Спосіб сушіння облицювального шпону з твердолистяних порід дерев
Номер патенту: 110257
Опубліковано: 26.09.2016
Автори: Семенюк Віталій Володимирович, Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович

Формула / Реферат
1. Спосіб сушіння облицювального шпону з твердолистяних порід дерев, що включає почергове укладання шпону між піддонами, які разом утворюють штабель, з фіксуванням штабелю в площині шляхом впливу на шпон навантаження, переміщення штабеля в сушильну камеру з подальшим впливом в неї агентом сушіння на шпон, який відрізняється тим, що агент сушіння подають у піддони, які мають суцільну поверхню, що запобігає виходу агента сушіння з них, а у сушильній камері створюють вакуум, причому поверхня піддонів виконана з листів алюмінію.
2. Спосіб сушіння за п. 1, який відрізняється тим, що як агент сушіння використовують будь-яке середовище, наприклад водяну пару або гаряче повітря.
3. Спосіб сушіння за п. 1, який відрізняється тим, що у піддонах монтують електричні або інші їх нагрівачі.
Текст
Реферат: Спосіб сушіння облицювального шпону з твердолистяних порід дерев включає почергове укладання шпону між піддонами, які разом утворюють штабель, з фіксуванням штабелю в площині шляхом впливу на шпон навантаження, переміщення штабеля в сушильну камеру з подальшим впливом в неї агентом сушіння на шпон. Агент сушіння подають у піддони, які мають суцільну поверхню, що запобігає виходу агента сушіння з них. У сушильній камері створюють вакуум, причому поверхня піддонів виконана з листів алюмінію. UA 110257 U (12) UA 110257 U UA 110257 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі деревообробки та може бути використана у виробництві шпону, переважно, облицювального з твердолистяних порід дерев, зокрема при вакуумному сушінні шпону. Шпон (лущений і струганий) має велику питому поверхню при незначній товщині, завдяки чому при сушінні у вільному стані утворюються хвилястість, гофри тощо, які є наслідком неоднакової усушки в різних місцях шпону. Щоб уникнути цих дефектів у існуючих пристроях шпон сушать у плоскозакріпленому стані при забезпеченні безперервного (роликові і стрічкові сушарки) або переривчастого (дихальні преси) сушіння шпону, щоб уникнути його розтріскування. Відомим аналогом є спосіб сушіння, де сушінні в стрічкових сушарках, шпон транспортується вздовж сушарки між двома горизонтальними металевими сітками (стрічками), які безперервно рухаються одна над іншою. При цьому відстань (зазор) між цими стрічками перевищує товщину шпону для забезпечення вільного сушіння [див. книгу: Стерлин Д.М. Сушка в производстве фанеры и древесностружечных плит. М.: Лесная промышленность, 1968. - С. 233]. Основним недоліком аналога є те, що він не забезпечує повного запобігання його гофрості та хвилястості при сушінні, через те, що має місце перевищення розміру зазору поміж двома горизонтальними металевими сітками (стрічками) над товщиною шпону, який закладається між ними. Найближчим аналогом до корисної моделі є спосіб сушіння шпону, який включає почергове укладання шпону між піддонами, які разом утворюють штабель, з фіксуванням штабелю в площині шляхом періодичного впливу на шпон навантаження, переміщення штабеля в сушильну камеру з подальшим обдуванням в неї агентом сушіння на шпон через щілинні канали піддонів з періодичним зняттям навантажень зі шпону, а агент сушіння подають через перфоровані наскрізні отвори в щілинні канали піддонів, а періодичне зняття навантажень з шпону здійснюють при одночасному знятті навантажень зі шпону по всій висоті штабеля і одночасним утворенням гарантованого однакового зазору відразу між усіма піддонами штабеля шляхом впливу сили підйому на верхній перший піддон [див. пат. Російської Федерації № 2353871, МПК F26B 7/00, F26B 9/00 опублікований 27.04.2009 року]. Хоча при такому процесі сушіння шпону не виникає його розтріскування, проте остаточно не вдається уникнути появи, хоча й невеликих, але все ж таки хвиль. Але головним недоліком цього відомого способу сушіння шпону є те, що він не дозволяє отримати кінцевий продукт (шпон) з рівномірною вологості за всією своєю площиною, що неприпустимо саме для облицювального шпону, оскільки він у подальшому наклеюється