Спосіб зміцнювально-чистової обробки деталей
Номер патенту: 51394
Опубліковано: 15.08.2006
Автори: Завалій Олександр Борисович, Аратскій Павєл Борісовіч, Лоскутов Денис Володимирович, Дідик Ростислав Петрович
Формула / Реферат
Спосіб витягнення лінійних та суперспіральних молекул ДНК, що включає створення амі-нослюди з низькою поверхневою щільністю протонованих аміногруп для наступної іммобілізації лінійних та суперспіральних молекул ДНК, який відрізняється тим, що використовують іммобілізацію молекул ДНК на поверхню амінослюди, обробленій в газовій фазі недистильованим 3-амінопропілтриетоксисиланом, за наведеним протоколом, а саме за експозиції краплі розчину ДНК протягом двох хвилин з наступним промиванням поверхні слюди ультрачистою водою об'ємом 1мл за допомогою дозатора, витримуючи кут між поверхнею слюди та віссю дозатора у 45°, обдуванням потоком аргону та висушуванням за тиску 30мм.рт.ст. протягом 20 хвилин.
Текст
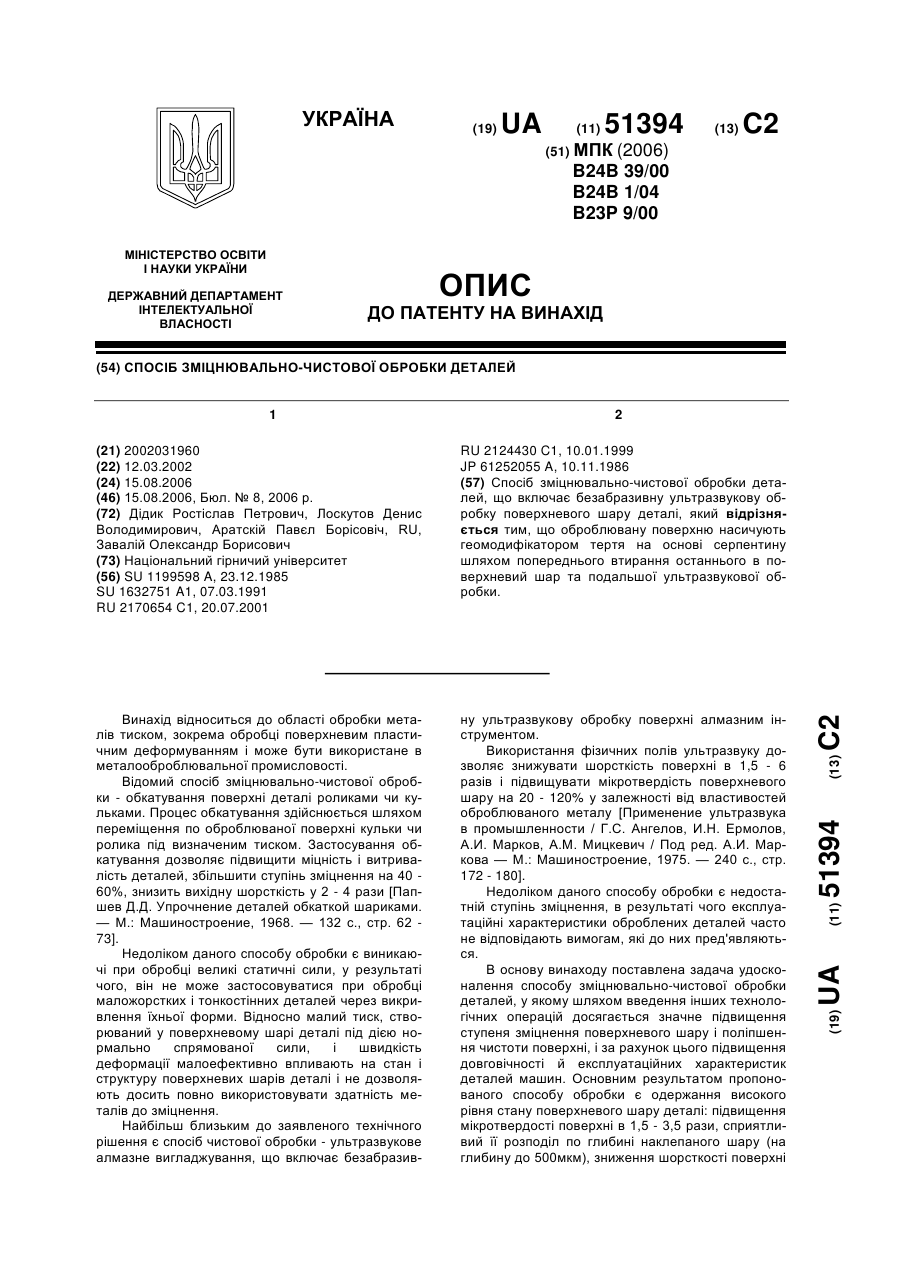
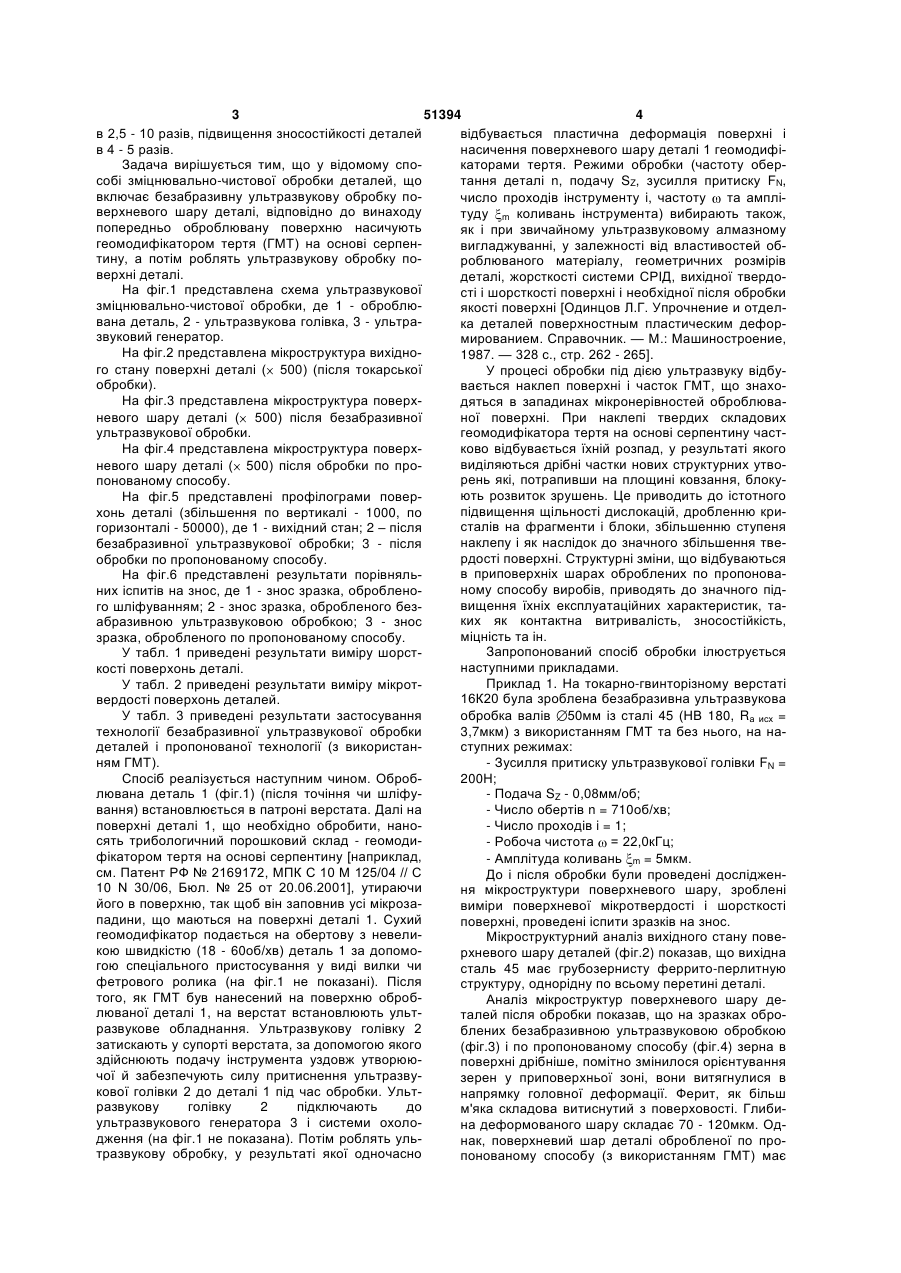
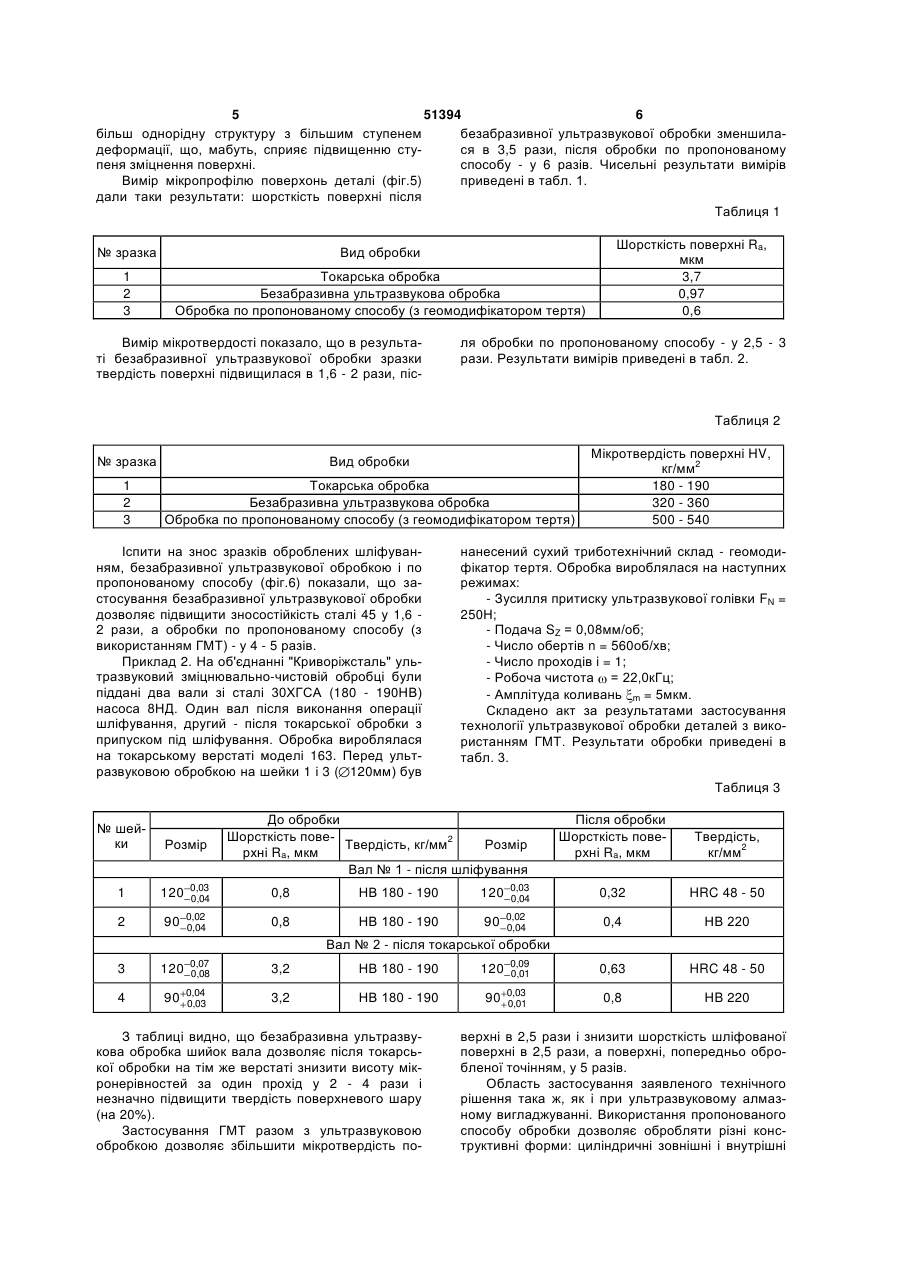
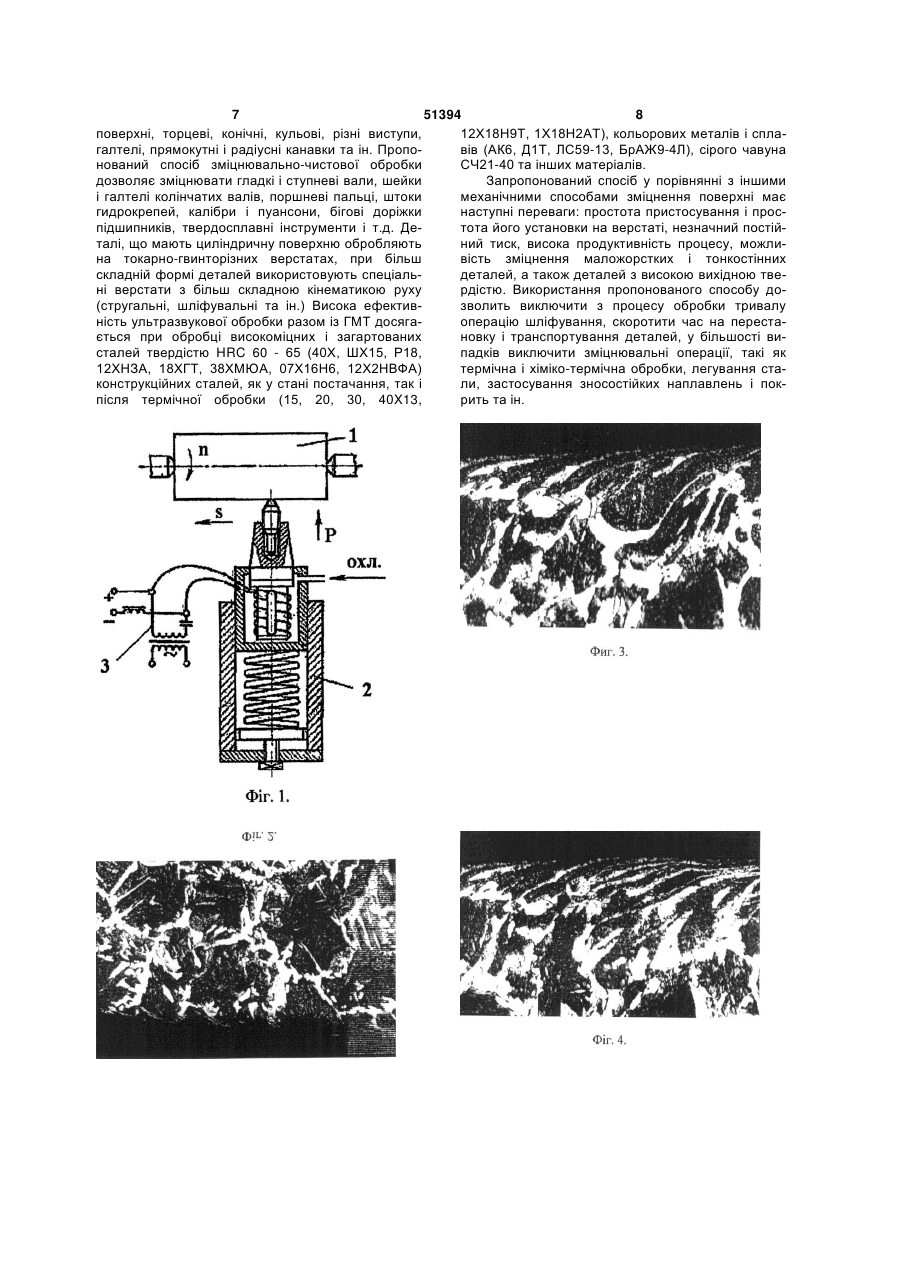
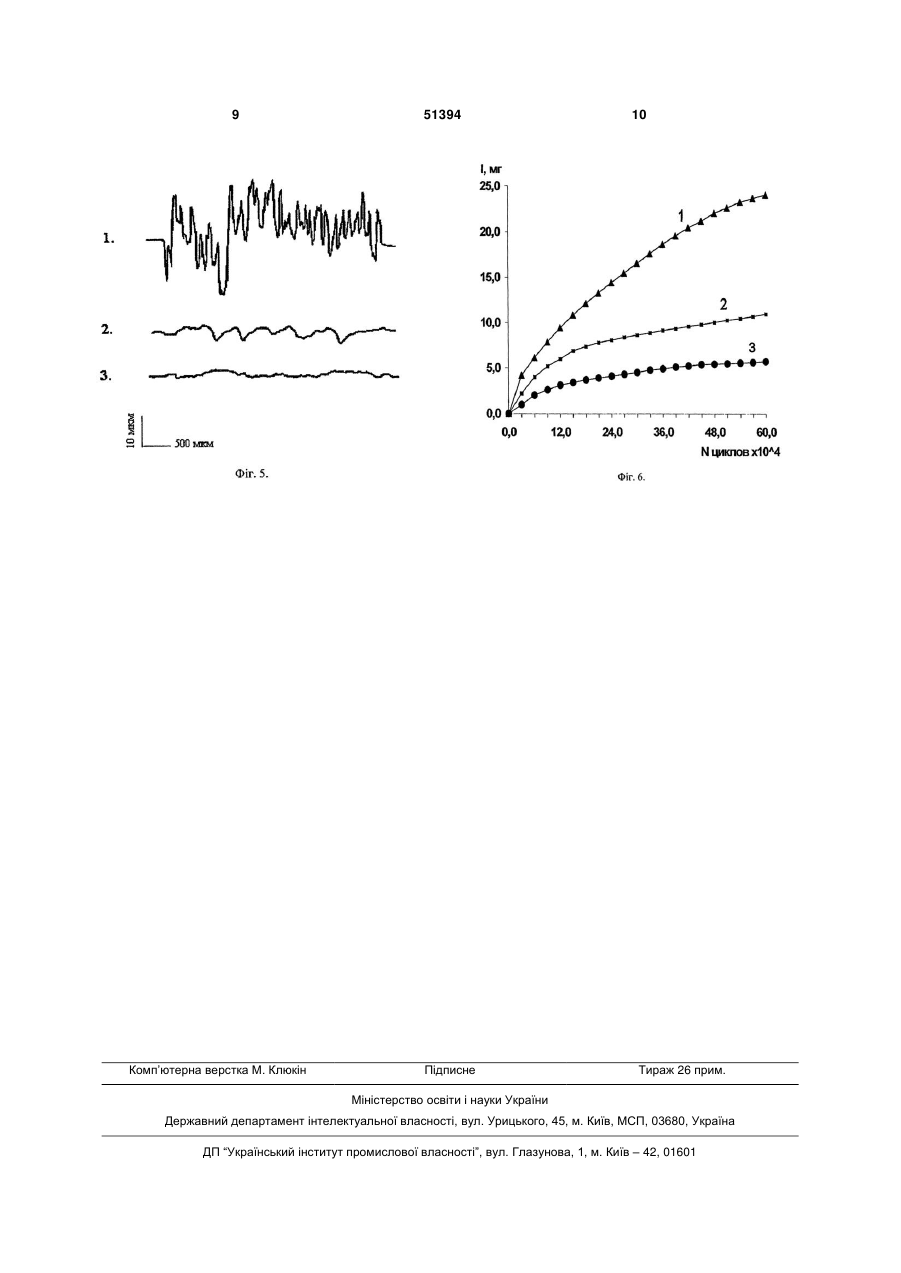
