Спосіб керування робочою поверхнею кільця торцевого ущільнення
Номер патенту: 81457
Опубліковано: 10.01.2008
Автори: Пирогов Олександр Дмитрович, Галенко Василь Петрович
Формула / Реферат
1. Спосіб керування робочою поверхнею кільця торцевого ущільнення, який полягає в тому, що на кільце надівають технологічну обойму, створюючи між ними натяг, кільце деформують і його робочу поверхню оброблюють в навантаженому стані, імітуючи навантажене кільце в зібраному ущільненні, після чого обойму змінюють на постійну і в зібраному стані кільце з постійною обоймою встановлюють для роботи, який відрізняється тим, що обойми виготовляють змінної величини в радіальному перерізі, а натяг задають з урахуванням комплексної залежності його від температури рідини, напрямку її руху і тиску, матеріалу кілець і обойми, їх розміру та обертів.
2. Спосіб за п. 1, який відрізняється тим, що обойми виготовляють змінної величини, чергуючи секторні стовщення в радіальному перерізі.
Текст
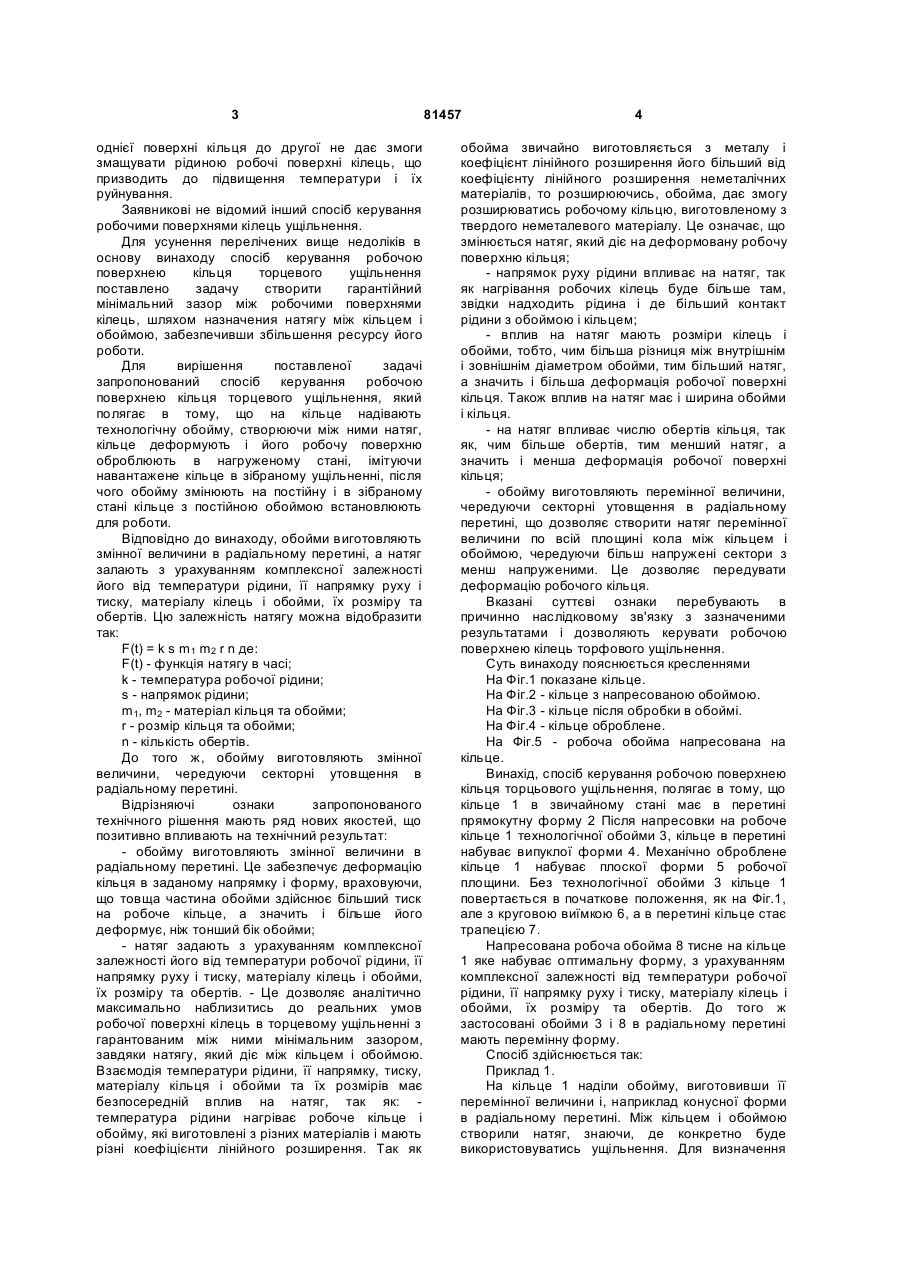
1. Спосіб керування робочою поверхнею кільця торцевого ущільнення, який полягає в тому, що на кільце надівають технологічну обойму, створюючи між ними натяг, кільце деформують і його робочу поверхню оброблюють в навантаженому стані, імітуючи навантажене кільце в зібраному ущільненні, після чого обойму змінюють на постійну і в зібраному стані кільце з постійною обоймою встановлюють для роботи, який відрізняється тим, що обойми виготовляють змінної величини в радіальному перерізі, а натяг задають з урахуванням комплексної залежності його від температури рідини, напрямку її руху і тиску, матеріалу кілець і обойми, їх розміру та обертів. 2. Спосіб за п. 1, який відрізняється тим, що обойми виготовляють змінної величини, чергуючи секторні стовщення в радіальному перерізі. Винахід належить до галузі машинобудування і може застосовуватись в компресоробудуванні, насособудуванні, та в обладнанні, яке потребує ущільнення при обертах валу. Відоме з'єднання [1], в якому на робоче кільце із твердого сплаву надівають металеву обойму. Кільце утримується в обоймі завдяки гарячій посадці. Таке з'єднання фіксує кільце в обоймі і не призводить до зміни його геометрії в радіальному перетині. Відомий спосіб [2], закріплення кільця із твердого сплаву на металеве кільце, що знаходиться всередині. Цей спосіб полягає в тому, що спочатку робоче кільце обтискують по зовнішньому діаметру металевою обоймою, а потім запресовують всередину робочого кільця металеве кільце. Таким чином, робоче кільце знаходиться між двома металевими кільцями і також не змінює геометрію в радіальному перетині. Указані