Спосіб управління процесом графітації випалених вуглецевих заготовок
Номер патенту: 43904
Опубліковано: 15.01.2002
Автори: Корецький Микола Миколайович, Петров Борис Федорович, Артамонов Микола Михайлович, Девяткін Борис Дмитрович, Овчинніков Борис Іванович, Асцатуров Владімір Ніколаєвіч, Рогаткін Олександр Олексійович, Петков Дмитро Васильович, Христіч Анатолій Сергійович, Коротя Олександр Сільвестрович
Формула / Реферат
Спосіб управління процесом графітації випалених вуглецевих заготовок в електричних печах опору, який включає подачу електроенергії для попереднього нагріву керна, наступну дискретну подачу одиночних імпульсів електроенергії з паузами між ними, завершальну неперервну подачу електроенергії та відключення печі, який відрізняється тим, що на всіх стадіях подачі електроенергії здійснюють контроль за середньою температурою керна, попередній нагрів здійснюють до температури керна 120-130°С, кожний одиночний імпульс подають протягом 3-5 годин з підвищенням при цьому температури керна на 400-700°С, а тривалість пауз коректують у залежності від ступеня вирівнювання температури по об'єму керна, при температурі керна 2250-2350°С переходять на неперервну подачу електроенергії до екстремуму потужності, споживаної піччю, яку відключають після витримки заготовок при максимальній температурі протягом 3,5-4,0 годин.
Текст
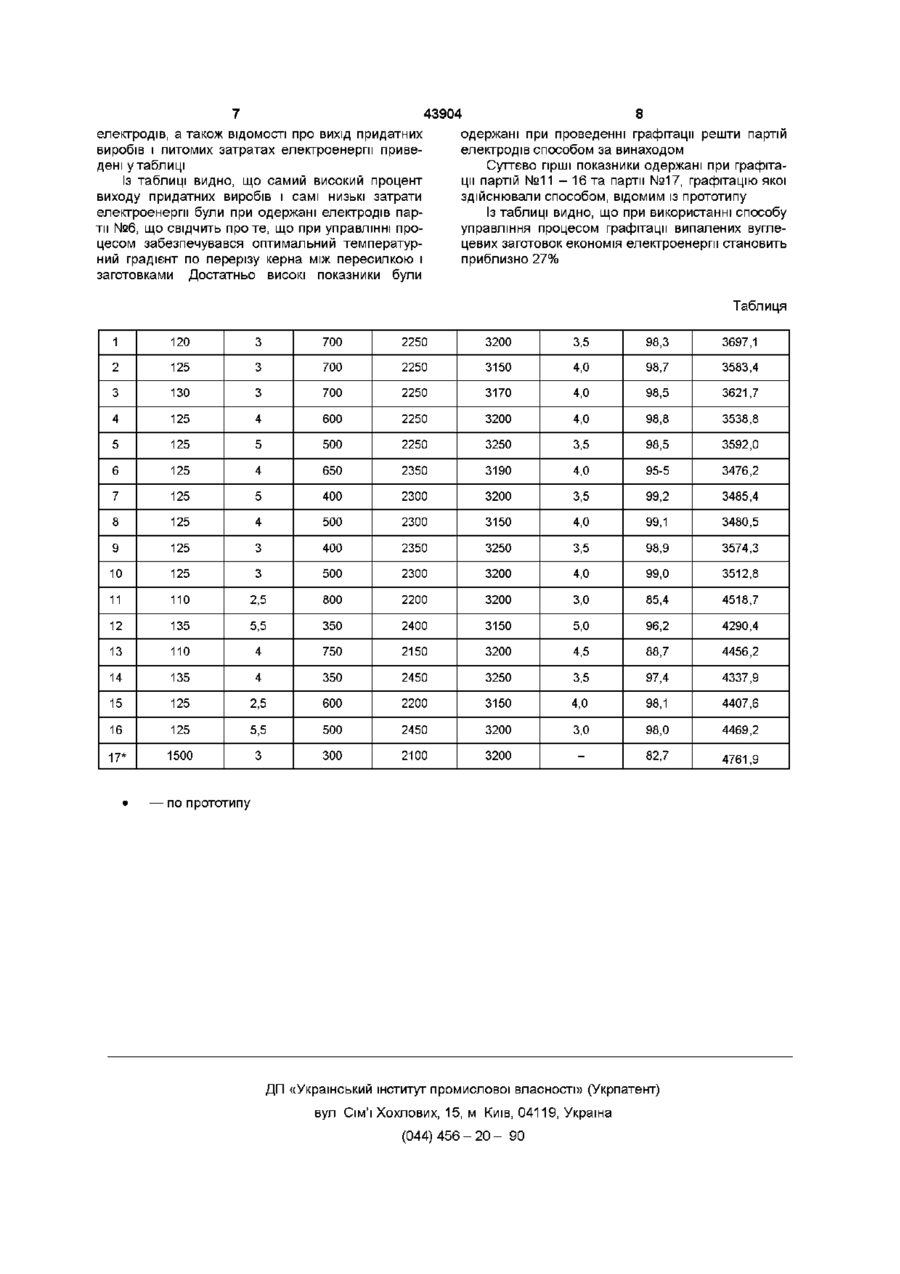
Спосіб управління процесом графітацм випалених вуглецевих заготовок в електричних печах опору, який включає подачу електроенергії для попереднього нагріву керна, наступну дискретну подачу одиночних імпульсів електроенергії з паузами між ними, завершальну неперервну подачу електроенергії та відключення печі, який відрізняється тим, що на всіх стадіях подачі електроенергії здійснюють контроль за середньою температурою керна, попередній нагрів здійснюють до температури керна 120-130°С, кожний одиночний імпульс подають протягом 3-5 годин з підвищенням при цьому температури керна на 400-700°С, а тривалість пауз коректують у залежності від ступеня вирівнювання температури по об'єму керна, при температурі керна 22502350°С переходять на неперервну подачу електроенергії до екстремуму потужності, споживаної піччю, яку відключають після витримки заготовок при максимальній температурі протягом 3,5-4,0 годин О Винахід відноситься до способів високотемпературної обробки (графітації) випалених заготовок із вуглецевих матеріалів у багатотонажних електричних печах опору при температурі понад 3000°С та може бути використаний при графітацм електродів для електротермічних та електрохімічних процесів Найбільш близьким по технічній суті та досягаемому результату до винаходу, що пропонується, є спосіб графітацм вуглецевих матеріалів (див а с СРСР № 656966 від 20 11 75, опубл 15 04 79, М Кп 2 СО1В 31/04), який включає подачу електроенергії для попереднього нагріву керна, наступну дискретну подачу одиночних імпульсів електроенергії з паузами між ними, завершальну непереривну подачу електроенергії та відключення печі Попередній нагрів керна здійснюють до температури 1500 - 2100°С, після чого переходять на дискретну подачу одиночних імпульсів електроенергії в КІЛЬКОСТІ від 1 до 3 імпульсів з паузами між ними 1 - 3 години При подачі одиночних імпульсів швидкість нагріву становить 80 - 120°С/год При температурі керна 2100°С переходять на без перервну подачу електроенергії із швидкістю 10 50°С/год, і при температурі 2700°С піч відключають Відомий спосіб не забезпечує можливості проведення процесу графітацм при оптимальному температурному градієнті по перерізу керна між