Спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом кастнера
Номер патенту: 108531
Опубліковано: 25.07.2016
Автори: Мікульонок Ігор Олегович, Лазарєв Тарас Валерійович, Карвацький Антон Янович, Лелека Сергій Володимирович, Панов Євген Миколайович, Педченко Анатолій Юрійович

Формула / Реферат
1. Спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера, що включає послідовне укладання заготовок з контактом сусідніх заготовок по їхніх торцях, розміщення утвореного пакета заготовок між вставками, виготовленими з вуглецевого матеріалу, та приведення кожної зі вставок у контакт з відповідним струмопровідним електродом печі, який відрізняється тим, що кожну зі вставок виконують у вигляді кільцевого циліндра, порожнину якої заповнюють сипким матеріалом, що має значення тепло- та електропровідності нижчі за відповідні значення вуглецевого матеріалу вставок.
2. Спосіб за п. 1, який відрізняється тим, що після заповнення вставки сипким матеріалом її торці закривають кільцевими заглушками, після чого торці вставки піддають торцюванню для забезпечення їх площинності та паралельності.
3. Спосіб за п. 1 або 2, який відрізняється тим, що як сипкий матеріал застосовують вуглевмісний дріб'язок, сажу, вуглецеву стружку, високотемпературні неорганічні сполуки або їхню суміш.
Текст
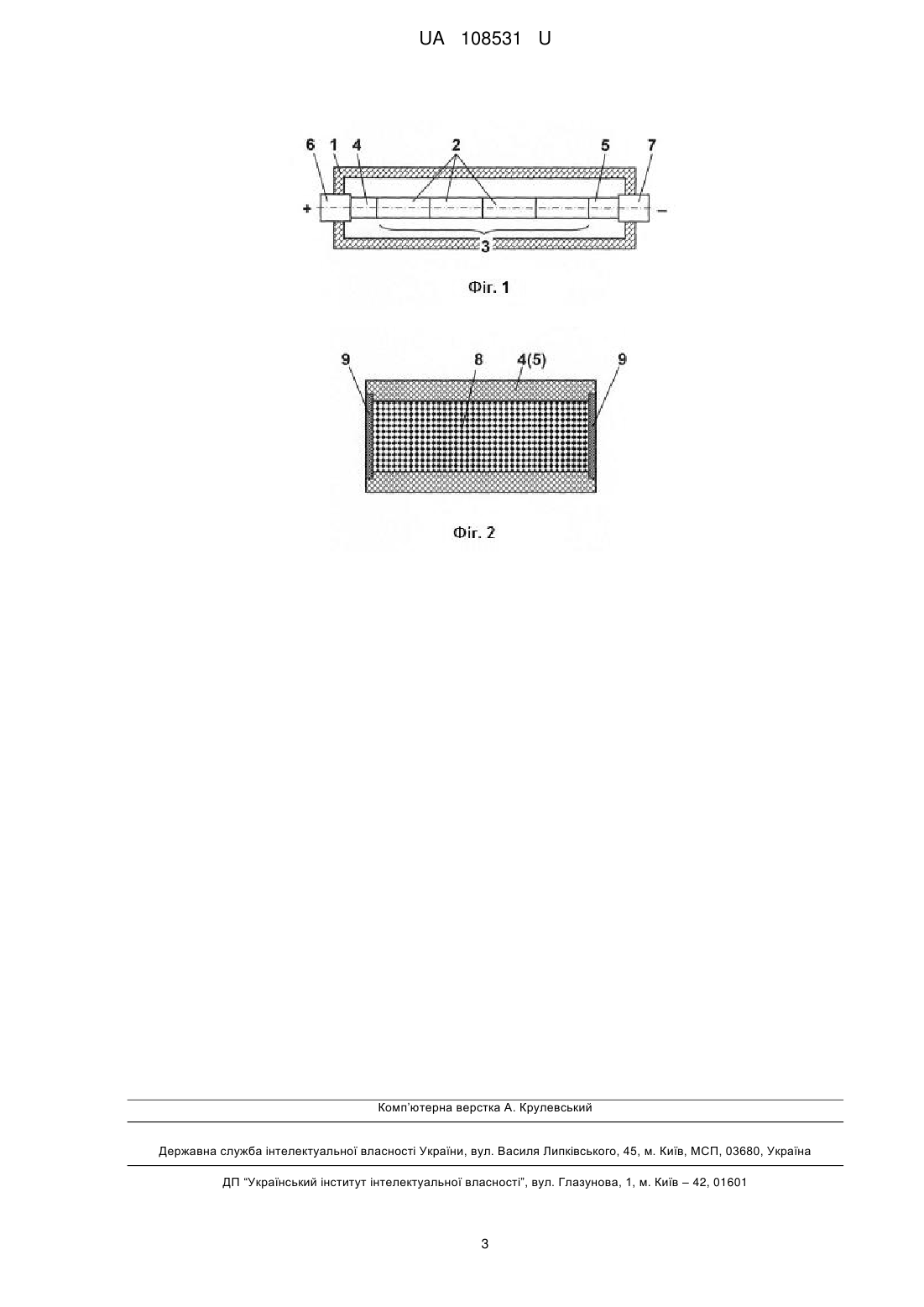
Реферат: Спосіб завантаження вуглецевих заготовок у печі прямого графітування, що включає послідовне укладання заготовок з контактом сусідніх заготовок по їхніх торцях, розміщення утвореного пакета заготовок між вставками, виготовленими з вуглецевого матеріалу, та приведення кожної зі вставок у контакт з відповідним струмопровідним електродом печі, причому кожну зі вставок виконують у вигляді кільцевого циліндра, порожнину якої заповнюють сипким матеріалом, що має значення тепло- та електропровідності нижчі за відповідні значення вуглецевого матеріалу вставок. UA 108531 U (12) UA 108531 U UA 108531 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології та обладнання для оброблення твердого вуглевмісного матеріалу і може бути використана в хімічній і металургійній галузях промисловості, зокрема для одержання високоякісних електродних виробів. Відомий спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера, що включає послідовне укладання заготовок з контактом сусідніх заготовок по їхніх торцях, при цьому заготовки з високим та низьким питомим електричним опором чергують між собою та приведення кожної з кінцевих заготовок у контакт з відповідним струмопровідним електродом [пат РФ № 2327636 С2, МПК C01B 31/04, опубл. 27.06.2008]. Цей спосіб включає одночасне оброблення заготовок різного призначення (з високим та низьким питомим електричним опором), що істотно звужує технологічні можливості способу. Найбільш близьким за технічною суттю до пропонованого технічного рішення є спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера, що включає послідовне укладання заготовок з контактом сусідніх заготовок по їхніх торцях, розміщення утвореного пакета заготовок між вставками, виготовленими з вуглецевого матеріалу, та приведення кожної зі вставок у контакт з відповідним струмопровідним електродом печі [Чалых Е.