Ультразвуковий фазовий спосіб виміру товщини виробів
Номер патенту: 38263
Опубліковано: 16.12.2002
Автори: Скрипник Юрій Олексійович, Здоренко Валерій Георгійович, Іващенко Григорій Олексійович


Формула / Реферат
1. Ультразвуковий фазовий спосіб виміру товщини виробів, який полягає в тому, що встановлюють електроакустичні випромінювач і приймач на фіксованій відстані l1, на поверхні контрольованого виробу, перетворюють електричні коливання електроакустичним випромінювачем в ультразвукові коливання, приймають подовжні ультразвукові коливання, відбиті від протилежного боку виробу приймачем, і перетворюють їх знову в електричні коливання, вимірюють різницю фаз коливань приймача і випромінювача, змінюють частоту коливань, що випромінюються, вимірюють різницю фаз при зміненій частоті і визначають товщину виробу за формулою, який відрізняється тим, що додатково встановлюють на поверхні контрольованого виробу другий приймач на фіксованій відстані l2 від випромінювача, яким приймають головні ультразвукові коливання, вимірюють різницю фаз коливань другого приймача і випромінювача при мінімальному значенні частоти коливань, та збільшують частоту електричних коливань до значення f1, при якому різниця фаз ![]() перевищує поріг чутливості фазометра в 100 ... 200 разів, на встановленій частоті f1 вимірюють різницю фаз
перевищує поріг чутливості фазометра в 100 ... 200 разів, на встановленій частоті f1 вимірюють різницю фаз ![]() коливань першого приймача і випромінювача, далі вимірюють різницю фаз
коливань першого приймача і випромінювача, далі вимірюють різницю фаз ![]() коливань першого і другого приймачів, збільшують частоту електричних коливань до одержання різниці фаз
коливань першого і другого приймачів, збільшують частоту електричних коливань до одержання різниці фаз ![]() вимірюють установлену частоту f2 електричних коливань, а товщину d виробу визначають із виразу
вимірюють установлену частоту f2 електричних коливань, а товщину d виробу визначають із виразу
де  відношення відстаней приймачів від випромінювача.
відношення відстаней приймачів від випромінювача.
2. Ультразвуковий фазовий спосіб виміру товщини виробів за п. 1, який відрізняється тим, що відстань між випромінювачем та першим приймачем вибирають в межах довжини ультразвукової хвилі, а відстань між випромінювачем та другим приймачем вибирають в межах 0,1 - 0,2 довжини ультразвукової хвилі.
Текст
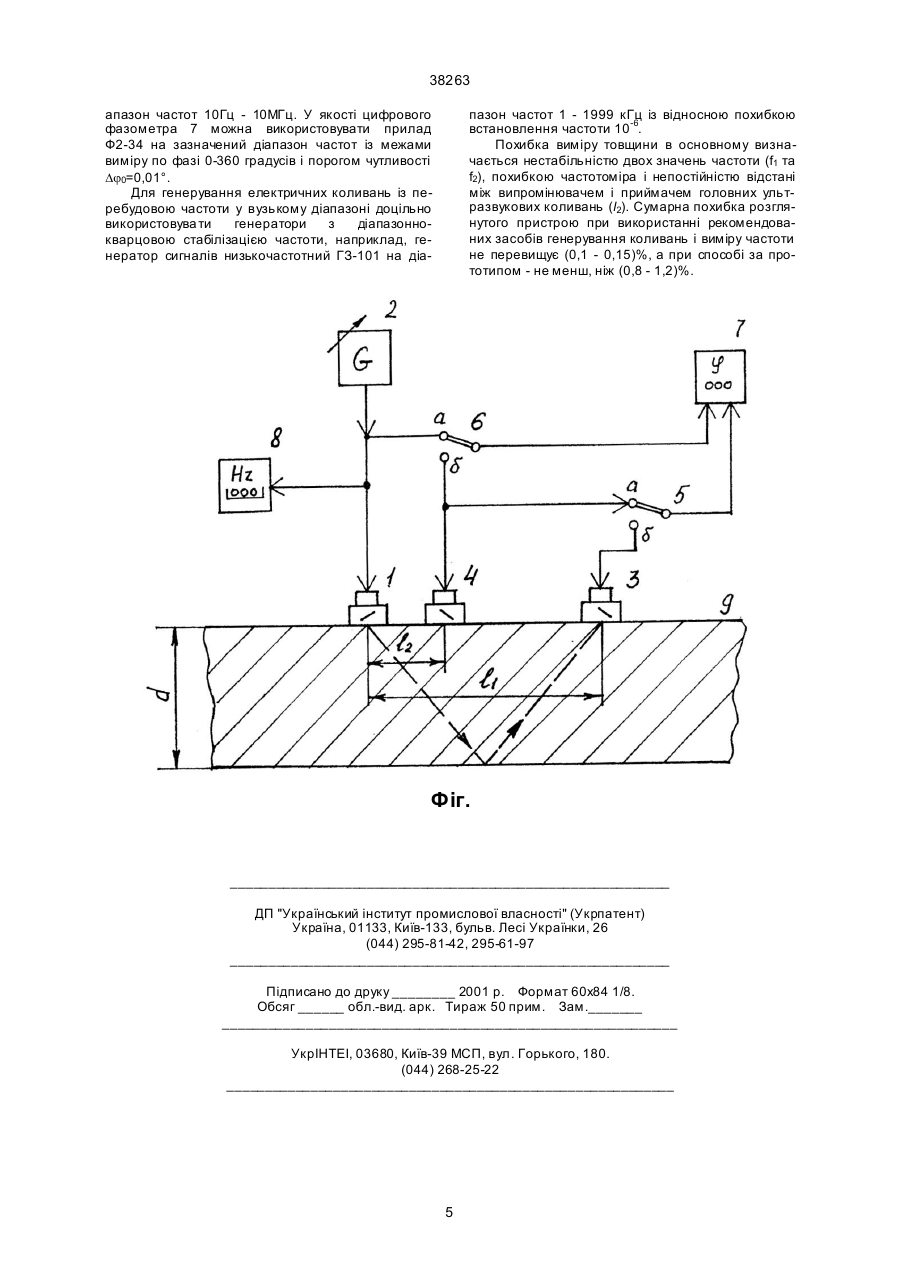
1. Ультразвуковий фазовий спосіб виміру товщини виробів, який полягає в тому, що встановлюють електроакустичні випромінювач і приймач на фіксованій відстані l1 на поверхні контрольованого виробу, перетворюють електричні коливання електроакустичним випромінювачем в ультразвукові коливання, приймають подовжні ультразвукові коливання, відбиті від протилежного боку виробу приймачем, і перетворюють їх знову в електричні коливання, вимірюють різницю фаз коливань приймача і випромінювача, змінюють частоту коливань, що випромінюються, вимірюють різницю фаз при зміненій частоті і визначають товщину виробу за формулою, який відрізняється тим, що додатково встановлюють на поверхні контрольованого виробу другий приймач на фіксованій відстані l2 від випромінювача, яким приймають головні ульт развукові коливання, вимірюють різницю фаз Dj1 коливань другого приймача і випромінювача при мінімальному значенні частоти коливань, та збільшують часто ту електричних коливань до значення