пересилкою та вихідними заготовками, що приводить до одержування великої КІЛЬКОСТІ виробів з нестабільними фізико-механічними характеристиками і до високих питомих затрат електроенергії Це обумовлюється тим, що процес графітацм некерований Тривалість подачі одиночних імпульсів та пауз між ними установлюють довільно, без контролю за температурою пересилки та заготовок, тобто без урахування температурного градієнта по перерізу керна Крім того, дискретну подачу одиночних імпульсів електроенергії здійснюють у дуже вузькому інтервалі температури нагріву 1500 - 2000°С До 1500°С нагрів здійснюють при безперервній подачі електроенергії, що стає причиною виникнення великого температурного градієнта по перерізу керна між пересилкою та заготовками Нерівномірне температурне поле по О со 43904 перерізу заготовки приводить до виникнення тріщин у ній Поверхневі шари заготовок при непереривній подачі електроенергії для нагріву до такої високої температури перегріваються, тоді як внутрішні шари нагріваються значно повільніше, що і викликає виникнення тріщин та отримання виробів з нестабільними фізико-механічними характеристиками Не сприяє істотному вирівнюванню температурного градієнта по перерізу керна і перехід на дискретну подачу одиночних імпульсів електроенергії, бо різниця між температурами пересилки та заготовок велика, а інтервал температур, при яких здійснюють дискретну подачу імпульсів, невеликий У якійсь мірі досягається вирівнювання температури по загальному керну при завершальній непереривній подачі електроенергії завдяки дуже низькій швидкості нагріву керна - 10 50°С/год Це дуже тривалий процес, який займає від 12 до 60 годин і потребує високих затрат електроенергії Піч відключають при температурі 2700°С, яка недостатня для завершення процесу графітації деяких вуглецевих заготовок, наприклад електродів В основу винаходу покладено завдання удосконалення способу управління процесом графітації випалених вуглецевих заготойок у електричних печах опору, у якому шляхом введення нових операцій та режимів їх виконання забезпечується можливість проведення процесу графітації при оптимальному температурному градієнті по перерізу керна між пересилкою та вихідними заготовками, за рахунок чого підвищується якість готових виробів, які мають стабільні фізико-механічні характеристики, та знижуються питомі затрати електроенергії Поставлене завдання вирішується тим, що у способі управління процесом графітації випалених вуглецевих заготовок в електричних печах опору, який включає подачу електроенергії для попереднього нагріву керна, наступну дискретну подачу одиночних імпульсів електроенергії з паузами між ними, завершальну непереривну подачу електроенергії та відключення печі, ВІДПОВІДНО ДО винаходу, новим є те, що на всіх стадіях подачі електроенергії здійснюють контроль за середньою температурою керна, попередній нагрів здійснюють до температури керна 120- 130°С, кожний одиночний імпульс подають на протязі 3 - 5 годин з підвищенням при цьому температури керна на 400 - 700°С, а тривалість пауз коректують у залежності від ступеня вирівнювання температури по об'єму керна, при температурі керна 2250 2350°С переходять на непереривну подачу електроенергії до екстремуму потужності, споживаної піччю, яку відключають після витримки заготовок при максимальній температурі на протязі 3,5 - 4,0 годин Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу, що заявляється, та технічним результатом, що досягається, полягає у тому, що введення нових операцій та режимів їх виконання, - здійснення контролю за середньою температурою керна на всіх