Спосіб роботи на потужному гідравлічному штампувальному пресі

Формула / Реферат
Спосіб роботи на потужному гідравлічному штампувальному пресі, що полягає у гальмуванні рухомої поперечини під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої поперечини на ході прогнозованого вибігу в залежності від інтенсивності знеміцнення металу поковки та типу технологічного процесу.
Текст
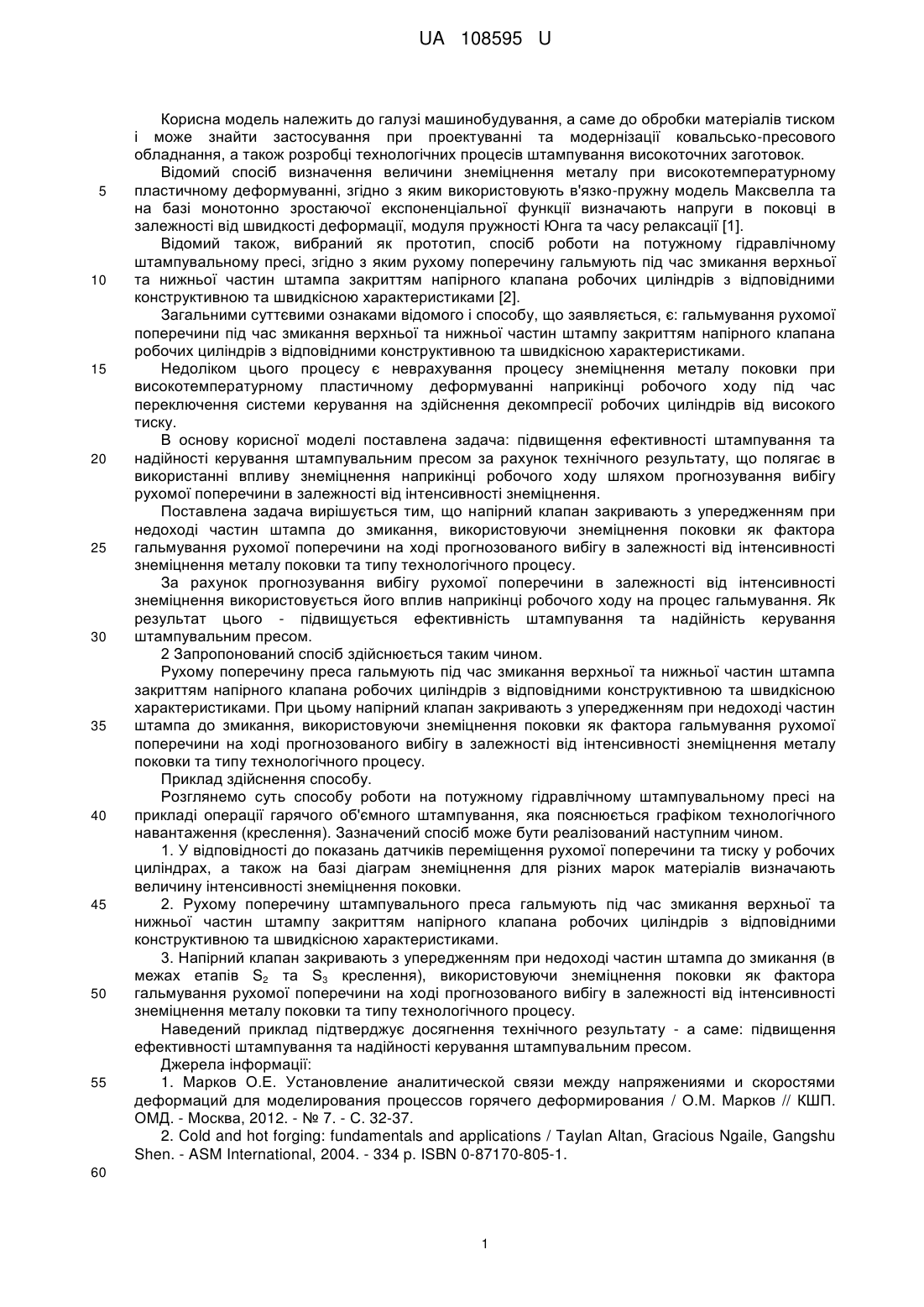
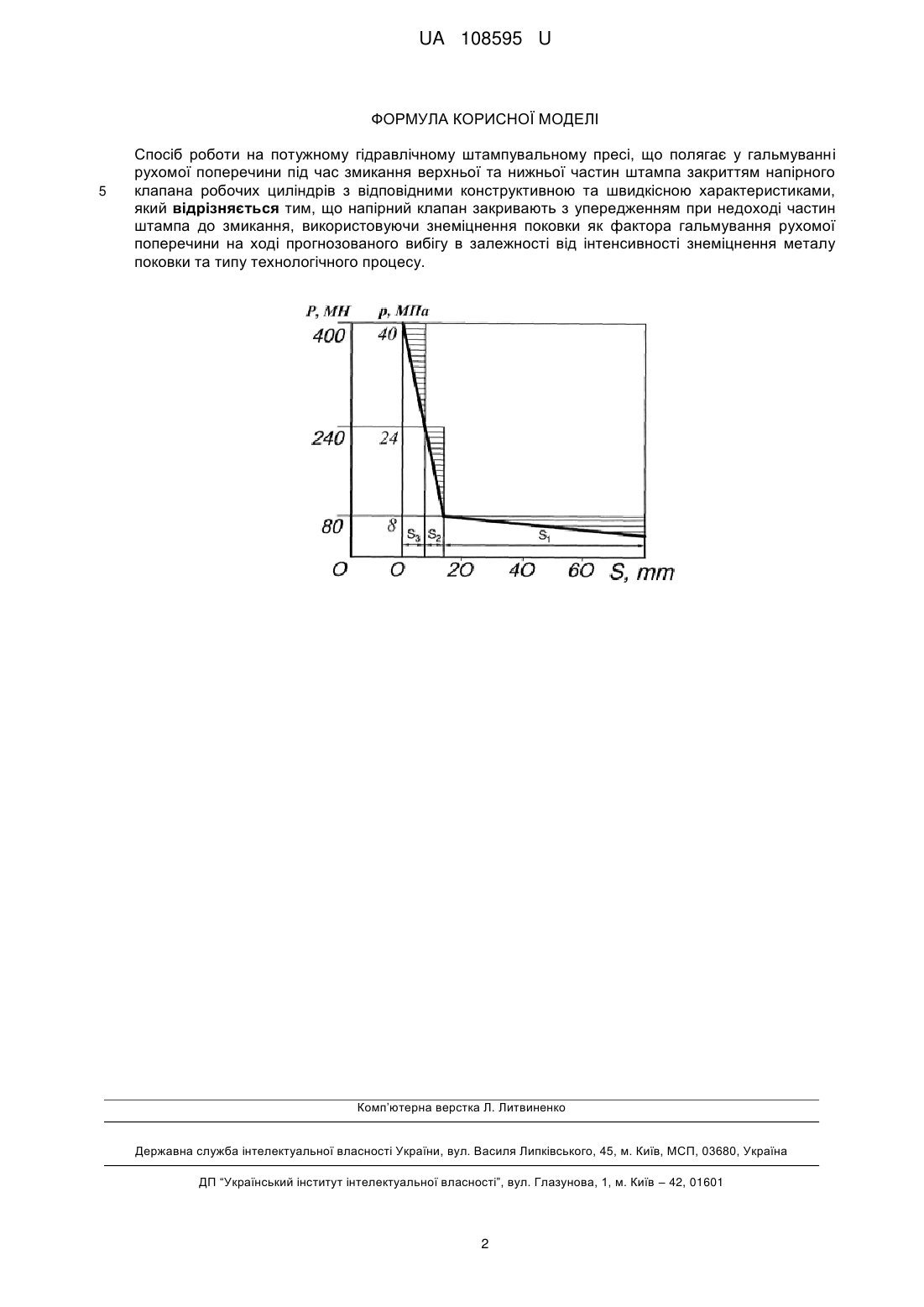
Реферат: UA 108595 U UA 108595 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до обробки матеріалів тиском і може знайти застосування при проектуванні та модернізації ковальсько-пресового обладнання, а також розробці технологічних процесів штампування високоточних заготовок. Відомий спосіб визначення величини знеміцнення металу при високотемпературному пластичному деформуванні, згідно з яким використовують в'язко-пружну модель Максвелла та на базі монотонно зростаючої експоненціальної функції визначають напруги в поковці в залежності від швидкості деформації, модуля пружності Юнга та часу релаксації [1]. Відомий також, вибраний як прототип, спосіб роботи на потужному гідравлічному штампувальному пресі, згідно з яким рухому поперечину гальмують під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками [2]. Загальними суттєвими ознаками відомого і способу, що заявляється, є: гальмування рухомої поперечини під час змикання верхньої та нижньої частин штампу закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками. Недоліком