кільця із твердого сплаву знаходячись в робочому стані ущільнення, труться своїми робочими поверхнями і відрегулювати зазор між ними неможливо, так як одне з кілець закріплене на обертовій деталі і повторює биття її, а друге кільце закріплене нерухомо і не має биття, то між ними створюється зазор змінної величини по довжині кола робочої поверхні твердосплавного кільця. Це призводить до підвищених витрат робочої рідини. Також відомо [3], що робоче кільце деформують натискним кільцем, до якого прикладають силу. Для цього робоче кільце в перетині виготовляють ступінчатої форми з двома зовнішніми виступами і одним внутрішнім виступом. Всередину внутрішнього виступу закладають установочне кільце, а на більший зовнішній виступ помішують натискне кільце, на яке тисне державка. Такий пристрій матеріаломісткий, а саме робоче кільце має складну геометричну форму в перетині, що ускладнює його виготовлення. Також із опису винаходу відомо, що робочий вузол ущільнення по конструкції такий, як і технологічний вузол для обробки робочої поверхні кільця. А це значить, що при збиранні кілець в ущільненні знову створюється деформація під дією пружних елементів і відновлюється форма робочої площини, яка паралельна і треться по робочій площині суміжного кільця. Керувати робочою поверхнею і надавати їй іншої форми в напруженому стані неможливо. Щільне прилягання (19) UA (11) 81457 (13) C2 (21) a200507955 (22) 11.08.2005 (24) 10.01.2008 (72) ПИРОГОВ ОЛЕКСАНДР ДМИТРОВИЧ, UA, ГАЛЕНКО ВАСИЛЬ ПЕТРОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "СУМСЬКЕ МАШИНОБУДІВНЕ НАУКОВОВИРОБНИЧЕ ОБ'ЄДНАННЯ ІМЕНІ М.В. ФРУНЗЕ", UA (56) SU 1566148, 23.05.1990 SU 1393972, 07.05.1988 SU 1393973, 07.05.1988 SU 1268852, 07.11.1986 SU 1128037, 07.12.1984 RU 2249740, 20.08.2004 RU 2118730, 10.09.1998 Е.Майєр "Торцеві ущільнення", М.:Машинобудування, 1978, С.38 3 однієї поверхні кільця до другої не дає змоги змащувати рідиною робочі поверхні кілець, що призводить до підвищення температури і їх руйнування. Заявникові не відомий інший спосіб керування робочими поверхнями кілець ущільнення. Для усунення перелічених вище недоліків в основу винаходу спосіб керування робочою поверхнею кільця торцевого ущільнення поставлено задачу створити гарантійний мінімальний зазор між робочими поверхнями кілець, шляхом назначения натягу між кільцем і обоймою, забезпечивши збільшення ресурсу його роботи. Для вирішення поставленої задачі запропонований спосіб керування робочою поверхнею кільця торцевого ущільнення, який полягає в тому, що на кільце надівають технологічну обойму, створюючи між ними натяг, кільце деформують