Спосіб виготовлення біметалів при заливці різьбових отворів розплавленим металом
Номер патенту: 102546
Опубліковано: 10.11.2015
Автори: Романенко Віктор Васильович, Романенко Максим Вікторович


Формула / Реферат
Спосіб виготовлення біметалів при заливці різьбових отворів розплавленим металом, що містить пластину основи та плакувальну пластину, які установлені одна на одній і попередньо скріплені між собою, та засіб для заливки розплавленого металу, який відрізняється тим, що в скріплених пластинах біметалу, зі сторони пластини основи, виконують технологічні отвори, причому в пластині основи - крізні, ступінчасті, з ширшим діаметром з зовнішньої сторони пластини, а в плакувальній пластині - глухі, в вузькій частині яких як пластини основи, так і плакувальної пластини нарізають спільну різьбу, а в широкій частині пластини основи - різьбу протилежного напряму, та в кожний із отриманих різьбових отворів заливають розплавлений метал, температура плавлення якого менша температури плавлення пластин біметалу.
Текст
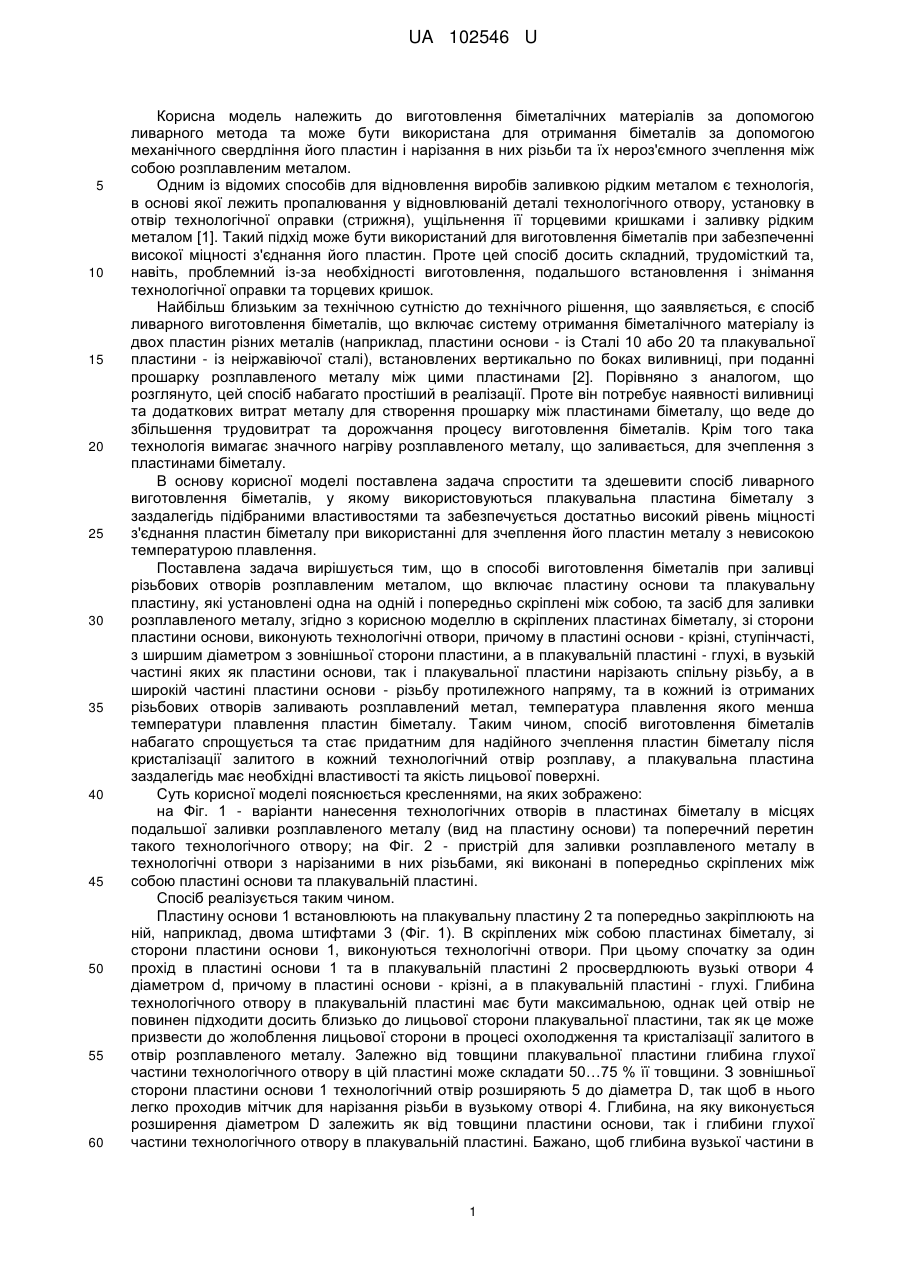
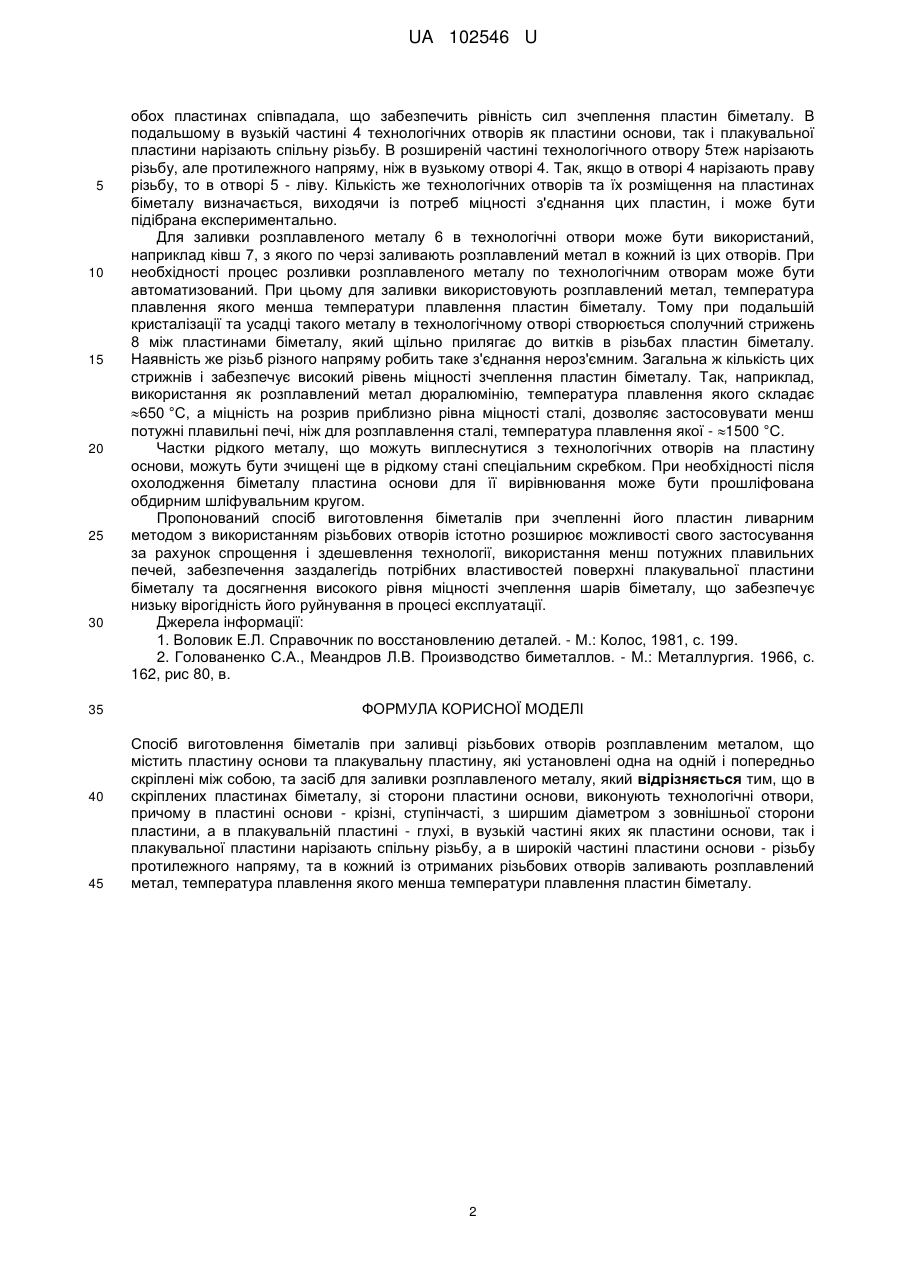
Реферат: Спосіб виготовлення біметалів при заливці різьбових отворів розплавленим металом, що містить пластину основи та плакувальну пластину, які установлені одна на одній і попередньо скріплені між собою, та засіб для заливки розплавленого металу. В скріплених пластинах біметалу, зі сторони пластини основи, виконують технологічні отвори, причому в пластині основи - крізні, ступінчасті, з ширшим діаметром з зовнішньої сторони пластини, а в плакувальній пластині - глухі, в вузькій частині яких як пластини основи, так і плакувальної пластини нарізають спільну різьбу, а в широкій частині пластини основи - різьбу протилежного напряму, та в кожний із отриманих різьбових отворів заливають розплавлений метал, температура плавлення якого менша температури плавлення пластин біметалу. UA 102546 U (54) СПОСІБ ВИГОТОВЛЕННЯ БІМЕТАЛІВ ПРИ ЗАЛИВЦІ РІЗЬБОВИХ ОТВОРІВ РОЗПЛАВЛЕНИМ МЕТАЛОМ UA 102546 U UA 102546 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виготовлення біметалічних матеріалів за допомогою ливарного метода та може бути використана для отримання біметалів за допомогою механічного