Інший тип підготовчої обробки поверхні для придання їй шорсткість являє собою спосіб, здатний до утворення підготовчого (що підстилає) покриття, що має підвищену шорсткість поверхні, на контактній поверхні, як показано на Фіг. 5(В). Така підготовча обробка поверхні включає обробку, що включає хімічне перетворення, таку як фосфатна обробка, оксалатна обробка або боратна обробка, де утворюється пористе покриття, що складається з голчатих кристалів або подібне, що має велику шорсткість поверхні; і осадження металевого покриття. Осадження металевого покриття, яке можна використати, включає електроосадження з використанням міді, заліза, олова, цинку або їх сплавів (на виступаючі частини переважно осаджують покриття, щоб поверхня стала трохи більш шорсткою); осадження металу в режимі удару, здатне утворювати пористе покриття; і електроосадження біметалічного покриття для утворення покриття, що включає дрібні тверді частинки, диспергування в металі (шорсткість поверхні додають тверді частинки, які виступають з нанесеного покриття). Два або більше з описаних вище способів можна застосовувати з метою придання шорсткості контактної поверхні. Який би спосіб обробки поверхні не використали для контактної поверхні, його переважно здійснюють таким чином, щоб поверхня мала шорсткість поверхні Rz в межах 5-40 мкм. Якщо Rz менше ніж 5 мкм, не можна в достатній мірі поліпшити адгезію і утримання змащувального покриття. З іншого боку, якщо Rz більше ніж 40 мкм, тертя поверхні істотно збільшується, і є випадки, коли покриття не може витримувати сили зсуву і сил стиснення в умовах високого тиску, тому легко руйнується або відшаровується. З точки зору адгезії змащувального покриття, способи обробки поверхні, за допомогою яких можна одержати пористе покриття, тобто обробка, що включає хімічне перетворення, і осадження металевого покриття в режимі удару є переважними. У цьому випадку, щоб пористе покриття мало шорсткість поверхні щонайменше 5 мкм, покриття переважно має товщину щонайменше 5 мкм. Немає ніякої верхньої межі товщини покриття, але звичайно вона становить максимально 50 мкм, і переважно максимально 40 мкм. Шляхом утворення змащувального покриття зверху пористого покриття, утвореного шляхом підготовчої обробки поверхні, адгезія змащувального покриття підвищується внаслідок так званого "анкерного ефекту". Як результат, відшарування змащувального покриття буде ускладненим, навіть якщо повторюють скручування і розкручування, безпосередній контакт між металами в контактній 14 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні ефективно запобігається, і стійкість до корозійного стирання, газонепроникність і корозійна стійкість ще більш підвищуються. Особливо переважними способами для підготовчої обробки поверхні з утворенням пористого покриття є фосфатна обробка (фосфатування) з використанням фосфату марганцю, фосфату цинку, фосфату заліза-марганцю або фосфату цинку-кальцію і осадження металевого покриття в ударному режимі з утворенням цинкового покриття або покриття з сплаву цинку і заліза. З точки зору адгезії змащувального покриття, що утворюється зверху цього покриття, покриття з фосфату марганцю є переважним, а з точки зору запобігання корозії, переважним є цинкове покриття або покриття з сплаву цинку із залізом, яке, як можна чекати, буде забезпечувати ефект запобігання корозії, завдяки цинку. Фосфатування можна здійснити шляхом занурення або розпилення традиційним способом. Можна використати звичайний розчин для фосфатування для використання в обробці стальних частин з цинковим гальванопокриттям, який являє собою кислотний розчин фосфату. Наприклад типовий цинковий фосфатувальний розчин включає 1-150 г/л фосфатних іонів, 3-70 г/л цинкових іонів, 1-100 г/л нітратних іонів і 0-30 г/л нікелевих іонів. Також можна використати марганцевий фосфатувальний розчин, який часто використовують для обробки поверхні нарізного з'єднання для труб. Температура розчину для фосфатування, який використовують, може бути від кімнатної температури до 100 °C, і тривалість обробки може бути до 15 хвилин в залежності від бажаної товщини покриття. Для прискорення утворення фосфатного покриття, перед фосфатуванням, на підлягаючу обробці поверхню можна нанести водний розчин для кондиціонування поверхні, який містить колоїдний титан. Після обробки фосфатувальним розчином оброблену поверхню переважно промивають холодною або теплою водою перед сушінням. Осадження металевого покриття в ударному режимі можна здійснити шляхом механічного осадження, коли частинки стикаються з матеріалом, на який наносять покриття, всередині барабана, що обертається, або шляхом струминного осадження, коли частинки співударяються з матеріалом, на який наносять покриття, з використанням дробоструминного апарату. У даному винаході досить покриття тільки контактної поверхні, тому переважно використати дробоструминний спосіб покриття, який може забезпечити локалізоване покриття. Нанесення покриття дробоструминним способом можна здійснити з використанням частинок, що мають ядро на основі заліза, покрите цинком або цинковим сплавом, забезпечуючи їх наголос об контактну поверхню, на яку наносять покриття. Такі частинки переважно мають вміст цинку або цинкового сплаву в межах 20-60 %, і діаметр частинок в межах 0,2-1,5 мм. Коли частинки ударяються об контактну поверхню, тільки цинковий або покриваючий шар частинок, що складається з цинкового сплаву зчіплюється з контактною поверхнею, таким чином, пористе покриття з цинку або цинкового сплаву утвориться зверху на контактній поверхні. Нанесення покриття дробоструминним способом може забезпечувати осаджене покриття, що має хорошу адгезію зі стальною поверхнею, незалежно від складу сталі. Можна використати інший тип обробки поверхні. Наприклад один або декілька шарів, що наносяться з металом або металевим сплавом є ефективними для поліпшення адгезії змащувального покриття з поверхнею його субстрат і, отже, для поліпшення стійкості до корозійного стирання нарізного з'єднання для труб, хоча вони не впливають істотним чином на шорсткість поверхні. Приклади таких способів осадження покриття включають електроосадження з використанням металів, таких як Cu, Sn або Ni або його сплави. Можливо нанесення одного або декількох шарів покриття. Конкретні приклади такого електроосадження включають