Спосіб роботи на гідравлічних пресах



Формула / Реферат
Спосіб роботи на гідравлічних пресах, що включає натискання відкриттям регулюючого клапана робочих циліндрів на кожному ході з наступною декомпресією робочих циліндрів, який відрізняється тим, що перед початком деформування здійснюють жорстке натискання бойка на бойок без поковки з наступною витримкою під номінальним зусиллям та прискореною декомпресією робочих циліндрів, при цьому безперервно вимірюють поточні переміщення рухомої поперечинита тиск у відповідних гідролініях, на базі яких системою автоматичного керування визначають пружну силу прогину рухомого стола преса за залежністю
![]() ,
,
де ![]() - пружна сила прогину рухомого стола преса, МН;
- пружна сила прогину рухомого стола преса, МН; ![]() - коефіцієнт жорсткості рухомого стола преса, МН/м;
- коефіцієнт жорсткості рухомого стола преса, МН/м; ![]() - поточний тиск у робочих циліндрах, МПа;
- поточний тиск у робочих циліндрах, МПа; ![]() ,
, ![]() ,
, ![]() ,
, ![]() - коефіцієнти полінома, що описує прогин рухомого стола,
- коефіцієнти полінома, що описує прогин рухомого стола,
а також зведену лінійну жорсткість відповідних гідроліній при переміщенні рухомої поперечини після закриття клапана під дією інерційних і сил пружності за формулою
![]() ,
,
де ![]() - зведена лінійна жорсткість i-ї гідролінії, МН/м;
- зведена лінійна жорсткість i-ї гідролінії, МН/м; ![]() - падіння тиску в гідролінії, МПа;
- падіння тиску в гідролінії, МПа; ![]() - активна площа циліндра, з'єднаного з i-ю гідролінією, м2;
- активна площа циліндра, з'єднаного з i-ю гідролінією, м2; ![]() - вибіг рухомої поперечини після закриття клапана, м,
- вибіг рухомої поперечини після закриття клапана, м,
заносять визначені параметри до системи автоматичного керування пресом, на базі яких коректують режими роботи регулюючих клапанів при деформуванні поковки.
Текст
Реферат: UA 117754 U UA 117754 U 5 10 15 20 25 30 35 Корисна модель належить до галузі машинобудування, а саме до обробки матеріалів тиском і може знайти застосування при проектуванні та модернізації ковальсько-пресового обладнання, а також розробці технологічних процесів кування заготовок. Відомий спосіб забезпечення точності кування, згідно з яким рухому поперечину преса гальмують на заданому розмірі закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками [1]. Відомий також, вибраний як прототип, спосіб роботи гідравлічних пресів, згідно з яким деформування поковки здійснюють послідовними натисканнями при роботі преса на відповідному ступені зусиль відкриттям впускного клапана робочих циліндрів на кожному ході с послідуючою декомпресією робочих циліндрів [2]. Загальними суттєвими ознаками відомого і способу, що заявляється, є: натискання відкриттям регулюючого клапана робочих циліндрів на кожному ході з наступною декомпресією робочих циліндрів. Недоліком відомого способу роботи гідравлічних пресів є неврахування пружних властивостей металоконструкції та гідросистеми преса при реалізації технологічних процесів обробки тиском. Внаслідок цього в процесі деформування ефективність обробки поковки знижується, величина обтискання поступово змінюється, впливаючи на кінцеві розміри поковки, виникає необхідність коректування режимів обробки, що призводять до подовження машинного циклу та зниження продуктивності роботи преса. В основу корисної моделі поставлена задача удосконалення відомого способу, в якому шляхом врахування пружних властивостей металоконструкції та гідросистеми преса при реалізації технологічних процесів обробки тиском забезпечується підвищення точності кування, ефективності реалізації технологічного процесу та продуктивності гідравлічних пресів. Поставлена задача вирішується тим, що перед початком деформування здійснюють жорстке натискання бойка на бойок без поковки з наступною витримкою під номінальним зусиллям та прискореною декомпресією робочих циліндрів, при цьому безперервно вимірюють поточні переміщення рухомої поперечини та тиск у відповідних гідролініях, на базі яких системою автоматичного керування визначають пружну силу прогину рухомого стола преса за залежністю 3 2 Rcm k cm x1 pp x 2 pp x3 pp x 4 , де Pcm - пружна сила