Спосіб активування поверхні шпону у виробництві композитних матеріалів на основі шпону
Номер патенту: 102482
Опубліковано: 10.07.2013
Формула / Реферат
Спосіб активування поверхні шпону у виробництві композитних матеріалів на основі шпону, який включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що поверхня шпону обробляється шляхом нанесення на неї розпорошенням 1-3%-ого водного розчину пероксиду водню з витратою із розрахунку 10-30 г/м2, а пресування здійснюють за таких режимних параметрів: тиск пресування - 1,2-1,79 МПа; температура пресування - 120-129 °С; тривалість пресування - 6-9,9 хв; витрата феноло-формальдегідного клею - 90-129 г/м2.
Текст
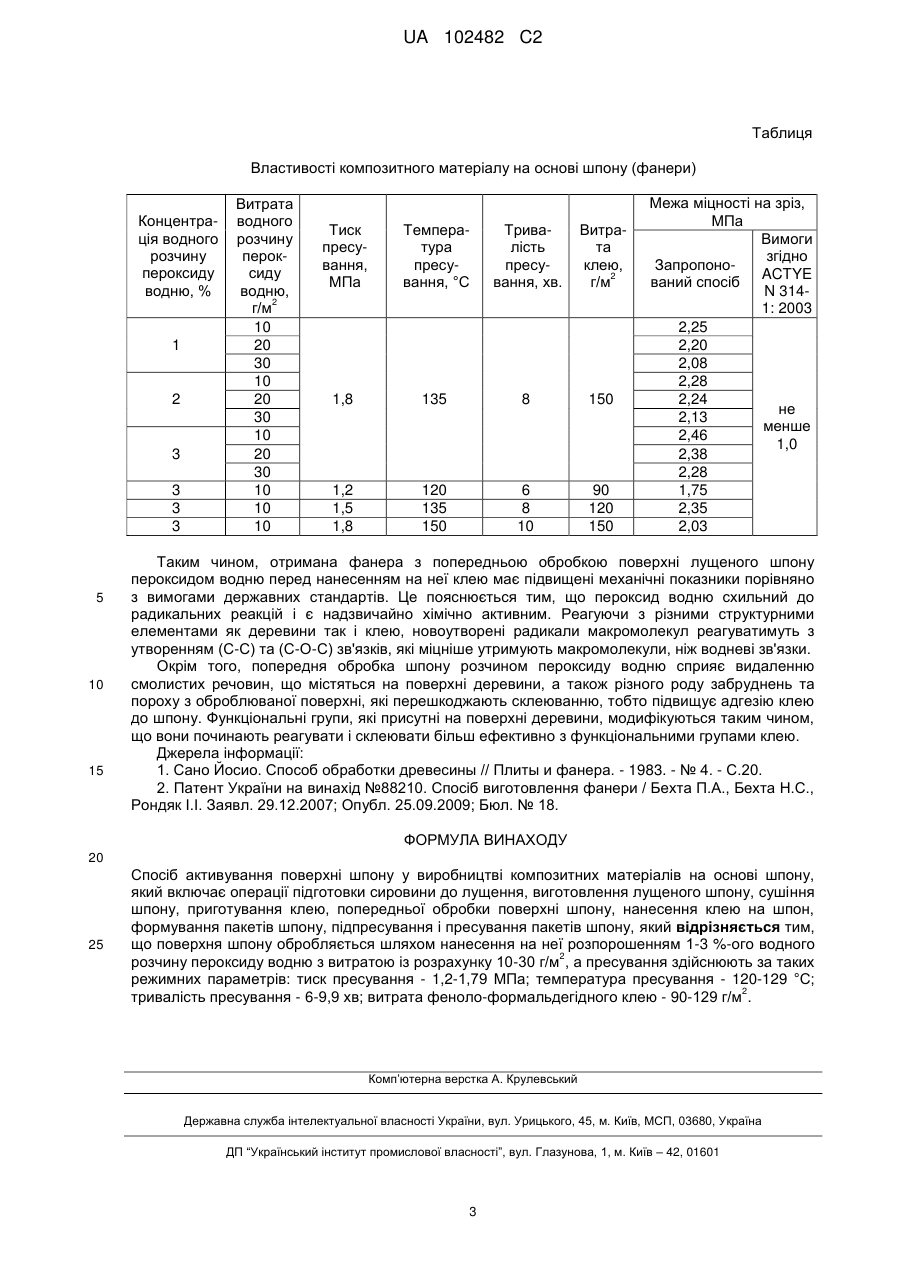
Реферат: UA 102482 C2 (12) UA 102482 C2 У способі активування поверхні шпону у виробництві композитних матеріалів на основі шпону перед нанесенням клею на шпон його поверхня обробляється пероксидом водню, активується поверхня шпону, що дозволяє покращити процес склеювання, зменшити витрату клею і значення показників процесу пресування: тиску, температури і тривалості, забезпечуючи міцність фанери на рівні вимог стандарту. Спосіб активування поверхні шпону у виробництві композитних матеріалів на основі шпону включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробку поверхні шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону. Поверхня шпону перед нанесенням на неї клею обробляється шляхом нанесення на неї розпорошенням 1-3 %-ого водного розчину пероксиду водню з витратою із розрахунку 10-30 2 г/м , а пресування здійснюють за таких режимних параметрів: тиск пресування - 1,2-1,79 МПа; температура пресування - 120-129 °С; тривалість пресування - 6-9,9 хв; витрата феноло2 формальдегідного клею - 90-129 г/м . UA 102482 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується деревообробної промисловості і може бути використаний у виробництві композитних матеріалів на основі шпону, зокрема фанери і фанерної продукції. Виробництво композитних матеріалів на основі шпону (зокрема, фанери і LVL) включає виконання багатьох технологічних операцій: підготовку сировини до лущення, лущення, сушіння, зберігання, нанесення клею на шпон, формування пакетів шпону, підпресування та пресування пакетів шпону, обробку фанерної продукції. Операція склеювання є однією з найважливіших. Взаємодія між рідким клеєм і поверхнею шпону залежить, перш за все, від властивостей застосовуваного клею і стану поверхні шпону. Міцність клейового з'єднання тісно пов'язана з поверхневими властивостями шпону. У виробництві композитних матеріалів на основі шпону під час лущення впродовж короткого періоду часу утворюється значна площа нової поверхні деревини. Але, у багатьох випадках, період часу між операціями створення нової поверхні та нанесення клею є досить тривалим. Після лущення перед нанесенням клею на шпон він піддається сушінню та зберіганню. Впродовж цього періоду часу свіжоутворені поверхні деревини зазнають трансформації, що називається "поверхневою інактивацією". Інактивація поверхні деревини є поверхневим явищем, яке призводить до втрати здатності склеюватися. Екстрактивні речовини деревини можуть концентруватися на поверхні шпону під час сушіння, створюючи бар'єр для склеювання. Крім того, зовнішні фактори, які не стосуються властивостей деревини, можуть також впливати на поверхню деревини. У процесі