на основу. Якщо шпон матиме за площиною різну вологість, після клеєння виникають нерівності на поверхні виробу з боку шпону, що вважається неприпустимим браком виробу. Цей недолік (нерівномірність вологи у шпоні) виникає внаслідок того, що при сушінні на шпон вливають рухомим потоком агента сушіння (теплим повітрям), спрямованим уздовж шпону. В основу корисної моделі поставлена задача отримання якісного шпону - рівного за площиною з однаковою вологістю за всім об'ємом за рахунок запобігання виникнення умов для викривлення шпону та творення умов для рівномірного сушіння шляхом зміни принципу дії на шпон навантаження та агента сушіння. Поставлена задача вирішується тим, що спосіб сушіння облицювального шпону з твердолистяних порід дерев включає почергове укладання шпону між піддонами, які разом утворюють штабель, з фіксуванням штабелю в площині шляхом впливу на шпон навантаження, переміщення штабеля в сушильну камеру з подальшим впливом в неї агентом сушіння на шпон, згідно з корисною моделлю, агент сушіння подають у піддони, які мають суцільну поверхню, що запобігає виходу агента сушіння з них, а у сушильній камері створюють вакуум, причому поверхня піддонів виконана з листів алюмінію. Як агент сушіння може використовуватися будьяке середовище, наприклад, водяна пара або гаряче повітря. У піддонах можуть бути змонтовані електричні або інші їх нагрівачі. Завдяки тому, що шпон виявляється затиснутий між піддонами з суцільними поверхнями, виключається можливість будь-якого деформування шпону під час сушіння. Завдяки тому, що піддони гарячі і притиснути до площин шпону, значно прискорюється процес сушіння шпону. Завдяки тому, що агент сушіння не контактує зі шпоном та є нерухомим, забезпечується рівномірність сушіння шпону за всією його площиною. Завдяки створенню вакууму у сушильній камері, прискорюється процес виведення зайвої вологи зі шпону. 1 UA 110257 U 5 10 15 20 25 30 35 40 45 50 55 Отже, уся сукупність суттєвих ознак стосовно заявленого способу сушіння шпону, отриманих завдяки внесенню принципових змін у технологію сушіння шпону, дозволяє дотриматися рентабельності виробництва шпону та дотриматися рівних показників вологості шпону за всією висотою штабеля, тобто, досягти певного технічного результату, сформульованого у постановці задачі. Корисну модель виконують наступним чином. На виробничій ділянці, де відбувається отримання шпону і укладання його в штабель, на візок кладеться перший піддон, на який кладуть лист шпону. На цей шпон укладається наступний піддон і знову кладуть лист шпону. На цей шпон укладається наступний піддон тощо. Потім штабель стискають будь-яким відомим способом, наприклад, гвинтами. Кожний піддон підключають до агента сушіння (до паропроводу, мережі гарячого повітря, електромережі значення немає). Після цього затиснутий таким чином штабель шпону з піддонами переміщують в сушильну камеру або шафу, де створювався вакуум, наприклад, за допомогою відцентрового насосу одностороннього всмоктування ДН-11,2, а у піддони подавався агент сушіння. Нагріті піддони передають своє тепло шпону. При цьому волога у шпоні розріджується і, під впливом вакууму, дифундує до всіх торців шпону та покидає його. Одночасно гарячі піддони, оскільки притиснуті до шпону, не дозволяють йому, якимось чином коробитися, гофруватися, тобто шпон залишається рівним за всією площиною, яку задають йому плоскі рівні піддони. Після завершення процесу сушіння, штабель виймають з сушильної камери або шафи, звільняючи місце для наступної партії обробки шпону. Якість кінцевого продукту не залежить від товщини шпону і породи деревини, з якого він виготовлений, не залежить від розмірів штабеля - ці показники ніяким чином не впливають на процес сушіння. При застосуванні запропонованого способу сушіння дозволяє отримувати шпон з однаковими показниками вологості, як за висотою штабеля, так і за площиною самого шпону. Запропонована корисна модель перевірена на практиці. Заявлений спосіб сушіння облицювального шпону з твердолистяних порід дерев не містить у своєму складі жодної технологічної операції чи фізичних процесів, які б неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, у галузі деревообробної промисловості, а