Спосіб обробки торцевої поверхні кільця з жароміцного сплаву імпульсного торцевого ущільнення, що працює в кріогенних середовищах
Номер патенту: 121847
Опубліковано: 26.12.2017
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Білоус Андрій Валерійович, Жуков Олексій Миколайович


Формула / Реферат
Спосіб обробки торцевої поверхні кільця з жароміцного сплаву імпульсного торцевого ущільнення, що працює в кріогенних середовищах, що включає обробку торцевої поверхні кільця методом електроерозійного легування графітовим електродом перед нанесенням на нього електроерозійного покриття і формування самого покриття, який відрізняється тим, що при формуванні покриття на торцеву поверхню кільця з нікелевого сплаву ЭК61 (ХН58МБЮД) наносять комбіноване електроерозійне покриття складу, сформованого у послідовності ВК8 + ВК8 + Сu або ВК8 + ВК8+Ni, при цьому перший і другий шари з твердого сплаву ВК8 наносять при енергії розряду Wu=0,2 Дж і Wu=0,04 Дж, відповідно, а третій шар з міді або нікелю наносять при енергії розряду Wu=0,04 Дж.
Текст
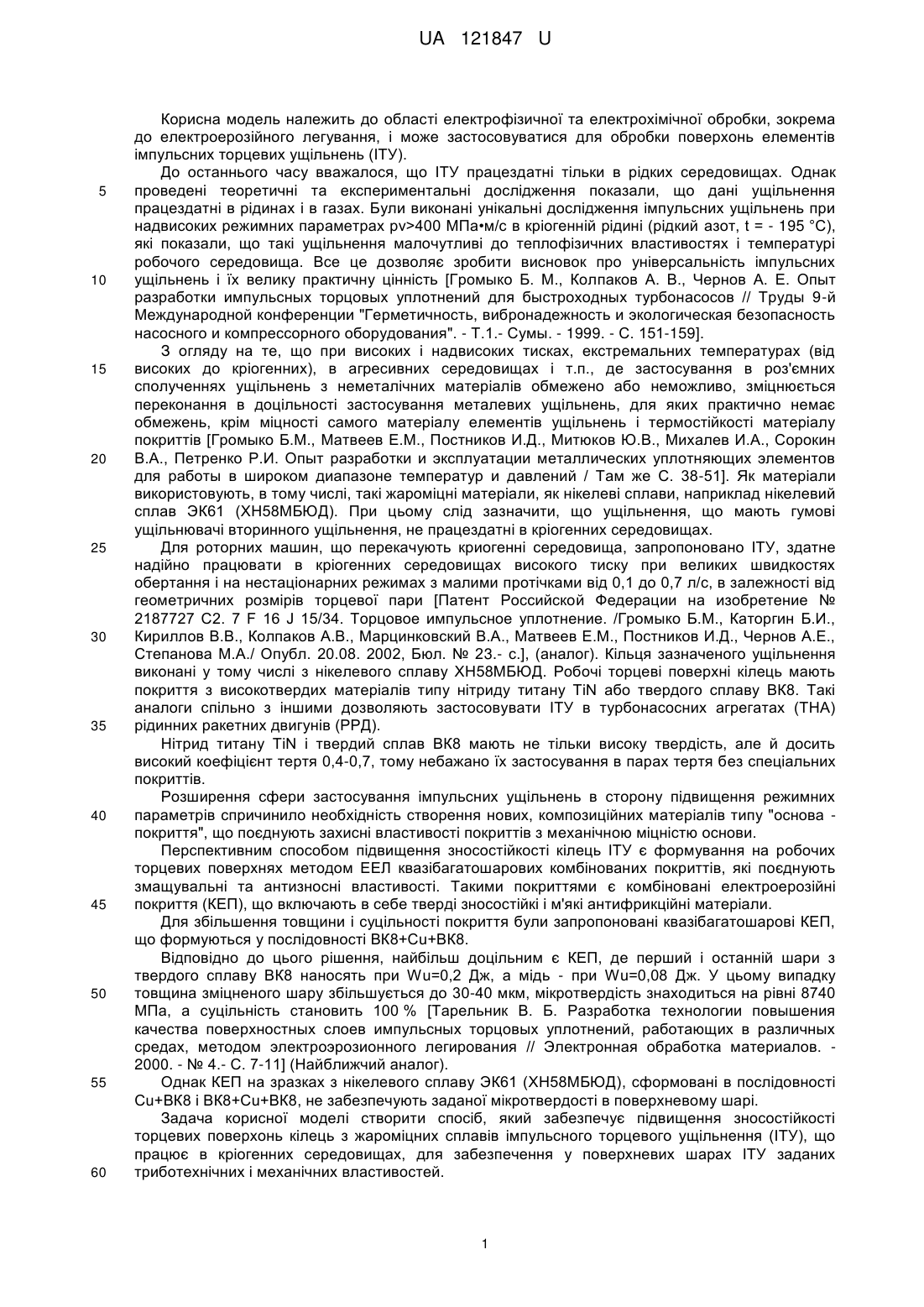
Реферат: Спосіб обробки торцевої поверхні кільця з жароміцного сплаву імпульсного торцевого ущільнення, що працює в кріогенних середовищах включає обробку торцевої поверхні кільця методом електроерозійного легування графітовим електродом перед нанесенням на нього електроерозійного покриття і формування самого покриття. При формуванні покриття на торцеву поверхню кільця з нікелевого сплаву ЭК61 (ХН58МБЮД) наносять комбіноване електроерозійне покриття складу, сформованого у послідовності ВК8+ВК8+Сu або ВК8+ВК8+Ni. При цьому перший і другий шари з твердого сплаву ВК8 наносять при енергії розряду Wu=0,2 Дж і Wu=0,04 Дж, відповідно, а третій шар з міді або нікелю наносять при енергії розряду Wu=0,04 Дж. UA 121847 U (12) UA 121847 U UA 121847 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області електрофізичної та електрохімічної обробки, зокрема до електроерозійного легування, і може застосовуватися для обробки поверхонь елементів імпульсних торцевих ущільнень (ІТУ). До останнього часу вважалося, що ІТУ працездатні тільки в рідких середовищах. Однак проведені теоретичні та експериментальні дослідження показали, що дані ущільнення працездатні в рідинах і в газах. Були виконані унікальні дослідження імпульсних ущільнень при надвисоких режимних параметрах pv>400 МПа•м/с в кріогенній рідині (рідкий азот, t = - 195 °C), які показали, що такі ущільнення малочутливі до теплофізичних властивостях і температурі робочого середовища. Все це дозволяє зробити висновок про універсальність імпульсних ущільнень і їх велику практичну цінність [Громыко Б. М., Колпаков А. В., Чернов А. Е. Опыт разработки импульсных торцовых уплотнений для быстроходных турбонасосов // Труды 9-й Международной конференции "Герметичность, вибронадежность и экологическая безопасность насосного и компрессорного оборудования". - Т.1.- Сумы. - 1999. - С. 151-159]. З огляду на те, що при високих і надвисоких тисках, екстремальних температурах (від високих до кріогенних), в агресивних середовищах і т.