свердління його пластин і нарізання в них різьби та їх нероз'ємного зчеплення між собою розплавленим металом. Одним із відомих способів для відновлення виробів заливкою рідким металом є технологія, в основі якої лежить пропалювання у відновлюваній деталі технологічного отвору, установку в отвір технологічної оправки (стрижня), ущільнення її торцевими кришками і заливку рідким металом [1]. Такий підхід може бути використаний для виготовлення біметалів при забезпеченні високої міцності з'єднання його пластин. Проте цей спосіб досить складний, трудомісткий та, навіть, проблемний із-за необхідності виготовлення, подальшого встановлення і знімання технологічної оправки та торцевих кришок. Найбільш близьким за технічною сутністю до технічного рішення, що заявляється, є спосіб ливарного виготовлення біметалів, що включає систему отримання біметалічного матеріалу із двох пластин різних металів (наприклад, пластини основи - із Сталі 10 або 20 та плакувальної пластини - із неіржавіючої сталі), встановлених вертикально по боках виливниці, при поданні прошарку розплавленого металу між цими пластинами [2]. Порівняно з аналогом, що розглянуто, цей спосіб набагато простіший в реалізації. Проте він потребує наявності виливниці та додаткових витрат металу для створення прошарку між пластинами біметалу, що веде до збільшення трудовитрат та дорожчання процесу виготовлення біметалів. Крім того така технологія вимагає значного нагріву розплавленого металу, що заливається, для зчеплення з пластинами біметалу. В основу корисної моделі поcтавлена задача спростити та здешевити спосіб ливарного виготовлення біметалів, у якому використовуються плакувальна пластина біметалу з заздалегідь підібраними властивостями та забезпечується достатньо високий рівень міцності з'єднання пластин біметалу при використанні для зчеплення його пластин металу з невисокою температурою плавлення. Поставлена задача вирішується тим, що в способі виготовлення біметалів при заливці різьбових отворів розплавленим металом, що включає пластину основи та плакувальну пластину, які установлені одна на одній і попередньо скріплені між собою, та засіб для заливки розплавленого металу, згідно з корисною моделлю в скріплених