отже є придатним для промислового застосування, має технічні та інші переваги перед відомими аналогами. Суттєва відмінність корисної моделі полягає у стисканні шпону поміж нагрітих піддонів та у забезпеченні видалення вологи з нього за рахунок утворення у сушильній камері вакууму. Вказані відмінності, у сукупності, дозволяють отримати шпон з однаковою заданою остаточною вологістю за всією площиною шпону. Жодна із відомих технологій у даній галузі знань не може водночас володіти всіма перерахованими властивостями, оскільки не містять у своєму складі всієї сукупності заявлених ознак. До технічних переваг запропонованого корисної моделі, у порівнянні з найближчим аналогом, можна віднести: - виключення можливості втрати площинності шпоном за рахунок того, що він затиснутий без зазорів поміж піддонів; - передання тепла шпону по всій площині за рахунок того, що піддони гарячі; - можливість розріджування вологи у шпоні з тієї ж причини; - цілеспрямоване видалення вологи зі всіх торців шпону одночасно за рахунок утворення у сушильній камері вакууму; - отримання шпону з рівними показниками вологості по всій площі шпону за рахунок спільної дії гарячих піддонів, стискання штабелю та використання вакууму. Соціальний ефект від впровадження корисної моделі, у порівнянні з використанням найближчого аналога, отримують за рахунок отримання високоякісного кінцевого продукту. Економічний ефект від впровадження корисної моделі, у порівнянні з використанням найближчого аналога, отримують за рахунок зниження вартості готового виробу внаслідок економії енергетичних ресурсів для сушіння та виключення появи бракованих виробів. Численні можливі варіанти виконання способу, зокрема, режими нагріву піддонів, глибина вакууму, розміри штабелю тощо, можуть змінюватися залежно від порід дерев та, зрозуміло, знаходяться в межах об'єму одного із звичайних і природних підходів в даній галузі знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією корисної моделі є те, що шпон затискають поміж гарячих піддонів та у камері утворюють вакуум, і саме ці обставини, у сукупності, дозволяють надбати запропонованій технології вищеперераховані й інші переваги. 60 2 UA 110257 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Спосіб сушіння облицювального шпону з твердолистяних порід дерев, що включає почергове укладання шпону між піддонами, які разом утворюють штабель, з фіксуванням штабелю в площині шляхом впливу на шпон навантаження, переміщення штабеля в сушильну камеру з подальшим впливом в неї агентом сушіння на шпон, який відрізняється тим, що агент сушіння подають у піддони, які мають суцільну поверхню, що запобігає виходу агента сушіння з них, а у сушильній камері створюють вакуум, причому поверхня піддонів виконана з листів алюмінію. 2. Спосіб сушіння за п. 1, який відрізняється тим, що як агент сушіння використовують будь-яке середовище, наприклад водяну пару або гаряче повітря. 3. Спосіб сушіння за п. 1, який відрізняється тим, що у піддонах монтують електричні або інші їх нагрівачі. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: спосіб, шпону, дерев, сушіння, порід, облицювального, твердолистяних
Код посилання
<a href="https://ua.patents.su/5-110257-sposib-sushinnya-oblicyuvalnogo-shponu-z-tverdolistyanikh-porid-derev.html" target="_blank" rel="follow" title="База патентів України">Спосіб сушіння облицювального шпону з твердолистяних порід дерев</a>
Спосіб виготовлення облицювального шпону з твердолистяних порід дерев
Номер патенту: 109929
Опубліковано: 12.09.2016
Автори: Нікітченко Олександр Сергійович, Змачинський Віталій Володимирович, Семенюк Віталій Володимирович
МПК: B27L 5/00
Мітки: порід, облицювального, шпону, твердолистяних, спосіб, виготовлення, дерев
Формула / Реферат:
Спосіб виготовлення облицювального шпону з твердолистяних порід дерев, що включає поперечний розкрій колод на кряжі, калібрування кряжів на круглі заготовки, поздовжній розкрій заготовок на бруси-заготовки, теплову обробку брусів-заготовок для стругання, стругання бруса-заготовки на шпоностругальному станку за допомогою ножа, сушіння та сортування шпону, який відрізняється тим, що стругання бруса-заготовки здійснюють у гарячому стані...
