Спосіб електрохімічного нанесення покриттів сплавом кобальт-молібден-вольфрам
Номер патенту: 105796
Опубліковано: 11.04.2016
Автори: Гапон Юліана Костянтинівна, Ведь Марина Віталіївна, Сахненко Микола Дмитрович, Ненастіна Тетяна Олександрівна

Формула / Реферат
Спосіб електрохімічного нанесення покриттів сплавом кобальт-молібден-вольфрам на мідну або сталеву основу шляхом електроосадження з комплексного полілігандного електроліту, який відрізняється тим, що процес проводять в стаціонарному режимі струмом, густиною від 2 до 8 А/дм2, або уніполярним імпульсним струмом, амплітудою 4-20 А/дм2, при тривалості імпульсу 0,5•10-3-2•10-2 с та паузи 2•10-3-5•10-2 с в інтервалі температур 20-60 °C при постійному перемішуванні електроліту.
Текст
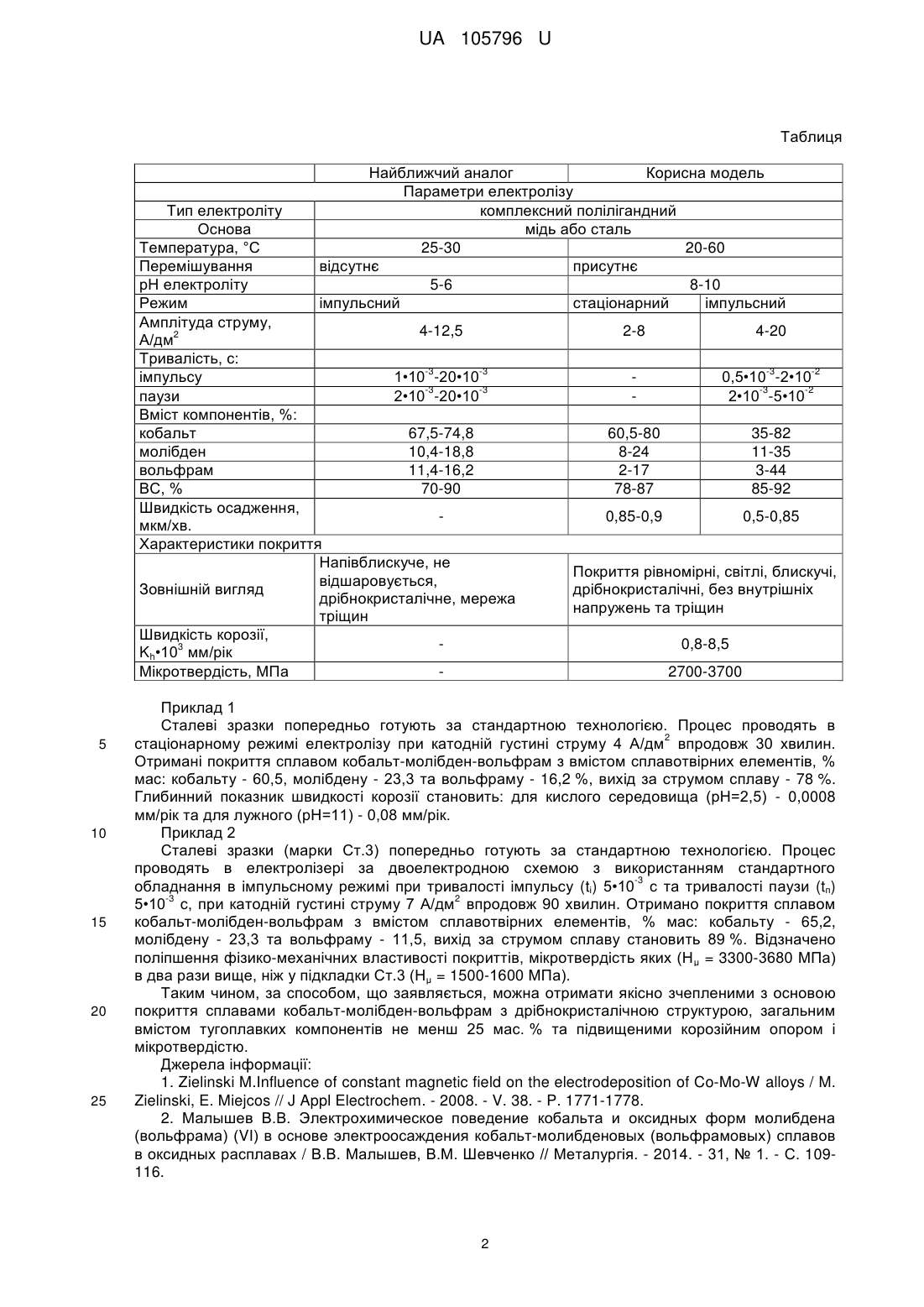
Реферат: Спосіб електрохімічного нанесення покриттів сплавом кобальт-молібден-вольфрам на мідну або сталеву основу шляхом електроосадження з комплексного полілігандного електроліту. 2 Процес проводять в стаціонарному режимі струмом, густиною від 2 до 8 А/дм , або уніполярним 2 -3 -2 імпульсним струмом, амплітудою 4-20 А/дм , при тривалості імпульсу 0,5•10 -2•10 с та паузи -3 -2 2•10 -5•10 с в інтервалі температур 20-60 °C при постійному перемішуванні електроліту. UA 105796 U (54) СПОСІБ ЕЛЕКТРОХІМІЧНОГО НАНЕСЕННЯ ПОКРИТТІВ СПЛАВОМ КОБАЛЬТ-МОЛІБДЕНВОЛЬФРАМ UA 105796 U UA 105796 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до електрохімічних способів нанесення покриттів сплавом кобальт-молібден-вольфрам, які можуть бути застосовані в аерокосмічній галузі та ракетобудуванні, машинобудуванні, мікроелектроніці і технології мікроелектромеханічних пристроїв, хімічній промисловості та природоохоронних технологіях. Введення тугоплавких компонентів до складу покривів дозволяє отримати каталітично-активні, магнітні та високоміцні матеріали, працездатні в агресивних середовищах та високих температурах. Відомий спосіб електролітичного одержання сплаву кобальт-молібден-вольфрам в стаціонарному режимі електролізу з комплексного полілігандного цитратноетилендіамінтетраацетатного електроліту [1], за яким електроосадження проводять при 2 температурі 25-30 °C у діапазоні катодної густини струму від 1 до 5 А/дм при рН розчину 1-3. Недоліками цього способу є невисокий загальний вміст тугоплавких компонентів (до 18 %) у сплаві, низький вихід за струмом (ВС) та наявність внутрішніх напружень в покритті, які призводять до розтріскування покриттів сплавом. Також можливо отримання покриттів сплавами Co-Mo-W з галогенідно-оксидного розплаву NaCl-KCl-Na2MoO4(Na2WO4)-СоСl2 при температурі 1023 К [2]. Недоліками цього способу є значна витрата електричної енергії в наслідок високої температури проведення процесу, необхідність застосування захисної атмосфери над