Ультразвуковий безконтактний спосіб визначення товщини та пристрій для його здійснення
Номер патенту: 25435
Опубліковано: 30.10.1998
Автори: Локтіонов Михайло Георгійович, Скрипник Юрій Олексійович
Формула / Реферат
1. Ультразвуковой бесконтактный способ определения толщины, заключающийся в создании ультразвуковых импульсов, зондировании этими импульсами через разделительную среду контролируемого изделия, в приеме отраженных импульсов, измерении интервала времени между двумя соседними отраженными импульсами и расчете толщины по формуле, отличающийся тем, что в принятой последовательности импульсов подавляют зондирующие импульсы, формируют две последовательности, электрических прямоугольных импульсов с длительностью импульсов в одной из них, равной интервалу времени между соседними отраженными импульсами, с длительностью импульсов в другой, равной разности периода повторения зондирующих импульсов и длительностью интервала времени между соседними отраженными импульсами, сравнивают постоянные составляющие напряжений последовательностей прямоугольных импульсов, регулируют период повторения зондирующих импульсов до достижения равенства сравниваемых напряжений, измеряют в момент равенства сравниваемых установившуюся частоту следования зондирующих импульсов, а толщину h определяют из соотношения
где c - скорость распространения ультразвуковых колебаний внутри контролируемого изделия;
F - установившаяся частота следования зондирующих импульсов.
2. Устройство для ультразвукового бесконтактного определения толщины, содержащее высокочастотный генератор, к выходу которого через первый ключ подключен усилитель мощности и пьезоэлектрический преобразователь, через второй ключ последовательно соединенные высокочастотный избирательный усилитель с автоматической регулировкой усиления, детектор и фильтр нижних частот, формирователь импульсов, одновибратор, соединенный выходом с управляющим входом первого ключа и исполнительный узел, отличающееся тем, что в него введены генератор импульсов регулируемой частоты, цифровой частотомер, дифференциальный усилитель и симметричный триггер, счетный вход которого соединен с выходом формирователя импульсов, подключенного к выходу фильтра нижних частот, выходы триггера соединены со входами дифференциального усилителя, выход которого через исполнительный узел соединен с управляющим входом генератора импульсов, соединенного выходом с цифровым частотомером и входом одновибратора, инверсный выход которого соединен с управляющим входом второго ключа, который включен между входом пьезоэлектрического преобразователя и входом высокочастотного избирательного усилителя.
Текст
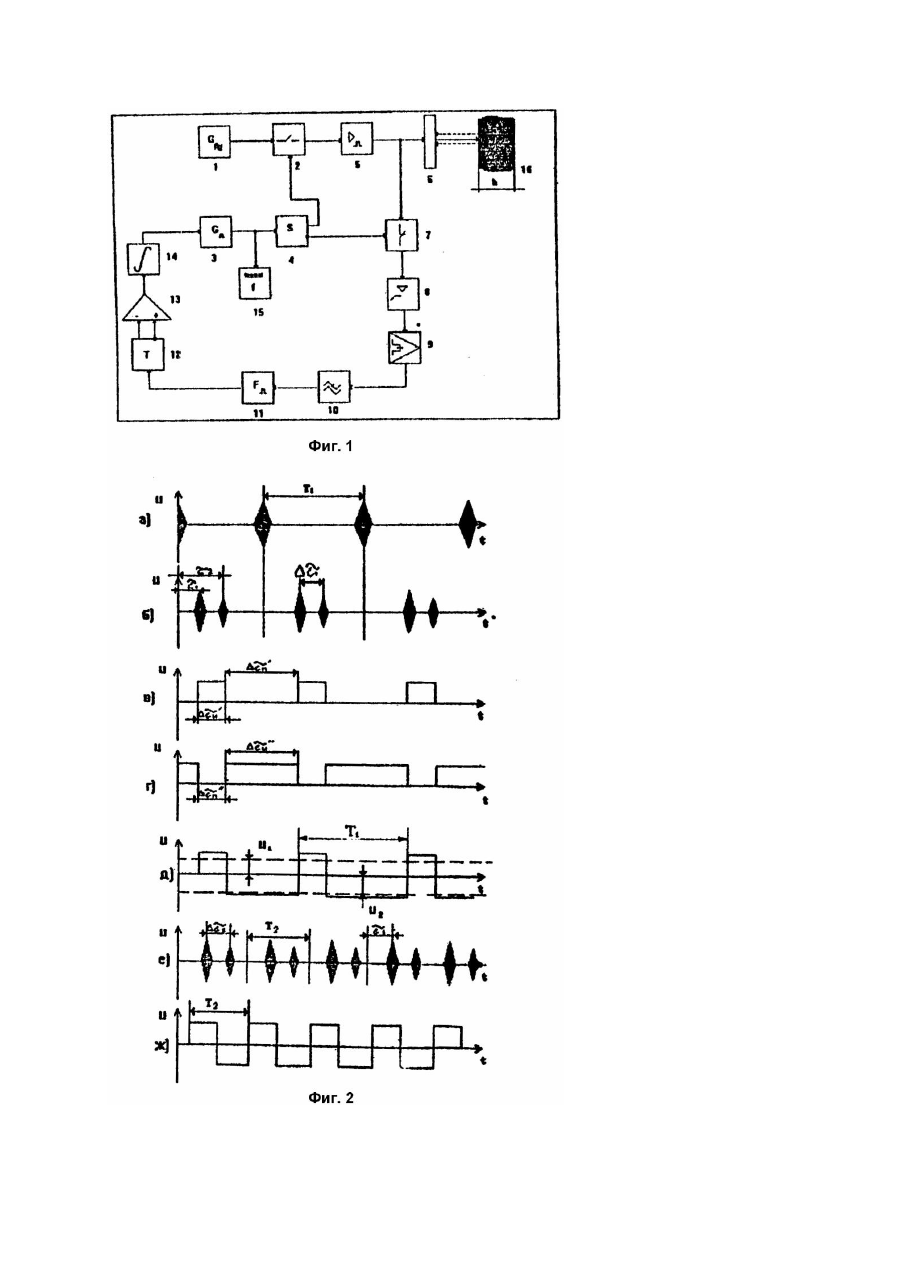
Изобретение относится к измерительной технике и может быть использовано для одностороннего бесконтактного определения толщины материалов и изделий с помощью ультразвуковых колебаний при больших изменениях в зазоре между излучателемприемником и контролируемым изделием. Для определения толщины изделий наиболее широкое применение получили ультразвуковые время-импульсные способы, в которых непосредственно измеряется время прохождения ультразвукового импульса в слое материала или в изделии, а толщина определяется с учетом скорости распространения ультразвука (Калинин В.А., Праницкий А.А., Цеслер Л.Б. Современные ультразвуковые толщиномеры. М.: Машиностроение, 1972. - С.15). При измерении времени распространения tp ультразвукового импульса в изделии от поверхности ввода импульсов до данной поверхности изделия и обратно толщину определяют из соотношения h = ctp/2, где c - скорость ультразвуковых колебаний в среде распространения. Большая погрешность измерения времени распространения импульса ограничивает точность измерения толщины изделия. Известен ультразвуковой способ определения толщины, основанный на измерении частоты повторения многократно отраженных в изделии импульсов ультразвуковых колебаний (Приборы для неразрушающего контроля изделия: Справочник. - Кн.2 / Под. ред. В.