електроосадження Cu, електроосадження Sn і електроосадження Ni, а також електроосадження одного шару з Cu-Sn сплавом або Cu-Sn-Zn сплавом, електроосадження двох шарів з Cu шаром і Sn шаром, і електроосадження трьох шарів з Ni шаром, Cu шаром і Sn шаром. Для нарізного з'єднання для труб, виготовленого з сталі, що має вміст Cr більше ніж 5 %, яка легко може випробовувати стирання, переважно здійснювати підготовчу обробку поверхні шляхом електроосадження одного шару з сплаву Cu-Sn або сплаву Cu-Sn-Zn, або багатошарового електроосадження, де поєднують таке нанесення покриття з сплаву, нанесення Cu покриття, нанесення Sn покриття і нанесення Ni покриття для утворення двох або більше нанесених електроосадженням шарів, наприклад двошарове електроосадження, що включає нанесення Cu шару-Sn шару, нанесення Ni шару-Sn шару або нанесення Ni шару-шару з сплаву Cu/Sn/Zn, і трьохшарове електроосадження, що включає нанесення Ni шару-Cu шару-Sn шару. У випадку нанесення багатошарового покриття, найнижчий нанесений шар (звичайно Ni або Cu) є надзвичайно тонким шаром з товщиною порядку 1 мкм або менше, нанесений методом, який називається як попереднє покриття тонким шаром металу. Товщина електроосаджуваного 15 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 покриття такого типу (загальна товщина у випадку багатошарового осадження) переважно знаходиться в межах 5-15 мкм. 6. Верхнє сухе покриття Описане вище змащувальне покриття, що утворюється на контактній поверхні нарізного з'єднання для труб відповідно до даного винаходу, являє собою в'язке рідке або напівтверде покриття, яке має більш або менш липку поверхню. Зокрема змащувальне покриття в формі в'язкої рідини має більшу клейкість. Як результат, особливо коли OCTG, які з'єднуються нарізним з'єднанням для труб, встановлюються вертикально, іржа, що залишається на внутрішній поверхні OCTG і абразивні частинки для дробоструминної обробки, які вводять в OCTG для видалення іржі, опадають і вони прилипають до змащувального покриття і, зрештою, є навантаженими в нього. Це спричиняє погіршення змащувальних властивостей покриття, оскільки укладені в його боці речовини не можна повністю видалити повітряним продуванням або подібними засобами. Для усунення цієї проблеми, зверху змащувального покриття може бути утворене тонке сухе тверде покриття. Сухе тверде покриття може являти собою покриття із звичайної смоли (наприклад покриття з епоксидної смоли, поліамідної смоли, поліамідимідної смоли або вінілової смоли), і воно може бути утворене з композиції покриття або на водній основі, або на основі органічного розчинника. Невелика кількість воску може бути включена в таке покриття. Досить, щоб товщина верхнього сухого покриття грубо знаходилася в межах 5-40 мкм. 7. Обробка поверхні іншого елемента Коли змащувальне покриття відповідно до даного винаходу утворюють на контактній поверхні тільки одного з ніпеля і муфти (наприклад муфти) нарізного з'єднання для труб, контактну поверхню іншого елемента (наприклад ніпелі), яка не має такого покриття, можна залишити необробленою, але, переважно, її піддають описаній вище підготовчій обробці поверхні для придання шорсткості контактній поверхні. Таким чином, придання шорсткості поверхні можна здійснити способом, вибраним з струминної обробки, травлення, хімічного перетворення з використанням фосфату, оксалату або борату, електроосадження, осадження в режимі удару і електроосадження композита з утворенням осажденного покриття, що містить дрібні тверді частинки, і поєднання двох або більш таких способів. Як результат, коли інший елемент з'єднують з першим елементом, який має змащувальне покриття відповідно до даного винаходу на його контактній поверхні, контактна поверхня іншого елемента, що не має змащувального покриття, демонструє хорошу здатність утримання змащувального покриття з першого елемента через анкерний ефект, що одержується при приданні поверхні шорсткості, підвищуючи, таким чином, стійкість до корозійного стирання нарізного з'єднання для труб. Для придання антикорозійних властивостей, може бути утворене відоме запобігаюче іржу покриття, таке як покриття з УХ-отверджуваної смоли або термоотверджуючої смоли, як це необхідно, зверху контактної поверхні іншого елемента, яка може бути або необробленою, або їй можна додати шорсткість, як описано вище. Шляхом запобігання відвертості контактної поверхні для повітря за допомогою такого запобігаючого іржу покриття, навіть коли контактна поверхня зазнає контакту з конденсованою водою в процесі зберігання, поява іржі на контактній поверхні запобігається. Оскільки немає ніяких обмежень, що стосуються способу обробки поверхні контактної поверхні іншого елемента, можна використати інші способи обробки поверхні, які не були описані вище. Наприклад змащувальне покриття, відмінне від покриття відповідно до даного винаходу, може бути утворене на такій контактній поверхні. Приклади Ефекти даного винаходу будуть проілюстровані представленими нижче прикладами, які не призначені для обмеження даного винаходу будь-яким чином. Далі в описі контактна поверхня, що включає нарізну частину і ненарізну металеву контактну частину ніпеля, буде вказана як "поверхня ніпеля", а контактна поверхня, що включає нарізну частину і ненарізну металеву контактну частину муфти, буде вказана як "поверхня муфти". У прикладах використали нарізне з'єднання для труб (зовнішній діаметр 17,78 см (7 дюймів), товщина стінки 1,036 см (0,408 дюймів), поліпшене нарізне з'єднання для труб, що має нарізну частину і ненарізну металеву контактну частину і плече) виготовлену з вуглецевої сталі А, Cr-Mo сталі В, 13 % Cr сталі С або високолегованої сталі D, як показано в Таблиці 1 (стирання виникає із зростаючою легкістю від композиції А до композиції D). Ці нарізні з'єднання для труб скручували (затягували) з крутним моментом скручування, який є оптимальним для форми різі (інтерференція). Оптимальний крутний момент скручування, що використовується був 14 кН-м для Прикладу 1 або 20 кН-м для Прикладів 2-4. 