Пристрій стабілізації дуги
Номер патенту: 115200
Опубліковано: 25.09.2017
Автори: Бурлака Володимир Володимирович, Гулаков Сергій Володимирович
Формула / Реферат
Пристрій стабілізації дуги, який містить дросель з основною і додатковою обмотками, конденсатор, ключі, три виводи, причому перший та другий виводи призначені для підключення до джерела живлення дуги, а третій - до зварювального електрода, при цьому основна обмотка дроселя включена між першим та третім виводами пристрою, який відрізняється тим, що в пристрій додатково введені діодний міст і другий конденсатор, при цьому ключі з'єднані послідовно, їх крайні виводи підключені до виводів другого конденсатора, а середня точка з'єднання ключів підключена до першого виводу додаткової обмотки дроселя, причому другий вивід цієї обмотки підключено через конденсатор до одного з виводів другого конденсатора, виводи якого підключені до виводів постійного струму діодного моста, а його виводи змінного струму підключені до першого та другого виводів пристрою.
Текст
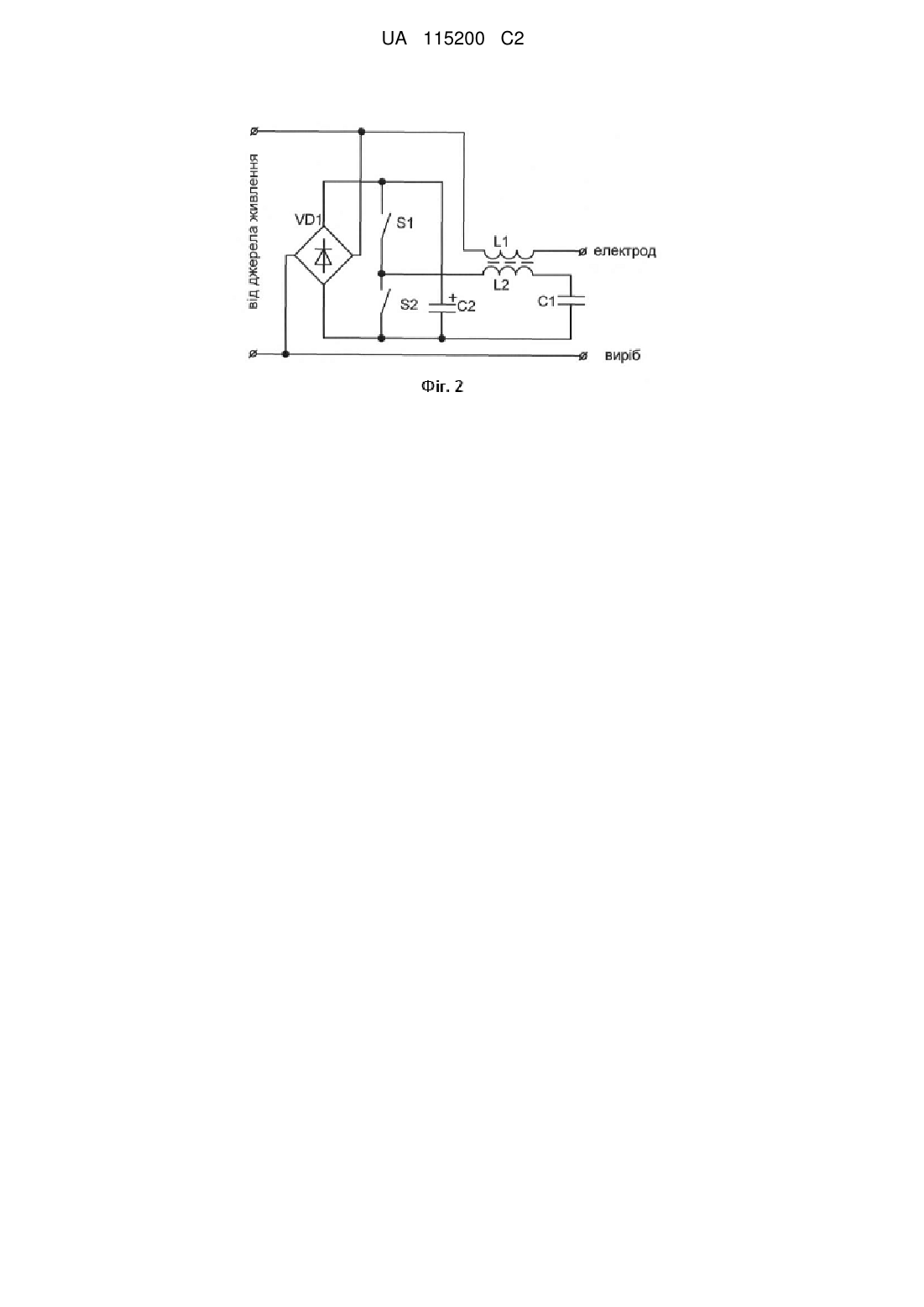
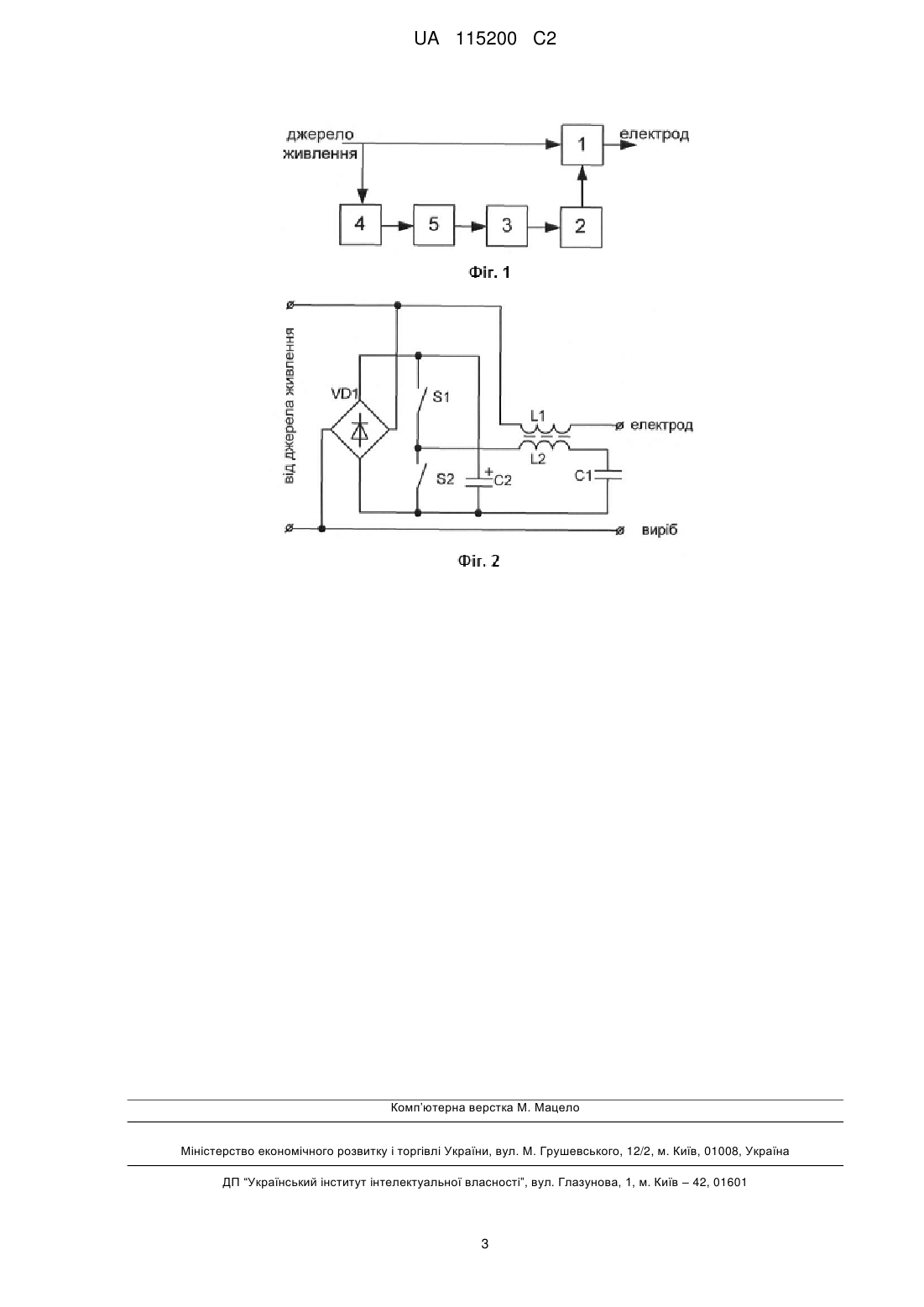
Реферат: Винахід належить до зварювального виробництва і може бути використаний для обладнання зварювальних джерел живлення постійного і змінного струму. Пристрій стабілізації дуги включається між джерелом живлення дуги та зварювальним електродом і містить дросель з основною і додатковою обмотками, два конденсатори, діодний міст, ключі, три виводи, перший та другий виводи призначені для підключення до джерела живлення дуги, третій - до зварювального електрода. Основна обмотка дроселя включена між першим та третім виводами пристрою, ключі з'єднані послідовно, їх крайні виводи підключені до виводів другого конденсатора, середня точка з'єднання ключів підключена до першого виводу додаткової обмотки дроселя. Другий вивід цієї обмотки підключено через конденсатор до одного з виводів другого конденсатора, виводи якого підключені до виводів постійного струму діодного моста, а його виводи змінного струму підключені до першого та другого виводів пристрою. Застосування запропонованого пристрою стабілізації дуги дозволяє підвищити стабільність якості зварних з'єднань, підвищити стійкість неплавкого електрода (при TIG зварюванні) і полегшити процес початкового ініціювання дуги при ручному дуговому зварюванні, особливо при використанні зварювальних електродів постійного струму. UA 115200 C2 (12) UA 115200 C2 UA 115200 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до зварювального виробництва і може бути використаний для обладнання зварювальних джерел живлення постійного і змінного струму. При ручному дуговому зварюванні покритим електродом (ММА -Manual Metal Arc), а також зварюванні в середовищі інертного газу (MIG-Metal Inert Gas), в т.