В. Клюева. - М.: Машиностроение, 1988. - С.274). Если очередной зондирующий импульс возбуждается в момент прихода отраженного импульса (эхо-импульса), то при частоте следования последовательности зондирующи х импульсов F толщину определяют из соотношения h = c/2F. При бесконтактном способе определения толщины основным источником погрешности является непостоянство зазора между излучателем и контролируемым изделие (Шкарлет Ю.М. бесконтактные методы ультразвукового контроля. - М.: Машиностроение. - С.38). Известен также ультразвуковой бесконтактный способ определения толщины (Королев М.В. Эхо-импульсные толщиномеры. М.: Машиностроение, 1980. - С.8), заключающийся в создании ультразвуковых импульсов, зондировании этими импульсами через разделительную среду контролируемого изделия, приеме отраженных импульсов, измерении интервала времени между двумя соседними отраженными импульсами и расчете толщины по формуле. При измерении интервала времени t между двумя импульсами, отраженными от наружной и донной поверхности изделия, толщина определяется соотношением h = cDt/2, где c - скорость распространения ультразвуковых колебаний внутри изделия. Однако измерение временных интервалов между слабыми отраженными импульсами на фоне мощных зондирующи х импульсов сопровождается большими погрешностями, что не позволяет достоверно определять небольшое изменение толщины контролируемого изделия при бесконтактном методе контроля. Известны устройства для ультразвукового контроля толщины (Гершгал Д.А., Фридман В.М. Ультразвуковая технологическая аппаратура. - М.: Энергия, 1976. - С.238), которые содержат генератор электрических импульсов, к выходу которого подключен пьезоэлектрический преобразователь, приемный усилитель, задающий генератор и осциллографический индикатор. Задающий генератор выполняет роль синхронизатора и обеспечивает работу пьезоэлектрического преобразователя в режиме излучатель-приемник и селективный прием отраженных импульсов на фоне помех. Однако невысокая помехозащищенность и разрешающая способность осциллографического индикатора не позволяют контролировать малые изменения толщины различных изделий. Более чувствительными и помехозащищенными являются эхо-импульсные толщиномеры с временным селектором и цифровым отсчетом (Королев М.В. Безэталонные ультразвуковые толщиномеры. М.: Машиностроение, 1985. - С.11 - 12). Эти устройства содержат генератор электрических импульсов, пьезоэлектрический преобразователь, временной селектор, усилитель, линию задержки, пороговое устройство и преобразователь временного интервала в число импульсов, которое подсчитывается цифровым счетчиком. Линия задержки используется для компенсации временной задержки при прохождении зазора между пьезоэлектрическим преобразователем и контролируемым изделием. Известно также устройство для ультразвукового контроля толщины (Авт. св. СССР №1747894, кл. G01B17/02, 1992), содержащее высокочастотный генератор, к выходу которого через первый ключ подсоединен усилитель мощности и пьезоэлектрический преобразователь, последовательно соединенные высокочастотный избирательный усилитель с автоматической регулировкой усиления, детектор и фильтр нижних частот, формирователь импульсов, одновибратор, соединенный выходом с управляющим входом первого ключа, второй ключ и исполнительный узел. В состав устройства также входит первый фазовращатель, включенный между выходом высокочастотного генератора и первым ключом, второй фазовращатель, включенный между выходом высокочастотного генератора и вторым входом детектора, делитель частоты и синхронный детектор, вторым входом соединенный с выходом делителя частоты. Устройство позволяет измерять отклонения толщины контролируемого изделия без непосредственного контакта пьезоэлектрического