60 16 UA 100031 C2 Таблиця 1 Хімічний склад нарізного з'єднання для труб (% мас., інше: Fe і домішки) А У С D З 0,24 0,25 0,19 0,02 Si 0,3 0,25 0,25 0,3 Mn 1,3 0,8 0,8 0,5 Р 0,02 0,02 0,02 0,02 S 0,01 0,01 0,01 0,01 Cu 0,04 0,04 0,04 0,5 Ni 0,07 0,05 0,1 7 Cr 0,17 0,95 13 25 Mo 0,04 0,18 0,04 3,2 У прикладах, змащувальне покриття було утворене будь-яким з наступних способів (1) або (2): 5 10 15 20 25 30 35 40 45 50 (1). Спосіб з використанням розчинника: Композицію змащувального покриття, одержану шляхом додання леткого органічного розчинника (уайт-спірити) в кількості 20 частин мас. (в Прикладах 1-3) або 30 частин мас. (в Прикладі 4) до 100 частин мас. загальної кількості компонентів, що становлять змащувальне покриття, що має попередньо певну композицію, таку, щоб була знижена в'язкість, наносили при допомозі розпилення при температурі навколишнього середовища, і органічному розчиннику давали випаруватися шляхом повітряного сушіння з утворенням змащувального покриття. (2). Спосіб з використанням нагрівання Композицію змащувального покриття, яка має попередньо певну композицію (що не містить розчинника), нагрівали з утворенням рідини, що має низьку в'язкість, і одержану рідину наносили шляхом розпилення з утворенням, таким чином, змащувального покриття після охолоджування. Каніфоль, що використовується в прикладах, являла собою складний ефір каніфолі, що випускається фірмою Arakawa Chemical Industries під торговим найменуванням Ester Gum Н. Наступні солі використали як основні солі металу і ароматичної органічної кислоти: - основні Са сульфонат: BRYTON С-500, виробник компанія Witco (сульфонат кальцію, що має основність 400 мгКОН/г); - основний Са фенолят: AD-410J, виробник компанія Adibis (фенолят кальцію, що має основність 400 мгКОН/г); - основний Са саліцилат: OSCA 438, виробник компанія Osca (саліцилат кальцію, що має основність 320 мгКОН/г); - основний Са карбоксилат: LUBRIZO; L5341, виробник компанія Lubrizol (карбоксилат кальцію, що має основність 400 мгКОН/г); і - який містить оксидний віск Са мило: NA-SUL CA/W 1935, виробник компанія King Industries (сполука Са сульфонату з основністю 400 мгКОН/г і оксидного воску). Ca стеарат і Zn стеарат, що використовуються як металеве мило, одержували від компаніївиробника DIC Corporation. У змащувальних порошках, що використовуються в прикладах, просто вказівка "графіт" означає "аморфний графіт". Аморфний графіт, що використовується в прикладах, являє собою графітний порошок, що виготовляється компанією Nippon Graphite Industries під торговим найменуванням "Blue Р" (вміст золи: 3,79 % мас., кристалічність: 96,9 %, середній діаметр частинок: 7 мкм). β-CD (β-циклодекстрин) і CD (суміш α-, β- і γ- циклодекстринів), що використовуються як вуглевод, являли собою CAVAMAX SERIES від компанії Wacker Fine Chemicals.) Як підготовча обробка поверхні, що використовується в прикладах, обробку фосфатом марганцю (Mn фосфатування) здійснювали шляхом занурення в розчин фосфату марганцю (Parphos M1A від компанії Nihon Parkerizing) при температурі 80-95 °C, і обробку фосфатом цинку (Zn фосфатування) здійснювали шляхом занурення в розчин фосфату цинку (Parbond 181X від компанії Nihon Parkerizing) при температурі 75-85 °C. Нанесення сплаву, яке також використали для підготовчої обробки поверхні, включало нанесення Cu-Sn-Zn сплаву, в якому масове відношення Cu:Sn:Zn становило 60:35:5, або Cu-Sn сплаву, в якому масове відношення Cu:Sn становило 60:40. У прикладах шорсткість поверхні виражали в Rz і вимірювали з використанням Surtronic 10 від компанії Rank-Taylor-Hobson). Шорсткість поверхні після фінішної обробки методом механічного шліфування завжди була 3 мкм. Піскоструминне очищення здійснювали з використанням піску #80. Приклад 1 Цей приклад ілюструє змащувальні покриття, які містять каніфоль. 17 UA 100031 C2 5 10 15 20 25 30 35 Поверхня ніпеля і поверхня муфти нарізного з'єднання для труб, виготовленого з вуглецевої сталі А, Cr-Mo сталі В, 13 % Cr сталі С або високолегованої сталі D, окремо піддавали підготовчій обробці поверхні, як показано в Таблиці 2. Зверху на поверхні ніпеля і поверхні муфти, які зазнавали обробки поверхні, було утворене змащувальне покриття, що має композицію, показану в Таблиці 3, способом з використанням розчинника (з розчинником в кількості 20 масових частин) або способом з використанням нагрівання. Змащувальні покриття, утворені на поверхні ніпеля і на поверхні муфти, мали однакову композицію. У Таблиці 3, вміст кожного компонента в композиціях змащувального покриття виражений в % з розрахунку на загальну кількість нелетких компонентів (за винятком розчинника, якщо його використали) в композиціях. З компонентів, представлених в Таблиці 3, віск являв собою парафіновий віск у всіх здійснюваних у випробуванні експериментах. Нарізне з'єднання для труб, яке має змащувальне покриття на поверхні ніпеля і на поверхні муфти, піддавалися випробуванню повторного скручування і розкручування (затягування і ослаблення) для оцінки стійкості до корозійного стирання цього з'єднання. У випробуванні повторного скручування і розкручування нарізне з'єднання для труб скручували при швидкості скручування 10 об/хв з крутним моментом скручування 14 кН-м, і після розкручування контактні поверхні ніпеля і муфти досліджували на стирання. Коли дряпини через стирання, яке розвивалося в процесі скручування, були невеликими і було можна знов здійснювати скручування після ремонту, здійснювали ремонт і скручування і розкручування повторювали десять разів. Результати випробування скручування і розкручування представлені в Таблиці 4. Окремо від описаного вище випробування, одержували інше нарізне з'єднання для труб, яке було таким же, як описано вище, в тому, що стосується стального матеріалу, підготовчої обробки поверхні і змащувального покриття, і одержували графік крутного моменту, як показано на Фіг. 2, здійснюючи з'єднання з високим крутним моментом. На одержаному графіку крутного моменту визначали значення Ts (крутний моменту при ефекті плеча), Ty (крутний моменту при переході в стан текучості) і ΔТ (=Ty-Ts). Ts являє собою крутний момент, коли плечові частини (ненарізні металеві контактні частини) ніпеля і муфти починають взаємодіяти один з одним. Зокрема Ts являє собою крутний момент, коли зміна крутного моменту на графіку крутного моменту, яка виникає після того як плечові частини взаємодіють одна з одною, починає виділятися з лінійної зони (діапазон еластичної деформації). Ty являє собою крутний момент, коли починається пластична деформація плечових частин. Зокрема Ty являє собою крутний момент, коли зміна крутного моменту шляхом