ч. неплавким електродом (TIGTungsten Inert Gas), постає необхідність, по-перше, полегшити ініціювання дугового розряду, подруге, стабілізувати процес горіння дуги. При живленні від джерела змінного струму повторне збудження дуги має відбуватися після кожного переходу напруги джерела через нуль. Крім того, при TIG зварюванні бажано обмежити енергію, яка виділяється при пробої дугового проміжку, тому що при завищеній енергії розряду має місце ерозія неплавкого електрода, що скорочує його строк служби. Тому актуальною є задача створення пристрою стабілізації дуги, який реалізує збудження дуги при мінімально необхідній енергії розряду і забезпечує стабільне горіння дуги в процесі зварювання. Відомий пристрій стабілізації дуги, що містить вхідний фільтр, підвищуючий низькочастотний трансформатор, іскровий генератор з розрядником і високочастотним трансформатором, вторинна обмотка якого включена паралельно з дуговим проміжком, блок захисту джерела живлення [Источники питания для дуговой сварки / Солодский С.А., Брунов О.Г., Ильященко Д.П. // Томск: изд-во Томского политехнического университета, 2012.-рис. 69, С. 150]. Схема дозволяє сформувати високовольтні імпульси на дуговому проміжку і забезпечити підпалення дуги. До недоліків такого технічного рішення слід віднести великі габарити і масу трансформаторів, складність керування енергією імпульсів, широкий спектр генерованих електромагнітних завад, невеликий строк служби розрядника і необхідність його періодичної заміни. Відомий пристрій стабілізації дуги [Источники питания для дуговой сварки / Солодский С.А., Брунов О.Г., Ильященко Д.П. // Томск: изд-во Томского политехнического университета, 2012. рис. 70, С. 151], що містить вхідний фільтр, підвищуючий низькочастотний трансформатор, іскровий генератор з розрядником і дроселем, включеним послідовно з дуговим проміжком, схему захисту джерела живлення від перенапруги. Пристрій має кращі масогабаритні та техніко-економічні характеристики, ніж наведений вище. Проте йому властиві ті ж згадані вище недоліки. Відомий пристрій стабілізації дуги [Пристрій для збудження та стабілізації процесу горіння дуги змінного струму / Махлін Н.М., Коротинський О.Є., Скопюк М.