преобразователя с его поверхностью. Однако изменение зазора между пьезоэлектрическим преобразователем и изделием требует повторный калибровки, что часто невозможно, например, при движении пьезоэлектрического преобразователя вдоль контролируемого изделия. При одностороннем зондировании изделия возникают большие погрешности из-за наложения отраженных импульсов на зондирующие. Задачей изобретения является создание такого ультразвукового бесконтактного способа и устройства для определения толщины, в которых введение новых операций по регулированию частоты следования зондирующих импульсов и новой расчетной формулы в способе, а также новых блоков в систему регулирования в устройстве, позволило бы обеспечить высокую точность определения толщины изделия при непостоянстве зазора между пьезоэлектрическим преобразователем и поверхностью изделия. Поставленная задача решается тем, что в ультразвуковом способе определения толщины, заключающийся в создании ультразвуковых импульсов, зондировании этими импульсами через разделительную среду контролируемого изделия, приеме отраженных импульсов, измерении интервала времени между двумя отраженными импульсам и расчете по формуле, согласно изобретению, в принятой последовательности импульсов подавляют зондирующие импульсы, формируют две последовательности электрических прямоугольных импульсов с длительностью импульсов в одной из них, равной интервалу времени между соседними отраженными импульсами, с длительностью между импульсов и в другой, равной разности периода повторения зондирующи х импульсов и длительностью интервала времени между соседними отраженными импульсами, сравнивают постоянные составляющие напряжений последовательностей прямоугольных импульсов, регулируют период повторения зондирующи х импульсов до достижения равенства сравниваемых напряжений, измеряют в момент равенства сравниваемых напряжений установившуюся частоту следования зондирующи х импульсов, а толщину h определяют из соотношения где c - скорость распространения ультразвуковых колебаний внутри контролируемого изделия; F установившаяся частота следования зондирующи х импульсов. Поставленная задача решается также тем, что в устройство, содержащее высокочастотный генератор, к выходу которого через первый ключ подключен усилитель мощности и пьезоэлектрический преобразователь, через второй ключ последовательно соединенные высокочастотный избирательный усилитель с автоматической регулировкой усиления, детектор и фильтр нижних частот, формирователь импульсов, одновибратор, соединенный выходом с управляющим входом первого ключа и исполнительный узел, согласно изобретению введены генератор импульсов регулируемой частоты, цифровой частотомер, дифференциальный усилитель и симметричный триггер, при этом счетный вход симметричного триггера соединен с выходом формирователя импульсов, вы ходы симметричного триггера соединены с входами дифференциального усилителя, выход которого через исполнительный узел соединен с управляющим входом генератора импульсов регулируемой частоты, соединенного выходом с цифровым частотомером и входом одновибратора, инверсный выход которого соединен с управляющим входом второго ключа, который включен между входом пьезоэлектрического преобразователя и входом высокочастотного избирательного усилителя. Благодаря введению операции подавления зондирующи х импульсов и формирования двух последовательностей прямоугольных импульсов с разной длительностью, осуществляется сравнение интервала времени между двумя отраженными импульсами и периода повторения зондирующи х импульсов. Изменение частоты следования зондирующи х импульсов позволяет установить такой период повторения зондирующи х импульсов, при котором интервал времени между соседними отраженными импульсами становится в два раза меньше этого периода. В результате можно измерить установившуюся частоту следования