Гідроімпульсний прес для виробництва паливних брикетів
Номер патенту: 106884
Опубліковано: 10.05.2016
Автори: Янович Віталій Петрович, Ковальчук Олександр Сергійович
Формула / Реферат
Гідроімпульсний прес, що містить робочий циліндр, плунжер, жорстко з'єднаний з робочим столом, з'єднаний з напірною магістраллю верхній привідний циліндр, розміщений між жорстко з'єднаними траверсами, генератор імпульсів тиску, зливну магістраль, встановлену на напірній магістралі, який відрізняється тим, що для здійснення двостороннього технологічного впливу на оброблювальний матеріал верхній привідний циліндр з'єднаний з робочим циліндром через генератор імпульсів тиску, принципова схема якого містить два двокаскадних чотириходових двопозиційних золотники, що регулюють подачу рідини в поршневій і штоковій порожнинах верхнього привідного і робочого циліндрів, з'єднаних з напірною і зливною магістралями, а також з двома одноцикловими гідроакумуляторами.
Текст
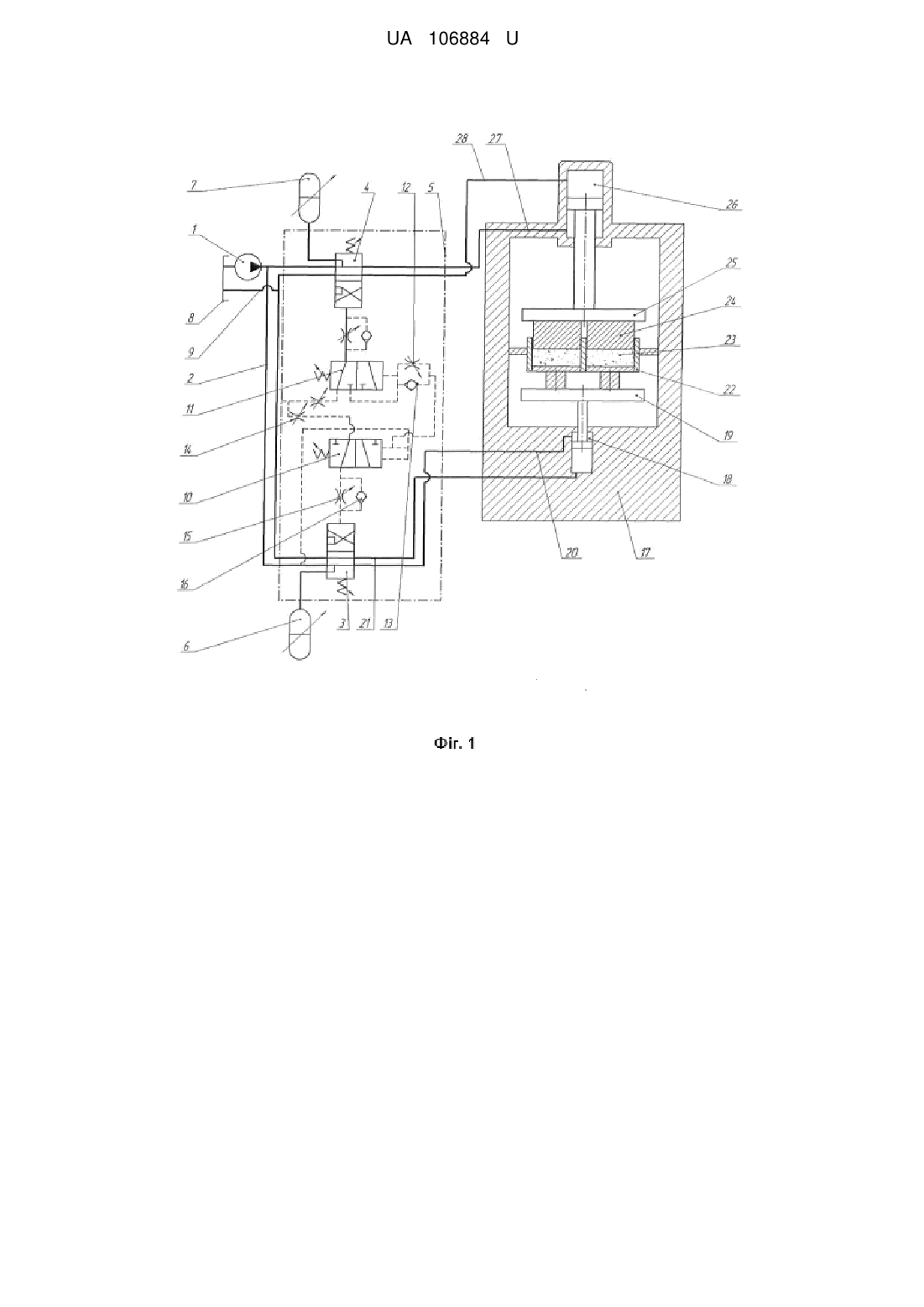
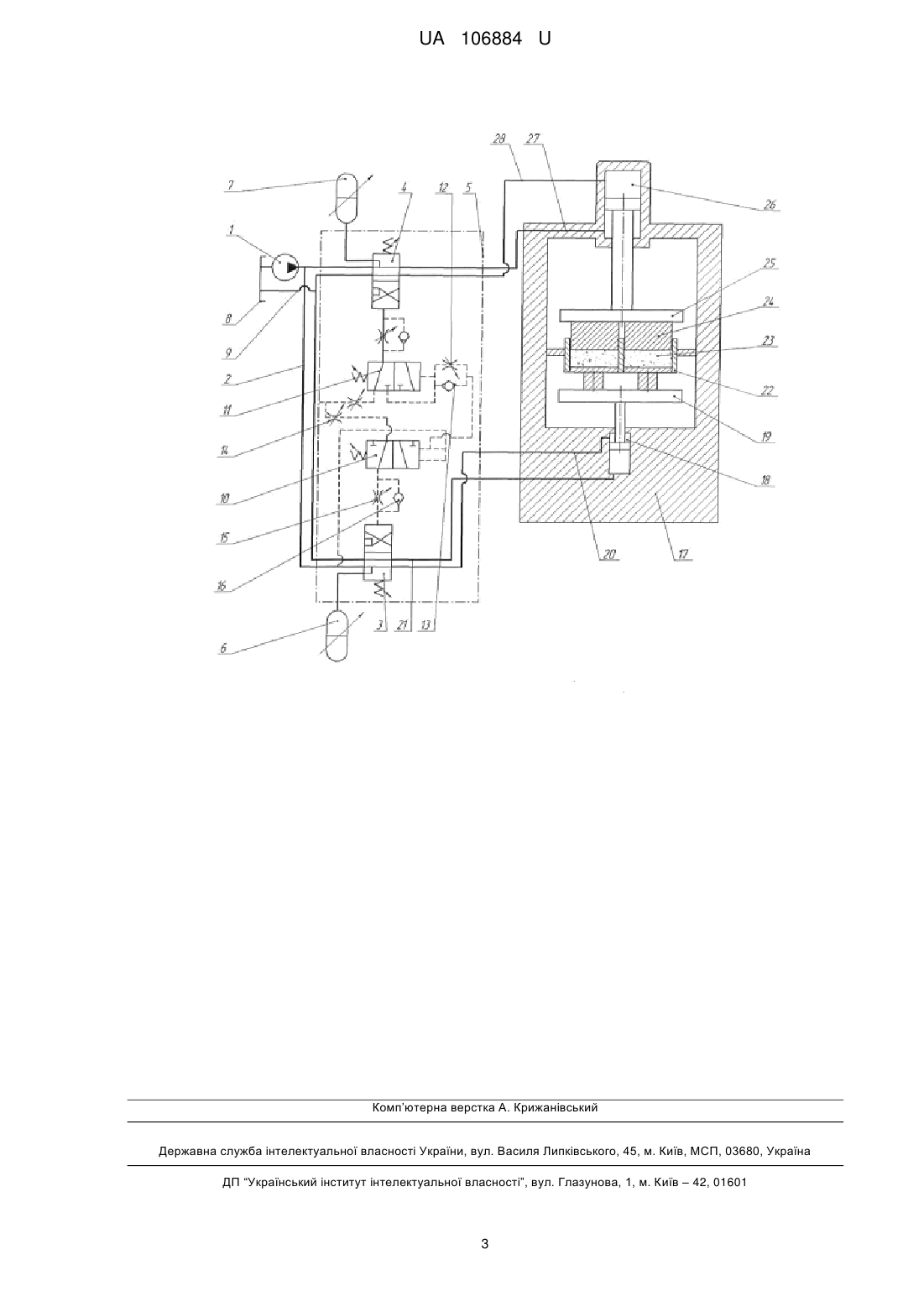
Реферат: UA 106884 U UA 106884 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування і енергетики та стосується конструкції преса для виготовлення паливних брикетів з вторинної сировини агропромислового виробництва. Також відомий гідравлічний вібраційний прес для виробництва брикетів [а.с. СРСР № 863125, кл. В21J 9/06], що містить встановлену на станині поперечину з приводом від робочого і поворотного циліндрів, жорстко зв'язану з рухомими напрямними, на яких змонтована рухома траверса, з'єднана зі штоком циліндра для її переміщення, а також гідропривід, що включає акумулятор, клапан-пульсатор і трубопроводи. Недоліком даного обладнання є забезпечення вібраційно-пресуючої дії на об'єкт обробки лише з боку прес-форми (одностороннє пресування), що призводить до менш рівномірної структури вихідного брикету, подовження процесу пресування та відсутності повного розвантаження об'єкта обробки при зворотному ході поперечини. Найбільш близьким до заявленого за технічною суттю є вібропрес з імпульсним гідроприводом [авт. св. СССР №577076, кл. В21J 9/06], що містить встановлені на станині поперечину з приводом від робочого і зворотних циліндрів, жорстко пов'язану з рухомими напрямними, і рухому траверсу з робочим циліндром. Основним недоліком розглянутого