п., де застосування в роз'ємних сполученнях ущільнень з неметалічних матеріалів обмежено або неможливо, зміцнюється переконання в доцільності застосування металевих ущільнень, для яких практично немає обмежень, крім міцності самого матеріалу елементів ущільнень і термостійкості матеріалу покриттів [Громыко Б.М., Матвеев Е.М., Постников И.Д., Митюков Ю.В., Михалев И.А., Сорокин В.А., Петренко Р.И. Опыт разработки и эксплуатации металлических уплотняющих элементов для работы в широком диапазоне температур и давлений / Там же С. 38-51]. Як матеріали використовують, в тому числі, такі жароміцні матеріали, як нікелеві сплави, наприклад нікелевий сплав ЭК61 (ХН58МБЮД). При цьому слід зазначити, що ущільнення, що мають гумові ущільнювачі вторинного ущільнення, не працездатні в кріогенних середовищах. Для роторних машин, що перекачують криогенні середовища, запропоновано ІТУ, здатне надійно працювати в кріогенних середовищах високого тиску при великих швидкостях обертання і на нестаціонарних режимах з малими протічками від 0,1 до 0,7 л/с, в залежності від геометричних розмірів торцевої пари [Патент Российской Федерации на изобретение № 2187727 С2. 7 F 16 J 15/34. Торцовое импульсное уплотнение. /Громыко Б.М., Каторгин Б.И., Кириллов В.В., Колпаков А.В., Марцинковский В.А., Матвеев Е.М., Постников И.Д., Чернов А.Е., Степанова М.А./ Опубл. 20.08. 2002, Бюл. № 23.- с.], (аналог). Кільця зазначеного ущільнення виконані у тому числі з нікелевого сплаву ХН58МБЮД. Робочі торцеві поверхні кілець мають покриття з високотвердих матеріалів типу нітриду титану TiN або твердого сплаву ВК8. Такі аналоги спільно з іншими дозволяють застосовувати ІТУ в турбонасосних агрегатах (ТНА) рідинних ракетних двигунів (РРД). Нітрид титану TiN і твердий сплав ВК8 мають не тільки високу твердість, але й досить високий коефіцієнт тертя 0,4-0,7, тому небажано їх застосування в парах тертя без спеціальних покриттів. Розширення сфери застосування імпульсних ущільнень в сторону підвищення режимних параметрів спричинило необхідність створення нових, композиційних матеріалів типу "основа покриття", що поєднують захисні властивості покриттів з механічною міцністю основи. Перспективним способом підвищення зносостійкості кілець ІТУ є формування на робочих торцевих поверхнях методом ЕЕЛ квазібагатошарових комбінованих покриттів, які поєднують змащувальні та антизносні властивості. Такими покриттями є комбіновані електроерозійні покриття (КЕП), що включають в себе тверді зносостійкі і м'які антифрикційні матеріали. Для збільшення товщини і суцільності покриття були запропоновані квазібагатошарові КЕП, що формуються у послідовності ВК8+Сu+ВК8. Відповідно до цього рішення, найбільш доцільним є КЕП, де перший і останній шари з твердого сплаву ВК8 наносять при Wu=0,2 Дж, а мідь - при Wu=0,08 Дж. У цьому випадку товщина зміцненого шару збільшується до 30-40 мкм, мікротвердість знаходиться на рівні 8740 МПа, а суцільність становить 100 % [Тарельник В. Б. Разработка технологии повышения качества поверхностных слоев импульсных торцовых уплотнений, работающих в различных средах, методом электроэрозионного легирования // Электронная обработка материалов. 