і його робочу поверхню оброблюють в нагруженому стані, імітуючи навантажене кільце в зібраному ущільненні, після чого обойму змінюють на постійну і в зібраному стані кільце з постійною обоймою встановлюють для роботи. Відповідно до винаходу, обойми виготовляють змінної величини в радіальному перетині, а натяг залають з урахуванням комплексної залежності його від температури рідини, її напрямку руху і тиску, матеріалу кілець і обойми, їх розміру та обертів. Цю залежність натягу можна відобразити так: F(t) = k s m1 m2 r n де: F(t) - функція натягу в часі; k - температура робочої рідини; s - напрямок рідини; m1, m2 - матеріал кільця та обойми; r - розмір кільця та обойми; n - кількість обертів. До того ж, обойму виготовляють змінної величини, чередуючи секторні утовщення в радіальному перетині. Відрізняючі ознаки запропонованого технічного рішення мають ряд нових якостей, що позитивно впливають на технічний результат: - обойму виготовляють змінної величини в радіальному перетині. Це забезпечує деформацію кільця в заданому напрямку і форму, враховуючи, що товща частина обойми здійснює більший тиск на робоче кільце, а значить і більше його деформує, ніж тонший бік обойми; - натяг задають з урахуванням комплексної залежності його від температури робочої рідини, її напрямку руху і тиску, матеріалу кілець і обойми, їх розміру та обертів. - Це дозволяє аналітично максимально наблизитись до реальних умов робочої поверхні кілець в торцевому ущільненні з гарантованим між ними мінімальним зазором, завдяки натягу, який діє між кільцем і обоймою. Взаємодія температури рідини, її напрямку, тиску, матеріалу кільця і обойми та їх розмірів має безпосередній вплив на натяг, так як: температура рідини нагріває робоче кільце і обойму, які виготовлені з різних матеріалів і мають різні коефіцієнти лінійного розширення. Так як 81457 4 обойма звичайно виготовляється з металу і коефіцієнт лінійного розширення його більший від коефіцієнту лінійного розширення неметалічних матеріалів, то розширюючись, обойма, дає змогу розширюватись робочому кільцю, виготовленому з твердого неметалевого матеріалу. Це означає, що змінюється натяг, який діє на деформовану робочу поверхню кільця; - напрямок руху рідини впливає на натяг, так як нагрівання робочих кілець буде більше там, звідки надходить рідина і де більший контакт рідини з обоймою і кільцем; - вплив на натяг мають розміри кілець і обойми, тобто, чим більша різниця між внутрішнім і зовнішнім діаметром обойми, тим більший натяг, а значить і більша деформація робочої поверхні кільця. Також вплив на натяг має і ширина обойми і кільця. - на натяг