пластинах біметалу, зі сторони пластини основи, виконують технологічні отвори, причому в пластині основи - крізні, ступінчасті, з ширшим діаметром з зовнішньої сторони пластини, а в плакувальній пластині - глухі, в вузькій частині яких як пластини основи, так і плакувальної пластини нарізають спільну різьбу, а в широкій частині пластини основи - різьбу протилежного напряму, та в кожний із отриманих різьбових отворів заливають розплавлений метал, температура плавлення якого менша температури плавлення пластин біметалу. Таким чином, спосіб виготовлення біметалів набагато спрощується та стає придатним для надійного зчеплення пластин біметалу після кристалізації залитого в кожний технологічний отвір розплаву, а плакувальна пластина заздалегідь має необхідні властивості та якість лицьової поверхні. Суть корисної моделі пояснюється кресленнями, на яких зображено: на Фіг. 1 - варіанти нанесення технологічних отворів в пластинах біметалу в місцях подальшої заливки розплавленого металу (вид на пластину основи) та поперечний перетин такого технологічного отвору; на Фіг. 2 - пристрій для заливки розплавленого металу в технологічні отвори з нарізаними в них різьбами, які виконані в попередньо скріплених між собою пластині основи та плакувальній пластині. Спосіб реалізується таким чином. Пластину основи 1 встановлюють на плакувальну пластину 2 та попередньо закріплюють на ній, наприклад, двома штифтами 3 (Фіг. 1). В скріплених між собою пластинах біметалу, зі сторони пластини основи 1, виконуються технологічні отвори. При цьому спочатку за один прохід в пластині основи 1 та в плакувальній пластині 2 просвердлюють вузькі отвори 4 діаметром d, причому в пластині основи - крізні, а в плакувальній пластині - глухі. Глибина технологічного отвору в плакувальній пластині має бути максимальною, однак цей отвір не повинен підходити досить близько до лицьової сторони плакувальної пластини, так як це може призвести до жолоблення лицьової сторони в процесі охолодження та кристалізації залитого в отвір розплавленого металу. Залежно від товщини плакувальної пластини глибина глухої частини технологічного отвору в цій пластині може складати 50…75 % її товщини. З зовнішньої сторони пластини