І. // Патент України № 109334, МПК В23К 9/067 (2006.01), В23К 9/073 (2006.01). - № а 2014 00292, заявл. 14.01.2014, опубл. 10.08.2015. - бюл. № 15. - 15 с], що містить дросель з основною і додатковою обмотками, конденсатор, ключі, основна обмотка дроселя включається між одним з виходів джерела живлення дуги та зварювальним електродом - прототип. Схема відрізняється можливістю регулювати енергію збудження дуги за рахунок зміни напруги живлення резонансних ланцюгів. Недоліками схеми є необхідність використання додаткового регульованого джерела підвищеної напруги постійного струму у складі пристрою стабілізації дуги, наявність двох резонансних ланцюгів з відповідними схемами керування. Це призводить до ускладнення схеми, підвищення втрат енергії і погіршує споживчі якості пристрою. В основу винаходу поставлена задача удосконалити пристрій стабілізації дуги, що дозволить знизити втрати енергії в ньому, підвищити стійкість неплавкого електрода при ТIG зварюванні за рахунок обмеження швидкості росту напруги на ньому і збудження дуги з мінімально необхідною для цього енергією, підвищити тривалість періоду підтримки підвищеної напруги на електроді при ручному дуговому зварюванні і полегшити процес ініціювання дуги, тим самим покращити споживчі якості пристрою і розширити його область застосування. Для рішення поставленої задачі в пристрої стабілізації дуги, який містить дросель з основною і додатковою обмотками, конденсатор, ключі, три виводи, перший та другий виводи призначені для підключення до джерела живлення дуги, третій - до зварювального електрода, основна обмотка дроселя включена між першим та третім виводами пристрою, відповідно до винаходу, в пристрій додатково введені діодний міст і другий конденсатор, а ключі з'єднані послідовно, їх крайні виводи підключені до виводів другого конденсатора, середня точка з'єднання ключів підключена до першого виводу додаткової обмотки дроселя, другий вивід цієї обмотки підключено через конденсатор до одного з виводів другого конденсатора, виводи якого підключені до виводів постійного струму діодного моста, а його виводи змінного струму підключені до першого та другого виводів пристрою. Запропоноване технічне рішення пояснюється кресленнями, на яких показані: фіг. 1 - блок-схема пристрою стабілізації дуги; 1 UA 115200 C2 5 10 15 20 25 30 35 40 фіг. 2 - електрична схема силової частини. Як приклад виконання пристрою стабілізації дуги приведений пристрій, який містить дросель з додатковою обмоткою 1 (LI, L2, фіг. 2), конденсатор 