2000. - № 4.- С. 7-11] (Найближчий аналог). Однак КЕП на зразках з нікелевого сплаву ЭК61 (ХН58МБЮД), сформовані в послідовності Сu+ВК8 і ВК8+Сu+ВК8, не забезпечують заданої мікротвердості в поверхневому шарі. Задача корисної моделі створити спосіб, який забезпечує підвищення зносостійкості торцевих поверхонь кілець з жароміцних сплавів імпульсного торцевого ущільнення (ІТУ), що працює в кріогенних середовищах, для забезпечення у поверхневих шарах ІТУ заданих триботехнічних і механічних властивостей. 1 UA 121847 U 5 10 15 20 25 30 Поставлена задача вирішується тим, що спосіб обробки торцевої поверхні кільця з жароміцного сплаву імпульсного торцевого ущільнення, що працює в кріогенних середовищах, що включає обробку торцевої поверхні кільця методом електроерозійного легування графітовим електродом перед нанесенням на неї електроерозійного покриття і формування самого покриття, але при якому, згідно з корисною моделлю, при формуванні покриття на торцеву поверхню кільця з нікелевого сплаву ЭК61 (ХН58МБЮД) наносять комбіноване електроерозійне покриття складу, сформованого у послідовності ВК8+ВК8+Сu або ВК8+ВК8+Ni, при цьому перший і другий шари з твердого сплаву ВК8 наносять при енергії розряду Wu=0,2 Дж і Wu=0,04 Дж, відповідно, а третій шар з міді або нікелю наносять при енергії розряду Wu=0,04 Дж. Проводилися металографічні дослідження ЕЕЛ зразків з нікелевого сплаву ЭК61 (ХН58МБЮД), з шорсткістю поверхні Ra=0,5 і твердістю після остаточної термообробки 400 НВ. У даному випадку позитивні результати при зміцненні нікелевого сплаву ЭК61 (ХН58МБЮД), забезпечують завдяки КЕП, сформованим у послідовності ВК8+ВК8+Сu і ВК8+ВК8+Ni. Аналіз технології формування покриття на сплаві ЭК61 (ХН58МБЮД), показав, що при нанесенні шару з твердого сплаву ВК8 суцільність поверхні низька і знаходиться в межах 7080 % через залипання електроду. Для усунення залипання електроду і збільшення показника суцільності покриття зміцнювану поверхню піддавали попередній обробці графітовим електродом при Wu=0,1 Дж. Після чого шорсткість поверхні складала Rа=0,6-0,8 мкм. Для отримання більш щільних і менш шорстких покриттів, процес поверхневого легування твердим сплавом ВК8 проводили в два етапи. Спочатку здійснювали більш жорсткий режим при Wu=0,2 Дж, що дозволяло вводити в оброблювану поверхню велику кількість зміцнювального матеріалу. Однак шорсткість зміцнюваної поверхні в цьому випадку була неприйнятно високою: Ra=4,8 мкм. На другому етапі застосовували більш м'який режим при Wu=0,04 Дж, під час якого були згладжені найбільш виступаючі вершини покриття, нанесеного на першому етапі, і підвищена його суцільність. Шорсткість "вигладженої" поверхні склала Ra=1,6 мкм. Третій шар з міді або нікелю - наносився також при Wu=0,04 Дж. Шорсткість в цьому випадку ще більш зменшувалася аж до Ra=0,8…1,0 мкм, мікротвердість перебувала на рівні 