Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі нікелю для поліграфічних машин
Номер патенту: 104945
Опубліковано: 25.02.2016
Автори: Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Зигуля Світлана Миколаївна

Формула / Реферат
Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі нікелю для поліграфічних машин дрібнозернистими шліфувальними інструментами із застосуванням мастильно-охолоджуючої рідини (МОР), який відрізняється тим, що оброблення поверхонь отворів деталей тертя здійснюють шліфувальними кругами на основі синтетичних алмазів (АС) зернистістю 14-50 мкм на бакелітно-гумовій зв'язці, а обробку поверхні виконують за такими технологічними режимами: швидкість обертання деталі - 35-40 м/хв., швидкість обертання алмазного (АС) кругу - 40-55 м/с, швидкість поздовжнього переміщення інструменту вздовж осі отвору поверхні оброблення - 1,5-3,5 м/хв., глибина різання - 5-20 мкм.
Текст
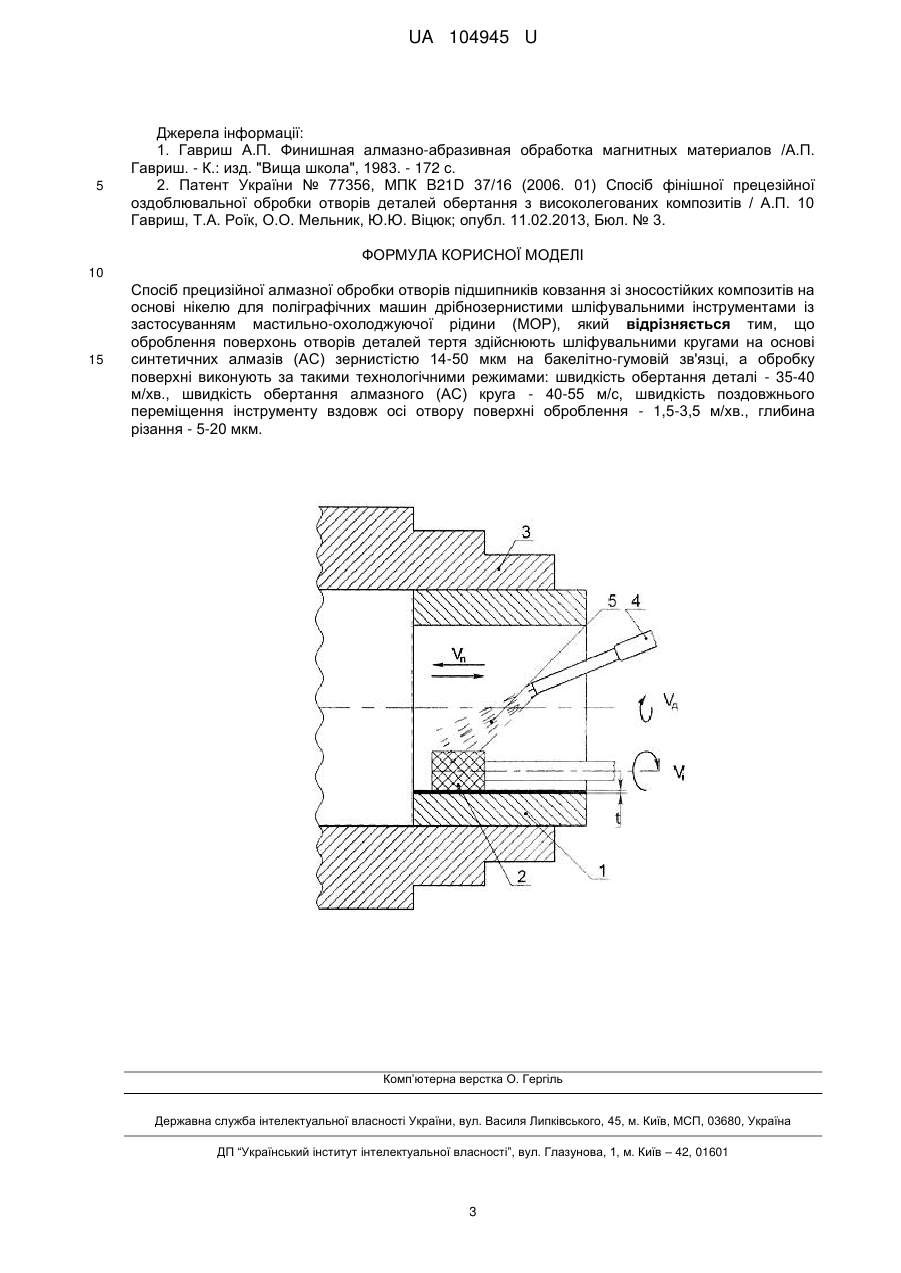
Реферат: Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі нікелю для поліграфічних машин дрібнозернистими шліфувальними інструментами із застосуванням мастильно-охолоджуючої рідини (МОР). Оброблення поверхонь отворів деталей тертя здійснюють шліфувальними кругами на основі синтетичних алмазів (АС) зернистістю 1450 мкм на бакелітно-гумовій зв'язці, а обробку поверхні виконують за такими технологічними режимами: швидкість обертання деталі - 35-40 м/хв., швидкість обертання алмазного (АС) круга - 40-55 м/с, швидкість поздовжнього переміщення інструменту вздовж осі отвору поверхні оброблення - 1,5-3,5 м/хв., глибина різання - 5-20 мкм. UA 104945 U (12) UA 104945 U UA 104945 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі технології машинобудування, зокрема до способів прецизійних оздоблювальних способів обробки поверхонь отворів деталей тертя зі зносостійких композитних матеріалів на основі відходів нікелевих сплавів, що належать до класу важкооброблюваних сплавів зі спеціальними властивостями, наприклад деталей аерокосмічної техніки, газотурбінних систем, компресорних станцій магістральних трансєвропейських газогонів та деталей тертя (підшипники ковзання, вкладки, сегменти) високошвидкісних поліграфічних машин офсетного друку, що працюють в умовах тертя при жорстких режимах експлуатації (температура до 850-900 °C, тиск 1,5-5,0 МПа, швидкість обертання до 1-2 м/с, кисень повітря, абразивний пил). Відомий спосіб абразивного шліфування важкооброблюваних високолегованих матеріалів пермалоєвого класу (типу 81НМТ, 79НМ, 80НХС, Supermaloy, Mu-metal), при застосуванні якого використовують дрібнозернисті абразивні інструменти з карбіду кремнію зеленого (63С), зернистістю 10-14 мкм на еластичній гліфталевій зв'язці (Гл), а оброблення поверхонь здійснюють, признаючи надтонкі оздоблювальні режими різання [1]. Недоліком такого пособу є те, що при зрізанні тонких стружок з невеликим їх перерізом при обробці в'язких матеріалів з підвищеною твердістю і ударною в'язкістю, якими є композиційні матеріали на основі нікелю (типу ХН55ВМТКЮ, ХН50ВТФКЮ та інші) відбувається