прогину рухомого стола преса, МН; k cm - коефіцієнт жорсткості рухомого стола преса, МН/м; p p - поточний тиск у робочих циліндрах, МПа; x1 , x 2 , x 3 , x 4 коефіцієнти полінома, що описує прогин рухомого стола, а також зведену лінійну жорсткість відповідних гідроліній при переміщенні рухомої поперечини після закриття клапана під дією інерційних і сил пружності за формулою p Fi , ki S де k i - зведена лінійна жорсткість i-ї гідролінії, МН/м; p - падіння тиску в гідролінії, МПа; Fi 2 40 45 50 55 - активна площа циліндра, з'єднаного з i-ю гідролінією, м ; S - вибіг рухомої поперечини після закриття клапана, м, заносять визначені параметри до системи автоматичного керування пресом, на базі яких коректують режими роботи регулюючих клапанів при деформуванні поковки. За рахунок того, що перед початком деформування поковки здійснюють жорстке натискання бойка на бойок без поковки з послідуючою витримкою під номінальним зусиллям та прискореною декомпресією робочих циліндрів, а також безперервним вимірюванням поточних переміщень рухомої поперечини та тиску у відповідних гідролініях, на базі яких системою автоматичного керування визначають пружну силу прогину рухомого стола преса та зведену лінійну жорсткість відповідних гідроліній, забезпечують врахування пружних властивостей металоконструкції та гідросистеми преса при реалізації технологічних процесів обробки тиском. Як результат цього - підвищується точність кування, ефективність реалізації технологічного процесу та продуктивність гідравлічних пресів. Запропонований спосіб здійснюється таким чином. Натискання при роботі гідравлічного преса здійснюється відкриттям регулюючого клапана робочих циліндрів на кожному ході з наступною декомпресією робочих циліндрів. Перед початком деформування здійснюють жорстке натискання бойка на бойок без поковки з наступною витримкою під номінальним зусиллям та прискореною декомпресією робочих циліндрів, при цьому безперервно вимірюють поточні переміщення рухомої поперечини та тиск у відповідних гідролініях, на базі яких системою автоматичного керування визначають пружну 1 UA 117754 U 5 10 15 силу прогину рухомого стола преса та зведену лінійну жорсткість відповідних гідроліній при переміщенні рухомої поперечини після закриття клапана під дією інерційних і сил пружності. Заносять визначені параметри до системи автоматичного керування пресом, на базі яких коректують режими роботи регулюючих клапанів при деформуванні поковки. Приклад здійснення способу. Розглянемо сутність способу роботи на гідравлічних пресах, який може бути реалізований наступним чином. 1. Натискання при роботі преса здійснюється відкриттям регулюючого клапана робочих циліндрів на кожному ході з наступною декомпресією робочих циліндрів. 2. Перед початком деформування прес переводять виконання на спеціальних режимів роботи без впливу факторів технологічного процесу - здійснюють жорстке натискання бойка на бойок без поковки з наступною витримкою під номінальним зусиллям та прискореною декомпресією робочих циліндрів, при цьому безперервно вимірюють поточні переміщення рухомої поперечини та тиск у відповідних гідролініях. 3. Системою автоматичного керування визначають: - пружну силу прогину рухомого стола преса за залежністю 3 2 Rcm k cm x1 pp x 2 pp x3 pp x 4 , де Pcm - пружна сила прогину рухомого стола преса, МН; k cm - коефіцієнт жорсткості рухомого стола преса, МН/м; p p - поточний тиск у робочих циліндрах, МПа; x1 , x 2 , x 3 , x 4 20 25 30 35 коефіцієнти полінома, що описує прогин рухомого стола; - зведену лінійну жорсткість відповідних гідроліній при переміщенні рухомої поперечини після закриття клапана під дією інерційних і сил пружності за формулою p Fi , ki S де k i – зведена лінійна жорсткість i-ї гідролінії, МН/м; p - падіння тиску в гідролінії, МПа; Fi 2 - активна площа циліндра, з'єднаного з i-ю гідролінією, м ; S - вибіг рухомої поперечини після закриття клапана, м. 4. Заносять визначені параметри до системи автоматичного керування пресом, на базі яких коректують режими роботи регулюючих клапанів при деформуванні поковки. Наведений приклад підтверджує досягнення технічного результату, а саме: підвищення точності кування, ефективності реалізації технологічного процесу та продуктивності гідравлічних пресів. Джерела інформації: 1. Cold and hot forging: fundamentals and applications /Taylan Altan, Gracious Ngaile, Gangshu Shen. - ASM International, 2004. - 334 p. ISBN 0-87170-805-1. 