впливає числю обертів кільця, так як, чим більше обертів, тим менший натяг, а значить і менша деформація робочої поверхні кільця; - обойму виготовляють перемінної величини, чередуючи секторні утовщення в радіальному перетині, що дозволяє створити натяг перемінної величини по всій площині кола між кільцем і обоймою, чередуючи більш напружені сектори з менш напруженими. Це дозволяє передувати деформацію робочого кільця. Вказані суттєві ознаки перебувають в причинно наслідковому зв'язку з зазначеними результатами і дозволяють керувати робочою поверхнею кілець торфового ущільнення. Суть винаходу пояснюється кресленнями На Фіг.1 показане кільце. На Фіг.2 - кільце з напресованою обоймою. На Фіг.3 - кільце після обробки в обоймі. На Фіг.4 - кільце оброблене. На Фіг.5 - робоча обойма напресована на кільце. Винахід, спосіб керування робочою поверхнею кільця торцьового ущільнення, полягає в тому, що кільце 1 в звичайному стані має в перетині прямокутну форму 2 Після напресовки на робоче кільце 1 технологічної обойми 3, кільце в перетині набуває випуклої форми 4. Механічно оброблене кільце 1 набуває плоскої форми 5 робочої площини. Без технологічної обойми 3 кільце 1 повертається в початкове положення, як на Фіг.1, але з круговою виїмкою 6, а в перетині кільце стає трапецією 7. Напресована робоча обойма 8 тисне на кільце 1 яке набуває оптимальну форму, з урахуванням комплексної залежності від температури робочої рідини, її напрямку руху і тиску, матеріалу кілець і обойми, їх розміру та обертів. До того ж застосовані обойми 3 і 8 в радіальному перетині мають перемінну форму. Спосіб здійснюється так: Приклад 1. На кільце 1 наділи обойму, виготовивши її перемінної величини і, наприклад конусної форми в радіальному перетині. Між кільцем і обоймою створили натяг, знаючи, де конкретно буде використовуватись ущільнення. Для визначення 5 величини натягу враховували температуру робочої рідини, напрямок її руху, матеріал кілець і обойми, їх розмір та оберти робочого кільця. Утвореним натягом обойми кільце деформували (Фіг.2). В перетині кільце мало форму неправильного прямокутника. До того ж, кільце деформували так, що ширина кільця збільшилась і створився виступ. Далі виступ зрізали (Фіг.3), довівши ширину кільця до початкового розміру, і одержали кільцеву площину. Після цього з робочого кільця зняли технологічну обойму (Фіг.4). Площина по якій зрізали кільце впнулась всередину кільця. Далі, на кільце напресували робочу обойму, зрізана площина прийняла таке положення, яке було після зрізання (Фіг.3). Завдяки проведеним вище діям, з урахуванням умов роботи ущільнення і дії на