9270 і 9850 МПа, відповідно, а суцільність шару досягла 100 %. Результати металографічних досліджень КЭП нікелевого сплаву ЭК61 (ХН58МБЮД), представлені в Таблиці. Таблиця Послідовність нанесення покриття Сu+ВК8 ВК8+Сu+ВК8 ВК8+ ВК8 ВК8 + ВК8+Сu ВК8 + ВК8+Ni 35 40 45 50 Товщина Мікротвердість Н µ, Суцільність, % Шорсткість, Ra, мкм шару, мкм МПа 10…12 3300…3700 90 0,6 10…15 3300…3700 100 0,6 10…20 9270…9850 100 1,6 15…20 8740…9270 100 0,8 15…25 до 9850 100 1,0 Таким чином, запропоновано новий спосіб обробки торцевих поверхонь кілець з жароміцного сплаву імпульсного торцевого ущільнення, що працює в кріогенних середовищах, який забезпечує підвищення якості торцевих поверхонь кілець ІТУ, виготовлених з нікелевого сплаву ЭК61 (ХН58МБЮД), завдяки нанесенню на них покриття складу ВК8+ВК8+Сu і ВК8+ВК8+Ni після їх обробки методом ЕЕЛ графітовим електродом. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб обробки торцевої поверхні кільця з жароміцного сплаву імпульсного торцевого ущільнення, що працює в кріогенних середовищах, що включає обробку торцевої поверхні кільця методом електроерозійного легування графітовим електродом перед нанесенням на нього електроерозійного покриття і формування самого покриття, який відрізняється тим, що при формуванні покриття на торцеву поверхню кільця з нікелевого сплаву ЭК61 (ХН58МБЮД) наносять комбіноване електроерозійне покриття складу, сформованого у послідовності ВК8+ВК8+Сu або ВК8+ВК8+Ni, при цьому перший і другий шари з твердого сплаву ВК8 наносять при енергії розряду Wu=0,2 Дж і Wu=0,04 Дж, відповідно, а третій шар з міді або нікелю наносять при енергії розряду Wu=0,04 Дж. 2 UA 121847 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C23C 8/00, F16J 15/16, B23H 9/00, F16J 15/34, C23C 28/00
Мітки: кріогенних, торцевого, працює, ущільнення, середовищах, торцевої, обробки, кільця, поверхні, спосіб, імпульсного, сплаву, жароміцного
Код посилання
<a href="https://ua.patents.su/5-121847-sposib-obrobki-torcevo-poverkhni-kilcya-z-zharomicnogo-splavu-impulsnogo-torcevogo-ushhilnennya-shho-pracyueh-v-kriogennikh-seredovishhakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки торцевої поверхні кільця з жароміцного сплаву імпульсного торцевого ущільнення, що працює в кріогенних середовищах</a>
Вузол торцевого імпульсного ущільнення
Номер патенту: 114075
Опубліковано: 27.02.2017
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Білоус Андрій Валерійович, Кундера Чєслав, Тарельник В'ячеслав Борисович, Жуков Олексій Миколайович
МПК: F16J 15/34
Мітки: вузол, імпульсного, торцевого, ущільнення
Формула / Реферат:
1. Вузол торцевого імпульсного ущільнення, який містить аксіально-рухливе металеве кільце, що встановлене в корпусі і забезпечене вторинним ущільненням, і ущільнювальну втулку, який відрізняється тим, що на ущільнювальній втулці між нею і вторинним ущільненням встановлено полімерну проміжну втулку, а вторинне ущільнення виконане у вигляді тонкостінної оболонки.2. Вузол за п. 1, який відрізняється тим, що проміжну втулку виконано з...