2. Matsumoto R. Development of forging processes of magnesium alloys on servo press /R. Matsumoto //Steel research international. - 2010. - Vol. 81-9. - P. 1233-1236. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб роботи на гідравлічних пресах, що включає натискання відкриттям регулюючого клапана робочих циліндрів на кожному ході з наступною декомпресією робочих циліндрів, який відрізняється тим, що перед початком деформування здійснюють жорстке натискання бойка на бойок без поковки з наступною витримкою під номінальним зусиллям та прискореною декомпресією робочих циліндрів, при цьому безперервно вимірюють поточні переміщення рухомої поперечини та тиск у відповідних гідролініях, на базі яких системою автоматичного керування визначають пружну силу прогину рухомого стола преса за залежністю: 3 2 Rcm k cm x1 pp x 2 pp x3 pp x 4 , де Pcm - пружна сила прогину рухомого стола преса, МН; k cm - коефіцієнт жорсткості рухомого стола преса, МН/м; p p - поточний тиск у робочих циліндрах, МПа; x1 , x 2 , x 3 , x 4 - коефіцієнти 50 полінома, що описує прогин рухомого стола, а також зведену лінійну жорсткість відповідних гідроліній при переміщенні рухомої поперечини після закриття клапана під дією інерційних і сил пружності за формулою: p Fi ki , S 2 UA 117754 U 5 де ki - зведена лінійна жорсткість i-ї гідролінії, МН/м; p - падіння тиску в гідролінії, МПа; Fi 2 активна площа циліндра, з'єднаного з i-ю гідролінією, м ; S - вибіг рухомої поперечини після закриття клапана, м, заносять визначені параметри до системи автоматичного керування пресом, на базі яких коректують режими роботи регулюючих клапанів при деформуванні поковки. Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B30B 15/00
Мітки: гідравлічних, роботи, спосіб, пресах
Код посилання
<a href="https://ua.patents.su/5-117754-sposib-roboti-na-gidravlichnikh-presakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб роботи на гідравлічних пресах</a>
Спосіб отримання кованих поковок високої точності на гідравлічних пресах
Номер патенту: 116973
Опубліковано: 12.06.2017
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: отримання, пресах, гідравлічних, точності, поковок, спосіб, високої, кованих
Формула / Реферат:
Спосіб отримання кованих поковок високої точності на гідравлічних пресах, що полягає у гальмуванні рухомої поперечини закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан робочих циліндрів закривають таким чином, щоб досягнення рухомою поперечиною необхідного розміру поковки співпадало з початком декомпресії робочих циліндрів від високого тиску...
Спосіб шліхтування поковок на гідравлічних пресах

Номер патенту: 117752
Опубліковано: 10.07.2017
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: поковок, шліхтування, спосіб, пресах, гідравлічних
Формула / Реферат:
Спосіб шліхтування поковок на гідравлічних пресах, що включає деформування поковки послідовними натисканнями при роботі преса на першому ступені зусиль відкриттям впускного клапана робочих циліндрів на кожному ході з подальшою декомпресією робочих циліндрів, при цьому натискання та декомпресію здійснюють при незмінно високому тиску у зворотних циліндрах та виконують по черзі з якомога малим періодом, тривалість якого визначають із умови...
Спосіб роботи гідравлічних пресів на холостих ходах

Номер патенту: 116975
Опубліковано: 12.06.2017
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00, B30B 15/14
Мітки: холостих, пресів, гідравлічних, ходах, спосіб, роботи
Формула / Реферат:
Спосіб роботи гідравлічних пресів на холостих ходах, у відповідності до якого на зворотному ході закривають впускний клапан зворотних циліндрів, системою автоматичного керування контролюють інерційний вибіг рухомої поперечини у верхньому положенні, а хід наближення здійснюють відкриттям зливного клапана зворотних циліндрів, який відрізняється тим, що при досягненні рухомою поперечиною під час інерційного вибігу крайнього верхнього положення...