цього процесу є неврахування процесу знеміцнення металу поковки при високотемпературному пластичному деформуванні наприкінці робочого ходу під час переключення системи керування на здійснення декомпресії робочих циліндрів від високого тиску. В основу корисної моделі поставлена задача: підвищення ефективності штампування та надійності керування штампувальним пресом за рахунок технічного результату, що полягає в використанні впливу знеміцнення наприкінці робочого ходу шляхом прогнозування вибігу рухомої поперечини в залежності від інтенсивності знеміцнення. Поставлена задача вирішується тим, що напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої поперечини на ході прогнозованого вибігу в залежності від інтенсивності знеміцнення металу поковки та типу технологічного процесу. За рахунок прогнозування вибігу рухомої поперечини в залежності від інтенсивності знеміцнення використовується його вплив наприкінці робочого ходу на процес гальмування. Як результат цього - підвищується ефективність штампування та надійність керування штампувальним пресом. 2 Запропонований спосіб здійснюється таким чином. Рухому поперечину преса гальмують під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками. При цьому напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої поперечини на ході прогнозованого вибігу в залежності від інтенсивності знеміцнення металу поковки та типу технологічного процесу. Приклад здійснення способу. Розглянемо суть способу роботи на потужному гідравлічному штампувальному пресі на прикладі операції гарячого об'ємного штампування, яка пояснюється графіком технологічного навантаження (креслення). Зазначений спосіб може бути реалізований наступним чином. 