Ф. Оборудование электродных заводов. - Μ.: Металлургия, 1990. - С. 62, рис. 30]. Недоліком цього способу є істотна неоднорідність температури в кінцевих частинах крайніх заготовок утвореного пакета заготовок, що знижує якість вуглецевих зазначених крайніх заготовок. В основу корисної моделі поставлено задачу вдосконалити спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера, у якому його нове виконання забезпечує зниження перепаду температур в кінцевих частинах крайніх в утвореному пакеті заготовок, а отже підвищення якості оброблених у печі вуглецевих заготовок. Поставлена задача вирішується тим, що в способі завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера, що включає послідовне укладання заготовок з контактом сусідніх заготовок по їхніх торцях, розміщення утвореного пакета заготовок між вставками, виготовленими з вуглецевого матеріалу, та приведення кожної зі вставок у контакт з відповідним струмопровідним електродом печі, згідно з корисною моделлю, новим є те, що кожну зі вставок виконують у вигляді кільцевого циліндра, порожнину якої заповнюють сипким матеріалом, що має значення тепло- та електропровідності нижчі за відповідні значення вуглецевого матеріалу вставок. У найприйнятніших прикладах реалізації способу після заповнення вставки сипким матеріалом її торці закривають кільцевими заглушками, після чого торці вставки піддають торцюванню для забезпечення їх площинності та паралельності, а як сипкий матеріал застосовують вуглевмісний дріб'язок, сажу, вуглецеву стружку, високотемпературні неорганічні сполуки або їхню суміш. Під час реалізації пропонованого способу електричний струм, що проходить в електричному ланцюзі між струмопровідними електродами ("вставка - пакет вуглецевих заготовок - вставка"), за рахунок наявності електричного опору елементів зазначеного ланцюга, здійснює їхнє нагрівання. При цьому внаслідок особливостей будови цього ланцюга найбільший температурний градієнт по довжині ланцюга зазвичай має місце в крайніх вуглецевих заготовках їхнього пакета (у разі застосування суцільних циліндричних вставок). Застосування вставок пропонованої конструкції зміщує поздовжній градієнт температури з кінцевих заготовок безпосередньо у вставки. У результаті всі оброблені в печі вуглецеві заготовки (у тому числі й крайні) матимуть однорідні властивості по всій їхній довжині, а отже й високу якість. Суть корисної моделі пояснюється кресленнями, на яких зображено: - на Фіг. 1 - схему завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера; - на Фіг. 2 - поздовжній розріз вставки. Спосіб завантаження вуглецевих заготовок у печі 1 прямого графітування за методом Кастнера включає послідовне укладання заготовок 2 з контактом сусідніх заготовок по їхніх торцях, розміщення утвореного пакета 3 заготовок між вставками 4 і 5, виготовленими з вуглецевого матеріалу, та приведення кожної із зазначених вставок 4 і 5 у контакт з відповідним струмопровідним електродом 6 і 7 печі 1 (Фіг. 1). При цьому кожну зі вставок 4 і 5 виконують у вигляді кільцевого циліндра, порожнину якої заповнюють сипким матеріалом 8, що має значення тепло- та електропровідності нижчі за відповідні значення вуглецевого матеріалу вставок 4 і 5 (Фіг. 2), наприклад, вуглевмісним дріб'язком, сажею, вуглецевою стружкою, високотемпературними неорганічними сполуками або їхньою сумішшю. Після заповнення 1 UA 108531 U 5 10 15 вставки 4 (5) сипким матеріалом 8 її торці можуть бути закриті кільцевими заглушками 9, після чого піддані торцюванню для забезпечення їх площинності та паралельності. Спосіб реалізують таким чином. Під час проходження електричного струму в електричному ланцюзі між струмопровідними електродами ("вставка 4 - пакет 3 вуглецевих заготовок 2 - вставка 5") за рахунок наявності електричного опору елементів зазначеного ланцюга (2, 4 і 5) здійснюють їхнє нагрівання. При цьому внаслідок особливостей будови елементів цього ланцюга найбільший температурний градієнт по довжині ланцюга утворюється у вставках 4 і 5. У результаті всі оброблені в печі вуглецеві заготовки 2 (у тому числі й крайні) матимуть однорідні властивості