Спосіб роботи на потужному гідравлічному штампувальному пресі
Номер патенту: 108595
Опубліковано: 25.07.2016
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: потужному, гідравлічному, спосіб, штампувальному, пресі, роботи
Формула / Реферат:
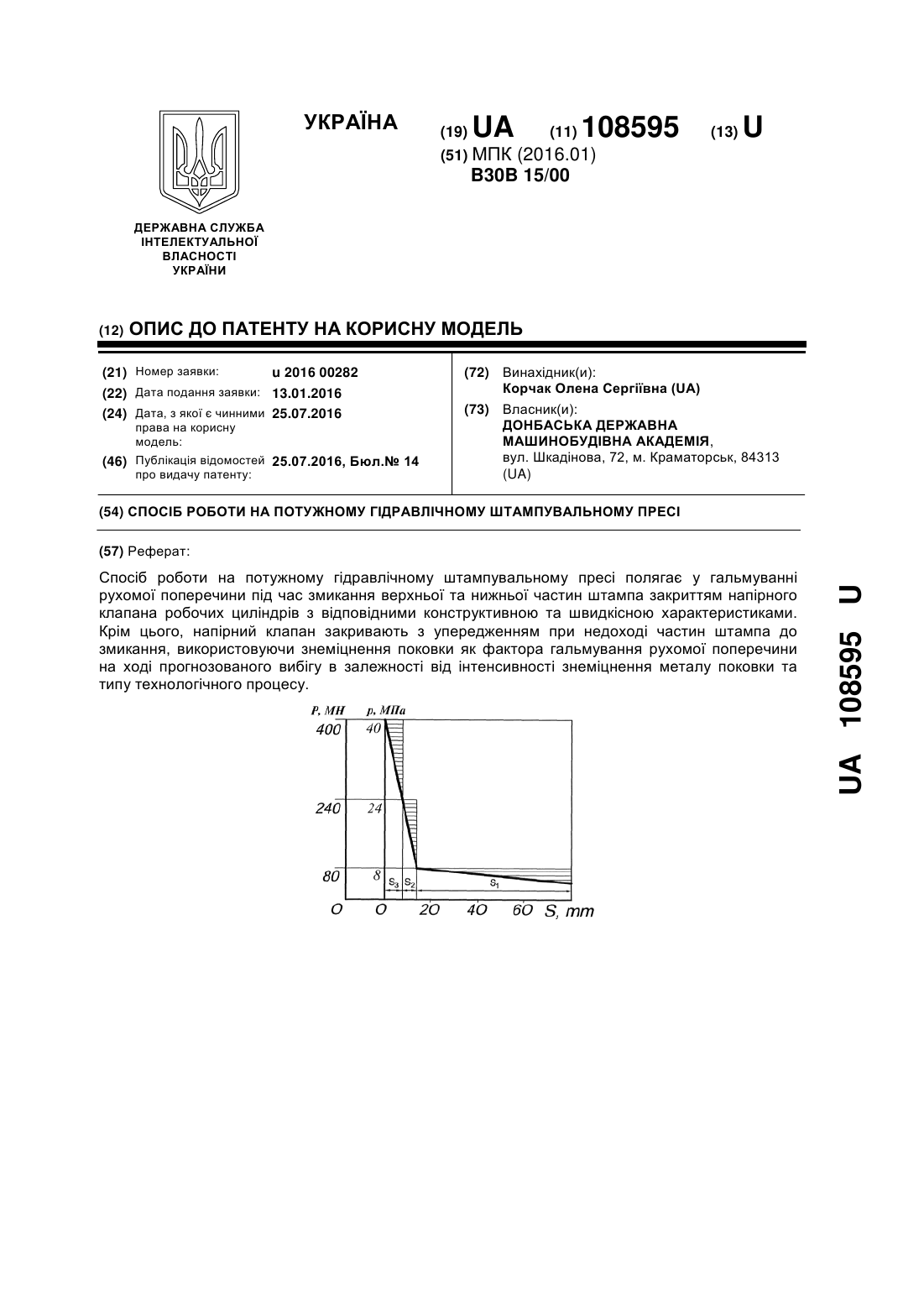
Спосіб роботи на потужному гідравлічному штампувальному пресі, що полягає у гальмуванні рухомої поперечини під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої...
Спосіб проектування швидкодіючих систем низького тиску гідравлічних пресів
Номер патенту: 116045
Опубліковано: 10.05.2017
Автор: Корчак Олена Сергіївна
МПК: B30B 15/16, B30B 15/00
Мітки: гідравлічних, систем, проектування, спосіб, пресів, низького, тиску, швидкодіючих
Формула / Реферат:
Спосіб проектування швидкодіючих систем низького тиску гідравлічних пресів, який полягає у тому, що максимально наближують бак наповнення до преса, розвантажують магістраль "бак наповнення - робочі циліндри" від зайвих гідравлічних опорів, зосереджують основну частку загального опору цієї магістралі на клапанах наповнення, з якими з'єднують трубопровід наповнення, який відрізняється тим, що трубопровід наповнення з'єднують з...
Попередній патент: Спосіб кування заготівок з нерівномірним температурним полем
Наступний патент: Ступінь заглибного насоса
Випадковий патент: Спосіб отримання комплексу екологічно чистих твердого та рідкого органічного палива