зондирующи х импульсов и по предложенному соотношению определить толщину зондирующего изделия независимо от величины зазора. Введение генератора импульсов регулируемой частоты, цифрового частотомера, дифференциального усилителя и симметричного триггера, счетный вход которого соединен с выходом формирователя импульсов, подключенного к выходу фильтра нижних частот, выходы триггера соединены со входами дифференциального усилителя, выход которого через исполнительный узел соединен с управляющим входом генератора импульсов, соединенного выходом с цифровым частотомером и входом одновибратора, инверсный вход которого соединен с управляющим входом второго ключа, который включен между входом пьезоэлектрического преобразователя и входом высокочастотного избирательного усилителя в устройство для ультразвукового бесконтактного контроля толщины, содержащее высокочастотный генератор, к выходу которого через первый ключ подключен усилитель мощности и пьезоэлектрический преобразователь, последовательно соединенные высокочастотный избирательный усилитель с автоматической регулировкой усиления, детектор и фильтр нижних частот, формирователь импульсов, одновибратор, соединенный выходом с управляющим входом первого ключа, второй ключ и исполнительный узел, позволяет обеспечить высокую точность определения толщины изделия вследствие возможности осуществления новых операций по регулированию частоты следования зондирующи х импульсов, позволяющих определить толщину изделия по зависимости от установившейся частоты следования зондирующи х импульсов. Функциональная схема устройства для ультразвукового контроля толщины представлена фиг.1, а на фи г.2 изображены эпюры импульсов и электрических напряжений в различных блоках схемы. Устройство содержит высокочастотный генератор 1, первый ключ 2, генератор 3 импульсов регулируемой частоты, одновибратор 4, усилитель мощности 5, пьезоэлектрический преобразователь 6, второй ключ 7, высокочастотный избирательный усилитель 8 с автоматической регулировкой усиления, детектор 9, фильтр нижних частот 10, формирователь импульсов 11, симметричный триггер 12, дифференциальный усилитель 13, исполнительный узел 14, цифровой частотомер 15. Контролируемое изделие обозначено позицией 16. Высокочастотный генератор 1 через ключ 2, который управляется импульсным генератором 3 через одновибратор 4, соединен с усилителем мощности 5, выходные импульсы которого возбуждают пьезоэлектрический преобразователь 6. Излучаемые импульсы зондируют контролируемый объект 16. Отраженные от стенок изделия импульсы попадают на пьезоэлектрический преобразователь 6. К выходу преобразователя 6 через ключ 7 подключены последовательно соединенные высокочастотный избирательный усилитель 8, детектор 9, фильтр нижних частот 10, формирователь импульсов 11 и симметричный триггер 12. Прямой и инверсный выходы триггера 12. соединены с входами дифференциального усилителя 13, к выходу которого через исполнительный узел подключен управляющий вход генератора импульсов 3. К выходу генератора 3 подключен цифровой частотомер 15, а инверсный выход одновибратора 4 соединен с управляющим входом ключа 7. Ультразвуковой бесконтактный способ определения толщины осуществляется следующим образом. Высокочастотные электрические колебания фиксированной частоты генератора 1 (фиг.1) поступают на ключ 2, который управляется импульсами генератора 3 с длительностью, задаваемой одновибратором 4. При замыкании ключа 2 на время, определяемое задержкой одновибратора 4, формируются радиоимпульсы, которые после усиления в усилителе мощности 5 преобразуются в ультразвуковые импульсы пьезоэлектрическим преобразователем 6, ультразвуковые импульсы с начальным периодом повторения Т (фиг.2,а) излучаются в направлении контролируемого изделия через разделительную среду и зондируют его импульсы, отраженные от стенок изделия 16, принимаются