стадіях подачі електроенергії, - попередній нагрів керна до температури 120 -130°С, - подача кожного одиночного імпульсу електроенергії на протязі 3 - 5 годин, - підвищення температури керна на протязі кожного одиночного імпульсу на 400 - 700°С, - коректування пауз у залежності від ступеня вирівнювання температури по об'єму керна, - перехід при температурі керна 2250 - 2350°С на непереривну подачу електроенергії до екстремуму потужності, споживаної піччю, - відключення печі після витримки заготовок при максимальній температурі на протязі 3,5 - 4,0 годин, у сукупності з відомими ознаками забезпечують можливість проведення процесу графітації при оптимальному температурному градієнті по перерізу керна між пересилкою та заготовками, за рахунок чого підвищується якість готових виробів і таким чином, збільшується вихід придатного продукту із стабільними фізико-механічними характеристиками, а також знижуються питомі затрати електроенергії Можливість проведення процесу графітації при оптимальному температурному градієнті по перерізу керна забезпечується за рахунок управління у функціях температури та часу змінюванням електро- та теплофізичних характеристик вуглецевих заготовок та матеріалу пересилки Керн печі складається із послідовно з'єднаних електричних опорів пересилки з дуже високим опором та вуглецевих заготовок з відносно низьким опором При однаковій силі струму, який протікає через керн, КІЛЬКІСТЬ тепла, що виділяється у пересилці та у заготовках, буде пропорційним їх опорам Велика КІЛЬКІСТЬ тепла, а, отже, і електроенергії витрачається на початковий нагрів керна до температури 120 - 130°С, коли відбувається процес сушки пересилки та всього керна печ І тільки у цей період подачу електроенергії можна здійснювати непереривно, тому що не відбувається різкий поверхневий нагрів вуглецевих заготовок Після завершення сушки, пересилки та всього керна подальша непереривна подача електроенергії і, отже, підвищення температури керна може привести до нерівномірного прогріву вуглецевих заготовок з великим перепадом температур у їх різних частинах Це викличе виникнення сильних напружень та розтріскування виробів Щоб уникнути цього, подальшу подачу електроенергії здійснюють дискретно одиночними імпульсами Тривалість кожного одиночного імпульсу становить 3 - 5 годин, а середня температура керна за цей час підвищується на 400 - 700°С При такому режимі нагріву температурний градієнт по перерізу керна між пересилкою і заготовками не досягає критичного значення, при якому могли б виникнути умови для розтріскування вуглецевих заготовок Під час паузи між попереднім та наступним одиночними імпульсами відбувається вирівнювання температури по об'єму керна за рахунок перерозподілу тепла між пересилкою, яка має більш високу температуру, та вуглецевими заготовками, які мають нижчу температуру Перерозподіл тепла відбувається і по перерізу заготовки - від и поверхні до середини Теплопровідність вуглецевих заготовок досить низька, тому дуже важливо, щоб тривалість пауз була достатньою для вирівнювання температури як по перерізу заготовки, так і по усьому 43904 об'єму керна Наступний одиночний імпульс подають після установлення за результатами вимірювання середньої температури керна того, що досягнутий достатній ступінь вирівнювання температури При такому чергуванні одиночних імпульсів електроенергії та пауз між ними температуру керна доводять до 2250 - 2350°С При цій температурі вуглецеві заготовки і матеріал пересипки набувають електро- та теплофізичних характеристик, які дозволяють здійснювати подальшу непереривну подачу електроенергії