відносного обертання ніпеля і муфти починає втрачати свою лінійність після того, як крутний момент досяг Ts. Значення ΔТ (=Ty-Ts) представлене в Таблиці 4 відносним значенням, коли ΔТ, одержане з композитним консистентним мастилом, що використовується в Контролі, що показано в Таблицях 3 і 4, дорівнює 100. Таблиця 2 Підготовча обробка поверхні і змащувальне покриття Експ. № Підготовча обробка поверхні Сталь 1 А 2 В Муфта Ніпель 1. Шліфування (R=3) 2. Mn фосфатування (R=12) (t=15) 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=12) 1. Шліфування (R=3) 2. Zn фосфатування (R=8) (t=10) 1. Шліфування (R=3) 2. Zn фосфатування (R=8) (t=10) 40 18 Змащувальне покриття Товщина (мкм) Спосіб Муфта Ніпель Розріджувач 20 20 Розріджувач 40 40 UA 100031 C2 Продовження таблиці 2 Експ. № Підготовча обробка поверхні Сталь 3 В 4 В Муфта Ніпель 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=12) 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=12) 1. Шліфування (R=3) 2. Zn фосфатування (R=8) (t=10) 1. Шліфування (R=3) 2. Zn фосфатування (R=8) (t=10) Змащувальне покриття Товщина (мкм) Спосіб Муфта Ніпель Розріджувач 40 40 Розріджувач 50 50 Піскоструминна обробка (R=10) Нагрівання 25 20 Піскоструминна обробка (R=10) Нагрівання 50 50 Піскоструминна обробка (R=10) Розріджувач 40 40 Піскоструминна обробка (R=10) Розріджувач 40 40 1. Шліфування (R=3) 5 D 2. Контактне осадження цинку (R=5) (t=7) 1. Шліфування (R=3) 6 C 2. Осадження тонкого шару Ni+Cu осадження (t=7) (R=2) 1. Шліфування (R=3) 7 C 2. Осадження тонкого шару Ni+Cu-Sn осадження (t=12) (R=3) 1. Шліфування (R=3) 8 C Контроль A 9 B 2. Осадження тонкого шару Ni+Cu-Sn-Zn осадження (t=7) (R=2) 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=15) 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=15) Шліфування (R=3) Композитне консистентне мастило Шліфування (R=3) Розріджувач R: шорсткість поверхні Rz (мкм), t: Товщина (мкм) 19 40 40 UA 100031 C2 Таблиця 3 Експ. № 1 2 3 4 5 6 7 8 Контроль 9 Композиція змащувального покриття в розрахунку на тверду речовину (% мас.) Металеве мило Змащувальний Основний Са Каніфоль Віск (Са стеарат) порошок сульфонат 0,5 20 10 Графіт* (0,5) Інше 1 15 10 Графіт* (2) Інше Графіт* (5) 10 10 10 Інше Mg карбонат (2) 20 10 10 Графіт* (10) Інше 10 15 10 Графіт* (5) Інше 10 15 10 Графіт* (5) Інше 10 15 10 Графіт** (5) Інше Дисульфід 10 18 10 Інше вольфрамe (3) Композитне консистентне мастило, визначене в API BUL 5А2 0 20 10 Інше *Аморфний графіт; **Пластівчастий графіт Таблиця 4 1) Експ. № 1 2 3 4 5 6 7 8 Контроль 9 1 Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο 2 Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Виникнення стирання (Номер: цикл скручування) 3 4 5 6 7 8 Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Δ Δ Δ Ο Ο Ο Ο Ο Δ Ο Ο Ο Ο Ο Δ Ο Ο Ο Ο Ο Δ Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο 9 Ο Ο Ο Δ Δ Δ Δ Δ Ο Δ 10 Ο Ο Δ Δ Δ Δ Δ Δ Ο Δ ΔT 2) 80 95 100 110 98 95 92 90 100 40 (Примітка) 1) Ο: Стирання не виникає Δ: Виникає невелике стирання (можна продовжити скручування після ремонту) х: Виникає сильне стирання (не підлягає ремонту) -: Випробовування закінчилося 2) Відношення (%) Тs до оптимального крутного моменту скручування 3) ΔТ(-Ту-Тs)(Відносне значення, коли ΔТ в контролі дорівнює 100) 5 10 15 (Експеримент № 1) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з вуглецевої сталі, що має композицію А, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 15 мкм (Rz: 12 мкм), і потім було утворене змащувальне покриття, що має композицію Експерименту № 1, показану в Таблиці 3, і товщину 20 мкм, методом з використанням розчинника. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату цинку товщиною 15 мкм (Rz: 10 мкм), і потім було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. (Експеримент № 2) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з Cr-Mo сталі, що має композицію В, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 12 мкм (Rz: 10 мкм), і потім було утворене 20 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 змащувальне покриття, що має композицію Експерименту № 2, показану в Таблиці 3, і товщину 40 мкм, методом з використанням розчинника. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату цинку товщиною 12 мкм (Rz: 8 мкм), і потім було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. (Експеримент № 3) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з Cr-Mo сталі, що має композицію В, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 12 мкм (Rz: 10 мкм), і потім було утворене змащувальне покриття, що має композицію Експерименту № 3, показану в Таблиці 3, і товщину 40 мкм, методом з використанням розчинника. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату цинку товщиною 10 мкм (Rz: 8 мкм), і потім було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. (Експеримент № 4) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з Cr-Mo сталі, що має композицію В, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 12 мкм (Rz: 10 мкм), і потім було утворене змащувальне покриття, що має композицію Експерименту № 4, показану в Таблиці 3, і товщину 50 мкм, методом з використанням розчинника. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату цинку товщиною 10 мкм (Rz: 8 мкм), і потім було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. (Експеримент № 5) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з високолегованої сталі, що має композицію D, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене пористе цинкове покриття товщиною 7 мкм (Rz: 5 мкм) шляхом нанесення покриття струминним способом з частинками, що мають ядро із заліза, покрите цинком, і потім було утворене змащувальне покриття, що має товщину 25 мкм, способом з використанням нагрівання, де композицію Експерименту № 5, показану в Таблиці 3, нагрівали до 60 °C, щоб вона мала низьку в'язкість і потім наносили покриття шляхом розпилення. На поверхні ніпеля було утворене таке ж змащувальне покриття (товщиною 20 мкм), яке було утворене на поверхні муфти, таким же способом з використанням нагрівання після піскоструминної обробки для придання шорсткості поверхні до Rz 10 мкм. (Експеримент № 6) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з 13 % Cr сталі, що має композицію С, показану в Таблиці 1. Поверхня муфти, яку піддавали