основи 1 технологічний отвір розширяють 5 до діаметра D, так щоб в нього легко проходив мітчик для нарізання різьби в вузькому отворі 4. Глибина, на яку виконується розширення діаметром D залежить як від товщини пластини основи, так і глибини глухої частини технологічного отвору в плакувальній пластині. Бажано, щоб глибина вузької частини в 1 UA 102546 U 5 10 15 20 25 30 35 40 45 обох пластинах співпадала, що забезпечить рівність сил зчеплення пластин біметалу. В подальшому в вузькій частині 4 технологічних отворів як пластини основи, так і плакувальної пластини нарізають спільну різьбу. В розширеній частині технологічного отвору 5теж нарізають різьбу, але протилежного напряму, ніж в вузькому отворі 4. Так, якщо в отворі 4 нарізають праву різьбу, то в отворі 5 - ліву. Кількість же технологічних отворів та їх розміщення на пластинах біметалу визначається, виходячи із потреб міцності з'єднання цих пластин, і може бути підібрана експериментально. Для заливки розплавленого металу 6 в технологічні отвори може бути використаний, наприклад ківш 7, з якого по черзі заливають розплавлений метал в кожний із цих отворів. При необхідності процес розливки розплавленого металу по технологічним отворам може бути автоматизований. При цьому для заливки використовують розплавлений метал, температура плавлення якого менша температури плавлення пластин біметалу. Тому при подальшій кристалізації та усадці такого металу в технологічному отворі створюється сполучний стрижень 8 між пластинами біметалу, який щільно прилягає до витків в різьбах пластин біметалу. Наявність же різьб різного напряму робить таке з'єднання нероз'ємним. Загальна ж кількість цих стрижнів і забезпечує високий рівень міцності зчеплення пластин біметалу. Так, наприклад, використання як розплавлений метал дюралюмінію, температура плавлення якого складає 650 °C, а міцність на розрив приблизно рівна міцності сталі, дозволяє застосовувати менш потужні плавильні печі, ніж для розплавлення сталі, температура плавлення якої - 1500 °C. Частки рідкого металу, що можуть виплеснутися з технологічних отворів на пластину основи, можуть бути зчищені ще в рідкому стані спеціальним скребком. При необхідності після охолодження