обладнання є забезпечення одностороннього силового впливу на оброблюваний матеріал, не дивлячись на його можливості гідравлічного регулювання швидкості нижньої поперечини при прямому та зворотному ході, верхня поперечина залишається нерухомою, що призводить до погіршення полімеризаційних параметрів означеного процесу, а як наслідок неоднорідність вихідного брикету. В основу корисної моделі поставлено задачу створення гідроімпульсного преса для виробництва паливних брикетів, в якому, за рахунок зміни принципової схеми розподільного пристрою управління робочим і холостим ходом робочого столу та верхньої траверси, досягається інтенсифікація процесу полімеризації структури оброблюваного матеріалу, а як наслідок - підвищення якісних характеристик вихідної продукції. Дана задача розв'язується шляхом створення гідроімпульсного преса для виробництва паливних брикетів, в якому за рахунок введення в систему напірної магістралі генератора імпульсів тиску забезпечується комплексний двосторонній гідроімпульсний технологічний вплив виконавчих органів преса на оброблювану сировину. На кресленні представлена принципова схема розробленого гідроімпульсного преса для виробництва паливних брикетів. Гідроімпульсний прес для виробництва паливних брикетів містить насосну станцію 1, яка безпосередньо з'єднана з напірною магістраллю 2, золотників 3 і 4, другого каскаду генератора імпульсів тиску 5, і одноцикловими гідроакумуляторами 6, 7. Зі зливом 8 золотники з'єднуються за допомогою зливної магістралі 9. Клапан першого каскаду генератора імпульсів тиску містить два клапани-пілота 10, 11, з'єднаних один з одним через регульований дросель 12 і зворотний клапан 13. Зі зливною магістраллю 9 клапани-пілоти з'єднуються через регульовані дроселі 14. Між клапанами-пілотами 10, 11 і золотниками 3, 4 встановлені блоки тонкого налаштування, що включають регульовані дроселі 15 і зворотні клапани 16. На станині 17 розміщена штокова порожнина робочого циліндра 18, що використовується для приведення в рух робочого столу 19, з'єднується з золотником 3 магістраллю 20, а поршнева порожнина - з магістраллю 21. На робочому столі жорстко закріплена двосекційна прес-форма 22 з оброблюваним матеріалом 23. Пуансон 24 слугує для впливу на виріб зверху, прикріплений до рухомої траверсі 25. Штокова порожнина верхнього