пьезоэлектрическим преобразователем 6 (фиг.2,б) и вновь преобразуются в электрические радиоимпульсы. Отраженные от внутренней стенки изделия зондирующие ультразвуковые импульсы задерживаются относительно излученных на время прохождения разделительной среды где l - расстояние до контролируемого изделия, c0 - скорость распространения ультразвуковых колебаний в разделительной среде. Зондирующие импульсы, проникшие в изделие и отраженные от наружной стенки, задерживаются на время где h - толщина изделия; c - скорость распространения ультразвуковых колебаний внутри изделия. Принятые импульсы, отраженные от двух стенок изделия, образуют вначале неравномерную последовательность импульсов (фиг.2,б), в которой временной интервал между соседними принятыми импульсами определяются разностью задержек (1) и (2) При этом период повторения пар отраженных импульсов определяется периодом повторения зондирующи х импульсов T = -1/F, где F начальное значение частоты генератора 3. Принятые и возбуждающие радиоимпульсы поступают на избирательный усилитель 8, настроенный на частоту генератора 1 и имеющий автоматическую регулировку усиления, через ключ 7. который управляется с инверсного выхода одновибратора 4. При противофазной работе ключей 2 и 7 на усилитель 8 проходят только отраженные от стенок изделия импульсы, т.к. в моменты излучения возбуждающих импульсов при замкнутом ключе 2 ключ 7 разомкнут. Радиоимпульсы, прошедшие через ключ 7, усиливаются высокочастотным избирательным усилителем 8 с автоматической регулировкой усиления и выпрямляются детектором 9. На выходе фильтра 10 нижних частот создаются видеоимпульсы, из которых формирователем 11 формируются короткие электрические импульсы, поступающие на счетный вход симметричного триггера 12. На одном выходе симметричного триггера 12 формируется последовательность однополярных прямоугольных импульсов, длительность которых равна временному интервалу между соседними электрическими импульсами (фиг.2,в) а период повторения равен T. Пауза между прямоугольными импульсами определяется выражением На другом инверсном выходе симметричного триггера 12 формируется также последовательность прямоугольных импульсов, длительность которых равна разности периода повторения электрических импульсов и длительности временного интервала между соседними электрическими импульсами (фиг.2,г) Противофазные последовательности прямоугольных импульсов (4), (5) и (6), (7) воздействуют на входы дифференциального усилителя 13. На выходе дифференциального усилителя 13 вследствие усиления разности импульсных напряжений формируется знакопеременная последовательность прямоугольных импульсов (фиг.2,д) с длительностями, равными соответственно длительностям импульсов (4) и (6). Постоянная составляющая прямоугольных импульсов одной полярности (фиг.2,д) а постоянная составляющая импульсов другой полярности прямоугольных где U0 - амплитуда прямоугольных импульсов. Сравнение постоянных составляющи х напряжений последовательностей прямоугольных импульсов (8) и (9) осуществляется в исполнительном узле 14, в качестве которого может быть использован электродвигатель или интегратор, который заряжается напряжением (8) и разряжается напряжением (9). Разность сравниваемых напряжений, которая накапливается на выходе исполнительного узла 14, изменяет частоту следования импульсов генератора 3, воздействуя на его управляющий вход. В процессе регулирования частоты следования импульсов изменяется и соотношение между временным интервалом принятых импульсов (3) и периодом повторения зондирующи х импульсов. Процесс автоматического регулирования частоты импульсного генератора 3 длится до тех пор, пока за счет изменения периода следования импульсов не установится равномерная последовательность отраженных от стенок изделия импульсов (фиг.2,е). При этом установившийся период повторения зондирующи х импульсов становится