ванною, обмежена кількість металів, на які можливо осадити сплав, та залучення більш складного обладнання для його реалізації в порівнянні з отриманням сплаву з водних розчинів. Найближчим аналогом вибрано спосіб [3], який полягає в тому, що осадження сплаву CoMo-W на мідну або сталеву основу проводять з комплексного полілігандного електроліту в імпульсному режимі електролізу при температурі 25-30 °C, рН розчину 5-6, катодній густині 2 -3 -3 -3 -3 струму 4-12,5 А/дм , тривалості імпульсу 1•10 -20•10 с, тривалості паузи 2•10 -20•10 с. Недоліком вказаного способу є наявність того факту, що покриття формуються із значними внутрішніми напруженнями та мережею тріщин, що значно знижує їхні фізико-механічні та декоративні властивості, а застосований електроліт є нестабільним. В основу корисної моделі поставлена задача електрохімічного нанесення покриттів сплавами кобальт-молібден-вольфрам, якісно зчепленими основою, дрібнокристалічною структурою, загальним вмістом тугоплавких компонентів не менш 25 мас. % та підвищеними корозійним опором і мікротвердістю. Поставлена задача вирішується тим, що процес нанесення покриттів сплавом кобальт2 молібден-вольфрам проводять в стаціонарному режимі струмом густиною від 2 до 8 А/дм або 2 -3 -2 уніполярним імпульсним струмом амплітудою 4-20 А/дм при тривалості імпульсу 0,5•10 -2•10 -3 -2 с та паузи 2•10 -5•10 с в інтервалі температур 20-60 °C при постійному перемішуванні електроліту. Співвідношення тривалості імпульсу і паузи змінюють залежно від вимог, які висуваються до властивостей покриттів, їх призначення і галузей подальшого використання. Для збільшення ефективності процесу осадження тривалість імпульсу повинна бути менша, ніж тривалість паузи. Запропонований інтервал густин струму імпульсів обумовлений тим, що верхня межа відповідає граничній дифузійній густині катодного струму, перевищення якої погіршує якість 2 покриття, а при густинах струму, менших за 4 А/дм , знижується продуктивність та ефективність електролізу. Нижня межа інтервалу тривалості імпульсів обумовлена зниженням виходу за струмом сплаву, а межа пауз - погіршенням декоративних властивостей покриттів через зміну співвідношення компонентів у сплаві. Збільшення тривалості імпульсів призводить до неповного відновлення оксидних сполук тугоплавких металів, що також погіршує якість покриття, а подовження пауз - до зниження ефективності осадження. Використання імпульсного режиму при співвідношенні тривалості імпульс/пауза в інтервалі -3 -2 -3 -2 (0,5•10 -2•10 )/(2•10 -5•10 )с, нагріванні та перемішуванні розчину дозволяє збільшити верхню 2 межу густину струму до 20 А/дм , тим самим розширити діапазон вмісту тугоплавких компонентів в сплаві, а також підвищити швидкість осадження покривів. Наведені вище технологічні