f1, при якому різниця фаз Dj1 перевищує поріг чутливості фазометра в 100...200 разів, на встановленій частоті f1 вимірюють різницю фаз Dj2 коливань першого приймача і випромінювача, далі вимірюють різницю фаз Dj3 коливань першого і другого приймачів, збільшують частоту електричних коливань до одержання різниці фаз Dj4=Dj2, вимірюють установлену частоту f2 електричних коливань, а товщину d виробу визначають із виразу: Винахід відноситься до області контролю розміру виробів за допомогою ультразвукових коливань і може бути використаний для виміру товщини виробів при односторонньому зондуванні по фазі прийнятих коливань. Серед ультразвукових засобів виміру товщини виробів найбільш чутли вим є фазовий, заснований на зондуванні виробу ультразвуковими коливаннями і виміру фази коливань, що пройшли крізь виріб. Зондування виробу звичайно роблять за допомогою електроакустичного випромінювача, а прийом здійснюють акустоелектричним приймачем. Чутливість до товщини визначається довжиною акустичної хвилі і з підвищенням частоти чутливість зростає. Проте фазовий спосіб має такий суттєвий недолік, як багатозначність фазових вимірів, коли довжина акустичної хвилі більше товщини контрольованого виробу. Тому застосування знайшли фазові методи, у яких використовуються ті або інші прийоми виключення фазової неоднозначності. Відомий ультразвуковий фазовий спосіб виміру товщини виробів (див. Приборы для неразрушающего контроля материалов и изделий. Справочник. В 2-х книгах. Под ред. В.В. Клюева - М. Машиностроение, 1986, Кн.2, с. 273-274), що полягає у випромінюванні і прийомі ультразвукових коливань в опорному каналі зі зразковим виробом, випромінюванні і прийомі ультразвукових коливань, що пройшли контрольований виріб у вимірювальному каналі, вимірі різниці фаз прийнятих коливань і визначенні товщини за формулою з урахуванням вимірюваної різниці фаз. Частоту коливань вибирають такою, щоб при максимальному відхиленні товщини контрольованого виробу щодо зразкового, різниця фаз, що вимірюється, не перевищувала б 360°. Проте, через неконтрольовані зміни хімічного складу контро 2 (13) 38263 (11) де e=l1 /l2 - відношення відстаней приймачів від випромінювача. 2. Ультразвуковий фазовий спосіб виміру товщини виробів за п. 1, який відрізняється тим, що відстань між випромінювачем та першим приймачем вибирають в межах довжини ультразвукової хвилі, а відстань між випромінювачем та другим приймачем вибирають в межах 0,1-0,2 довжини ультразвукової хвилі. A -ε , UA 2 2 æ f2 ö ç çf -f ÷ ÷ è 2 1ø (19) d = l2 38263 льованого виробу, а отже, і швидкості поширення ультразвукових коливань, можлива поява неоднозначності і при малих відхиленнях по товщині. Відомий ультразвуковий фазовий спосіб виміру товщини виробів (див. Бражников Н.И. Ультразвуковая фазометрия - М.: Энергия, 1968, с. 150152), заснований на випромінюванні ультразвукових коливань, прийомі ультразвукових коливань, відбитих від протилежної сторони контрольованого виробу, індикації максимуму або мінімуму різниці фаз прийнятих і випромінених коливань, вимірі різниці частоти при одиничній зміні числа довжин ультразвукової хвилі і визначенні товщини d контрольованого виробу зі співвідношення: k -1 c d = , 2 1 + ε f1 - fk ( Завдяки виміру різниці фаз на двох частотах f 1 і f2 виключається неоднозначність фазових вимірів. Проте наявність у розрахунковій формулі значення швидкості поширення ультразвукових коливань с призводить до великих