нього різних складових величин, одержали нову технологію виготовлення ущільнень, яка забезпечила високу точність. Таке ущільнення показало хороші результати при випробовуванні блока ущільнення насоса, де натікання рідини становило до 0,032л/год, при температурі до 26°С. Робоче кільце виготовляли з сіліцірованого графіту, а обойму із сталі 20X13. Ущільнення працювало 72год. при 1500 обертів за хвилину. Приклад 2 Виконали все як в прикладі 1, але температуру збільшили до 46°С. Натікання рідини становить 0,026л/год. Ущільнення працювало 60 годин, дефектів не виявили. Приклад 3 Провели всі технологічні операції, що і в прикладі 1, але змінювали температуру рідини, збільшивши її до 88°С. Натікання рідини становить 0,023л/год. Ущільнення працювало 60 годин, дефектів не виявили. Приклад 4 Виконали все як в прикладі 1, але експеримент проводили на підвищених обертах 3000об/хв., на протязі 60 годин. Результати підтверджують, що необхідно враховувати збільшення відцентрової сили, яка зменшує натяг, ефект різко знижується, натікання становить 0,041л/год. Приклад 5 Виконали все, як в прикладі 1, але обойму виконали перемінної величини, чередуючи секторні утовщення в радіальному перетині. Ущільнення працювало 60 годин. Натікання рідини становило 0,03л/год. Проводили ревізію ущільнення, дефектів не виявили. Проти секторних утовщень обойми на поверхні кільця утворились робочі площини, які контактували з другою обоймою ущільнення. Це підтверджує те, що проти більшого утовщення обойми кільце більше деформувалось. Що дозволило створити між виступами поверхні робочого кільця клин з рідини, який забезпечує змащування кілець ущільнення, а значить і роботу на великому проміжку часу, при малих втратах рідини. Вище наведені приклади доказують, якщо на робоче кільце надіти обойму перемінної величини в радіальному перетині, між обоймою і робочим кільцем виникає натяг, що деформує робоче 81457 6 кільце, а значить і його поверхню. Цей натяг залежить від температури робочої рідини, напрямку її руху, матеріалу робочих кілець і обойми, їх розміру та числа обертів. Знаючи наведені вище дані - регулюється натяг, яким керується робоча поверхня кільця торцевого ущільнення. Запропонований спосіб дозволяє створиш торцеві ущільнення на високому технічному рівні, для надійного насосного обладнання з гарантованим зазором між кільцями. Даний винахід новий в техніці і корисний при створенні сучасних зразків насосного обладнання.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of working surface of ring of end seal
Автори англійськоюPyrohov Oleksandr Dmytrovych, Halenko Vasyl Petrovych