приводного циліндра 26, що використовується для впливу на рухому траверсу 25, з'єднана з золотником 4 за допомогою магістралі 27, а поршнева порожнина - за допомогою магістралі 28. У вихідному положенні робоча рідина від насосної станції 1, по напірній магістралі 2, надходить в генератор імпульсів тиску 5. Золотник 3 знаходиться в лівій, а золотник 4 - у правій за кресленням позиції. У цих позиціях вони служать для зарядки одноциклічних гідроакумуляторів 6,7, подачі робочої рідини по магістралях 20,27 в штоковій порожнині робочого 18 і верхнього привідного 26 циліндрів, розвантаження сформованого виробу 23 і зливу робочої рідини з поршневих порожнин робочого 18 і верхнього привідного 26 циліндрів, по магістралях 21, 28, через клапани-пілоти 10,11, що знаходяться в нижньому за кресленням положенні, і далі через регульовані дроселі 14, зливну магістраль 9 на злив 8. Дана конструкція працює наступним чином. Оброблюваний матеріал 23 подають в двосекційну прес-форму 22, до якої підводиться рухома траверса 25 з пуансоном 24. При збільшенні тиску в модулі першого каскаду генератора імпульсів тиску 5 до величини тиску налаштування, клапани-пілоти 10, 11 відкриваються, клапан-пілот 11, с з затримкою, яку можна регулювати дроселем 12, і робоча рідина, проходячи 1 UA 106884 U 5 10 15 20 25 30 35 40 через регульовані дроселі 15 модуля тонкого налаштування, перемикає золотник 3 в праве, а золотник 4 із затримкою, регульованою дроселем 12, - в ліве за кресленням положення. Штокові порожнини робочого 20 і верхнього приводного 26 циліндрів від'єднуються від напірної магістралі 2 і з'єднуються через магістралі 20,27, зливну магістраль 9 зі зливом 8, у той час як поршневі порожнини робочого 18 і верхнього приводного 26 циліндрів від'єднуються від зливної магістралі 9 і з'єднуються через магістралі 21, 28 з одноциклічними гідроакумуляторами 6, 7. Це викликає майже одночасний (затримку рухомої траверси 25 можна регулювати за допомогою дроселя 12) зустрічний рух робочого столу 19 з прес-формою 22 вгору, а рухомої траверси 25 з пуансоном 24 вниз і молотовий вплив на оброблюваний виріб 23. Через золотники 3,4 генератора імпульсів тиску 5 відбувається з'єднання зливної 9 та напірної 2 магістралей. Тиск у системі зменшується до величини і клапани-пілоти 10, 11 повертаються у вихідне положення. Робоча