обробці шляхом механічного шліфування, піддавали обробці з нанесенням попереднього покриття тонким шаром Ni, з подальшим нанесенням Сu покриття до товщини 7 мкм (загальна товщина нанесеного покриття: 8 мкм), обидва способом електроосадження. Зверху на поверхні осадженого покриття, яке мало Rz 2 мкм, було утворене змащувальне покриття, що має композицію Експерименту № 6, показану в Таблиці 3, і товщину 50 мкм, таким же способом, який використали в Експерименті 5. На поверхні ніпеля було утворене таке ж змащувальне покриття товщиною 50 мкм таким же способом, який використали для нанесення покриття на поверхню муфти, після піскоструминної обробки для придання шорсткості поверхні до Rz 10 мкм. (Експеримент № 7) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з 13 % Cr сталі, що має композицію С, показану в Таблиці 1. Поверхня муфти, яку піддавали обробці шляхом механічного шліфування, піддавали обробці з нанесенням попереднього покриття тонким шаром Ni, з подальшим нанесенням покриття з сплаву міді-олова до товщини 12 мкм (загальна товщина нанесеного покриття: 13 мкм), обидва способом електроосадження. Зверху на поверхні осадженого покриття, яке мало Rz 3 мкм, було утворене змащувальне покриття, що має композицію Експерименту № 7, показану в Таблиці 3, і товщину 40 мкм, методом з використанням розчинника. На поверхні ніпеля було утворене таке ж змащувальне покриття таким же способом, який використали для 21 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 нанесення покриття на поверхню муфти, після піскоструминної обробки для придання шорсткості поверхні до Rz 10 мкм. (Експеримент № 8) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з 13 % Cr сталі, що має композицію С, показану в Таблиці 1. Поверхня муфти, яку піддавали обробці шляхом механічного шліфування, піддавали обробці з нанесенням попереднього покриття тонким шаром Ni, з подальшим нанесенням покриття з сплаву міді-олова-цинку до товщини 7 мкм (загальна товщина нанесеного покриття: 8 мкм), обидва способом електроосадження. Зверху на поверхні осадженого покриття, яке мало Rz 2 мкм, було утворене змащувальне покриття, що має композицію Експерименту № 8, показану в Таблиці 3, і товщину 40 мкм, методом з використанням розчинника. На поверхні ніпеля було утворене таке ж змащувальне покриття таким же способом, який використали для нанесення покриття на поверхню муфти, після піскоструминної обробки для придання шорсткості поверхні до Rz 10 мкм. (Контрольний експеримент) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з вуглецевої сталі, що має композицію А, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 15 мкм (Rz: 10 мкм), і потім зверху цього покриття наносили в'язке рідке композитне консистентне мастило, відповідне стандартам API (загальна маса покриття на ніпелі і муфті становила 50 грам, загальна площа нанесення становила 2 приблизно 1400 см ). Поверхню ніпеля піддавали обробці шляхом механічного шліфування і наносили описане вище композитне консистентне мастило. При здійсненні десяти циклів випробування скручування і розкручування, як показано в Таблиці 4, не відбувалося ніякого стирання аж до десятого циклу. Однак в цьому десятому експерименті композитне консистентне мастило містило шкідливі важкі метали, такі як свинець, і це може вважатися шкідливим для людей і навколишнього середовища. (Експеримент № 9 - порівняльний) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з Cr-Mo сталі, що має композицію В, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 15 мкм (Rz: 10 мкм), і потім було утворене змащувальне покриття, що має композицію Експерименту № 9, показану в Таблиці 3, і товщину 40 мкм, методом з використанням розчинника. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. Як показано в Таблиці 4, в Експериментах №№ 1-8 відповідно до даного винаходу, навіть у випадку, коли виникало невелике стирання в ході десяти циклів випробування скручування і розкручування, при здійсненні ремонту скручування і розкручування можна було здійснювати протягом всіх десяти циклів. Невелике стирання мало тенденцію до більш раннього виникнення у випадку нарізного з'єднання для труб, виготовленого з 13Cr сталі або високолегованої сталі, які більш схильні до стирання. Відносні значення ΔТ у випробуванні скручування з високим крутним моментом в порівнянні з одержаним в контрольному експерименті, де використали композитне консистентне мастило, були щонайменше 90 % у всіх експериментах №№ 1-8, за винятком експерименту № 1, в якому вміст каніфолі був на дуже низькому рівні 0,5 %. Таким чином, можна бачити, що змащувальні покриття, утворені відповідно до даного винаходу, мають високе значення ΔТ, яке порівнянне зі значенням для композитного консистентного мастила, і не відбувається легкого переходу в стан текучості ненарізних контактних частин, навіть якщо скручування здійснюють з високим крутним моментом. У експерименті № 9, який є порівняльним прикладом, значення ΔТ було недостатнім. Тому, якщо це нарізне з'єднання для труб скручують з крутним моментом, який вище ніж оптимальний крутний момент, може легко виникати перехід в стан текучості ненарізних контактних частин. Для оцінки антикорозійних властивостей, що є вимогою до нарізного з'єднання для труб, готували зразок для випробувань у вигляді контрольної пластини для визначення корозійного ефекту (70 мм × 150 мм × 2 мм товщина) з такої ж сталі, і після того, як її піддавали такій же підготовчій обробці поверхні, як показано в Таблиці 2 для поверхні муфти, таке ж змащувальне покриття, як показано в Таблиці 3 (такої ж товщини, як для поверхні ніпеля) було утворено на нарізній поверхні. Зразок для випробувань потім піддавалися випробуванню вологостійкість 22 UA 100031 C2 5 10 15 20 (200 годин при температурі 50 °C і вогкості 98 %). Це випробування підтвердило, що в Експериментах №№ 1-7 не було ніякої появи корозії. Приклад 2 Цей приклад ілюструє змащувальні покриття, які містять фторид кальцію. Матеріал і розмір нарізного з'єднання для труб, що використовується в цьому прикладі для випробування, були такими ж, як в Прикладі 1. Тип підготовчої обробки поверхні, яку застосовували, і композиція змащувального покриття, утвореного на поверхнях ніпеля і муфти в кожному експерименті, показана в Таблицях 5 і 6, відповідно. Коли використали спосіб з розчинником