до екстремуму потужності, споживаної піччю Це пояснюється тим, що у процесі графітації способом за винаходом відбувається кероване у функціях температури та часу змінення теплопровідності та опору матеріалів пересилки та вуглецевих заготовок При початковій теплопровідності пересилки 0,1 і заготовок 6,5Вт/м2 °С до закінчення дискретної подачі одиночних імпульсів електроенергії величина теплопровідності досягає 4,5 і 13Вт/м2 °С, ВІДПОВІДНО Опір пересилки змінюється від 19,845 до 0,97Ом, а заготовок- від 0,155 до 0,030м При такому скороченні розкиду у електро- та теплофізичних характеристиках матеріалів пересилки і вуглецевих заготовок створюються умови для форсування режиму подачі електроенергії для доведення температури керна до кінцевого значення Електроенергія, що непереривно подається до печі на завершальному етапі, поступово зростає до деякого максимуму, який є екстремумом потужності, споживаної піччю, або критичною точкою В усіх випадках після цієї точки електроенергія, яку подають до печі, зменшується із зменшенням активного опору печі У цей період зберігається гранична сила струму, допустима для обладнання, але активна потужність зменшується разом з коефіцієнтом потужності При такому робочому режимі печі заготовки витримують на протязі 3,5 - 4,0 годин У процесі витримки при максимальній температурі (»3200°С) температурний градієнт по перерізу керна між пересилкою і вуглецевими заготовками досягає мінімального значення, відбувається вирівнювання температурного поля по перерізу заготовки, що забезпечує стабілізацію фізико-механічних характеристик та підвищення виходу придатних заготовок При використанні способу за винаходом за рахунок забезпечення проведення процесу при оптимальному температурному градієнті суттєво знижуються питомі затрати електроенергії на одиницю готової продукції Це досягається завдяки тому, що на кожному етапі нагріву подається задана КІЛЬКІСТЬ електроенергії для керованого змінення у функціях температури та часу електро- і теплофізичних характеристик вуглецевих заготовок та матеріалу пересилки, а саме їх теплопровідності та опору Така подача електроенергії з одночасним контролем за середньою температурою керна і в процесі подачі, і під час пауз, забезпечує отримання готових виробів практично без браку, що також обумовлює суттєве зниження питомих затрат електроенергії При здійсненні способу за винаходом електроенергія на керн печі не подається на протязі 1 8 - 2 1 години, тоді як спосіб, вибраний як прототип, передбачає, що електроенергія не подається на протязі 1 - 9 годин, чого явно недостатньо для вирівнюван ня температурного поля по перерізу заготовок і проведення процесу при оптимальному температурному градієнті Спосіб за винаходом здійснюють таким чином У середині печі графітації типу Ачесона у шарі пересилки між струмопід від ними електродами укладають випалені вуглецеві заготовки, зокрема електроди Проміжки між графітуємими електродами заповнюють пересилкою - подрібненим металургійним коксом Пересилкою заповнюють не тільки проміжки між графітовимими електродами, але й оточують її шаром увесь керн Загрузка керна печі вихідними заготовками та матеріалами пересилки і теплоізоляційної шахти строго нормується значеннями питомого електричного опору, теплопровідності та пористості, які мають стабільні значення від процесу до процесу Після закінчення процесу формування керна печі за допомогою струмопідвідних електродів подають електроенергію для попереднього нагріву керна до температури 120 - 130°С На цій стадії відбувається сушка пересилки та всього керна печі Після закінчення