зберігання шпон зазнає впливу світла та повітря. Витримка під впливом світла та повітря може спричинити окиснення поверхні, порох і конденсована вода можуть акумулюватися на поверхні під час зберігання, а жирні кислоти можуть осідати на поверхню з повітря. Окрім того, поверхня шпону піддається самозабрудненню, яке є результатом процесу інактивації природної поверхні, коли низькомолекулярні екстрактивні речовини деревини мігрують до поверхні під час зберігання шпону. Усі ці речовини можуть суттєво впливати на процес полімеризації та адгезійну здатність клею, оскільки вони проявляють себе як інгібітори реакції полімеризації. Зокрема, під час сушіння шпону під впливом підвищеної температури екстрактивні речовини мігрують на його поверхню, де концентруються і блокують утворення можливого адгезійного контакту з деревиною. Крім цього, смолисті та жирні екстрактивні речовини є гідрофобними, тобто такими які відштовхують воду. Більшість клеїв, що використовуються в процесах склеювання деревини, містять воду як розчинник, тому проникна здатність та змочування рідким клеєм такої поверхні не буде відбуватися належним чином. Таким чином, якість підготовки поверхні шпону перед операцією нанесення на нього клею є надзвичайно важливою. Існуюча технологія виготовлення фанерної продукції не передбачає виконання такої операції, хоча така операція може мати суттєвий вплив на зменшення витрати клею і на покращення характеристик фанери. Отже, поверхня деревини повинна бути очищена перед склеюванням, щоб вилучити всі речовини, що перешкоджають склеюванню, і досягнути оптимальної адгезії між поверхнею деревини і клеєм. Значно підвищити міцність клейового з'єднання можна шляхом усунення або зменшення негативної дії інактивованого шару. Інактивація може бути вирішена шляхом видалення поверхневого шару, наприклад, шляхом шліфування. На жаль, видалення інактивованої поверхні шліфуванням є економічно непридатним для повнорозмірних листів шпону. Під час формування адгезійного з'єднання деревина-клей вирішальна роль належить енергії хімічно активних груп та їх концентрації в поверхневому шарі шпону. Тому, для того щоб покращити здатність склеюватися, змочування та активувати поверхню деревини для зв'язків деревина-клей, деяка хімічна попередня обробка широко застосовується для поверхонь деревини. Існує спосіб попередньої обробки деревини, зокрема шпону, який полягає в тому, що деревину обробляють перегрітою водяною парою під тиском 3-7 МПа, температурою 120-170 °C, тривалістю 3-10 хв. Під дією пари деревина розбухає, а повітря, яке знаходиться в ній, заміщається водою. Це забезпечує високу ефективність подальшої обробки матеріалу [1]. Недоліком відомого способу є складність його застосування до повнорозмірних листів шпону. Окрім того, спосіб вимагає застосування пари під високим тиском і високої температури, що також ускладнює процес підготовки поверхні деревини. Відомо спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, обробку поверхні шпону пероксидом водню, підсушування обробленого шпону до вологості 6 %, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону. Шпон обробляють 1-3 %-им розчином пероксиду 1 UA 102482 C2 2 5 10 15 20 25 30 35 40 водню з розрахунку 50-150 г/м , а пресування фанери здійснюють за таких режимних параметрів: тиск пресування - 1,8 МПа; температура пресування - 130 °C; тривалість 