Спосіб виготовлення канавки на торці обертового кільця тертя торцевого ущільнення

Номер патенту: 112500
Опубліковано: 26.12.2016
Автори: Козяр Микола Миколайович, Похильчук Ігор Олександрович, Мазур Станіслав Васильович, Стрілець Олег Романович, Стрілець Володимир Миколайович
МПК: F16J 15/34
Мітки: кільця, торцевого, ущільнення, тертя, обертового, спосіб, канавки, виготовлення, торці
Формула / Реферат:
Спосіб виготовлення канавки на торці обертового кільця тертя торцевого ущільнення, який відрізняється тим, що засобами комп'ютерного моделювання на аркуші будують спіраль Архімеда за формулою , де - радіус спіралі Архімеда в даній точці;
Спосіб керування робочою поверхнею кільця торцевого ущільнення
Номер патенту: 81457
Опубліковано: 10.01.2008
Автори: Пирогов Олександр Дмитрович, Галенко Василь Петрович
МПК: F16J 15/34
Мітки: торцевого, робочою, поверхнею, ущільнення, кільця, спосіб, керування
Формула / Реферат:
1. Спосіб керування робочою поверхнею кільця торцевого ущільнення, який полягає в тому, що на кільце надівають технологічну обойму, створюючи між ними натяг, кільце деформують і його робочу поверхню оброблюють в навантаженому стані, імітуючи навантажене кільце в зібраному ущільненні, після чого обойму змінюють на постійну і в зібраному стані кільце з постійною обоймою встановлюють для роботи, який відрізняється тим, що обойми виготовляють...
Спосіб отримання відливок з жароміцного сплаву на основі нікелю та спосіб їх термічної обробки
Номер патенту: 31934
Опубліковано: 15.12.2000
Автори: Клочихін Валерій Григорович, Лисенко Наталія Олексіївна, Цивірко Едуард Іванович, Кудін Вадим Валерійович
МПК: C22C 19/03
Мітки: сплаву, обробки, жароміцного, основі, відливок, спосіб, термічної, отримання, нікелю
Формула / Реферат:
1. Спосіб отримання виливків з жароміцного сплаву на основі нікелю, який включає розплавлення та заливку рідкого металу, який відрізняється тим, що перед заливкою у ливарну форму метал додатково модифікують цирконієм в кількості 0,03-0,05 мас. %.2. Спосіб по п. 1, який відрізняється тим, що додаткове модифікування рідкого металу цирконієм в кількості 0,03-0,05 мас. % проводять в печі за 10-30 секунд перед заливкою у ливарну форму.