параметри дають можливість одержати з цитратно-дифосфатного електроліту (таблиця) покриття сплавом з загальним вмістом тугоплавких компонентів (вольфрам і молібден) не менш 25 мас. %, та підвищеними корозійним опором і мікротвердістю. Відомості про способи нанесення покриттів Co-Mo-W наведено у таблиці 1 UA 105796 U Таблиця Найближчий аналог Корисна модель Параметри електролізу комплексний полілігандний мідь або сталь 25-30 20-60 відсутнє присутнє 5-6 8-10 імпульсний стаціонарний імпульсний Тип електроліту Основа Температура, °C Перемішування рН електроліту Режим Амплітуда струму, 4-12,5 2 А/дм Тривалість, с: -3 -3 імпульсу 1•10 -20•10 -3 -3 паузи 2•10 -20•10 Вміст компонентів, %: кобальт 67,5-74,8 молібден 10,4-18,8 вольфрам 11,4-16,2 ВС, % 70-90 Швидкість осадження, мкм/хв. Характеристики покриття Напівблискуче, не відшаровується, Зовнішній вигляд дрібнокристалічне, мережа тріщин Швидкість корозії, 3 Kh•10 мм/рік Мікротвердість, МПа 5 10 15 20 25 2-8 4-20 0,5•10 -2•10 -3 -2 2•10 -5•10 60,5-80 8-24 2-17 78-87 35-82 11-35 3-44 85-92 0,85-0,9 0,5-0,85 -3 -2 Покриття рівномірні, світлі, блискучі, дрібнокристалічні, без внутрішніх напружень та тріщин 0,8-8,5 2700-3700 Приклад 1 Сталеві зразки попередньо готують за стандартною технологією. Процес проводять в 2 стаціонарному режимі електролізу при катодній густині струму 4 А/дм впродовж 30 хвилин. Отримані покриття сплавом кобальт-молібден-вольфрам з вмістом сплавотвірних елементів, % мас: кобальту - 60,5, молібдену - 23,3 та вольфраму - 16,2 %, вихід за струмом сплаву - 78 %. Глибинний показник швидкості корозії становить: для кислого середовища (рН=2,5) - 0,0008 мм/рік та для лужного (рН=11) - 0,08 мм/рік. Приклад 2 Сталеві зразки (марки Ст.3) попередньо готують за стандартною технологією. Процес проводять в електролізері за двоелектродною схемою з використанням стандартного -3 обладнання в імпульсному режимі при тривалості імпульсу (tі) 5•10 с та тривалості паузи (tп) -3 2 5•10 с, при катодній густині струму 7 А/дм впродовж 90 хвилин. Отримано покриття сплавом кобальт-молібден-вольфрам з вмістом сплавотвірних елементів, % мас: кобальту - 65,2, молібдену - 23,3 та вольфраму - 11,5, вихід за струмом сплаву становить 89 %. Відзначено поліпшення фізико-механічних властивості покриттів, мікротвердість яких (Н μ = 3300-3680 МПа) в два рази вище, ніж у підкладки Ст.3 (Нμ = 1500-1600 МПа). Таким чином, за способом, що заявляється, можна отримати якісно зчепленими з основою покриття сплавами кобальт-молібден-вольфрам з дрібнокристалічною структурою, загальним вмістом тугоплавких компонентів не менш 25 мас. % та підвищеними корозійним опором і мікротвердістю. Джерела інформації: 1. Zielinski M.Influence of constant magnetic field on the electrodeposition of Co-Mo-W alloys / M. Zielinski, E. Miejcos // J Appl Electrochem. - 2008. - V. 38. - P. 1771-1778. 