2 пресування - 10 хв.; витрата феноло-формальдегідного клею - 130 г/м [2]. Недоліком відомого способу є те, що для обробки поверхні сухого шпону використовується 2 висока витрата 50-150 г/м пероксиду водню, що вимагає повторної операції підсушування шпону. У свою чергу, це вимагає додаткового обладнання для операції підсушування обробленого шпону або тривалої технологічної витримки для зменшення вмісту вологи, а отже до зростання енергозатрат. Але найсуттєвішим є те, що операція підсушування вже обробленого шпону знову призводить до інактивації поверхні шпону, погіршуючи склеювання. Окрім того, пресування здійснюється за досить високого тиску впродовж тривалого часу і за значної витрати клею. В основі винаходу поставлена задача створити спосіб активування поверхні шпону у виробництві композитних матеріалів на основі шпону, в якому завдяки тому, що перед нанесенням клею на шпон його поверхня обробляється пероксидом водню, активується поверхня шпону, що дозволяє покращити процес склеювання, зменшити витрату клею і значення показників процесу пресування: тиску, температури і тривалості, забезпечуючи міцність фанери на рівні вимог стандарту. Поставлена задача розв'язується тим, що у способі активування поверхні шпону у виробництві композитних матеріалів на основі шпону, який включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону пероксидом водню, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, згідно винаходу пероксид водню наноситься на поверхню шпону розпорошенням у вигляді 1-3 %-ого водного розчину із 2 розрахунку 10-30 г/м , а пресування фанери здійснюють за таких режимних параметрів: тиск пресування - 1,2-1,8 МПа; температура пресування - 120-150 °C; тривалість пресування - 6-10 2 хв.; витрата феноло-формальдегідного клею - 90-150 г/м . Таким чином, порівняно з відомим способом позитивний результат досягається завдяки меншої витрати пероксиду водню, що дозволяє відразу після обробки поверхні шпону наносити на нього клей, не здійснюючи додаткової операції підсушування шпону. Окрім того, активування поверхні шпону за меншої витрати модифікатора дозволяє здійснювати процес пресування фанери за менших значень тиску, температури, тривалості та витрати клею. Спосіб активування поверхні шпону у виробництві композитних матеріалів на основі шпону, зокрема фанери, здійснюють наступним чином. Виконується підготовка сировини до лущення, виготовляється лущений шпон, який подається на операцію сушіння. Після сушіння на листи шпону розпорошенням наноситься 1-3 2 %-ий розчин пероксиду водню з витратою 10-30 г/м . Оброблений таким чином шпон відразу спрямовується на наступні технологічні операції: нанесення клею, формування пакетів шпону, їх підпресування і пресування. Пресування здійснюють за таких режимних параметрів: тиск пресування - 1,2-1,8 МПа; температура пресування - 120-150 °C; тривалість пресування - 6-10 2 хв; витрата феноло-формальдегідного клею - 90-150 г/м . Порівняльні механічні показники отриманого композитного матеріалу на основі шпону (фанери) наведені в таблиці. 