миттєве окиснення субмікронних часток елементів стружки, налипання їх до ріжучої кромки абразивного зерна з карбіду кремнію зеленого (63С), що змінює умови різання у зоні оброблення, зокрема веде до суттєвого збільшення радіусу заокруглення та кута різання при вершині поодинокого зерна, що обумовлює передчасну втрату ріжучої здатності абразивного кругу, веде до інтенсифікації його засалювання і стає причиною суттєвого зниження параметрів якості поверхні оброблення деталі з відповідним зниженням показників її зносостійкості. Найбільш близьким аналогом є спосіб фінішної прецизійної оздоблювальної обробки отворів деталей оброблення з високолегованих композитів. Недоліком такого способу є те, що при його застосуванні технічно неможливо досягати параметрів шорсткості поверхні оброблення Ra, які менші за значення 0,600-0,650 мк та глибини наклепу (дефектного шару деталі) меншого, ніж 8-10 мкм, що не забезпечує підвищення зносостійкості та довговічності деталей тертя поліграфічних машин [2]. В основу корисної моделі поставлена задача підвищення якості поверхонь обробки отворів підшипників ковзання зі зносостійких композитних матеріалів на основі нікелю шляхом зрізання тонких стружок ріжучими зернами інструмента за рахунок зниження складових сил різання у зоні обробки завдяки зменшенню тертя зерен інструменту по поверхні оброблення. При цьому застосовується мастильно-охолоджуюча рідина (МОР). Поставлена задача вирішується тим, що у запропонованому способі обробки отворів підшипників ковзання зі зносостійких композитів на базі нікелю для поліграфічних машин дрібнозернистими шліфувальними інструментами, оброблювана деталь обертається навколо своєї осі зі зрізанням стружок з поверхні отвору інструментом, при одночасному обертанні інструменту навколо осі, паралельній осі отвору деталі, з жорстким контактуванням інструменту з поверхнею обертання, при цьому його переміщенням відбувається вздовж осі деталі при застосуванні мастильно-охолоджуючої рідини, а для оброблення як шліфувальний інструмент використовують круги на основі алмазу синтетичного (АС) зернистістю 14-50 мкм на бакелітногумовій зв'язці, а обробку поверхні виконують за такими технологічними режимами: швидкість обертання деталі - 35-40 м/хв., швидкість обертання алмазного круга - 40-55 м/с, швидкість поздовжнього переміщення інструменту вздовжосі отвору поверхні оброблення - 1,5-3,5 м/хв., глибина різання - 5-20 мкм. Спосіб здійснюється наступним чином. Деталь з оброблюваним отвором затискають у пристрої верстату. Інструмент у вигляді алмазного кругу з синтетичного алмазу (АС) зернистістю 14-50 мкм на бакелітно-гумовій зв'язці розміщують у отворі деталі так, щоб вісь обертання кругу була паралельна осі обертання деталі. Одночасно алмазні зерна входять у робочий контакт з поверхнею оброблення, а інструменту надають переміщення вздовж осі деталі, при цьому в зону зрізання стружки подають мастильно-охолоджуючу рідину (МОР). Спосіб реалізується за схемою, наведеною на кресленні. Деталь 1 з отвором затискається у пристрої 3 верстата прецизійної