2 (СІ, фіг. 2), ключі 3(S1, S2, фіг. 2), додатково введені діодний міст 4 (VD1, фіг. 2) і другий конденсатор 5 (С2, фіг. 2). Пристрій працює в такий спосіб. При ввімкненні джерела живлення конденсатор С1 заряджається через діодний міст VD1 до напруги холостого ходу джерела. В разі ручного дугового зварювання збудження дуги здійснюється після короткого замикання (КЗ) електрода на виріб (функція Lift-Arc). Система управління (на фіг. 2 умовно не показана) відстежує напругу на виході джерела. При КЗ напруга стає близькою до нуля. При відведенні електрода від виробу КЗ зникає, на виході джерела живлення з'являється напруга. В цей час починає роботу напівмостовий інвертор, складений ключами S1, S2. Він працює із скважністю 50 % зі змінною частотою. Робота починається з максимальної частоти, яка значно перевищує резонансну частоту контуру L2C1 (фіг. 2). По мірі зниження вихідної частоти напівмостового інвертора росте струм контуру L2C1 і напруга на дроселі L1. Далі можливі два варіанти розвитку подій: 1) при певній напрузі на L1 відбувається ініціювання дуги. При цьому напруга на виході джерела живлення знижується до величини напруги на дуговому проміжку, система управління блокує роботу ключів SI, S2. Так забезпечується "м'яке" підпалення дуги; 2) при досягненні необхідного (максимального) струму "накачки" контуру L2C1 зниження частоти зупиняється, система переходить в усталений режим. Для забезпечення безпечного користування пристроєм висока напруга на виході підтримується тільки впродовж заданої витримки часу, після чого робота ключів SI, S2 блокується. В разі TIG зварювання робота системи аналогічна, відрізняються тільки параметри контуру L2C1 (необхідно забезпечувати підвищену напругу у порівнянні з ручним дуговим зварюванням). Ініціювання дуги відбувається після кожного переходу напруги джерела живлення через нуль. Елементи VD1, СІ також захищають вихід джерела живлення від потрапляння високої напруги з дроселя L1. В прикладі практичної реалізації пристрою стабілізації дуги для ручного дугового зварювання ключі SI, S2 виконано на MOSFET транзисторах STP19NF20, діодний міст VD1 типу GBJ10M, конденсатори СІ 0,1 мкФ х 1000 В, С2 220 мкФ х 160 В. Дросель намотано на осерді ETD59/31/22 з немагнітним зазором 0,4 mm. L1 має 14 витків, L2-12 витків. Формування керуючих імпульсів для транзисторів ключів SI, S2 здійснюється за допомогою спеціалізованого драйвера IR2109 від однокристального мікроконтролера ATTINY13A. Частота перемикання може змінюватися