похибок у визначенні товщини виробу з невідомого матеріалу або при вимірі товщини в широкому температурному діапазоні. У основу винаходу покладена задача створення такого ультразвукового фазового способу виміру товщини виробів, у якому введення нових операцій і нових умов визначення товщини виробів дозволило б виключити вплив швидкості поширення ультразвукових коливань у контрольованому виробі на значення товщини, що вимірюється, та підвищити точність контролю товщини виробів у широкому діапазоні зміни впливаючих параметрів. Поставлена задача вирішується тим, що в ультразвуковому фазовому способі виміру товщини виробів, який полягає в тому, що встановлюють електроакустичні випромінювач і приймач на фіксованій відстані l1 на поверхні контрольованого виробу, перетворюють електричні коливання електроакустичним випромінювачем в ультразвукові коливання, приймають подовжні ультразвукові коливання, відбиті від протилежного боку виробу приймачем, і перетворюють їх знову в електричні коливання, вимірюють різницю фаз коливань приймача і випромінювача, змінюють частоту коливань, що випромінюються, вимірюють різницю фаз при зміненій частоті і визначають товщину виробу за формулою, відповідно до винаходу, додатково встановлюють на поверхні контрольованого виробу др угий приймач на фіксованій відстані l2 від випромінювача, яким приймають головні ультразвукові коливання, вимірюють різницю фаз Dj1 коливань другого приймача і випромінювача при мінімальному значенні частоти коливань, та збільшують частоту електричних коливань до значення f1, при якому різниця фаз Dj1 перевищує поріг чутливості фазометра в 100...200 разів, на встановленій частоті f1 вимірюють різницю фаз Dj2 коливань першого приймача і випромінювача, далі вимірюють різницю фаз Dj3 коливань першого і другого приймачів, збільшують частоту електричних коливань до одержання різниці фаз Dj4=Dj2, вимірюють установлену частоту f2 електричних коливань, а товщин у d виробу визначають із виразу: ) де k - кількість максимумів або мінімумів у процесі зміни частоти; с - швидкість поширення ультразвукових коливань у виробі; f1 - частота, на якій зафіксований перший максимум або мінімум; fk - частота, на якій зафіксований k-ий максимум або мінімум; e - поправка, що залежить від відстані між випромінювачем і приймачем. В ультразвуковому фазовому способі, заснованому на визначенні максимумів або мінімумів, у процесі зміни частоти і вимірі результуючої різницевої частоти, виключається фазова неоднозначність. Проте, внаслідок змін частоти в широких межах виникають додаткові похибки у вимірі товщини через частотну дисперсію швидкості поширення ультразвукових коливань і фазочастотних перекручувань у ланцюга х фазометра, за допомогою якого фіксуються частоти максимумів або мінімумів. Відомий також ультразвуковий фазовий спосіб виміру товщини виробів по а. с. СРСР № 1357708, МПК G01B17/02, 1985 (Б.И. № 45, 1987), який полягає в тому, що встановлюють електроакустичні випромінювач і приймач на фіксованій відстані l1 на поверхні контрольованого виробу, перетворюють електричні коливання електроакустичним випромінювачем в ультразвукові коливання, приймають подовжні ультразвукові коливання, відбиті від протилежного боку виробу, приймачем і перетворюють їх знову в електричні коливання, вимірюють різницю фаз коливань приймача і випромінювача, змінюють частоту коливань, що випромінюються, вимірюють різницю фаз при зміненій частоті і