Спосіб отримання відливків з жароміцного сплаву
Номер патенту: 7520
Опубліковано: 15.06.2005
Автори: Бялик Гаррі Абрамович, Педаш Олексій Олександрович, Цивірко Едуард Іванович, Жеманюк Павло Дмитрович, Клочихін Володимир Валерійович, Коломойцев Олександр Георгієвич
МПК: C22C 19/03
Мітки: відливків, сплаву, жароміцного, спосіб, отримання
Формула / Реферат:
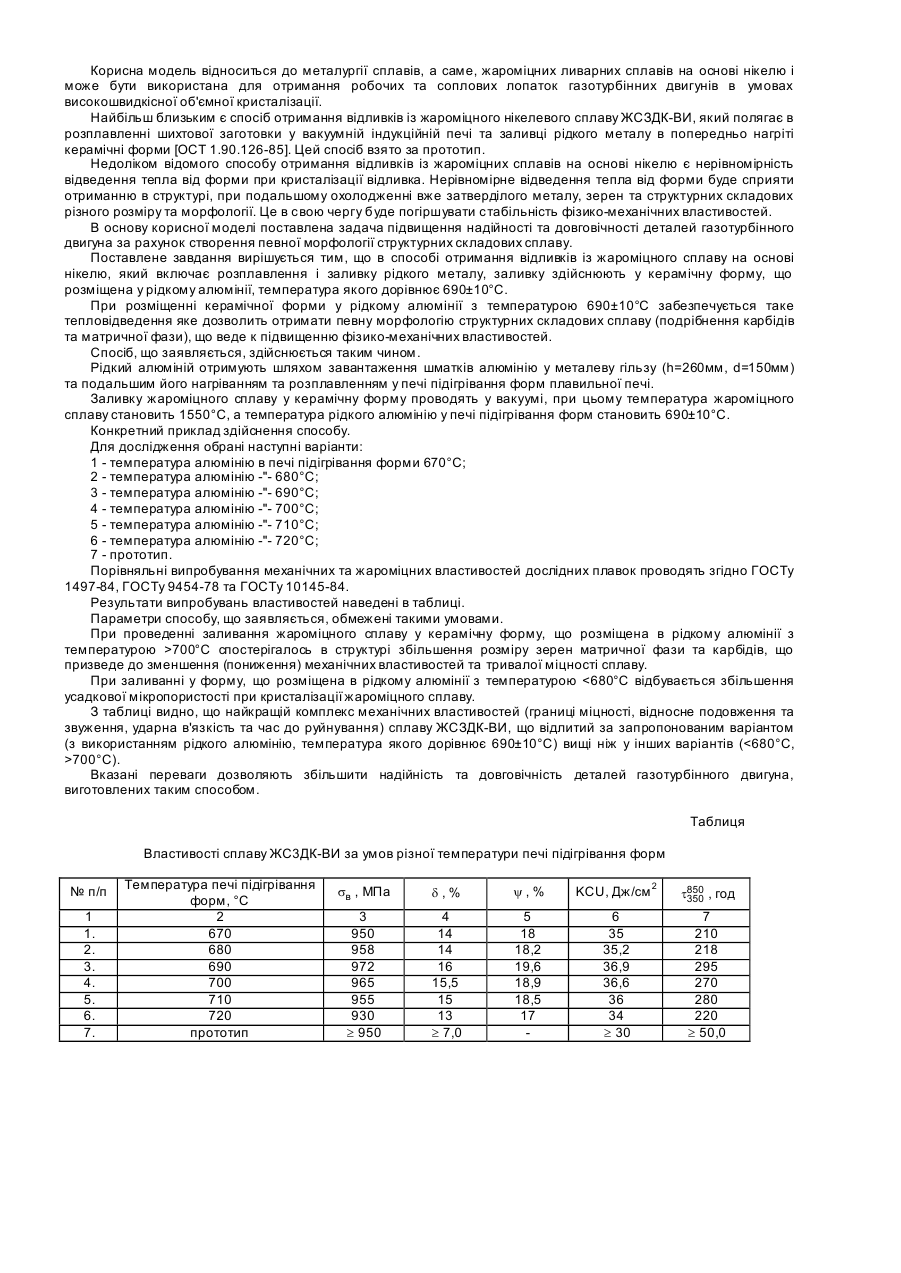
Спосіб отримання відливків з жароміцного сплаву на основі нікелю, що включає розплавлення та заливку рідкого металу, який відрізняється тим, що заливку металу здійснюють у керамічну форму, яка розміщена у рідкому алюмінії, температура якого дорівнює 690±10°С.
Попередній патент: Дводвигуновий синхронний привід барабанного млина
Наступний патент: Пристрій для переносу вантажів
Випадковий патент: Спосіб отримання композиції для ендоваскулярної емболізації мозкових артеріовенозних мальформацій