від 18,8 до 72 кГц. Резонансна частота контуру L2C1 становить понад 42 кГц. Амплітуда напруги на електроді при роботі пристрою перевищує 300 В, що забезпечує легке підпалення дуги при ручному дуговому зварюванні. Витримка часу на ініціювання дуги встановлена близько 1,5 с. Застосування запропонованого пристрою стабілізації дуги дозволяє підвищити стабільність якості зварних з'єднань, підвищити стійкість неплавкого електрода (при TIG зварюванні) і полегшити процес початкового ініціювання дуги при ручному дуговому зварюванні, особливо при використанні зварювальних електродів постійного струму. 45 ФОРМУЛА ВИНАХОДУ 50 55 Пристрій стабілізації дуги, який містить дросель з основною і додатковою обмотками, конденсатор, ключі, три виводи, причому перший та другий виводи призначені для підключення до джерела живлення дуги, а третій - до зварювального електрода, при цьому основна обмотка дроселя включена між першим та третім виводами пристрою, який відрізняється тим, що в пристрій додатково введені діодний міст і другий конденсатор, при цьому ключі з'єднані послідовно, їх крайні виводи підключені до виводів другого конденсатора, а середня точка з'єднання ключів підключена до першого виводу додаткової обмотки дроселя, причому другий вивід цієї обмотки підключено через конденсатор до одного з виводів другого конденсатора, виводи якого підключені до виводів постійного струму діодного моста, а його виводи змінного струму підключені до першого та другого виводів пристрою. 2 UA 115200 C2 Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/067, B23K 9/073
Мітки: пристрій, стабілізації, дуги
Код посилання
<a href="https://ua.patents.su/5-115200-pristrijj-stabilizaci-dugi.html" target="_blank" rel="follow" title="База патентів України">Пристрій стабілізації дуги</a>
Пристрій стабілізації дуги змінного струму
Номер патенту: 114990
Опубліковано: 28.08.2017
Автори: Бурлака Володимир Володимирович, Гулаков Сергій Володимирович
МПК: B23K 9/067, B23K 9/073
Мітки: стабілізації, дуги, змінного, струму, пристрій
Формула / Реферат:
Пристрій стабілізації дуги змінного струму, що містить два виводи для підключення до виводів вторинної обмотки зварювального трансформатора, електронний комутатор, підключений до виводів пристрою, і схему керування цим комутатором, який відрізняється тим, що в пристрій додатково введений конденсатор, підключений до виводів пристрою, при цьому електронний комутатор виконано у вигляді двох діодів і двох ключів, причому діоди з'єднані...