точності і обертається зі швидкістю Vд. Шліфувальний круг 2 з відповідною оправкою розташовується в отворі деталі і обертається зі швидкістю Vi. 1 UA 104945 U 5 10 15 Шліфувальний круг 2 за рахунок відповідної кінематики верстату здійснює переміщення вздовж осі оброблення зі швидкістю Vn. Круг 2 має жорсткий контакт з деталлю 1, внаслідок чого знімається припуск на оброблення t. В процесі зрізання стружок з поверхні оброблення у ріжучу зону за допомогою трубопроводу 4 подають мастильно-охолоджуючу рідину 5. Завдяки тому, що алмазні зерна у складі шліфувального круга мають мінімальну схильність до адгезії з оброблюваною високолегованою поверхнею деталі з нікелевого композиту, а також найгострішу форму (мінімальні значення радіусу заокруглення та кута при вершині ріжучого зерна) у порівнянні з іншими абразивними матеріалами та завдяки застосуванню еластичної бакелітно-гумової зв'язки, коли (при навантаженні зерен під дією сил різання) алмазні зерна демфують у матеріал зв'язки, зменшуючи фактичну глибину різання, досягається суттєве зниження складових сил різання, які виникають при стружкоутворенні. Ці фактори, в свою чергу, впливають на фактичну глибину різання та переріз стружки, що призводить до покращення якості поверхні оброблення, зокрема, суттєво (~ на 100 %) зменшуються параметри шорсткості, спотворення поверхневих шарів (напруження II–го роду, a ) як основної характеристики a 20 наклепу, при цьому одночасно відбувається зменшення (~ на 20-25 %) глибини проникнення наклепу у поверхневий шар деталі. Це безпосередньо впливає на параметри довговічності та зносостійкості готових виробів. Крім цього, досягненню найвищих параметрів якості поверхонь оброблення сприяє призначення таких режимів тонкого алмазного шліфування, які були всебічно дослідженні (з метою забезпечення найвищих параметрів якості обробки). При використанні традиційних технологій оброблення отворів деталей параметри якості поверхонь оброблення знижуються (табл. 1, 2). Таблиця 1 Вплив шліфувального інструменту на параметри якості поверхні при обробці отворів підшипників ковзання з композитного матеріалу на основі відходів нікелевих сплавів типу ХН55ВМТКЮ Обробка, згідно з найближчим аналогом [1], Обробка, згідно з запропонованим способом кругом з карбіду кремнію зеленого алмазним кругом АСМ28Бр1 на бакелітно63СМ28СМ21Гл на гліфталевій зв'язці гумовій зв'язці (Бр1) Спотворення IIСпотворення II-го Параметр Глибина Параметр Ra, Глибина роду роду шорсткості Ra, наклепу h, мкм h, мкм a a 10 4 10 4 мкм мкм a a 0,650 8-10 17-20 0,195 6,1-6,5 11,9-12,2 Таблиця 2 Вплив швидкості обертання деталі оброблення на якість поверхні при обробці отворів підшипників ковзання з композитного матеріалу з відходів нікелевих сплавів типу ХН55ВМТКЮ алмазними шліфувальними кругами АСМ28Бр1 на бакелітно-гумовій зв'язці (Бр1) Параметри якості поверхні Швидкість обертання деталі оброблення Параметр шорсткості Глибина наклепу h, Спотворення II-го роду a 10 4 м/хв. Ra, мкм мкм a 50 0,195 6,1-6,5 11,9-12,2 52 0,210 6,6-6,9 12,3-12,9 55 0,230 7,1-8,5 13,0-13,4 60 0,270 9,0-9,7 13,5-14,1 25 30 Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі нікелю для поліграфічних машин може використовуватись при обробці спеціальних деталей для аерокосмічних систем, деталей тертя газотурбінних і компресорних станцій магістральних газогонів, ракетних двигунів та високообертових підшипників ковзання поліграфічних машин офсетного друку. 