1. У відповідності до показань датчиків переміщення рухомої поперечини та тиску у робочих циліндрах, а також на базі діаграм знеміцнення для різних марок матеріалів визначають величину інтенсивності знеміцнення поковки. 2. Рухому поперечину штампувального преса гальмують під час змикання верхньої та нижньої частин штампу закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками. 3. Напірний клапан закривають з упередженням при недоході частин штампа до змикання (в межах етапів S2 та S3 креслення), використовуючи знеміцнення поковки як фактора гальмування рухомої поперечини на ході прогнозованого вибігу в залежності від інтенсивності знеміцнення металу поковки та типу технологічного процесу. Наведений приклад підтверджує досягнення технічного результату - а саме: підвищення ефективності штампування та надійності керування штампувальним пресом. Джерела інформації: 1. Марков О.Е. Установление аналитической связи между напряжениями и скоростями деформаций для моделирования процессов горячего деформирования / О.М. Марков // КШП. ОМД. - Москва, 2012. - № 7. - С. 32-37. 2. Cold and hot forging: fundamentals and applications / Taylan Altan, Gracious Ngaile, Gangshu Shen. - ASM International, 2004. - 334 p. ISBN 0-87170-805-1. 60 1 UA 108595 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб роботи на потужному гідравлічному штампувальному пресі, що полягає у гальмуванні рухомої поперечини під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої поперечини на ході прогнозованого вибігу в залежності від інтенсивності знеміцнення металу поковки та типу технологічного процесу. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B30B 15/00
Мітки: роботи, спосіб, гідравлічному, пресі, потужному, штампувальному
Код посилання
<a href="https://ua.patents.su/4-108595-sposib-roboti-na-potuzhnomu-gidravlichnomu-shtampuvalnomu-presi.html" target="_blank" rel="follow" title="База патентів України">Спосіб роботи на потужному гідравлічному штампувальному пресі</a>
Обладнання для автоматичної подачі стрічкового матеріалу в штампувальному пресі
Номер патенту: 15958
Опубліковано: 29.08.1997
Автори: Болібрук Святослав Григорович, Нечуйвітер Микола Федорович, Мітін Олександр Пилипович, Бокарев Олександр Степанович
МПК: B21D 43/04
Мітки: автоматичної, пресі, штампувальному, стрічкового, обладнання, подачі, матеріалу
Формула / Реферат:
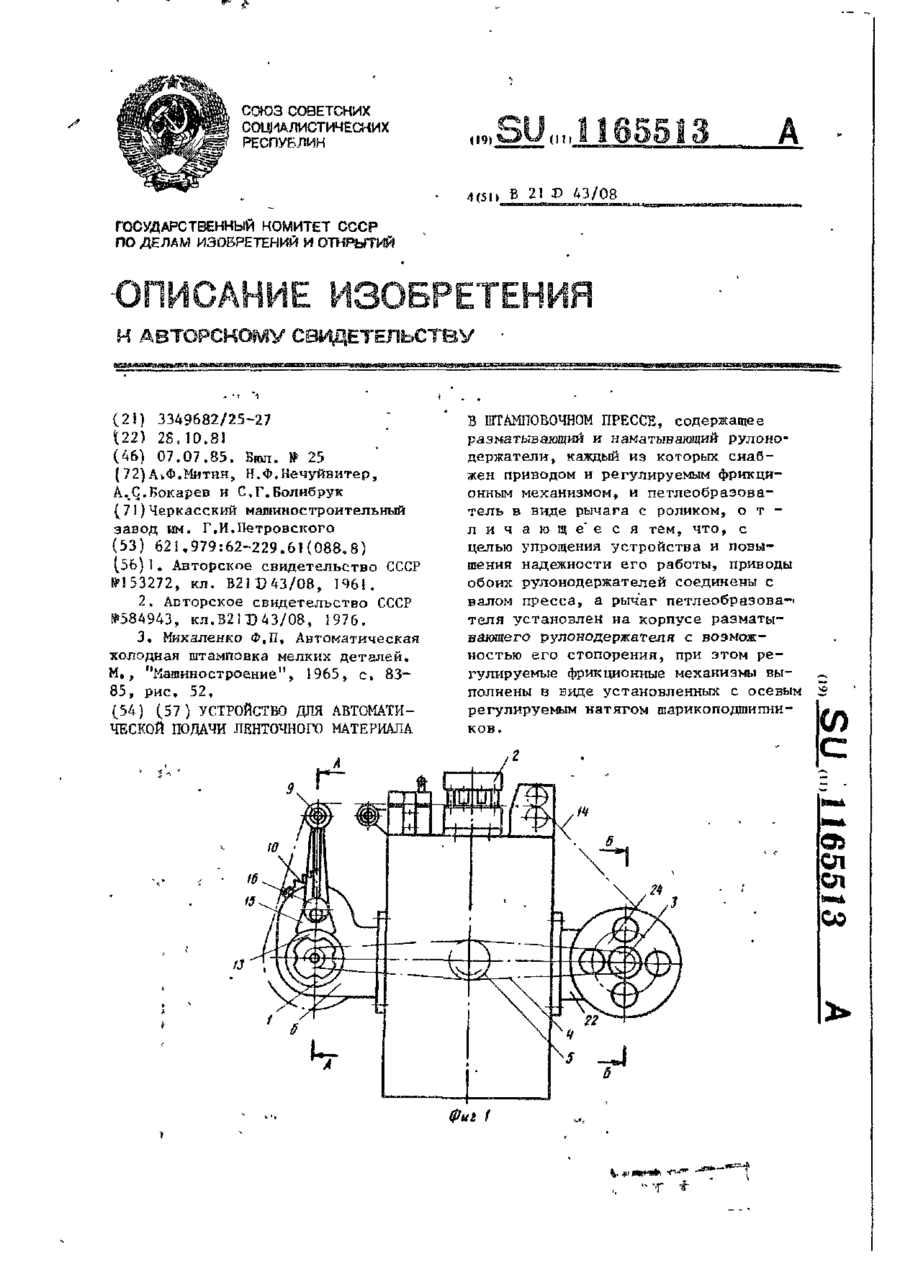
Устройство для автоматической подачи лей-точного материала в штамповочном прессе, содержащее разматывающий и наматывающий рулонодержатели, каждый из которых снабжен приводом и регулируемым фрикционным механизмом, и петлеобразователь в виде рычага с роликом, отличающееся тем, что, с целью упрощения устройства и повышения надежности его работы, приводы обоих рулонодержателей соединены с валом пресса, а рычаг петлеобразователя установлен на...