Назва патенту російськоюСпособ управления рабочей поверхностью кольца торцевого уплотнения
Автори російськоюПирогов Александр Дмитриевич, Галенко Василий Петрович
МПК / Мітки
МПК: F16J 15/34
Мітки: робочою, керування, кільця, поверхнею, торцевого, спосіб, ущільнення
Код посилання
<a href="https://ua.patents.su/3-81457-sposib-keruvannya-robochoyu-poverkhneyu-kilcya-torcevogo-ushhilnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування робочою поверхнею кільця торцевого ущільнення</a>
Спосіб торцевого ущільнення вала рідинного насоса
Номер патенту: 26827
Опубліковано: 10.10.2007
Автори: Стрілець Олег Романович, Ріло Ілля Павлович, Стрілець Володимир Миколайович, Шинкаренко Іван Тимофійович
МПК: F16J 15/34
Мітки: торцевого, ущільнення, насоса, вала, рідинного, спосіб
Формула / Реферат:
Спосіб торцевого ущільнення вала рідинного насоса, в якому запобігання витіканню назовні рідини із ущільненої робочої порожнини насоса, через зазор між парою тертя - обертове і необертове кільця, здійснюють за рахунок виконаної на торці обертового кільця кільцевої камери для прийому рідини, що витікає, з наступним її відсмоктуванням через поздовжні канали та радіально розміщені порожнини у втулці, де закріплене обертове кільце, у робочу...
Торцеве ущільнення
Номер патенту: 66538
Опубліковано: 17.05.2004
Автор: Начовний Ілля Іванович
МПК: F16J 15/34
Мітки: торцеве, ущільнення
Формула / Реферат:
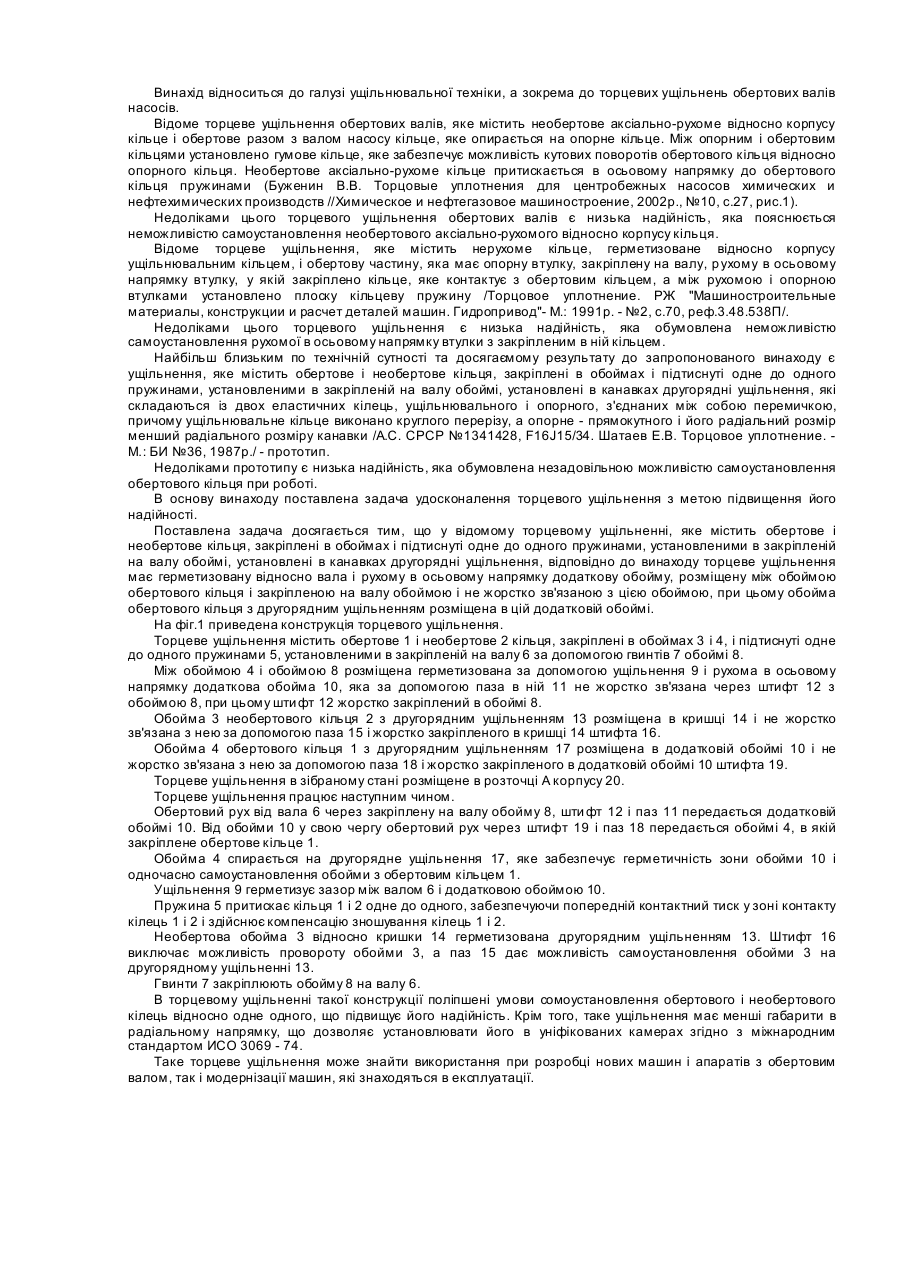
Торцеве ущільнення, яке містить обертове і необертове кільця, закріплені в обоймах і підтиснуті одне до одного пружинами, установленими в закріпленій на валу обоймі, установлені в канавках другорядні ущільнення, яке відрізняється тим, що торцеве ущільнення має герметизовану відносно вала і рухому в осьовому напрямку додаткову обойму, розміщену між обоймою обертового кільця і закріпленою на валу обоймою і нежорстко зв'язану з цією обоймою, при...
Спосіб тангенціального ущільнення поршневого кільця та поршневе кільце синицина

Номер патенту: 61202
Опубліковано: 17.10.2005
Автор: Синицин Анатолій Георгійович
МПК: F16J 9/00
Мітки: синицина, ущільнення, поршневого, кільце, тангенціального, спосіб, поршневе, кільця
Формула / Реферат:
1. Спосіб тангенціального ущільнення поршневого кільця шляхом утворення в поршневому кільці радіальних сил і додаткового їх збільшення, який відрізняється тим, що радіальні сили збільшують переміщенням клиноподібних елементів корпусу поршневого кільця силою їх тертя об циліндр.2. Спосіб за п.1, який відрізняється тим, що при зворотному ході поршня радіальні сили зменшують шляхом зворотного переміщення клиноподібних елементів корпусу...