рідина, проходячи через зворотні клапани 16, клапани-пілоти 10, 11, дроселі 14, зливну магістраль 9, почне перетікати на злив 8. Золотники 3 і 4 повернуться у вихідне (золотник 3 - в ліве, золотник 4 - в праве за кресленням) положення. Повернення золотника 4 відбувається з запізненням. Швидкість зворотного ходу золотників 3, 4 регулюється дроселями 14. Штокові порожнини робочого 18 і верхнього приводного 30 циліндрів від'єднуються від зливної магістралі 9 і через магістралі 20,27 з'єднуються з напірною магістраллю 2. Одночасно відбувається роз'єднання поршневих порожнин робочого 18 і верхнього привідного 26 циліндрів з одноциклічними гідроакумуляторами 6,7 і з'єднання їх через магістралі 21, 28 і зливну магістраль 9 зі зливом 8. Таким чином, відбувається одночасний відведення рухомої траверси 25 з пуансону 24 вгору, а робочого столу 19 з прес-формою 23 - вниз від оброблюваного виробу 23. Тим самим забезпечується повне розвантаження виробу 23. Тиск у системі починає зростати, одноциклічні гідроакумулятори 6, 7 заряджаються і цикл обробки виробу 23 на гідроімпульсному пресі знову повторюється. Протягом циклу здійснюється: одночасне відведення робочого столу 19 з двосекційною прес-формою 22 і рухомою траверсою 25 з пуансоном 24 від оброблюваного матеріалу 23 з "трикутним" (Т) режимом зміни тиску в штокових порожнинах робочого 18 і верхнього привідного 26 циліндрів; зрушений по фазі (величина зсуву регулюється дроселем 12) злив з штокових порожнин циліндрів, що співпадає з подачею рідини в поршневі порожнини з тим же зрушенням по фазі, режим зміни тиску а поршневих порожнинах "імпульсний" (І); з'єднання зі зливом поршневих порожнин циліндрів зі зрушенням по фазі. За допомогою дроселів 15 можна керувати тривалістю заднього фронту імпульсу тиску. Швидкість закриття золотників 3,4 регулюється дроселями 14. Це регулювання відображається головним чином на тривалості часу витримки між імпульсами тиску. Витримка між імпульсами тиску з'являється внаслідок швидшого закриття клапанів-пілотів 10, 11, коли золотники 3,4 ще знаходяться у відкритих положеннях і тиск в гідросистемі підтримується на рівні. В результаті означеного комплексного двостороннього технологічного впливу на оброблювальний матеріал, має місце значна інтенсифікація процесу формування брикету за умови активного