2 UA 102482 C2 Таблиця Властивості композитного матеріалу на основі шпону (фанери) Концентрація водного розчину пероксиду водню, % 1 2 3 3 3 3 5 10 15 Витрата водного розчину пероксиду водню, 2 г/м 10 20 30 10 20 30 10 20 30 10 10 10 Тиск пресування, МПа Температура пресування, °C Тривалість пресування, хв. Витрата клею, 2 г/м 1,8 135 8 150 1,2 1,5 1,8 120 135 150 6 8 10 90 120 150 Межа міцності на зріз, МПа Вимоги згідно ЗапропоноACTYE ваний спосіб N 3141: 2003 2,25 2,20 2,08 2,28 2,24 не 2,13 менше 2,46 1,0 2,38 2,28 1,75 2,35 2,03 Таким чином, отримана фанера з попередньою обробкою поверхні лущеного шпону пероксидом водню перед нанесенням на неї клею має підвищені механічні показники порівняно з вимогами державних стандартів. Це пояснюється тим, що пероксид водню схильний до радикальних реакцій і є надзвичайно хімічно активним. Реагуючи з різними структурними елементами як деревини так і клею, новоутворені радикали макромолекул реагуватимуть з утворенням (С-С) та (С-О-С) зв'язків, які міцніше утримують макромолекули, ніж водневі зв'язки. Окрім того, попередня обробка шпону розчином пероксиду водню сприяє видаленню смолистих речовин, що містяться на поверхні деревини, а також різного роду забруднень та пороху з оброблюваної поверхні, які перешкоджають склеюванню, тобто підвищує адгезію клею до шпону. Функціональні групи, які присутні на поверхні деревини, модифікуються таким чином, що вони починають реагувати і склеювати більш ефективно з функціональними групами клею. Джерела інформації: 1. Сано Йосио. Способ обработки древесины // Плиты и фанера. - 1983. - № 4. - С.20. 2. Патент України на винахід №88210. Спосіб виготовлення фанери / Бехта П.А., Бехта Н.С., Рондяк І.І. Заявл. 29.12.2007; Опубл. 25.09.2009; Бюл. № 18. ФОРМУЛА ВИНАХОДУ 20 25 Спосіб активування поверхні шпону у виробництві композитних матеріалів на основі шпону, який включає операції підготовки сировини до лущення, виготовлення лущеного шпону, сушіння шпону, приготування клею, попередньої обробки поверхні шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що поверхня шпону обробляється шляхом нанесення на неї розпорошенням 1-3 %-ого водного 2 розчину пероксиду водню з витратою із розрахунку 10-30 г/м , а пресування здійснюють за таких режимних параметрів: тиск пресування - 1,2-1,79 МПа; температура пресування - 120-129 °С; 2 тривалість пресування - 6-9,9 хв; витрата феноло-формальдегідного клею - 90-129 г/м . Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of activation of veneer surface in production of composite materials based on veneer
Автори англійськоюBekhta Pavlo Antonovych, Tymyk Diana Volodymyrivna
Назва патенту російськоюСпособ активации поверхности шпона в производстве композитных материалов на основе шпона
Автори російськоюБехта Павел Антонович, Тимик Диана Владимировна
МПК / Мітки
МПК: B27D 1/00, B27G 11/00, C09J 5/00, B27N 3/00, B27K 5/00
Мітки: композитних, матеріалів, основі, виробництві, спосіб, поверхні, шпону, активування
Код посилання
<a href="https://ua.patents.su/5-102482-sposib-aktivuvannya-poverkhni-shponu-u-virobnictvi-kompozitnikh-materialiv-na-osnovi-shponu.html" target="_blank" rel="follow" title="База патентів України">Спосіб активування поверхні шпону у виробництві композитних матеріалів на основі шпону</a>
Спосіб виготовлення фанери

Номер патенту: 66581
Опубліковано: 17.05.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: виготовлення, спосіб, фанери
Формула / Реферат:
Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що з метою зменшення шорсткості фанери і запобігання пробиттю клею на лицеву поверхню фанери перед формуванням пакета зовнішні листи шпону ущільнюють.