2. Малышев В.В. Электрохимическое поведение кобальта и оксидных форм молибдена (вольфрама) (VI) в основе электроосаждения кобальт-молибденовых (вольфрамовых) сплавов в оксидных расплавах / В.В. Малышев, В.М. Шевченко // Металургія. - 2014. - 31, № 1. - С. 109116. 2 UA 105796 U 3. Патент на корисну модель № 80448, Украина, МПК C25D 3/56 (2006.01) Спосіб нанесення покриття сплавом кобальт-молібден-вольфрам / Сахненко М.Д., Ведь М.В., Зюбанова С.І., Гапон Ю.К.; Заявник та власник патенту НТУ "ХПІ", опубл. 27.05.2013, Бюл. № 10. 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб електрохімічного нанесення покриттів сплавом кобальт-молібден-вольфрам на мідну або сталеву основу шляхом електроосадження з комплексного полілігандного електроліту, який відрізняється тим, що процес проводять в стаціонарному режимі струмом, густиною від 2 до 8 2 2 А/дм , або уніполярним імпульсним струмом, амплітудою 4-20 А/дм , при тривалості імпульсу -3 -2 -3 -2 0,5•10 -2•10 с та паузи 2•10 -5•10 с в інтервалі температур 20-60 °C при постійному перемішуванні електроліту. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrochemical coating deposition by cobalt-molybdenum-tungsten alloy
Автори англійськоюSakhnenko Mykola Dmytrovych, Ved Maryna Vitaliivna, Hapon Yuliana Kostiantynivna, Nenastina Tatiana Oleksandrivna
Назва патенту російськоюСпособ электрохимического нанесения покрытий сплавом кобальт-молибден-вольфрам
Автори російськоюСахненко Николай Дмитриевич, Ведь Марина Витальевна, Гапон Юлиана Константиновна, Ненастина Татьяна Александровна
МПК / Мітки
МПК: C25D 3/56
Мітки: сплавом, кобальт-молібден-вольфрам, нанесення, покриттів, електрохімічного, спосіб
Код посилання
<a href="https://ua.patents.su/5-105796-sposib-elektrokhimichnogo-nanesennya-pokrittiv-splavom-kobalt-molibden-volfram.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного нанесення покриттів сплавом кобальт-молібден-вольфрам</a>
Електроліт для електрохімічного синтезу покриттів сплавом кобальт-молібден-вольфрам
Номер патенту: 104439
Опубліковано: 25.01.2016
Автори: Сахненко Микола Дмитрович, Ненастіна Тетяна Олександрівна, Ведь Марина Віталіївна, Гапон Юліана Костянтинівна
МПК: C25D 3/56
Мітки: кобальт-молібден-вольфрам, сплавом, електроліт, електрохімічного, синтезу, покриттів
Формула / Реферат:
Електроліт для електрохімічного синтезу покриттів сплавом кобальт-молібден-вольфрам, що містить сульфат (II) кобальту, вольфрамат натрію, молібдат натрію, цитрат натрію, який відрізняється тим, що до складу електроліту додатково вводять дифосфат калію в наступному співвідношенні компонентів, моль/дм3: кобальту (II) сульфат (CoSO4∙7H2O) 0,1-0,2 натрію молібдат (Na2MoO4∙2H2O) ...