Пристрій для збудження та стабілізації процесу горіння дуги змінного струму
Номер патенту: 109334
Опубліковано: 10.08.2015
Автори: Махлін Наум Мордухович, Скопюк Михайло Іванович, Коротинський Олександр Євтихієвич
МПК: B23K 9/067, B23K 9/073
Мітки: струму, стабілізації, збудження, дуги, горіння, процесу, пристрій, змінного
Формула / Реферат:
1. Пристрій для збудження та стабілізації процесу горіння дуги змінного струму, до складу якого входять джерело підвищеної напруги постійного струму, два заряд-розрядних ланцюги, кожний з яких містить у собі послідовно з'єднані зарядний діод, накопичуючий конденсатор, окрему первинну обмотку підвищуючого імпульсного трансформатора та комутуючий ключ з двосторонньою провідністю, захисний конденсатор та блок керування, причому комутуючий ключ...
Стабілізатор дуги змінного струму
Номер патенту: 114998
Опубліковано: 28.08.2017
Автори: Гулаков Сергій Володимирович, Бурлака Володимир Володимирович
МПК: B23K 9/073, B23K 9/067
Мітки: струму, змінного, стабілізатор, дуги
Формула / Реферат:
1. Стабілізатор дуги змінного струму, що містить дросель, два конденсатори, ключі та три виводи, причому перший та другий виводи призначені для підключення до джерела живлення дуги, а третій - до зварювального електрода, перший конденсатор підключений до першого і другого виводів стабілізатора дуги, початок обмотки дроселя підключений до першого виводу стабілізатора дуги, а кінець обмотки дроселя підключено до третього виводу стабілізатора...
Пристрій для автоматичної настройки реактора для гасіння дуги
Номер патенту: 5784
Опубліковано: 15.03.2005
Автори: Грабко Володимир Віталійович, Березницький Дмитро Олександрович
МПК: H02H 9/00
Мітки: настройки, автоматичної, гасіння, дуги, реактора, пристрій
Формула / Реферат:
Пристрій для автоматичної настройки реактора для гасіння дуги, що містить інвертор, перші чотири блоки тиристорних ключів, перші виводи яких з'єднані між собою та підключені до першого виводу додаткової обмотки реактора гасіння дуги, основна обмотка якого одним виводом з'єднана із землею, а другим підключена через приєднувальний трифазний трансформатор до трифазної мережі, другі виводи перших чотирьох блоків тиристорних ключів з'єднані...
Пристрій для початкового та повторних запалювань зварювальної дуги змінного струму

Номер патенту: 62596
Опубліковано: 12.09.2011
Автори: Халіков Володимир Акнафович, Патон Борис Євгенович, Андреєв Вячеслав Валентинович, Заруба Ігор Іванович, Шатан Олександр Федорович, Москович Григорій Миколайович
МПК: B23K 9/00
Мітки: повторних, струму, пристрій, зварювальної, запалювань, початкового, змінного, дуги
Формула / Реферат:
Пристрій для початкового та повторних запалювань зварювальної дуги змінного струму і стабілізації її горіння, що підключається паралельно до вихідних клем зварювального трансформатора та містить випрямляючий міст, високовольтний транзистор і схему керування, який відрізняється тим, що в схему керування введено вузли синхронізації та затримки, з можливістю комутації вказаного транзистора відразу при зміні полярності зварювального струму та...
Попередній патент: Спосіб одержання наноформи фосфоліпідного препарату
Наступний патент: Спосіб обробки важкої вуглеводневої сировини
Випадковий патент: Лічильник газу з герконом