біметалу пластина основи для її вирівнювання може бути прошліфована обдирним шліфувальним кругом. Пропонований спосіб виготовлення біметалів при зчепленні його пластин ливарним методом з використанням різьбових отворів істотно розширює можливості свого застосування за рахунок спрощення і здешевлення технології, використання менш потужних плавильних печей, забезпечення заздалегідь потрібних властивостей поверхні плакувальної пластини біметалу та досягнення високого рівня міцності зчеплення шарів біметалу, що забезпечує низьку вірогідність його руйнування в процесі експлуатації. Джерела інформації: 1. Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981, с. 199. 2. Голованенко С.А., Меандров Л.В. Производство биметаллов. - М.: Металлургия. 1966, с. 162, рис 80, в. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення біметалів при заливці різьбових отворів розплавленим металом, що містить пластину основи та плакувальну пластину, які установлені одна на одній і попередньо скріплені між собою, та засіб для заливки розплавленого металу, який відрізняється тим, що в скріплених пластинах біметалу, зі сторони пластини основи, виконують технологічні отвори, причому в пластині основи - крізні, ступінчасті, з ширшим діаметром з зовнішньої сторони пластини, а в плакувальній пластині - глухі, в вузькій частині яких як пластини основи, так і плакувальної пластини нарізають спільну різьбу, а в широкій частині пластини основи - різьбу протилежного напряму, та в кожний із отриманих різьбових отворів заливають розплавлений метал, температура плавлення якого менша температури плавлення пластин біметалу. 2 UA 102546 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing metals by pouring molten metal into threaded holes
Автори англійськоюRomanenko Viktor Vasyliovych, Romanenko Maksym Viktorovych
Назва патенту російськоюСпособ изготовления биметаллов при заливке резьбовых отверстий расплавленным металлом
Автори російськоюРоманенко Виктор Васильевич, Романенко Максим Викторович
МПК / Мітки
МПК: B22D 19/00, B23D 19/08
Мітки: розплавленим, металом, різьбових, виготовлення, заливці, біметалів, спосіб, отворів
Код посилання