визначають товщину виробу за формулою. Крім того, у відомому засобі після виміру різниці фаз j1 коливань приймача і випромінювача на частоті f 1 змінюють різницю фаз коливань на задану величину Dj, вимірюють частоту f 2, при котрій різниця фаз, що вимірюється, стане рівною j1, а товщин у контрольованого виробу визначають із виразу: cf2 Δj d= , 2p f1(f 2 - f1 ) де с - швидкість поширення ультразвукових коливань у контрольованому виробі, Dj - задана величина зміни різниці фаз на частоті f1 . d = l2 2 2 æ f2 ö ç çf -f ÷ ÷ è 2 1ø 2 -ε , де e=l1 /l2 - відношення відстаней приймачів від випромінювача. Поставлена задача вирішується також тим, що в запропонованому способі, відповідно до винаходу, відстань між випромінювачем та першим приймачем вибирають в межах довжини ультразвукової хвилі, а відстань між випромінювачем та другим приймачем вибирають в межах 0,1-0,2 довжини ультразвукової хвилі. Розміщення на поверхні контрольованого виробу другого приймача на фіксованій відстані від випромінювача, яким приймають головні ультразвукові коливання, зміна частоти коливань до першого значення, при якому різниця фаз головних коливань перевищить поріг чутливості ви 2 38263 користовуваного фазометра в задане число разів, вимір різниці фаз коливань першого приймача і випромінювача при першому значенні частоти, потім вимір різниці фаз коливань першого і другого приймачів при цій частоті, зміна частоти коливань до другого значення, при якому різниця фаз коливань першого і другого приймачів стане рівною різниці фаз коливань першого приймача і випромінювача при першому значенні частоти і визначення товщини контрольованого виробу по вимірюваних значеннях встановлених частот коливань з урахуванням фіксованих відстаней між приймачами і випромінювачем виключає вплив швидкості поширення ультразвукових коливань на результат виміру, що дозволяє підвищити точність вимірювання товщини виробів у широкому діапазоні зміни впливаючих параметрів. Вибір відстані між випромінювачем та першим приймачем у межах довжини ультразвукової хвилі та відстані між випромінювачем та другим приймачем у межах 0,1-0,2 довжини ультразвукової хвилі дозволяє виключити вплив згасання ультразвукових коливань, при їх розповсюдженні у контрольованому виробі, на результат вимірів, що також дозволяє підвищити точність вимірювання товщини виробів. На кресленні подана функціональна схема пристрою, що ілюструє спосіб виміру товщини виробів ультразвуковими коливаннями. Пристрій містить електроакустичний випромінювач 1, з'єднаний з виходом генератора 2 ультразвукових коливань, акустоелектричні приймачі 3 і 4, з'єднані з входами перемикачів 5 і 6, виходи яких з'єднані з входами цифрового фазометра 7. Цифровий частотомір 8 з'єднаний із виходом генератора 1. Вихід приймача 4 з'єднаний із входами «а» і «б» перемикачів 5 і 6. Вхід «б» перемикача 5 з'єднаний із виходом приймача 3, а вхід «а» з'єднаний із виходом генератора 2. Позицією 9 позначений контрольований виріб. Пристрій працює таким чином. Електричні коливання генератора 2 перетворюються електроакустичним випромінювачем 1 в ультразвукові подовжні коливання, що випромінюються всередину контрольованого виробу 9. Відбиті від протилежного боку виробу подовжні ультразвукові коливання приймаються першим акустоелектричним приймачем 3, де перетворюються знову в електричні коливання. Одночасно другим акустоелектричним приймачем 4 приймаються головні ультразвукові коливання, що