перебігу полімеризації структури оброблюваного матеріалу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Гідроімпульсний прес, що містить робочий циліндр, плунжер, жорстко з'єднаний з робочим столом, з'єднаний з напірною магістраллю верхній привідний циліндр, розміщений між жорстко з'єднаними траверсами, генератор імпульсів тиску, зливну магістраль, встановлену на напірній магістралі, який відрізняється тим, що для здійснення двостороннього технологічного впливу на оброблювальний матеріал верхній привідний циліндр з'єднаний з робочим циліндром через генератор імпульсів тиску, принципова схема якого містить два двокаскадних чотириходових двопозиційних золотники, що регулюють подачу рідини в поршневій і штоковій порожнинах верхнього привідного і робочого циліндрів, з'єднаних з напірною і зливною магістралями, а також з двома одноцикловими гідроакумуляторами. 2 UA 106884 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюHydraulic pulse press for producing fuel briquettes
Автори англійськоюYanovych Vitalii Petrovych, Kovalchuk Oleksandr Serhiiovych
Назва патенту російськоюГидроимпульсный пресс для производства топливных брикетов
Автори російськоюЯнович Виталий Петрович, Ковальчук Александр Сергеевич
МПК / Мітки
Мітки: виробництва, прес, гідроімпульсний, паливних, брикетів
Код посилання
<a href="https://ua.patents.su/5-106884-gidroimpulsnijj-pres-dlya-virobnictva-palivnikh-briketiv.html" target="_blank" rel="follow" title="База патентів України">Гідроімпульсний прес для виробництва паливних брикетів</a>
Прес для виготовлення паливних брикетів
Номер патенту: 98123
Опубліковано: 10.04.2015
Автори: Демченко Володимир Іванович, Сегай Олександр Михайлович, Серьогін Олександр Олександрович, Присяжнюк Володимир Костянтинович, Пустовойтенко Валерій Павлович
МПК: B30B 11/00
Мітки: брикетів, паливних, виготовлення, прес
Формула / Реферат:
1. Прес для виготовлення паливних брикетів, що містить насос, опорну раму, на якій встановлені бункер, пресувальний гідроциліндр з ділянкою пресування, гідроциліндр-ущільнювач, призначений для подання сировини до ділянки пресування, який відрізняється тим, що пресувальний гідроциліндр виконаний у вигляді двопоршневого гідроциліндра, який містить циліндричну камеру з розташованими у ній з можливістю симетричного синхронного поступального руху...