2 UA 104945 U 5 Джерела інформації: 1. Гавриш А.П. Финишная алмазно-абразивная обработка магнитных материалов /А.П. Гавриш. - К.: изд. "Вища школа", 1983. - 172 с. 2. Патент України № 77356, МПК B21D 37/16 (2006. 01) Спосіб фінішної прецезійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів / А.П. 10 Гавриш, Т.А. Роїк, О.О. Мельник, Ю.Ю. Віцюк; опубл. 11.02.2013, Бюл. № 3. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі нікелю для поліграфічних машин дрібнозернистими шліфувальними інструментами із застосуванням мастильно-охолоджуючої рідини (МОР), який відрізняється тим, що оброблення поверхонь отворів деталей тертя здійснюють шліфувальними кругами на основі синтетичних алмазів (АС) зернистістю 14-50 мкм на бакелітно-гумовій зв'язці, а обробку поверхні виконують за такими технологічними режимами: швидкість обертання деталі - 35-40 м/хв., швидкість обертання алмазного (АС) круга - 40-55 м/с, швидкість поздовжнього переміщення інструменту вздовж осі отвору поверхні оброблення - 1,5-3,5 м/хв., глибина різання - 5-20 мкм. Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюGavrish Anatoly, Roik Tetiana, Kyrychok Petro, Zyhulya Svetlana, Gavrish Oleg
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Киричок Петр Алексеевич, Зигуля Светлана Николаевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B24B 1/00, B24B 55/00
Мітки: спосіб, основі, отворів, алмазної, прецизійної, нікелю, машин, ковзання, поліграфічних, зносостійких, композитів, обробки, підшипників
Код посилання
<a href="https://ua.patents.su/5-104945-sposib-precizijjno-almazno-obrobki-otvoriv-pidshipnikiv-kovzannya-zi-znosostijjkikh-kompozitiv-na-osnovi-nikelyu-dlya-poligrafichnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі нікелю для поліграфічних машин</a>
Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі алюмінію для поліграфічних машин
Номер патенту: 98918
Опубліковано: 12.05.2015
Автори: Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Киричок Петро Олексійович, Фіранський Володимир Борисович
МПК: B24B 55/00, B24B 1/00
Мітки: машин, обробки, алюмінію, поліграфічних, спосіб, основі, композитів, ковзання, прецизійної, зносостійких, отворів, підшипників, алмазної
Формула / Реферат:
Спосіб прецизійної алмазної обробки отворів підшипників ковзання зі зносостійких композитів на основі алюмінію для поліграфічних машин дрібнозернистими шліфувальними інструментами із застосуванням мастильно-охолоджуючої рідини (МОР), який відрізняється тим, що оброблення поверхонь отворів деталей тертя здійснюють шліфувальними кругами на основі синтетичних алмазів (АС), зернистістю 14-50 мкм, на бакелітно-гумовій зв'язці, а обробку поверхні...