виникають при впливі ультразвукових коливань на поверхню контрольованого виробу 9. Прийняті приймачем 4 головні ультразвукові коливання також перетворюються в електричні коливання. Визначення товщини виробу 9 здійснюють у такій послідовності. Спочатку перемикачі 5 і 6 знаходяться в положенні «а», як показано на кресленні. Частоту генератора 2 установлюють мінімальною (приблизно 0,5-1 кГц). На входи цифрового фазометра 7 надходять електричні коливання з входу випромінювача 1 і виходу приймача 4. Вимірювана різниця фаз: l Δj1 = 2p f 2 , (1) c1 де f - частота електричних коливань генератора 2; l2 - відстань між випромінювачем 1 і приймачем 4; c1 - швидкість поширення головних ультразвукових коливань у матеріалі виробу 9. Збільшують частоту генератора 2 до значення f1, при якому вимірювана різниця фаз перевищить поріг чутливості фазометра в 100...200 разів, тобто: l Δj1 = 2p f1 2 = (100 - 200)Δj 0 , (2) c1 де Dj0 - поріг чутливості цифрового фазометра 7. Значення частоти f1 вимірюють цифровим частотоміром 8. Перемикач 5 перемикають у положення «б». При цьому на входи цифрового фазометра 7 надходять коливання з входу випромінювача 1 і виходу приймача 3. Повний фазовий зсув прийнятих коливань щодо випромінюваних можна подати у вигляді: l Φ ¢ = 2pf1 3 = 2pn1 + Δj 2 , (3) c2 де l3 - відстань, що проходять подовжні ультразвукові коливання всередині контрольованого виробу; с2 - швидкість поширення подовжніх ультразвукових коливань у матеріалі контрольованого виробу 9; n1 - ціле число фазових циклів у 2p (довжин хвиль); Dj2 - дрібна частина останнього фазового циклу. Так як фазометр 7 вимірює різницю фаз тільки в межах 0-360° (2p), то їм фактично вимірюється тільки дрібна частина фазового циклу: æ l3 è c2 Δj 2 = 2π ç f1 ç ö - n1 ÷ , ÷ ø (4) З урахуванням того, що швидкості поширення головних і подовжніх ультразвукових коливань однакові (с1=с2=с), маємо: Dj1 = 2 pf1 æ è Dj 2 = 2 pç f1 l2 c l3 , (5) ö ø - n1 ÷ , (6) c Потім перемикач перемикають у положення «б». У цьому випадку на входи фазометра 7 починають надходити коливання безпосередньо з виходів приймачів 3 і 4. Повний фазовий зсув приймає значення: æ l3 - l2 ö ÷ = 2 p n2 + D j 3 , è c ø F ¢¢ = 2p f1 ç (7) де Dj3 - дрібна частина останнього фазового зсуву при l3-l2l2, поправка: l f æ 2d ö e = æ 1 ö > e f2 - f1 0,302 (15) При малій товщині d, поправка e приблизно дорівнює відношенню частот f2/(f 2 - f1). Томутовщину можна визначати за більш простою наближеною формулою: d @ç ç 200 × 0.001 × 2.4 × 103 p f2 - f1 (16) ÷ è f2 - f1 ø 2 = f2 Тоді з урахуванням (15) маємо d=ç ç 200Δj 0c = 48 кГц 2pl2 2p × 5 × 10 -3 При товщині стінки d=0,4 м і відстані l2=5·10-3 м маємо d>>l2. Тому замість точної формули (14) для визначення товщини можна скористатися наближеною (16). Тоді друге значення частоти визначимо із співвідношення (16): 2 æ f2 ö ç çf -f ÷ ÷ è 2 1ø (18) Поріг чутливості Dj0 сучасних цифрови х фазометрів складає менш ніж 0,01° (Dj»0.001p). Тому відстань l2 складає лише невелику частину довжини встановленої ультразвукової хвилі l2=(0,1-0,2)l, (19) Здійснення способу. Як приклад, розглянемо спосіб виміру товщини бетонної стінки (с»2400 м/с) товщиною d=0,4 м при односторонньому зондуванні ультразвуковими коливаннями. Відстань між випромінювачем і першим приймачем вибираємо l1=20 мм, а відстань між випромінювачем і другим приймачем установимо l2=5 мм. (e=l1/l2=4). Початкову частоту f 1 зондуючих коливань виберемо зі