равным временному интервалу между двумя отраженными импульсами. Установление указанного соотношения между периодом повторения импульсов и временным интервалом соответствует достижению равенства сравниваемых напряжений Из равенства (10) с напряжений (8) и (9) следует учетом значений Из соотношения (11) определяют толщину где F2 - установившееся значение частоты следования импульсов генератора 3. Частоту следования импульсов измеряют цифровым частотомером 14. С учетом скорости распространения ультразвуковых колебаний внутри изделия и частоты следования ультразвуковых импульсов определяют по формуле (12) толщин у контролируемого изделия. Так, при измерении толщины стальной грубы в диапазоне от hmax = 20мм до hmin = 5мм и скорости распространения ультразвуковых колебаний внутри материала трубы c = 5900м/с частота следования импульсов меняется следующим образом Для регулирования частоты следования импульсов в случае изменения толщины изделий в широких пределах в качестве исполнительного узла целесообразно использовать электродвигатель. При контроле отклонений толщины-электрический интегратор. Устройство ультразвукового бесконтактного контроля толщины работает следующим образом. Вначале частоту генератора импульсов 3 устанавливают такой, чтобы период следования импульсов значительно превышал ожидаемое время прохождения ультразвуком толщины контролируемого изделия (T1 = 1/F1 ³ (5 - 10)h). Отраженные от изделия 16 ультразвуковые импульсы после преобразования в электрические усиливаются избирательным усилителем 8, настроенным на несущую частоту этих импульсов, которая задается высокочастотным генератором 1/5 - 10МГц). Автоматическая регулировка усиления обеспечивает постоянство амплитуды принятых импульсов при различном зазоре. Детектором 9 и фильтром нижних частот 10 формируются пары видеоимпульсов, следующие с частотой генератора 3. Формирователь импульсов настраивается по порогу срабатывания так, чтобы однополярные импульсы создавались только из первой пары отраженных импульсов, а последующие эхоимпульсы с существенно меньшей амплитудой в запуске симметричного триггера 12 не участвовали. Противофазные последователи прямоугольных импульсов симметричного триггера 12 вычитаются, а их разность усиливается дифференциальным усилителем 13. Исполнительный узел 14 (двигатель или интегратор) реагирует только на асимметрию прямоугольного знакопеременного напряжения, которое образуется на выходе дифференциального усилителя. При начальной частоте F напряжение на выходе дифференциального усилителя сильно асимметрично (h
ДивитисяДодаткова інформація
Автори англійськоюSkrypnyk Yurii Oleksiiovych, Loktionov Mykhailo Heorhiiovych
Автори російськоюСкрипник Юрий Алексеевич, Локтионов Михаил Георгиевич
МПК / Мітки
МПК: G01B 17/02
Мітки: спосіб, здійснення, ультразвуковий, пристрій, безконтактний, товщини, визначення
Код посилання
<a href="https://ua.patents.su/5-25435-ultrazvukovijj-bezkontaktnijj-sposib-viznachennya-tovshhini-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Ультразвуковий безконтактний спосіб визначення товщини та пристрій для його здійснення</a>
Спосіб вимірювання товщини ультразвуком та пристрій для його здійснення
Номер патенту: 20744
Опубліковано: 07.10.1997
Автори: Локтіонов Михайло Георгійович, Скрипник Юрій Олексійович, Бабак Віталій Павлович
МПК: G01B 17/02
Мітки: вимірювання, ультразвуком, здійснення, товщини, пристрій, спосіб
Формула / Реферат:
1. Способ измерения толщины ультразвуком, заключающийся в генерировании последовательности электрических импульсов, формировании из них длительных ультразвуковых импульсов, состоящих из 10-20 периодов колебаний несущей частоты, зондировании этими импульсами контролируемого объекта, приеме эхо-импульсов, преобразовании эхо-импульсов в электрические импульсы, изменениии частоты следования электрических импульсов, фиксации момента...