сушки здійснюють дискретну подачу одиночних імпульсів електроенергії з паузами між ними Тривалість кожного імпульсу становить 3 - 5 годин, а їх КІЛЬКІСТЬ - не менш чотирьох Температуру керна у процесі подачі кожного імпульсу підвищують на 400 - 700°С і корегують тривалість пауз між імпульсами у залежності від ступеня вирівнювання температури по общему керна При температурі керна 2250 - 2350°С переходять на непереривну подачу електроенергії до екстремумупотужності, споживаної піччю У процесі непереривної подачі електроенергії керн нагрівається до максимальної температури 3150 - 3250°С При такому робочому режимі печі заготовки витримують на протязі 3,5 4,0 годин, після чого піч відключають і переводять у режим невимушеного охолодження На усіх стадіях графітації здійснюють контроль за середньою температурою керна Способом за винаходом було отримано у лабораторних умовах 10 партій графітованих електродів У лабораторну установку завантажували 46,2кг зменшених випалених зразків електродів У процесі графітації визначали затрати електроенергії, які потім були перераховані на промислову піч, призначену для графітації 46,2т вуглецевих електродів Для проведення порівняльних випробувань було одержано 6 партій електродів, при графітації яких управління процесом проводилось з порушенням режимів, що пропонуються заявляємим винаходом (партії № 11-16) Була одержана також одна партія електродів, графітацію яких здійснювали способом, відомим із прототипу (партія № 17) Електроди, одержані у всіх 17 партіях, піддавали випробуванням на механічну МІЦНІСТЬ, теплопровідність, визначали їх питомий електричний опір, питому теплоємкість при температурі 4 0 - 9 0 ° С, температурний коефіцієнт розширювання По даним цих випробувань судили про стабільність фізико-механічних характеристик електродів та визначали процент виходу придатних виробів і питомі затрати електроенергії на 1т електродів Режими, при яких проводилась графітація 43904 8 одержані при проведенні графітацм решти партій електродів, а також ВІДОМОСТІ про вихід придатних електродів способом за винаходом виробів і питомих затратах електроенергії привеСуттєво гірші показники одержані при графітадені утаблиці цм партій №11 - 1 6 та партії №17, графітацію якої Із таблиці видно, що самий високий процент здійснювали способом, відомим із прототипу виходу придатних виробів і самі низькі затрати електроенергії були при одержані електродів парІз таблиці видно, що при використанні способу ти №6, що свідчить проте, що при управлінні проуправління процесом графітацм випалених вуглецесом забезпечувався оптимальний температурцевих заготовок економія електроенергії становить ний градієнт по перерізу керна між пересилкою і приблизно 27% заготовками Достатньо високі показники були Таблиця 1 120 3 700 2250 3200 35 , 98,3 3697,1 2 125 3 700 2250 3150 40 , 98,7 3583,4 3 130 3 700 2250 3170 40 , 98,5 3621,7 4 125 4 600 2250 3200 40 , 98,8 3538,8 5 125 5 500 2250 3250 35 , 98,5 3592,0 6 125 4 650 2350 3190 40 , 95-5 3476,2 7 125 5 400 2300 3200 35 , 99,2 3485,4 8 125 4 500 2300 3150 40 , 99,1 3480,5 9 125 3 400 2350 3250 35 , 98,9 3574,3 10 125 3 500 2300 3200 40 , 99,0 3512,8 11 110 25 , 800 2200 3200 30 , 85,4 4518,7 12 135 55 , 350 2400 3150 50 , 96,2 4290,4 13 110 4 750 2150 3200 45 , 88,7 4456,2 14 135 4 350 2450 3250 35 , 97,4 4337,9 15 125 25 , 600 2200 3150 40 , 98,1 4407,6 16 125 55 , 500 2450 3200 30 , 98,0 4469,2 17* 1500 3 300 2100 3200 82,7 4761,9 — по прототипу ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюRohatkin Oleksandr Oleksiiovych, Petrov Borys Fedorovych, Korotia Oleksandr Silvestrovych, Astsaurov Volodymyr Mykolaiovych, Ovchynnikov Borys Ivanovych, Petkov Dmytro Vasyliovych