<a href="https://ua.patents.su/5-102546-sposib-vigotovlennya-bimetaliv-pri-zalivci-rizbovikh-otvoriv-rozplavlenim-metalom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалів при заливці різьбових отворів розплавленим металом</a>
Спосіб виготовлення біметалів зі зчепленням його пластин при заливці рідким металом
Номер патенту: 99342
Опубліковано: 25.05.2015
Автор: Романенко Віктор Васильович
МПК: C22B 9/20, B22D 11/041
Мітки: спосіб, біметалів, пластин, рідким, виготовлення, металом, зчепленням, заливці
Формула / Реферат:
Спосіб виготовлення біметалів зі зчепленням його пластин при заливці рідким металом, що включає застосування виливниці, в якій вертикально по боках встановлюють пластину основи та плакувальну пластину з потрібним зазором між ними, засіб для заливки розплавленого металу між цими пластинами, який відрізняється тим, що на поверхню як пластини основи, так і плакувальної пластини заздалегідь наносять рельєф потрібної структури та глибини,...
Спосіб ливарного виготовлення біметалів при використанні технологічних отворів
Номер патенту: 102542
Опубліковано: 10.11.2015
Автори: Спаська Олександра Олександрівна, Романенко Віктор Васильович
МПК: B22D 25/00, B23K 20/00
Мітки: біметалів, спосіб, ливарного, виготовлення, технологічних, використанні, отворів
Формула / Реферат:
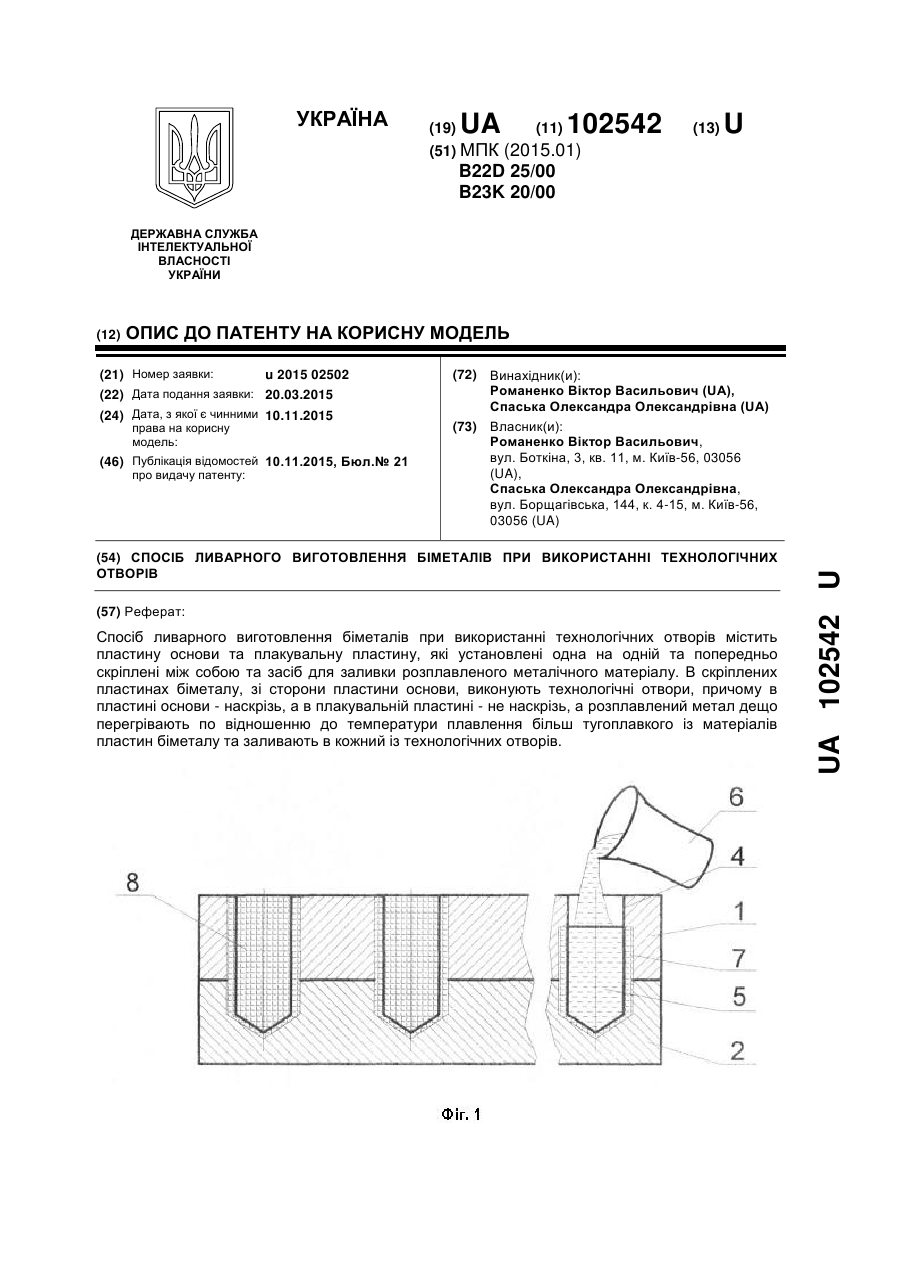
Спосіб ливарного виготовлення біметалів при використанні технологічних отворів, що містить пластину основи та плакувальну пластину, які установлені одна на одній та попередньо скріплені між собою, та засіб для заливки розплавленого металічного матеріалу, який відрізняється тим, що в скріплених пластинах біметалу, зі сторони пластини основи, виконують технологічні отвори, причому в пластині основи - наскрізь, а в плакувальній пластині - не...
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням заглиблених технологічних отворів
Номер патенту: 102030
Опубліковано: 12.10.2015
Автори: Романенко Віктор Васильович, Блощицин Михайло Сергійович
МПК: F16B 5/00, B23K 9/173
Мітки: технологічних, спосіб, електродуговим, біметалів, електродом, використанням, отворів, заглиблених, плавким, виготовлення, зварюванням
Формула / Реферат:
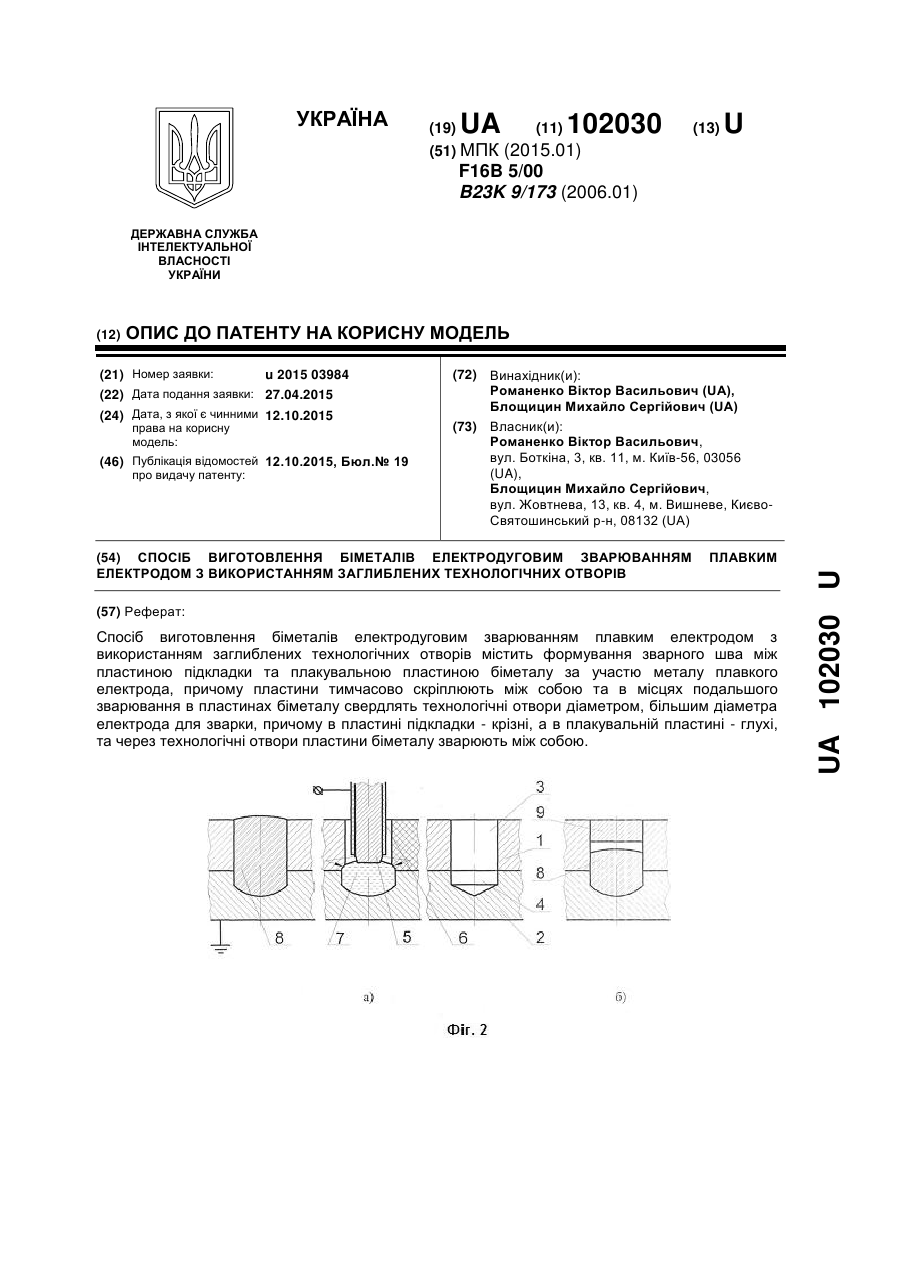