Верстат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110250
Опубліковано: 26.09.2016
Автори: Семенюк Віталій Володимирович, Змачинський Віталій Володимирович, Нікітченко Олександр Сергійович
Мітки: дерев, стругання, твердолистяних, облицювального, шпону, верстат, порід
Формула / Реферат:
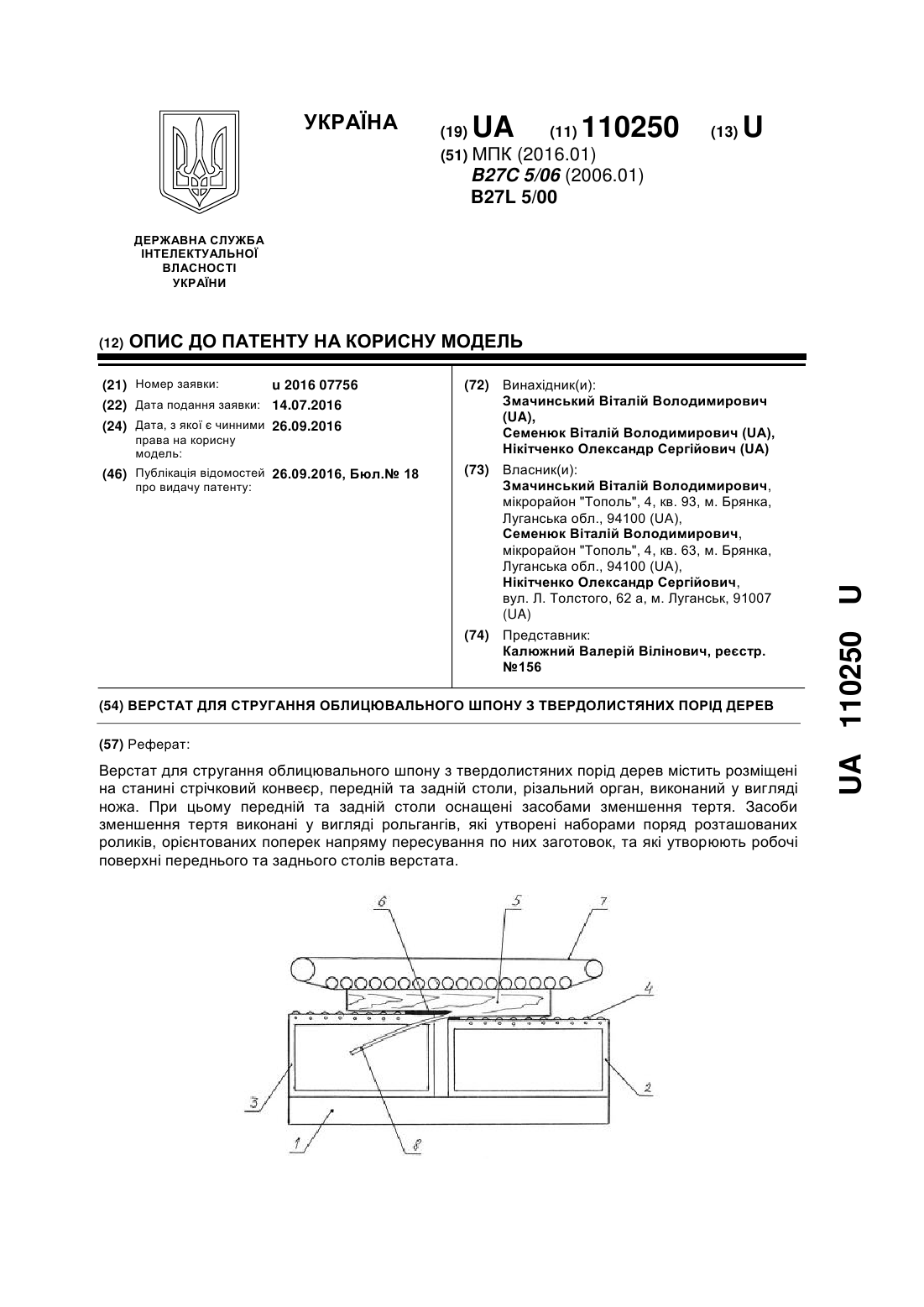
Верстат для стругання облицювального шпону з твердолистяних порід дерев, який містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що засоби зменшення тертя виконані у вигляді рольгангів, які утворені наборами поряд розташованих роликів, орієнтованих поперек напряму пересування по них...
Агрегат для стругання облицювального шпону з твердолистяних порід дерев
Номер патенту: 110256
Опубліковано: 26.09.2016
Автори: Змачинський Віталій Володимирович, Семенюк Віталій Володимирович, Нікітченко Олександр Сергійович
Мітки: агрегат, дерев, порід, облицювального, стругання, шпону, твердолистяних
Формула / Реферат:
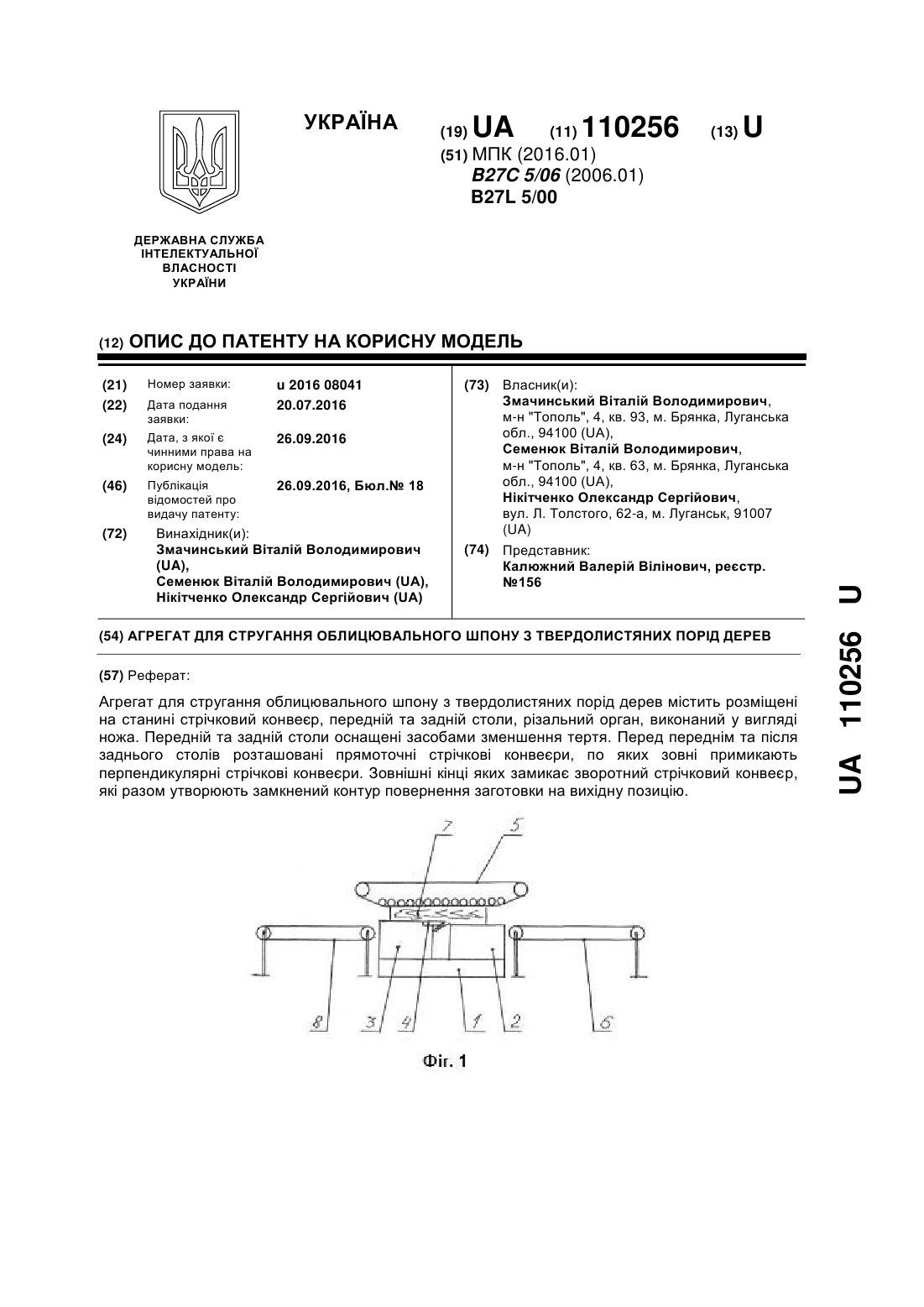