Спосіб прецизійної кубонітової обробки отворів підшипників ковзання зі зносостійких алюмінієвих композитів для поліграфічних машин
Номер патенту: 104506
Опубліковано: 10.02.2016
Автори: Віцюк Юлія Юріївна, Фіранський Володимир Борисович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна
МПК: B21D 53/10, B23P 9/00, B24B 1/00
Мітки: прецизійної, композитів, кубонітової, ковзання, отворів, алюмінієвих, спосіб, поліграфічних, машин, зносостійких, обробки, підшипників
Формула / Реферат:
Спосіб прецизійної кубонітової обробки отворів підшипників ковзання зі зносостійких композитів на основі алюмінію для поліграфічних машин дрібнозернистими шліфувальними інструментами із застосуванням мастильно-охолоджуючої рідини (МОР), який відрізняється тим, що для оброблення як шліфувальний інструмент використовують круги на основі кубічного нітриду бору (КНБ) - кубоніту зернистістю 14-50 мкм на бакелітно-гумовій зв'язці (Бр.1), а обробку...
Спосіб прецизійної обробки отворів підшипників ковзання з важкооброблюваних композитів на основі нікелю для поліграфічної техніки
Номер патенту: 104868
Опубліковано: 25.02.2016
Автори: Гавриш Олег Анатолійович, Хохлова Розалія Анатоліївна, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович
МПК: B24B 55/00, B24B 1/00, B24B 37/02, B24B 5/06
Мітки: ковзання, композитів, нікелю, прецизійної, важкооброблюваних, отворів, поліграфічної, спосіб, техніки, обробки, підшипників, основі
Формула / Реферат:
Спосіб прецизійної обробки отворів підшипників ковзання з важкооброблюваних композитів на основі нікелю для поліграфічної техніки, в якому оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору інструментом при його обертанні навколо осі, паралельної осі отвору деталі з жорстким контактуванням інструменту з поверхнею обертання, переміщенням інструменту вздовж осі деталі та застосуванням...
Спосіб обробки отворів підшипників ковзання з високолегованих композитів для поліграфічних машин
Номер патенту: 91221
Опубліковано: 25.06.2014
Автори: Віцюк Юлія Юріївна, Киричок Петро Олексійович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович
МПК: B24B 55/00, B24B 1/00
Мітки: ковзання, машин, високолегованих, обробки, поліграфічних, композитів, спосіб, отворів, підшипників
Формула / Реферат:
Спосіб обробки отворів підшипників ковзання з високолегованих композитів для поліграфічних машин дрібнозернистими шліфувальними інструментами із застосуванням мастильно-охолоджуючої рідини (МОР), який відрізняється тим, що оброблення поверхонь отворів деталей тертя здійснюється кругами на основі кубічного нітриду бору (ельбор ЛО) зернистістю 14-50 мкм на бакелітно-гумовій зв'язці, а обробку поверхні виконують за такими технологічними...
Боразонова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі нікелю для поліграфічних машин
Номер патенту: 102003
Опубліковано: 12.10.2015
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Лотоцька Оксана Іванівна, Киричок Петро Олексійович
МПК: B24B 55/00, B24D 3/34, C09K 3/14, B24B 1/00
Мітки: деталей, полірування, машин, нікелю, поверхонь, стрічка, боразонова, поліграфічних, основі, зносостійких, композитів
Формула / Реферат:
Боразонова стрічка для полірування поверхонь деталей зі зносостійких композитів на основі нікелю для поліграфічних машин, яка має етилентерефталатову основу та ріжучий шар з дрібнозернистих мікропорошків боразону ВО, розподілених у поверхневому шарі стрічки у поєднувальній речовині, яка відрізняється тим, що з метою покращення якості обробки, поєднуюча речовина робочого шару стрічки складається з суміші полівінілбутиралю та резольної...
Попередній патент: Спосіб абразивного оброблення зовнішніх циліндричних поверхонь зносостійких деталей обертання з композитів на основі нікелю для друкарських машин
Наступний патент: Порошковий зносостійкий матеріал на основі нікелю
Випадковий патент: Колонний дифузійний апарат