Спосіб дистанційного вимірювання вологості твердих матеріалів та пристрій для його здійснення
Номер патенту: 17937
Опубліковано: 03.06.1997
Автори: Скрипник Юрій Олексійович, Пятін Ілля Станіславович, Потапов Анатолій Олександрович
МПК: G01N 22/00
Мітки: вологості, твердих, матеріалів, вимірювання, пристрій, здійснення, дистанційного, спосіб
Формула / Реферат:
1. Способ дистанционного измерения влажности твердых материалов, основанный на генерировании исходной последовательности коротких видеоимпульсов, зондировании импульсами влажного материала, приеме отраженных от поверхностей материала импульсов, измерении временного интервала между принятыми импульсами и определение влажности по зависимости времени распространения импульсов внутри материала от количества имеющейся воды, отличающийся тем, что...
Спосіб визначення частотноі характеристики об’єкта, який випробовується та пристрій для його здійснення
Номер патенту: 12002
Опубліковано: 25.12.1996
Автори: Райхман Семен Рафаілович, Кунцевич Всеволод Михайлович, Абрамович Станіслав Володимирович, Клімантов Володимир Артемович
МПК: G01M 7/00
Мітки: визначення, випробовується, здійснення, частотноі, характеристики, спосіб, пристрій, об'єкта
Формула / Реферат:
І. Способ определения частотной характеристики испытуемого объекта, по которому возбуждают колебания объекта воздействием на него гармоническим сигналом с постоянной амплитудой и переменной частотой, регистрируют параметр колебаний п частоту возбуждения, измеряют приращение этого параметра при изменении частоты и управляют скоростью изменения частоты возбуждения, отличающийся тем, что, с целью повышения точности и сокращения времени...