Торцеве контактне ущільнення
Номер патенту: 49910
Опубліковано: 15.10.2002
Автор: Таран Олександр Іванович
МПК: F16J 15/34
Мітки: торцеве, контактне, ущільнення
Формула / Реферат:
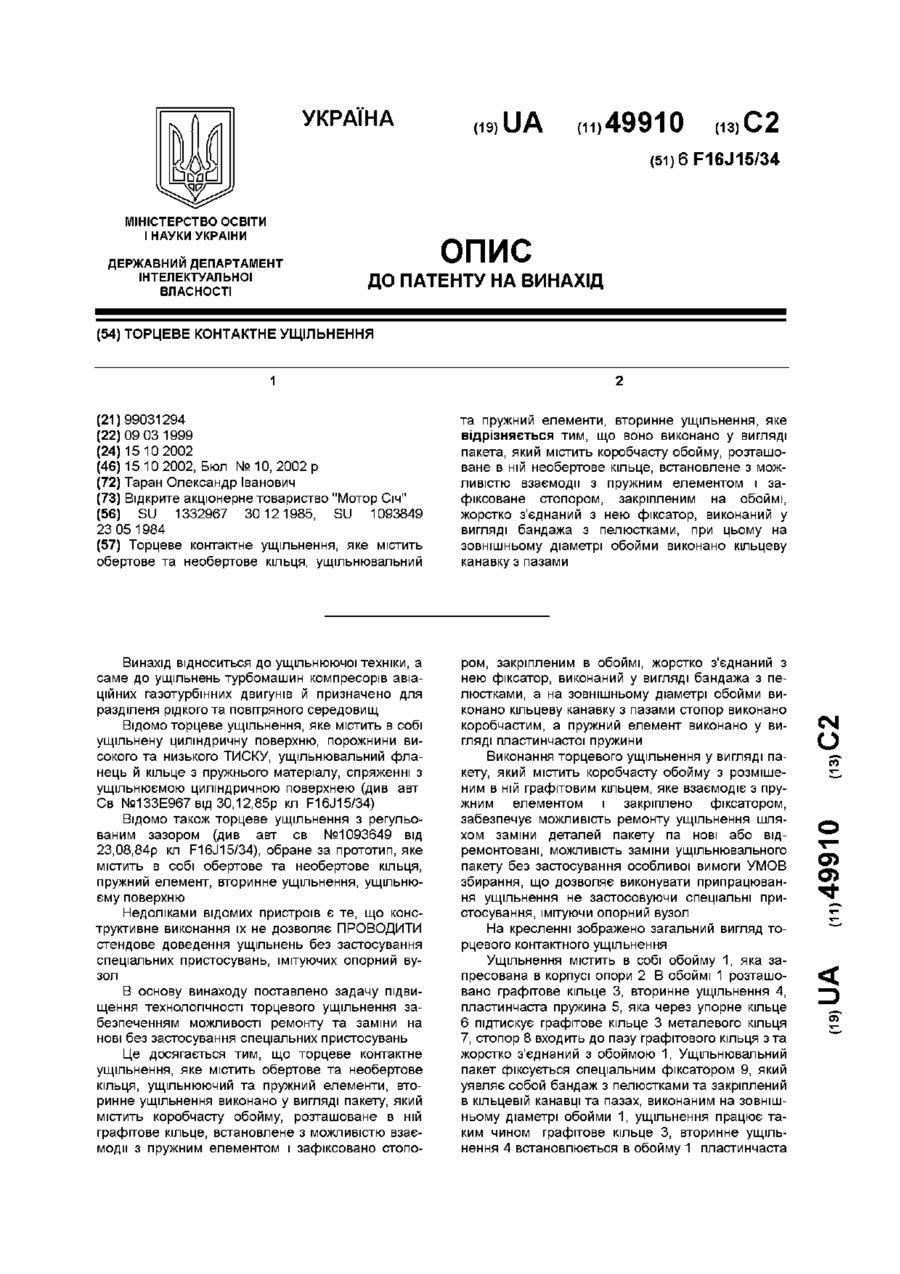
Торцеве контактне ущільнення, яке містить обертове та необертове кільця, ущільнювальний та пружний елементи, вторинне ущільнення, яке відрізняється тим, що воно виконано у вигляді пакета, який містить коробчасту обойму, розташоване в ній необертове кільце, встановлене з можливістю взаємодії з пружним елементом і зафіксоване стопором, закріпленим на обоймі, жорстко з'єднаний з нею фіксатор, виконаний у вигляді бандажа з пелюстками, при цьому...