Спосіб нанесення покриття сплавом кобальт-молібден-вольфрам
Номер патенту: 80448
Опубліковано: 27.05.2013
Автори: Гапон Юліана Костянтинівна, Зюбанова Світлана Іванівна, Сахненко Микола Дмитрович, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: спосіб, сплавом, кобальт-молібден-вольфрам, нанесення, покриття
Формула / Реферат:
Спосіб нанесення покриття сплавом кобальт-молібден-вольфрам шляхом електроосадження з комплексного полілігандного електроліту, який відрізняється тим, що електроосадження ведуть в імпульсному режимі при густині катодного струму 4-12,5 А/дм2, тривалості імпульсу 1×10-3-20×10-3 с, тривалості паузи 2×10-3-20×10-3 с.
Спосіб нанесення покриттів сплавом кобальт-молібден-цирконій
Номер патенту: 84103
Опубліковано: 10.10.2013
Автори: Глушкова Марина Олександрівна, Ведь Марина Віталіївна, Козяр Марина Олексіївна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: спосіб, кобальт-молібден-цирконій, покриттів, нанесення, сплавом
Формула / Реферат:
Спосіб нанесення покриттів сплавом кобальт-молібден-цирконій на метали та сплави шляхом катодного осадження з цитратно-пірофосфатного розчину, який відрізняється тим, що процес проводять при температурі 20-25 °C імпульсним струмом амплітудою 2-10 А/дм2 при тривалості імпульсу 0,5·10-3-5·10-2 с і тривалості паузи 1·10-3-1·10-1 с.
Електроліт для формування покриттів сплавом кобальт-молібден-вольфрам
Номер патенту: 81121
Опубліковано: 25.06.2013
Автори: Гапон Юліана Костянтинівна, Зюбанова Світлана Іванівна, Сахненко Микола Дмитрович, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: електроліт, сплавом, формування, покриттів, кобальт-молібден-вольфрам
Формула / Реферат:
Електроліт для нанесення покриттів сплавом кобальт-молібден-вольфрам, що містить сульфат кобальту, вольфрамат і молібдат натрію, цитрат натрію та хлорид амонію, який відрізняється тим, що для підвищення вмісту вольфраму і молібдену в покритті, адгезії, виходу за струмом, терміну експлуатації до складу електроліту додатково вводять боратну кислоту, сульфат та гідроксид натрію в наступному співвідношенні компонентів, моль/дм3: ...
Електроліт для нанесення покриттів сплавом кобальт-молібден-цирконій
Номер патенту: 84104
Опубліковано: 10.10.2013
Автори: Артеменко Валентина Мефодіївна, Козяр Марина Олексіївна, Глушкова Марина Олександрівна, Ведь Марина Віталіївна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: електроліт, нанесення, кобальт-молібден-цирконій, сплавом, покриттів
Формула / Реферат:
Електроліт для нанесення сплаву кобальт-молібден-цирконій, що містить кобальту сульфат, натрію молібдат, калію пірофосфат, натрію цитрат та натрію сульфат, який відрізняється тим, що вводять цирконію сульфат при такому співвідношенні компонентів, моль/дм3: кобальту сульфат 0,1-0,2 натріу молібдат 0,02-0,05 цирконіу сульфат 0,01-0,05 ...
Попередній патент: Спосіб прогнозування зрощення перелому
Наступний патент: Волоконно-оптичний тунельний датчик струму
Випадковий патент: Пристрій для рафінування металевого розплаву у проміжному ковші