по всій їхній довжині, а отже й високу якість. Так, для порівняння було досліджено чотири варіанти виконання вставок 4 і 5: 1 - порожнистий циліндр; 2 - порожнистий циліндр із серцевиною з обпаленої заготовки; 3 - порожнистий циліндр, заповнений оборотним коксовим дріб'язком фракції + 1-6 мм; 4 - порожнистий циліндр, заповнений сажею. Оцінка ефективності варіантів 1-4 виконання вставки здійснена на основі зіставлення ефективних тепло- та електропровідності вставки завдовжки 340 мм, зовнішнім діаметром 0522 мм і внутрішнім діаметром 0435 мм за середньої масової температури вставки 2500 °C (див. таблицю). 20 Таблиця Значення ефективних теплопровідності й питомого електричного опору вставки № варіанта Суцільна вставка Суцільна вставка графітова випалена 1 2 3 4 25 Ефективна теплопровідність, Вт/(м·К) Ефективний питомий електричний опір, мкОм·м 28 11,3 23 13,2 375,2 24,5 13,3 8,8 36,4 12,5 35,3 36,4 Як видно з таблиці найбільш ефективні варіанти № 3 і № 4 (питомий електричний опір є величною, оберненою електропровідності). При цьому застосування кожної порожнистої вставки з торцевими кільцевими заглушками 9 дає змогу істотно поліпшити їхню експлуатацію за умови заповнення їхньої порожнини дрібнодисперсним сипким матеріалом 8. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 1. Спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом Кастнера, що включає послідовне укладання заготовок з контактом сусідніх заготовок по їхніх торцях, розміщення утвореного пакета заготовок між вставками, виготовленими з вуглецевого матеріалу, та приведення кожної зі вставок у контакт з відповідним струмопровідним електродом печі, який відрізняється тим, що кожну зі вставок виконують у вигляді кільцевого циліндра, порожнину якої заповнюють сипким матеріалом, що має значення тепло- та електропровідності нижчі за відповідні значення вуглецевого матеріалу вставок. 2. Спосіб за п. 1, який відрізняється тим, що після заповнення вставки сипким матеріалом її торці закривають кільцевими заглушками, після чого торці вставки піддають торцюванню для забезпечення їх площинності та паралельності. 3. Спосіб за п. 1 або 2, який відрізняється тим, що як сипкий матеріал застосовують вуглевмісний дріб'язок, сажу, вуглецеву стружку, високотемпературні неорганічні сполуки або їхню суміш. 2 UA 108531 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F27B 13/00, C01B 31/04
Мітки: вуглецевих, завантаження, методом, заготовок, кастнера, графітування, прямого, печі, спосіб
Код посилання
<a href="https://ua.patents.su/5-108531-sposib-zavantazhennya-vuglecevikh-zagotovok-u-pechi-pryamogo-grafituvannya-za-metodom-kastnera.html" target="_blank" rel="follow" title="База патентів України">Спосіб завантаження вуглецевих заготовок у печі прямого графітування за методом кастнера</a>
Фреза алмазна торцева для обробки заготовок із вуглецевих або вуглеграфітових матеріалів
Номер патенту: 79860
Опубліковано: 25.07.2007
Автори: Жуйков Юрій Іванович, Дозоренко Сергій Анатолійович, Меньшов Юрій Григорович, Шайхет Петро Савич
МПК: B23C 5/00, B28D 7/00, B24B 31/12
Мітки: заготовок, вуглецевих, матеріалів, фреза, алмазна, торцева, обробки, вуглеграфітових
Формула / Реферат:
1. Фреза алмазна торцева для обробки заготовок із вуглецевих або вуглеграфітових матеріалів, що містить диск із розташованими по периферії вставками з алмазними сегментами, що утворюють алмазоносний шар, крильчатку, прикріплену з тильного боку диска, і похилі отвори, які виконані в диску під вставками і проходять в канали між лопатками крильчатки, яка відрізняється тим, що додатково містить дугоподібні лопатки, які установлені на диску з боку...