Радіальне контактне ущільнення
Номер патенту: 35975
Опубліковано: 16.12.2002
Автор: Таран Олександр Іванович
МПК: F16J 15/34
Мітки: контактне, радіальне, ущільнення
Формула / Реферат:
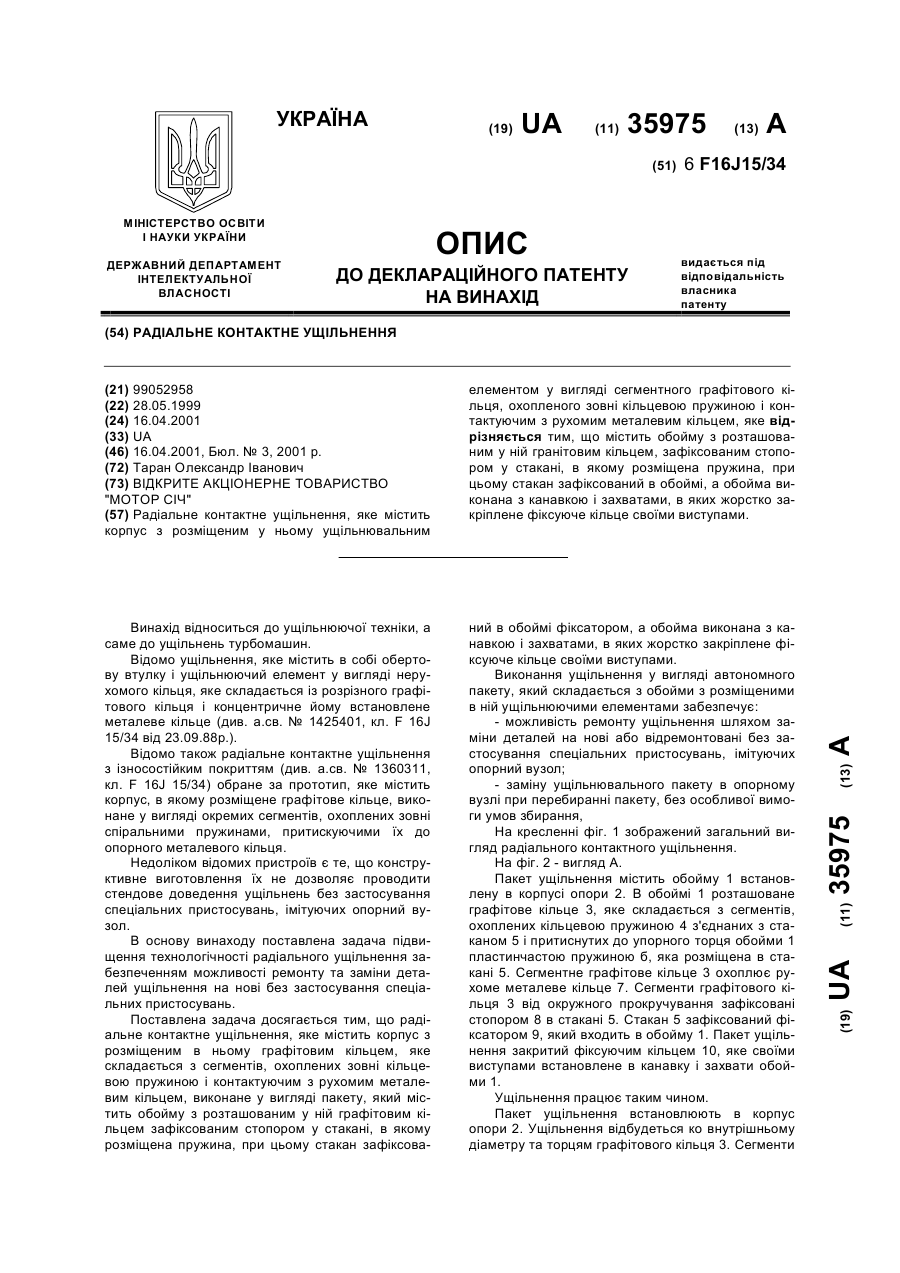
Радіальне контактне ущільнення, що містить корпус з розміщеним у ньому ущільнювальним елементом у вигляді сегментного графітового кільця, охопленого зовні кільцевою пружиною і контактуючим з рухомим металевим кільцем, яке відрізняється тим, що містить обойму з розташованим у ній графітовим кільцем, зафіксованим стопором у стакані, в якому розміщена пружина, при цьому стакан зафіксований в обоймі, а обойма виконана з канавкою і захватами, в...
Попередній патент: Флокулятор
Наступний патент: Пневмоподавач (варіанти)
Випадковий патент: Спосіб визначення духмяних речовин в парфумах