Автори російськоюРогаткин Александр Алексеевич, Петров Борис Федорович, Коротя Александр Сильвестрович, Асцатуров Владимир Николаевич, Овчинников Борис Иванович, Петков Дмитрий Васильевич
МПК / Мітки
МПК: G05D 27/00, C25B 11/00, C01B 31/04
Мітки: управління, процесом, випалених, заготовок, графітації, спосіб, вуглецевих
Код посилання
<a href="https://ua.patents.su/4-43904-sposib-upravlinnya-procesom-grafitaci-vipalenikh-vuglecevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління процесом графітації випалених вуглецевих заготовок</a>
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Фалькович Валерій Михайлович, Худанов Володимир Констянтинович, Каплан Володимир Нусійович, Крамарь Віктор Григорович, Шмельцер Іван Іванович, Кац Григорій Аронович, Кошелев Олександр Євдокимович
МПК: B22D 11/16
Мітки: безперервного, зливка, управління, заготовок, машини, спосіб, розкроєм, лиття
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Спосіб автоматичного управління порізом зливка на машинах безперервного лиття заготовок
Номер патенту: 23211
Опубліковано: 19.05.1998
Автори: Пікус Марк Ісерович, Бродський Сергій Сергійович, Єрмоленко Ганна Володимирівна, Кац Григорій Аронович, Мельник Павло Павлович, Каплан Володимир Нусійович, Учитель Лев Михайлович, Підберезний Микола Петрович
МПК: B22D 11/16
Мітки: порізом, управління, лиття, зливка, заготовок, безперервного, автоматичного, спосіб, машинах
Формула / Реферат:
Способ автоматического управления порезом слитка на машинах непрерывного литья заготовок, преимущественно в случае вырезания "пояса", включающий порез непрерывного слитка в процессе разливки на мерные длины с помощью машины газовой резки, измерение текущей мерной длины заготовки и выдачу команды на выполнение реза при совпадении заданной и текущей мерных длин с учетом времени срабатывания захватов машины газовой резки, контроль...
Спосіб управління розливанням металу на багатострумковій машині безперервного лиття заготовок
Номер патенту: 41339
Опубліковано: 17.09.2001
Автор: Каплан Володимир Нусійович
МПК: B22D 11/16
Мітки: заготовок, розливанням, безперервного, багатострумковій, металу, лиття, машини, спосіб, управління
Формула / Реферат:
Способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок, включающий определение массы метала в промежуточном ковше, измерение длины слитка по каждому ручью и пересчет ее в массу в соответствии с сечением кристаллизатора, управление посредством стопоров окончанием выпуска металла из промежуточного ковша в зависимости от массы металла в промежуточном ковше и длин отливаемых слитков по ручьям, отличающийся тем,...
Спосіб автоматичного управління процесом екстрагування цукру з буряка
Номер патенту: 9105
Опубліковано: 30.09.1996
Автори: Фельдман Аркадій Ісакович, Ладанюк Анатолій Петрович, Тверітіна Наталія Олександрівна, Ліпєц Антон Адамович, Негода Федір Валентинович, Циганков Сергій Петрович
МПК: C13D 3/10
Мітки: буряка, процесом, екстрагування, цукру, спосіб, автоматичного, управління
Формула / Реферат:
Способ автоматического управления процессом экстрагирования сахара из свеклы, предусматривающий повышение температуры сокостружечной смеси по зонам аппарата и дозированную подачу антисептика в зависимости от расхода свекловичной стружки, отличающийсятем, что, с целью повышения выхода сахара, определяют в застойных зонах диффузионного аппарата скорость потребления кислорода микроорганизмами, находящимися в экстрагенте, а дозированную подачу...