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням заглиблених технологічних отворів, що містить формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участю металу плавкого електрода, який відрізняється тим, що пластини тимчасово скріплюють між собою та в місцях подальшого зварювання в пластинах біметалу свердлять технологічні отвори діаметром, більшим діаметра...
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних отворів
Номер патенту: 102053
Опубліковано: 12.10.2015
Автори: Романенко Віктор Васильович, Головко Леонід Федорович, Кривцун Ігор Віталійович
МПК: B23K 9/00
Мітки: плавким, зварюванням, біметалів, спосіб, електродом, використанням, виготовлення, отворів, технологічних, електродуговим
Формула / Реферат:
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних отворів, який включає формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участі металу плавкого електрода, який відрізняється тим, що в місцях зварювання в пластині підкладки наскрізь свердлять технологічні отвори діаметром, більшим діаметра електрода для зварювання, пластини тимчасово скріплюють та...
Спосіб ливарного виготовлення біметалів з використанням технологічних пазів
Номер патенту: 101953
Опубліковано: 12.10.2015
Автори: Романенко Віктор Васильович, Лихошва Валерій Петрович, Шатрава Олександр Павлович, Головко Леонід Федорович, Кривцун Ігор Віталійович
МПК: C23C 6/00, B23K 20/04, B22D 19/00, B32B 7/00
Мітки: виготовлення, ливарного, технологічних, спосіб, використанням, біметалів, пазів
Формула / Реферат:
1. Спосіб ливарного виготовлення біметалів з використанням технологічних пазів, що містить пластину основи та плакувальну пластину і засіб для заливки розплавленого металу, який відрізняється тим, що окремо в пластині основи та в плакувальній пластині виконують технологічні пази, причому в пластині основи - крізні, ступінчасті, ширшою частиною зі сторони заливки розплавленого металу, а в плакувальній пластині - некрізні, нахилені, зі сторони...
Попередній патент: Епоксидна композиція
Наступний патент: Апарат для безперервного вилучення міді із розчинів шляхом цементації
Випадковий патент: Спосіб забезпечення електробезпеки при виконанні робіт на струмоведучих частинах електроустановок надвисоких класів напруги