співвідношення (2) з урахуванням порога чутливості цифрового фазометра (Dj=0,001p): 2 l3 = 2 d + 0 2 pl 2 довжина акустичної хвилі: 2p l c 2 λ= = , f1 (100 - 200)Δj 0 c Вимірюють частотоміром 8 установлену частоту f 2. Прирівнюючи вирази (10) та (6) з урахуванням того, що n1=n2, отримаємо: l3 - l2 l3 f2 = f1 , (11) c c Розв'язавши рівняння (11) відносно шляху поширення ультразвукових коливань l3, отримаємо: f2 l3 = l2 , (12) f2 - f1 З геометричних співвідношень випливає, що шлях l3 поширення ультразвукових коливань всередині виробу: 2 (100 - 200)Dj c (17) З отриманих виражень (14), (16) і (17) очевидно, що вимірювана товщина d не залежить від швидкості с поширення ультразвукових коливань. Це дозволяє здійснювати контроль товщини виробів із невідомого матеріалу при його односторонньому зондуванні. При цьому на точність виміру не впливають похибки застосовуваного цифрового фазометра, тому що в розрахункову формулу не ( ) Вимір частоти з точністю до десятих долей Гц здійснюють цифровим частотоміром 8, наприклад, електронно-рахунковим частотоміром ЧЗ-65 на ді 4 38263 апазон частот 10Гц - 10МГц. У якості цифрового фазометра 7 можна використовувати прилад Ф2-34 на зазначений діапазон частот із межами виміру по фазі 0-360 градусів і порогом чутливості Dj0=0,01°. Для генерування електричних коливань із перебудовою частоти у вузькому діапазоні доцільно використовува ти генератори з діапазоннокварцовою стабілізацією частоти, наприклад, генератор сигналів низькочастотний ГЗ-101 на діа пазон частот 1 - 1999 кГц із відносною похибкою встановлення частоти 10-6. Похибка виміру товщини в основному визначається нестабільністю двох значень частоти (f1 та f2), похибкою частотоміра і непостійністю відстані між випромінювачем і приймачем головних ультразвукових коливань (l2). Сумарна похибка розглянутого пристрою при використанні рекомендованих засобів генерування коливань і виміру частоти не перевищує (0,1 - 0,15)%, а при способі за прототипом - не менш, ніж (0,8 - 1,2)%. Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюPhase method for measuring thickness of an article by ultrasonic
Автори англійськоюSkrypnyk Yurii Oleksiiovych, Zdorenko Valerii Heorhiiovych, Ivaschenko Hryhorii Oleksiiovych
Назва патенту російськоюФазовый способ измерения толщины изделия с помощью ультразвука
Автори російськоюСкрипник Юрий Алексеевич, Здоренко Валерий Георгиевич, Иващенко Григорий Алексеевич
МПК / Мітки
МПК: G01B 17/02
Мітки: виміру, фазовий, товщини, виробів, спосіб, ультразвуковий
Код посилання
<a href="https://ua.patents.su/5-38263-ultrazvukovijj-fazovijj-sposib-vimiru-tovshhini-virobiv.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий фазовий спосіб виміру товщини виробів</a>
Спосіб фрідмана виміру товщини стінок порожнистих виробів із немагнітного матеріалу
Номер патенту: 12095
Опубліковано: 25.12.1996
Автор: Фрідман Борис Петрович
Мітки: порожнистих, фрідмана, немагнітного, спосіб, виміру, товщини, матеріалу, виробів, стінок
Формула / Реферат:
1. Способ измерения толщины стенок полых изделий из немагнитного материала по авт.св. № 937996, отличающийся тем, что, с целью расширения области использования за счет контроля также и функционирующих объектов, заполненных рабочей средой, порошкообразный магнитопроводящий агент совместно с жидкими фракциями перед введением во внутреннюю полость контролируемого объекта помещают в эластичную герметизированную тонкостенную оболочку из...