Спосіб прошивки заготовки на горизонтальному гідравлічному пресі
Номер патенту: 99774
Опубліковано: 25.06.2015
Автори: Угрюмов Юрій Дмитрович, Балакін Валерій Федорович, Степаненко Олександр Миколайович, Павловський Борис Григорович, Гармашов Денис Юрійович, Добряк Володимир Дмитрович
МПК: B21J 5/10, B21C 23/08, B21B 21/00
Мітки: гідравлічному, заготовки, горизонтальному, пресі, спосіб, прошивки
Формула / Реферат:
1. Спосіб прошивки заготовки на горизонтальному гідравлічному пресі, що включає розміщення заготовки в матриці шляхом її переміщення і прошивку заготовки у стакан з денцем прошивним пуансоном з підпором на задній торець заготовки з боку опорного пуансона, який відрізняється тим, що після отримання денця товщиною 100-150 мм підпір на задній торець заготовки знімають за допомогою переміщення опорного пуансона у напрямку прошивки і прошивають...
Спосіб штампування на гвинтовому фрикційному двоопераційному штампувальному пресі без зворотного ходу
Номер патенту: 31399
Опубліковано: 10.04.2008
Автор: Корчак Олена Сергіївна
МПК: B30B 1/00
Мітки: фрикційному, зворотного, ходу, спосіб, двоопераційному, пресі, штампування, штампувальному, гвинтовому
Формула / Реферат:
Спосіб штампування на гвинтовому фрикційному двоопераційному штампувальному пресі без зворотного ходу шляхом виконання операцій штампування послідовно, який відрізняється тим, що операції штампування виконуються на ходу донизу та при переміщенні повзуна уверх за один хід повзуна.
Пристрій для розкочування порожнистих виробів на гідравлічному пресі
Номер патенту: 106713
Опубліковано: 10.05.2016
Автори: Марков Олег Євгенійович, Різак Павло Іванович, Кальченко Петро Павлович, Руденко Наталія Олександрівна
МПК: B21K 1/00
Мітки: пресі, виробів, порожнистих, пристрій, розкочування, гідравлічному
Формула / Реферат:
Пристрій для розкочування порожнистих виробів на гідравлічному пресі, що містить вирізний бойок, нерухомо змонтований на столі преса та циліндричну оправку, що жорстко пов'язана за допомогою тяг з рухомою траверсою преса, який відрізняється тим, що пристрій для розкочування розташований між стінками тяг з ексцентриситетом e відносно до вертикальної осі преса додатково містить опорну оправку для кантування заготівки в процесі кування, яку...
Пристрій для різання автомобільних покришок, що використовується у гідравлічному пресі
Номер патенту: 13393
Опубліковано: 15.03.2006
Автори: Круць Микола Федорович, Заяць Богдан Йосипович, Данилюк Мирослав Васильович
МПК: B23D 51/00, B30B 7/00
Мітки: пристрій, покришок, гідравлічному, пресі, автомобільних, використовується, різання
Формула / Реферат:
Пристрій для різання автомобільних покришок, що використовується у гідравлічному пресі, який містить шток і опору, який відрізняється тим, що прес виготовлений у вигляді рухомої і нерухомої плит, на кожній із яких жорстко закріплено щонайменше чотири оправи з ножами, крім того рухома плита оснащена спрямовуючим елементом, оправи на нерухомій плиті виконані під кутом 10°-15° відносно оправ, розміщених на рухомій плиті, при цьому рухома плита,...
Попередній патент: Машина для віброабразивної обробки пластин
Наступний патент: Розподільний елемент ковпачкової тарілки масообмінного апарата
Випадковий патент: Система пуску дизельного двигуна тепловоза