для утворення змащувального покриття, кількість розчинника, що використовується становила 20 частин з розрахунку на масу. Утворення змащувального покриття способом з використанням нагрівання здійснювали шляхом нагрівання композиції змащувального покриття, яке мало попередньо задану композицію, що не містить ніякого розчинника (тобто мало таку композицію, яка була бажаною для змащувального покриття), при 130 °C з одержанням низьков'язкої рідини перед використанням і нанесенням цієї рідини шляхом розпилення на поверхню ніпеля або поверхню муфти, яка була попередньо нагріта при 130 °C, з використанням розпилювача, забезпеченого засобами утримання тепла. Нарізне з'єднання для труб піддавалося випробуванню повторного скручування і розкручування і випробуванню з додатком високого крутного моменту таким же чином, як описано в Прикладі 1, за винятком того, що крутний момент скручування у випробуванні з повторним скручуванням і розкручуванням мав значення 20 кН-м. результати випробувань представлені в Таблиці 7. У Таблиці 7 також показане відношення в % Ts, визначеного у випробуванні з високим крутним моментом до оптимального крутного моменту скручування (величина, встановлена відповідно до типу сталі і формою нарізного з'єднання для труб) в кожному експерименті. 25 Таблиця 5 Підготовча обробка поверхні і змащувальне покриття Експ. № Підготовча обробка поверхні Сталь 1~6 В 7 А 8 С 9 D Контроль A Муфта Ніпель Змащувальне покриття Товщина (мкм) Спосіб Муфта Ніпель 1. Шліфування 1. Шліфування (R=3) (R=3) Розріджувач 40-50 40-50 2. Mn 2. Zn фосфатування фосфатування (R=10) (t=12) (R=8) (t=12) 1. Шліфування 1. Шліфування (R=3) (R=3) Нагрівання 40 40 2. Mn 2. Zn фосфатування фосфатування (R=12) (t=15) (R=10) (t=15) 1. Шліфування (R=3) Піскоструминна 2. Осадження Нагрівання 50 40 тонкого шару Ni+Cu обробка (R=10) осадження (t=12) (R=3) 1. Шліфування (R=3) 2. Осадження Піскоструминна Нагрівання 40 40 тонкого шару обробка (R=10) Ni+Cu-Sn-Zn осадження (t=7) (R=2) 1. Шліфування (R=3) Шліфування (R=3) Композитне консистентне мастило 2. Mn фосфатування (R=12) (t=15) 23 UA 100031 C2 Продовження таблиці 5 Підготовча обробка поверхні і змащувальне покриття Експ. № Підготовча обробка поверхні Сталь 10 B 11 В 12 А Муфта 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=12) 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=12) 1. Шліфування (R=3) 2. Mn фосфатування (R=12) (t=15) Ніпель Змащувальне покриття Товщина (мкм) Спосіб Муфта Ніпель Шліфування (R=3) Розріджувач 40 40 Шліфування (R=3) Розріджувач 40 40 Нагрівання 40 40 Шліфування (R=3) R: шорсткість поверхні Rz (мкм), t: Товщина (мкм) Таблиця 6 Експ. № 1 2 3 4 5 6 7 8 Композиція змащувального покриття в розрахунку на тверді речовини (% мас.) Оснόвна сіль металу і Фторид Металеве Змащувальний Віск ароматичної Інші кальцію мило порошок органічної кислоти Основний Са Парафіновий Са стеарат D=10 (1,0) Графіт (10) сульфонат немає віск (10) (15) (Rem) Основний Са Парафіновий Са стеарат D=10 (5) Графіт (10) сульфонат немає віск (10) (15) (Rem) Основний Са Парафіновий Са стеарат D=10 (10) Графіт (10) сульфонат немає віск (10) (15) (Rem) Основний Са Парафіновий Са стеарат D=10 (30) Графіт (10) сульфонат немає віск (10) (15) (Rem) Основний Са Парафіновий Са стеарат D=10 (40) Графіт (10) сульфонат немає віск (10) (15) (Rem) Основний Са Парафіновий Са стеарат Каніфоль D=10 (10) Графіт (10) салицилат віск (10) (15) (10) (Rem) Віск карнауби Оксидний (15) Zn стеарат Графіт фторид D=30 (10) віск-Са мило немає Поліетиленовий (15) (4) (Rem) віск (10) Віск карнауби Оксидний (15) Zn стеарат D=30 (20) MoS2 (5) віск-Са мило немає Поліетиленовий (15) (Rem) віск (10) 24 UA 100031 C2 Продовження таблиці 6 Експ. № 9 Контроль 10 11 12 Композиція змащувального покриття в розрахунку на тверді речовини (% мас.) Оснόвна сіль металу і Фторид Металеве Змащувальний Віск ароматичної Інші кальцію мило порошок органічної кислоти Віск карнауби Оксидний (15) Zn стеарат D=30 (30) WS2 (5) віск-Са мило немає Поліетиленовий (15) (Rem) віск (10) Композитне консистентне мастило, визначене в API BUL 5А2 Основний Са Парафіновий Са стеарат 0 Графіт (6) сульфонат немає віск (10) (15) (Rem) Основний Са Парафіновий Са стеарат СаСО3 0 Графіт (6) сульфонат віск (10) (15) (10) (Rem) Віск карнауби Оксидний TiO2 (15) Zn стеарат Графіт фторид 0 віск-Са мило ZnO·Bi2O3 Поліетиленовий (15) (4) (Rem) (всего 10) віск (10) D: Середній діаметр частинок фториду кальцію (мкм) Таблиця 7 1) Експ. № 1 2 3 4 5 6 7 8 9 Контроль 10 11 12 1 Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Виникнення стирання (Номер: цикл скручування) 2 3 4 5 6 7 8 9 Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Δ Δ Δ Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Δ Δ Ο Ο Ο Ο Ο Δ Δ Δ Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Ο Δ Δ Δ × Ο Ο Ο Ο Ο Ο Ο Δ 2) 10 Ο Ο Ο Ο Δ Ο Ο Δ Δ Ο Ο Δ Ts (%) 25 27 29 30 32 33 29 32 34 30 26 38 32 ΔT 2) 95 101 110 122 130 113 98 107 115 100 65 82 71 (Примітка) 1) Ο: Стирання не виникає Δ: Виникає невелике стирання (можна продовжити скручування після ремонту) ×: Виникає сильне стирання (не підлягає ремонту) -: Випробовування закінчилося 2) Відношення (%) Тs до оптимального крутного моменту скручування 3) ΔТ(-Ту-Тs)(Відносне значення, коли ΔТ в контролі дорівнює 100) 5 (Експерименти №№ 1-6) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з Cr-Mo сталі, що має композицію В, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 12 мкм (Rz: 10 мкм), і потім було утворене 25 UA 100031 C2 5 10 15 20 25 30 35 40 45 50 55 змащувальне покриття, що має композицію, показану в Таблиці 6, способом з використанням розчинника. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату цинку товщиною 12 мкм (Rz: 8 мкм) і потім було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. Товщина утвореного змащувального покриття було 40 мкм в Експериментах №№ 1 і 3, 42 мкм в Експерименті № 2 і 50 мкм в Експериментах №№ 4-6. Товщина на поверхні ніпеля і на поверхні муфти була однаковою. (Експеримент № 7) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з вуглецевої сталі, що має композицію А, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 15 мкм (Rz: 12 мкм), і потім було утворене змащувальне покриття, що має композицію Експерименту № 7, показану в Таблиці 6, і товщину 40 мкм, описаним вище способом з використанням нагрівання. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату цинку товщиною 15 мкм (Rz: 12 мкм) і потім було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. (Експеримент № 8) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з 13 % Cr сталі, що має композицію С, показану в Таблиці 1. Поверхня муфти, яку піддавали обробці шляхом механічного шліфування, піддавали обробці з нанесенням попереднього покриття тонким шаром Ni, з подальшим нанесенням Cu покриття, обидва способом електроосадження, з утворенням покриття, що має загальну товщину 12 мкм. Зверху на поверхні осадженого покриття, яке мало Rz 3 мкм, було утворене змащувальне покриття, що має композицію Експерименту № 8, показану в Таблиці 6, і товщину 50 мкм, описаним вище способом з використанням нагрівання. На поверхні ніпеля було утворене таке ж змащувальне покриття таким же способом, який використали для нанесення покриття на поверхню муфти, після піскоструминної обробки для придання шорсткості поверхні до Rz 10 мкм. (Експеримент № 9) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з високолегованої сталі, що має композицію D, показану в Таблиці 1. Поверхня муфта, яку піддавали обробці шляхом механічного шліфування, піддавали обробці з нанесенням попереднього покриття тонким шаром Ni, з подальшим нанесенням покриття з сплаву Cu-Sn-Zn, обидва способом електроосадження, з утворенням нанесеного покриття, що має загальну товщину 7 мкм. Зверху на поверхні осадженого покриття, яке мало Rz 2 мкм, було утворене змащувальне покриття, що має композицію Експерименту № 9, показану в Таблиці 6, і товщину 40 мкм, методом з використанням нагрівання. На поверхні ніпеля було утворене таке ж змащувальне покриття товщиною 40 мкм таким же способом, який використали для нанесення покриття на поверхню муфти, після піскоструминної обробки для придання шорсткості поверхні до Rz 10 мкм. (Контрольний експеримент) Контрольний експеримент здійснювали так само, як в Прикладі 1 (з використанням композитного консистентного мастила). (Експеримент № 10 - порівняльний) Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з Cr-Mo сталі, що має композицію В, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 12 мкм (Rz: 10 мкм), і потім було утворене змащувальне покриття, що має композицію Експерименту № 10, показану в Таблиці 6, і товщину 40 мкм, методом з використанням розчинника. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. (Експеримент № 11 - порівняльний) Цей експеримент здійснювали так само, як Експеримент 10, за винятком того, що композиція змащувального покриття була змінена таким чином, щоб вона являла собою композицію Експерименту № 11, показану в Таблиці 6. (Експеримент № 12 - порівняльний) 26 UA 100031 C2 5 10 15 20 25 30 35 40 Здійснювали наступну обробку поверхні на нарізному з'єднанні для труб, виготовленому з вуглецевої сталі, що має композицію А, показану в Таблиці 1. На поверхні муфти, яку піддавали обробці шляхом механічного шліфування, було утворене покриття з фосфату марганцю товщиною 15 мкм (Rz: 12 мкм), і потім було утворене змащувальне покриття, що має композицію Експерименту № 12, показану в Таблиці 6, і товщину 40 мкм, описаним вище способом з використанням нагрівання. На поверхні ніпеля, яку піддавали обробці шляхом механічного шліфування, було утворене таке ж змащувальне покриття, яке було утворене на поверхні муфти. Як показано в Таблиці 7, в Експериментах №№ 1-9 відповідно до даного винаходу, навіть у випадку, коли виникало невелике стирання в ході десяти циклів випробування скручування і розкручування, при здійсненні ремонту скручування і розкручування можна було здійснювати протягом всіх десяти циклів. Це результат рівня, коли немає ніяких проблем, пов'язаних зі стійкістю до стирання. Невелике стирання мало тенденцію до більш раннього виникнення у випадку нарізного з'єднання для труб, виготовленого з 13Cr сталі або високолегованої сталі, які більш схильні до стирання. Відносні значення ΔТ у випробуванні скручування з високим крутним моментом в порівнянні з одержаним в контрольному експерименті, де використали композитне консистентне мастило, були щонайменше 95 % у всіх експериментах №№ 1-9. Таким чином, можна бачити, що змащувальні покриття, утворені відповідно до даного винаходу, мають високе значення ΔТ, яке порівнянне зі значенням для композитного консистентного мастила, і не відбувається легкого переходу в стан текучості ненарізних контактних частин, навіть якщо скручування здійснюють з високим крутним моментом. У експериментах № 10-12, які є порівняльними прикладами, або значення ΔТ, або стійкість до корозійного стирання були недостатніми. Антикорозійні властивості, які потрібні для нарізних з'єднань для труб, випробовували таким же чином, як описано в Прикладі 1. Цим випробуванням було підтверджено, що не було ніякої появи іржі в будь-якому з експериментів №№ 1-9. Приклад 3 Цей приклад ілюструє змащувальні покриття, які містять карбонат марганцю як необов'язковий елемент. Матеріал і розмір нарізного з'єднання для труб, що випробовується в цьому прикладі, були такими ж, як в Прикладі 1. Тип підготовчої обробки поверхні, яку застосовували, і композиція змащувального покриття, утвореного на поверхнях ніпеля і муфти в кожному експерименті, показана в Таблицях 8 і 9, відповідно. Коли використали спосіб з розчинником для утворення змащувального покриття, кількість розчинника, що використовується становила 20 частин з розрахунку на масу. Утворення змащувального покриття способом з використанням нагрівання здійснювали таким же способом, як в Прикладі 2 (тобто шляхом нагрівання композиції змащувального покриття і поверхні, на яку наносили покриття, до 130 °C, з використанням розпилювача, забезпеченого засобами утримання тепла). Нарізне з'єднання для труб піддавалися випробуванню повторного скручування і розкручування і випробуванню з додаванням високого крутного моменту таким же чином, як описано в Прикладі 2. Результати випробувань представлені в Таблиці 10. У Таблиці 10 також показане відношення в % Ts, визначеного у випробуванні з високим крутним моментом, до оптимального крутного моменту скручування (20 кН-м) в кожному експерименті. 