Спосіб утилізації відходів коксохімічного виробництва для одержання паливних брикетів
Номер патенту: 64668
Опубліковано: 16.02.2004
Автори: Колесников Ігор Володимирович, Бакулін Василь Вікторович, Тупак Михайло Глебович, Голощапов Сергій Миколайович
МПК: C10L 5/00
Мітки: спосіб, утилізації, брикетів, паливних, виробництва, коксохімічного, одержання, відходів
Формула / Реферат:
Спосіб утилізації відходів коксохімічного виробництва для одержання паливних брикетів, що включає сушіння сировини, який містить вуглець, змішування зі зв'язуючим і подальше пресування, який відрізняється тим, що пресування здійснюють під тиском 100 МПа, при цьому використовують зв'язуюче з температурою 70-80 °С в кількості не більше 5-7% від маси сировини, яке брикетується, що включає кам'яновугільні фуси, кислу смолку і полімери бензольного...
Лінія виробництва паливних брикетів
Номер патенту: 44792
Опубліковано: 12.10.2009
Автори: Дзядевич Віктор Миколайович, Максименко Борис Володимирович, Щербак Євген Анатолійович
МПК: C10L 5/40
Мітки: виробництва, лінія, паливних, брикетів
Формула / Реферат:
Лінія виробництва паливних брикетів з рослинних відходів, що включає бункер, транспортери, дробарку, сушарку, пристрій для формування брикетів, яка відрізняється тим, що містить скребковий транспортер, сполучений з бункером барабанної сушарки, яка на вході сполучена повітропроводом з теплогенератором, а на виході через шлюзовий затвор - з другим скребковим транспортером, який сполучено з дробаркою, що третім скребковим транспортером сполучена...
Спосіб виробництва паливних брикетів
Номер патенту: 45402
Опубліковано: 10.11.2009
Автори: Дзядевич Віктор Миколайович, Щербак Євген Анатолійович, Максименко Борис Володимирович
МПК: C10L 5/40
Мітки: спосіб, виробництва, паливних, брикетів
Формула / Реферат:
1. Спосіб виробництва паливних брикетів, який включає сушіння, подрібнення, брикетування, який відрізняється тим, що вологі рослинні відходи з насипу за допомогою скребкового транспортера завантажують у приймальний бункер барабанної сушарки, куди по повітропроводу подають повітря, нагріте теплогенератором, із сушарки матеріал вивантажують через шлюзовий затвор і за допомогою скребкового транспортера спрямовують до дробарки, де матеріал...
Лінія зволоженого пресування подрібненої органіки та виробництва паливних брикетів/гранул
Номер патенту: 100868
Опубліковано: 11.02.2013
Автор: Бунецький Володимир Олександрович
МПК: C10L 5/40
Мітки: виробництва, органіки, зволоженого, подрібненої, паливних, пресування, лінія
Формула / Реферат:
Лінія для виробництва паливних брикетів/гранул зволоженим пресуванням будь-якої рослинної сировини, яка включає пристрій для подачі довговолокнистої рослинної сировини, пристрій грубого подрібнення, пристрій для подачі коротковолокнистої рослинної сировини, бункер вхідної грубоподрібненої сировини, пристрій тонкого подрібнення, бункер тонкоподрібненої сировини, сполучений з бункером вхідної грубоподрібненої сировини, пристрій просіювання та...
Попередній патент: Спосіб термомеханічної обробки рідких мас
Наступний патент: Гіраційний млин
Випадковий патент: Цифровий аналізатор спектрів просторово-часових сигналів