Спосіб графітації вуглецевих заготовок
Номер патенту: 84962
Опубліковано: 10.12.2008
Автори: Панов Євген Миколайович, Кутузов Сергій Володимирович, Лелека Сергій Володимирович, Уразліна Ольга Юріївна, Сасін Олег Аркадійович, Деркач Василь Васильович, Шилович Ігор Леонідович
МПК: C01B 31/04
Мітки: заготовок, графітації, вуглецевих, спосіб
Формула / Реферат:
Спосіб графітації вуглецевих заготовок, що включає формування з вуглецевих заготовок, теплоізолюючих та пересипних матеріалів керна в просторі печі опору та нагрівання заготовок з регульованою швидкістю у відповідності з регламентом підведення потужності, який відрізняється тим, що регламент підведення потужності визначають за допомогою чисельної моделі температурного поля печі з врахуванням вологості матеріалів та переміщення вологи в об'ємі...
Пічна установка для графітизації вуглецевих заготовок
Номер патенту: 96413
Опубліковано: 10.02.2015
Автори: Бондаренко Анатолій Васильович, Якуб Ігор Михайлович, Петров Борис Федорович, Хромєнков Сєргєй Міхайловіч
МПК: F27B 13/00, F27D 11/00
Мітки: пічна, заготовок, графітизації, вуглецевих, установка
Формула / Реферат:
1. Пічна установка для графітизації вуглецевих заготовок, що містить групу печей, кожна з яких включає подину для розміщення колон послідовно укладених вуглецевих заготовок, розділену внутрішньою перегородкою в подовжньому напрямку печі на камери, обмежені боковими стінками, передніми і задніми торцями, в які рухомо встановлені струмопровідні графітові блоки, що контактують з головним модулем введення електричної потужності і підтискання...
Спосіб управління процесом графітації випалених вуглецевих заготовок
Номер патенту: 43904
Опубліковано: 15.01.2002
Автори: Девяткін Борис Дмитрович, Рогаткін Олександр Олексійович, Асцатуров Владімір Ніколаєвіч, Коротя Олександр Сільвестрович, Христіч Анатолій Сергійович, Петков Дмитро Васильович, Корецький Микола Миколайович, Овчинніков Борис Іванович, Артамонов Микола Михайлович, Петров Борис Федорович
МПК: C01B 31/04, C25B 11/00, G05D 27/00
Мітки: графітації, заготовок, управління, процесом, випалених, вуглецевих, спосіб
Формула / Реферат:
Спосіб управління процесом графітації випалених вуглецевих заготовок в електричних печах опору, який включає подачу електроенергії для попереднього нагріву керна, наступну дискретну подачу одиночних імпульсів електроенергії з паузами між ними, завершальну неперервну подачу електроенергії та відключення печі, який відрізняється тим, що на всіх стадіях подачі електроенергії здійснюють контроль за середньою температурою керна, попередній нагрів...
Спосіб завантаження доменної печі
Номер патенту: 47800
Опубліковано: 15.07.2002
Автори: Донсков Евгеній Гаврилович, Шеремет Володимир Олександрович, Адаменко Олександр Васильйович, Костенко Георгій Петрович, Сокуренко Анатолій Валентинович, Лялюк Віталій Павлович
МПК: C21B 7/20
Мітки: завантаження, спосіб, доменної, печі
Формула / Реферат:
1. Спосіб завантаження доменної печі, при якому здійснюється набір у приймальну лійку двоконусового засипного апарата з обертовим розподільником шихти порцій (скіпів) коксу і залізорудних матеріалів з добавками, перевантаження матеріалів з малого конуса на великий конус і далі на колошник печі, який відрізняється тим, що на малому конусі формують подачу, що складається з n = 2-6 порцій (скіпів) одного виду матеріалу, що чергуються між собою...
Попередній патент: Композитні металодіелектричні поглинаючі структури для захисту від нвч випромінювання в широкому діапазоні частот
Наступний патент: Крильчатка анемометра
Випадковий патент: Електрична скловарна піч для плавлення гірських порід типу базальтів