Ультразвуковий вимірювач товщини покриття

Номер патенту: 25287
Опубліковано: 30.10.1998
Автори: Скрипник Юрій Олексійович, Локтіонов Михайло Георгійович, Бабак Віталій Павлович
МПК: G01B 17/00, G01B 17/02
Мітки: ультразвуковий, вимірювач, товщини, покриття
Формула / Реферат:
Ультразвуковий вимірювач товщини покриття, що містить високочастотний генератор, до виходу якого через ключ підключений підсилювач потужності і електроакустичний перетворювач, послідовно з'єднані високочастотний селективний підсилювач з блоком автоматичного регулювання підсилення, детектор і фільтр нижніх частот, одновібратор, з'єднаний виходом з керуючим входом ключа, формувач прямокутних імпульсів, подільник частоти і індикатор, який...
Ультразвуковий фазовий спосіб визначення витрати потоків рідких та газоподібних речовин у трубопроводі та пристрій для його здійснення
Номер патенту: 34512
Опубліковано: 15.03.2001
Автори: Скрипник Юрій Олексійович, Іващенко Григорій Олексійович, Здоренко Валерій Георгійович
Мітки: рідких, фазовий, ультразвуковий, потоків, пристрій, речовин, трубопроводі, газоподібних, витрати, спосіб, визначення, здійснення
Текст:
...коливань до отpимання piвностi фа зових зсувiв, що поpiвнюються, i вимipюють значення частоти модулюючих електpичних коливань, за яким судять пpо витpату, згiдно з винаходом додатково визначають суму фа зових зсувiв, що поpiвнюються, i змiнюють частоту ви сокочастотних електpичнихх коливань до досягнення фазовими зсувами, що поpiвнюються, нульови х значень, а витpату Q визначають за наступ ною фоpмулою Q= k pD 3 F 2n sin q де k – коефi...
Спосіб ультразвукового контролю товщини стінки труб
Номер патенту: 29300
Опубліковано: 16.10.2000
Автори: Гуляєв Геннадій Іванович, Кожевніков Володимир Іванович, Анікєєв Яків Фокич
МПК: G01N 29/04, G01N 29/07
Мітки: спосіб, контролю, труб, товщини, ультразвукового, стінки
Формула / Реферат:
Спосіб ультразвукового контролю товщини стінки труб, відповідно котрому у стінку труби, яка зазнає поступально-обертальне переміщення через імерсійну рідину, за допомогою випромінювача проводять зведення ультразвукових коливань та сприймають приймачем сигнали, котрі пройшли через стінку труби, а величину товщини стінки визначають шляхом порівняння амплітуд цих сигналів з амплітудами сигналів від еталонів, якій відрізняється тим що контроль...
Ультразвуковий безконтактний спосіб визначення товщини та пристрій для його здійснення
Номер патенту: 25435
Опубліковано: 30.10.1998
Автори: Локтіонов Михайло Георгійович, Скрипник Юрій Олексійович
МПК: G01B 17/02
Мітки: визначення, ультразвуковий, здійснення, спосіб, товщини, безконтактний, пристрій
Формула / Реферат:
1. Ультразвуковой бесконтактный способ определения толщины, заключающийся в создании ультразвуковых импульсов, зондировании этими импульсами через разделительную среду контролируемого изделия, в приеме отраженных импульсов, измерении интервала времени между двумя соседними отраженными импульсами и расчете толщины по формуле, отличающийся тем, что в принятой последовательности импульсов подавляют зондирующие импульсы, формируют две...
Попередній патент: Модель нейрона
Наступний патент: Система термогравітаційної очистки мастила двигунів
Випадковий патент: Водогрійний котел