45 27 UA 100031 C2 Таблиця 8 Підготовча обробка поверхні і змащувальне покриття Експ. № 1~6 Підготовча обробка поверхні Сталь В Змащувальне покриття Товщина (мкм) Спосіб Муфта Ніпель Муфта Ніпель 1. Шліфування (R=3) 2. Mn фосфатування (R=10) (t=12) 1. Шліфування (R=3) 2. Zn фосфатування (R=8) (t=12) Розріджувач 30~55 30~50 Піскоструминна обробка (R=10) Нагрівання 44 27 1. Шліфування (R=3) 7 С 2. Осадження тонкого шару Ni+Cu осадження (t=12) (R=3) 1. Шліфування (R=3) 8 D 9, 10 А Контроль A 11 B 12 В 13 А Піскоструминна 2. Осадження Нагрівання 40 34 обробка (R=10) тонкого шару Ni + осадження Cu-SnZn сплава (t=7) (R=3) 1. Шліфування 1. Шліфування (R=3) (R=3) Нагрівання 37~40 40~ 42 2. Mn 2. Zn фосфатування фосфатування (R=12) (t=15) (R=10) (t=15) 1. Шліфування (R=3) Піскоструминна Композитне консистентне мастило 2. Mn обробка (R=3) фосфатування (R=12) (t=15) 1.Шліфування (R=3) 30 28 2.Мn фосфатування Шліфування (R=3) Нагрівання (R=10) (t=12) 1. Шліфування (R=3) Шліфування (R=3) Розріджувач 40 40 2. Mn фосфатування (R=10) (t=12) 1. Шліфування (R=3) Шліфування (R=3) Нагрівання 32 34 2. Mn фосфатування (R=12) (t=15) R: шорсткість поверхні Rz (мкм), t: Товщина (мкм) 28
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for lubricating film production, pipe screw joint, and method for joining of pipes set
Автори англійськоюGoto, Kunio, Imai, Ryuichi, Fukumoto, Shigeki, Yamamoto, Yasuhiro
Назва патенту російськоюКомпозиция для образования смазывающего покрытия, нарезное соединение для труб и способ соедиения множества труб
Автори російськоюГото Кунио, Имаи Рюити, Фукумото Сигеки, Ямамото Ясухиро
МПК / Мітки
МПК: C10M 159/06, C10M 129/28, C10M 159/20, C10M 159/02, C10M 109/00, C10M 145/00, C10N 20/00, C10M 125/02, F16L 15/04, C10N 30/00, C10M 117/00, C10N 50/10, C10N 30/06, C10M 169/00, C10N 40/00, C10N 80/00, C10M 125/18
Мітки: множині, композиція, труб, змащувального, з'єднання, покриття, утворення, нарізне, спосіб
Код посилання
<a href="https://ua.patents.su/40-100031-kompoziciya-dlya-utvorennya-zmashhuvalnogo-pokrittya-narizne-zehdnannya-dlya-trub-ta-sposib-zehdnannya-mnozhini-trub.html" target="_blank" rel="follow" title="База патентів України">Композиція для утворення змащувального покриття, нарізне з’єднання для труб та спосіб з’єднання множини труб</a>
Нарізне з’єднання для труб та спосіб поверхневої обробки нарізного з’єднання
Номер патенту: 96872
Опубліковано: 12.12.2011
Автори: Ре Стефані, Мацумото Кеісі, Івамото Мітіхіко, Камімура Такаюкі, Гото Куніо, Імаі Рюіті, Такахасі Масару
МПК: F16L 15/04, B05D 7/24, C09D 201/00, C09D 5/08
Мітки: нарізне, обробки, труб, спосіб, поверхневої, з'єднання, нарізного
Формула / Реферат:
1. Нарізне з'єднання для труб, утворене ніпелем і муфтою, кожний(-а) з яких має контактну поверхню, що містить нарізну ділянку і безнарізну металеву контактну ділянку,яке відрізняється тим, що контактна поверхня муфти має тверде змащувальне покриття із пластичними або в'язкопластичними реологічними властивостями, як самий верхній шар, а контактна поверхня ніпеля має тверде корозійностійке покриття, основане на отверджуваному...
Нарізне з’єднання для з’єднання сталевих труб
Номер патенту: 96796
Опубліковано: 12.12.2011
Автори: Накамура Кейіті, Сугіно Масаакі, Хамамото Такахіро, Ямагуті Сугуру
МПК: F16L 15/06, F16L 15/04
Мітки: нарізне, труб, сталевих, з'єднання
Формула / Реферат:
1. Нарізне з'єднання для з'єднання сталевих труб, що має ніпель, який має зовнішню різь, і муфту, яка містить внутрішню різь, причому зовнішня різь і внутрішня різь є конічними різями, що містять щонайменше ділянку повної різі, при цьому різь на ділянці повної різі, яка має приблизно трапецеїдальну форму різі, містить вершину, навантажувальну бічну сторону і стикувальні бічні сторони профілю різі, при цьому витки різі відділені один від...
Нарізне з’єднання для обсадних труб
Номер патенту: 3179
Опубліковано: 15.10.2004
Автори: Білецький Ярослав Семенович, Білецький Мирослав Семенович, Коцкулич Ярослав Степанович
МПК: E21B 17/042
Мітки: обсадних, нарізне, з'єднання, труб
Формула / Реферат:
1. Нарізне з'єднання для обсадних труб, що містить елемент з внутрішньою різзю та елемент з зовнішньою різзю, які утворюють два метал-металеві контактні ущільнення, перше з яких утворено при збиранні вільним від різі і є стиковим з'єднанням, а друге утворено конічними нарізними частинами затягнутих поверхонь елемента з внутрішньою різзю та елемента з зовнішньою різзю, яке відрізняється тим, що нарізна частина елемента з зовнішньою різзю...
Нарізне з’єднання для сталевих труб
Номер патенту: 96981
Опубліковано: 26.12.2011
Автори: Фукуі Куніхіро, Кімото Масанарі, Імаі Рюіті, Ікегамі Хіроакі, Нагасаку Сігео, Такахасі Масару, Онісі Сігео, Гото Куніо
МПК: C25D 7/00, F16L 15/04, C10M 103/00, C10M 159/24, C10N 30/06, C10N 10/04, C10N 50/08, C10N 40/00, C10M 101/02, C23C 26/00, C25D 5/12, C10M 159/06, C25D 3/58
Мітки: труб, сталевих, нарізне, з'єднання
Формула / Реферат:
1. Нарізне з'єднання для сталевих труб, яке містить ніпель і муфту, кожне з яких має контактну поверхню, яка включає нарізну частину і ненарізну частину контакту металу до металу, яке відрізняється тим, що контактна поверхня щонайменше одного з ніпеля і муфти має перший шар гальванічного покриття, виконаний зі сплаву на основі міді, вибраного зі сплавів міді, цинку і М1, де М1 являє собою щонайменше один елемент, вибраний з олова, вісмуту та...
Нарізне з’єднання сталевих труб
Номер патенту: 98016
Опубліковано: 10.04.2012
Автори: Патюро Клер, Сугіно Масаакі, Майон Бертран, Накамура Кейіті, Ямагуті Сугуру, Бріке Габріель, Далі Далі, Беньо Сільвен, Івамото Мітіхіко
МПК: E21B 17/02, F16L 15/04, F16L 15/00
Мітки: сталевих, нарізне, труб, з'єднання
Формула / Реферат:
1. Нарізне з'єднання для сталевих труб, що містить ніпель і муфту, при цьому ніпель має зовнішню різь і кінцеву ділянку, що містить ущільнювальну поверхню, і передню ділянку з поверхнею заплечика, муфта має внутрішню різь, ущільнювальну поверхню і поверхню заплечика, причому зовнішня різь зчеплена з внутрішньою різзю, ущільнювальна поверхня ніпеля знаходиться в ущільнювальному контакті з відповідною ущільнювальною поверхнею муфти, поверхня...
Попередній патент: Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Наступний патент: Спосіб контролю якості вузлів паяння і струмоведучих деталей свинцево-кислотних акумуляторних батарей
Випадковий патент: Спосіб одержання гідроксиламінсульфату