Спосіб визначення коефіцієнта демпфірування і пристрій для його здійснення
Номер патенту: 5877
Опубліковано: 29.12.1994
Автори: Божко Олександр Євгенович, Федоров Олександр Іванович, Шпачук Володимир Петрович
Мітки: демпфірування, спосіб, коефіцієнта, визначення, здійснення, пристрій
Формула / Реферат:
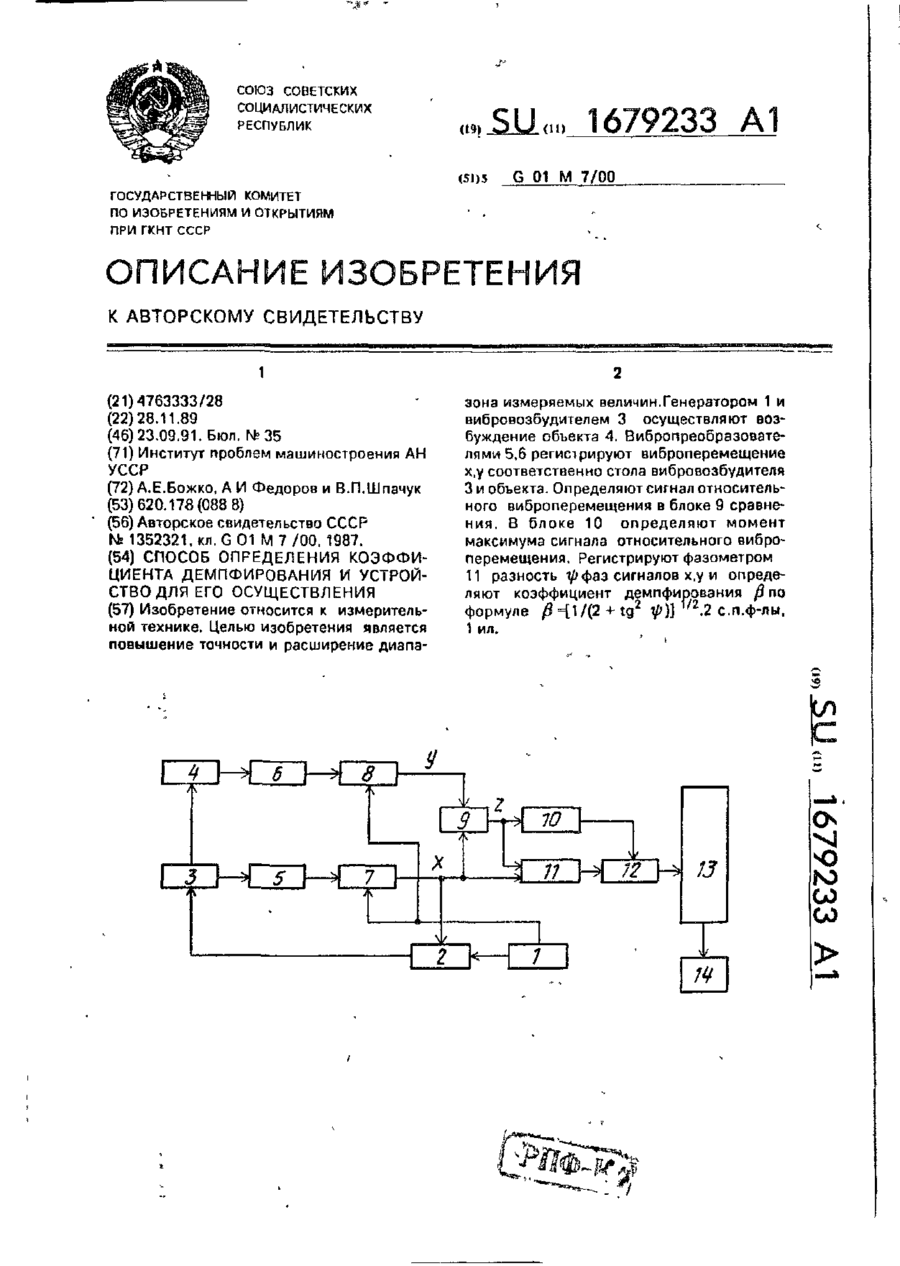
1. Способ определения коэффициента демпфирования объекта, заключающийся в том, что возбуждают вынужденные колебания механического объекта, закрепленного на столе вибровозбудителя в диапазоне частот прирезонансной области при постоянном уровне виброперемещений стола, регистрируют сигналы х, у, пропорциональные виброперемещениям соответственно стола вибро возбудителя и механического объекта, и определя ют коэффициент демпфирования,...
Спосіб визначення витрати рідин і газів та пристрій для його здійснення
Номер патенту: 13792
Опубліковано: 25.04.1997
Автори: Розкін Сергій Михайлович, Малежик Петро Іванович, Скрипник Юрій Олексійович
Мітки: визначення, рідин, спосіб, газів, здійснення, витрати, пристрій
Формула / Реферат:
1. Способ определения расхода жидкостей и газов, включающий преобразование высокочастотных электрических колебаний в ультразвуковые колебания, излучение ультразвуковых колебаний в контролируемый поток под углом в направлении его движения, преобразование принятых ультразвуковых колебаний в электрические, измерение фазового сдвига принятых колебаний по отношению к излученным, изменение направления распространения ультразвуковых колебаний...
Попередній патент: Штамп для відрізання прокату
Наступний патент: Пристрій кондиціювання повітря
Випадковий патент: Спосіб одержання заліза прямим відновленням та пристрій для його здійснення