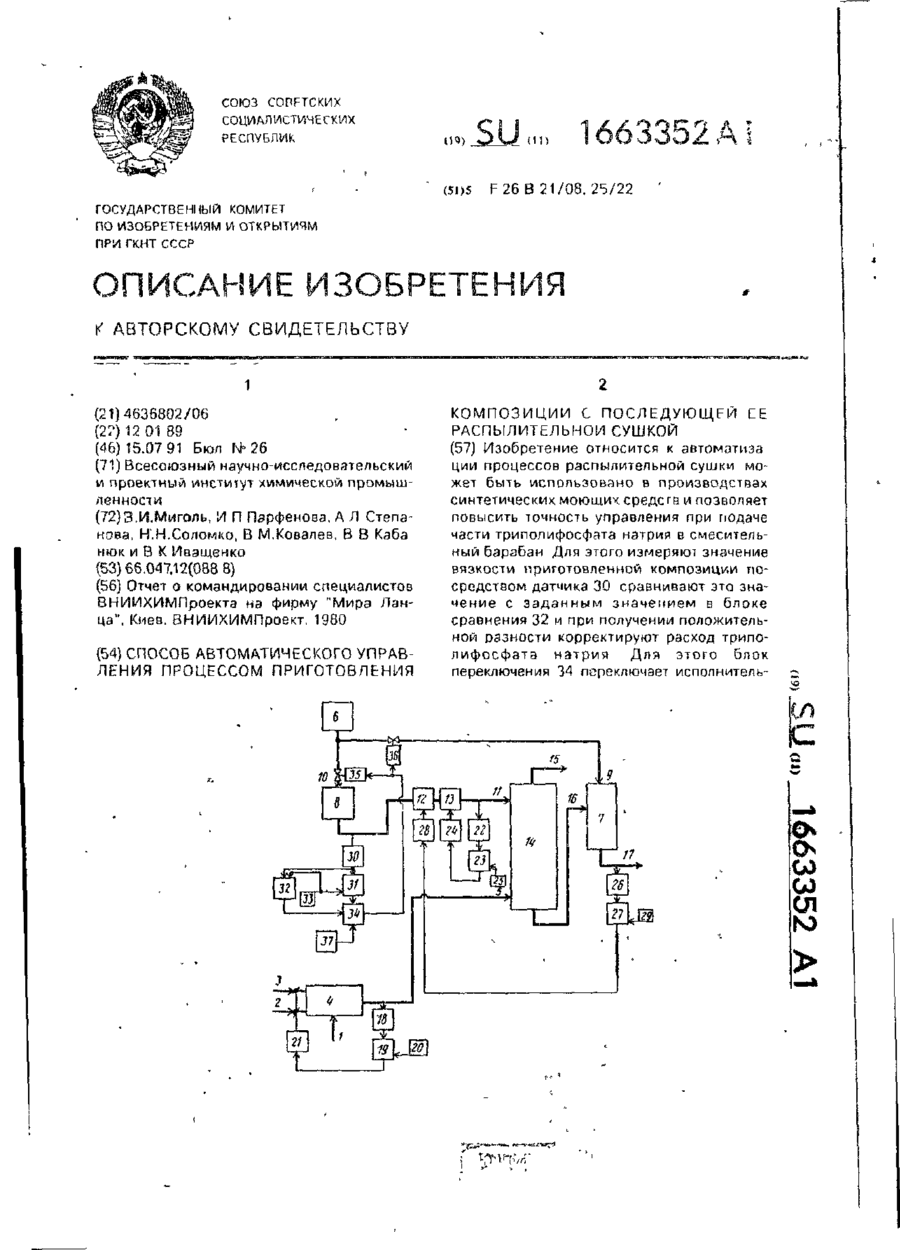
Спосіб автоматичного управління процесом приготування композиції з послідовною її розпилювальною сушкою
Номер патенту: 2856
Опубліковано: 26.12.1994
Автори: Ковальов Віктор Максимович, Иващенко Володимир Кирилович, Степанова Олександра Леонтієвна, Парфенова Ірина Петрівна, Миголь Володимир Іванович, Кабанюк Вероніка Васильєвна, Соломко Микола Миколайович
МПК: F26B 25/22, F26B 21/06
Мітки: послідовною, спосіб, розпилювальною, управління, автоматичного, процесом, композиції, сушкою, приготування
Формула / Реферат:
Способ автоматического управления процессом приготовления композиции с последующей ее распылительной сушкой, путем измерения температуры теплоносителя, стабилизации температуры теплоносителя изменением подачи топлива и первичного воздуха, регулирования насыпной плотности готового продукта, давления распыла композиции изменением числа оборотов насоса, измерения вязкости и композиции, отличающийся тем, что, с целью повышения точности...
Попередній патент: Спосіб визначення рівня, меж поділу та температури рідких і сипких середовищ
Наступний патент: Спосіб отримання розплавленого чавуну або напівфабрикатів сталі
Випадковий патент: Екраноплан і його злітно-посадковий комплекс