Агрегат для стругання облицювального шпону з твердолистяних порід дерев, що містить розміщені на станині стрічковий конвеєр, передній та задній столи, різальний орган, виконаний у вигляді ножа, причому передній та задній столи оснащені засобами зменшення тертя, який відрізняється тим, що перед переднім та після заднього столів розташовані прямоточні стрічкові конвеєри, по яких зовні примикають перпендикулярні стрічкові конвеєри, зовнішні...
Установка для сушіння шпону
Номер патенту: 66126
Опубліковано: 26.12.2011
Автори: Приставський Богдан Ігорович, Білей Петро Васильович, Павлюст Володимир Миколайович
МПК: F26B 3/02
Мітки: установка, шпону, сушіння
Формула / Реферат:
Установка для сушіння шпону, що складається з щільно ізольованого корпусу, в якому розміщені з регульованою швидкістю рольгангові конвеєри для переміщення шпону, яка відрізняється тим, що для циркуляції повітря застосовані відцентрові вентилятори, які винесені за огородження установки та мають систему засмоктувальних і нагнітальних каналів, де в нагнітальний канал з розподільного подаються гарячі очищені від сажі та іскор, топкові гази, що...
Спосіб виготовлення фанери із шпону підвищеної вологості
Номер патенту: 37899
Опубліковано: 10.12.2008
Автори: Біць Галина Євгенівна, Бехта Павло Антонович, Ян Седлячік
МПК: B27N 3/00
Мітки: виготовлення, шпону, вологості, спосіб, фанери, підвищеної
Формула / Реферат:
1. Спосіб виготовлення фанери із шпону підвищеної вологості, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування та підпресування пакетів шпону, склеювання фанери, який відрізняється тим, що шпон висушується до підвищеної вологості 15 % і в процесі приготування клею до фенолоформальдегідної смоли як модифікувальну добавку додають фенолорезорцинову смолу і житнє борошно.2....
Попередній патент: Агрегат для стругання облицювального шпону з твердолистяних порід дерев
Наступний патент: Ретранслятор
Випадковий патент: Спосіб хірургічного лікування післяопераційних гриж живота