Спосіб виготовлення фанери із шпону підвищеної вологості
Номер патенту: 37899
Опубліковано: 10.12.2008
Автори: Біць Галина Євгенівна, Ян Седлячік, Бехта Павло Антонович
МПК: B27N 3/00
Мітки: фанери, підвищеної, вологості, шпону, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення фанери із шпону підвищеної вологості, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування та підпресування пакетів шпону, склеювання фанери, який відрізняється тим, що шпон висушується до підвищеної вологості 15 % і в процесі приготування клею до фенолоформальдегідної смоли як модифікувальну добавку додають фенолорезорцинову смолу і житнє борошно.2....
Спосіб виготовлення фанери із шпону підвищеної вологості
Номер патенту: 37897
Опубліковано: 10.12.2008
Автори: Бехта Павло Антонович, Біць Галина Євгенівна, Ян Седлячік
МПК: B27N 3/00
Мітки: шпону, фанери, підвищеної, спосіб, вологості, виготовлення
Формула / Реферат:
Спосіб виготовлення фанери із шпону підвищеної вологості, що включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування та підпресування пакетів шпону, склеювання фанери, який відрізняється тим, що шпон висушують до підвищеної вологості 15 % і в процесі приготування клею до фенолоформальдегідної смоли (на 100 мас. ч.) як модифікувальну добавку додають 1-5 мас. ч. фенолорезорцинової смоли.
Спосіб виготовлення фанери із шпону підвищеної вологості
Номер патенту: 37808
Опубліковано: 10.12.2008
Автори: Бехта Павло Антонович, Біць Галина Євгенівна, Ян Седлячік
МПК: B27N 3/00
Мітки: фанери, спосіб, виготовлення, підвищеної, вологості, шпону
Формула / Реферат:
Спосіб виготовлення фанери із шпону підвищеної вологості, що включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування та підпресування пакетів шпону, склеювання фанери, який відрізняється тим, що шпон висушують до підвищеної вологості 15 %, а в процесі приготування клею до феноло-формальдегідної смоли як модифікувальну добавку додають житнє борошно в кількості 1-5 мас.ч. на...
Спосіб виготовлення фанери
Номер патенту: 27066
Опубліковано: 10.10.2007
Автори: Тимик Діана Володимирівна, Бехта Наталія Степанівна, Бехта Павло Антонович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, фанери
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що перед нанесенням клею на шпон він обробляється гідроксидом калію (КОН).2. Спосіб за п. 1, який відрізняється тим, що на поверхню шпону наносять 2-5 %-ий розчин гідроксиду калію (КОН) з розрахунку 50 г/м2.3....
Попередній патент: Машина для розсівання мінеральних добрив
Наступний патент: Універсальний пальниковий пристрій для спалювання природного газу і біогазу
Випадковий патент: Вузол поглинального апарата для залізничного транспортного засобу (варіанти)