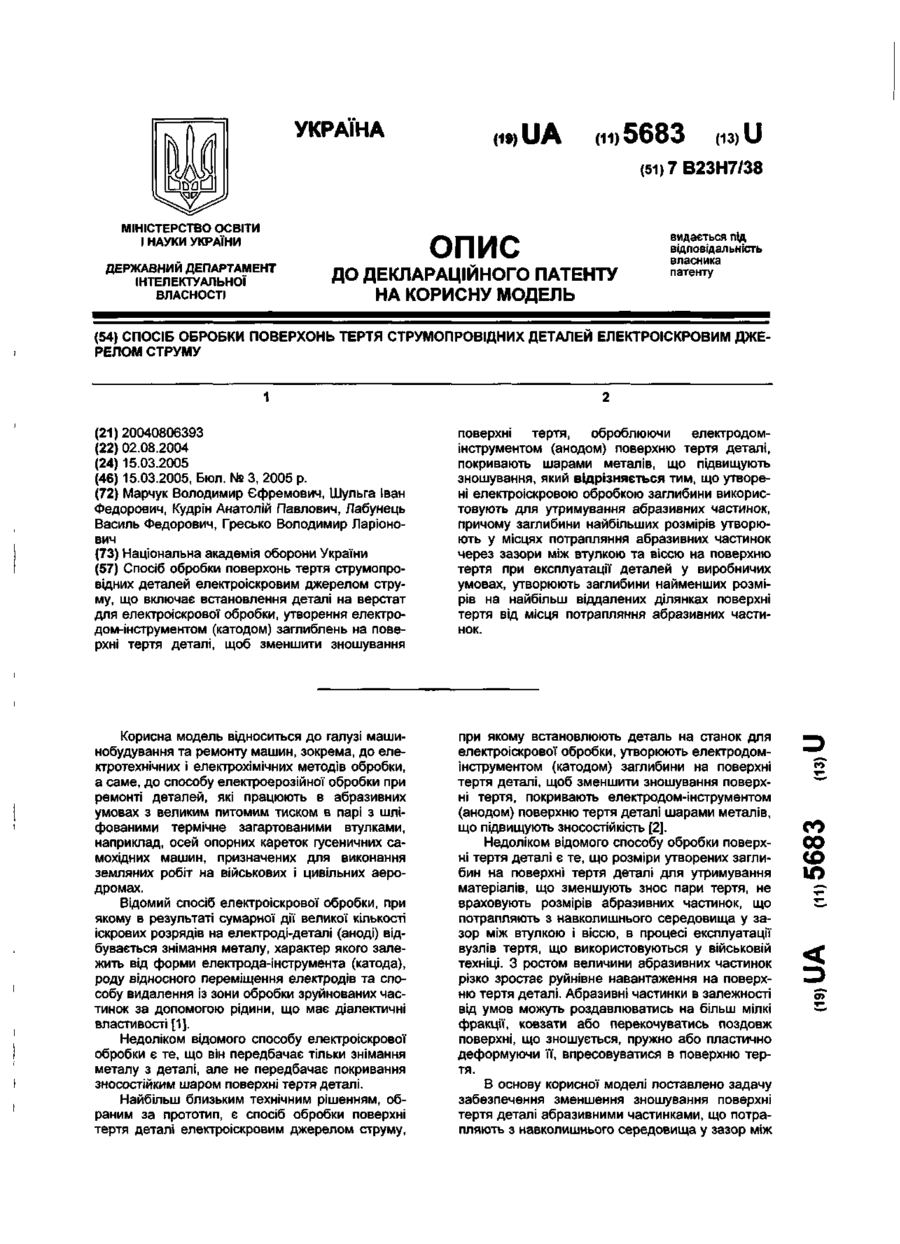
Спосіб зміцнювально-чистової обробки деталей, що включає безабразивну ультразвукову обробку поверхневого шару деталі, який відрізняється тим, що оброблювану поверхню насичують геомодифікатором тертя на основі серпентину шляхом попереднього втирання останнього в поверхневий шар та подальшої ультразвукової обробки. (19) (21) 2002031960 (22) 12.03.2002 (24) 15.08.2006 (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Дідик Ростіслав Петрович, Лоскутов Денис Володимирович, Аратскій Павєл Борісовіч, RU, Завалій Олександр Борисович (73) Національний гірничий університет (56) SU 1199598 A, 23.12.1985 SU 1632751 A1, 07.03.1991 RU 2170654 C1, 20.07.2001 3 51394 4 в 2,5 - 10 разів, підвищення зносостійкості деталей відбувається пластична деформація поверхні і в 4 - 5 разів. насичення поверхневого шару деталі 1 геомодифіЗадача вирішується тим, що у відомому спокаторами тертя. Режими обробки (частоту оберсобі зміцнювально-чистової обробки деталей, що тання деталі n, подачу SZ, зусилля притиску FN, включає безабразивну ультразвукову обробку почисло проходів інструменту i, частоту та ампліверхневого шару деталі, відповідно до винаходу туду m коливань інструмента) вибирають також, попередньо оброблювану поверхню насичують як і при звичайному ультразвуковому алмазному геомодифікатором тертя (ГМТ) на основі серпенвигладжуванні, у залежності від властивостей обтину, а потім роблять ультразвукову обробку пороблюваного матеріалу, геометричних розмірів верхні деталі. деталі, жорсткості системи СРІД, вихідної твердоНа фіг.1 представлена схема ультразвукової сті і шорсткості поверхні і необхідної після обробки зміцнювально-чистової обробки, де 1 - оброблюякості поверхні [Одинцов Л.Г. Упрочнение и отделвана деталь, 2 - ультразвукова голівка, 3 - ультрака деталей поверхностным пластическим дефорзвуковий генератор. мированием. Справочник. — М.: Машиностроение, На фіг.2 представлена мікроструктура вихідно1987. — 328 с., стр. 262 - 265]. го стану поверхні деталі ( 500) (після токарської У процесі обробки під дією ультразвуку відбуобробки). вається наклеп поверхні і часток ГМТ, що знахоНа фіг.3 представлена мікроструктура поверхдяться в западинах мікронерівностей оброблюваневого шару деталі ( 500) після безабразивної ної поверхні. При наклепі твердих складових ультразвукової обробки. геомодифікатора тертя на основі серпентину частНа фіг.4 представлена мікроструктура поверхково відбувається їхній розпад, у результаті якого виділяються дрібні частки нових структурних утвоневого шару деталі ( 500) після обробки по прорень які, потрапивши на площині ковзання, блокупонованому способу. ють розвиток зрушень. Це приводить до істотного На фіг.5 представлені профілограми поверпідвищення щільності дислокацій, дробленню крихонь деталі (збільшення по вертикалі - 1000, по сталів на фрагменти і блоки, збільшенню ступеня горизонталі - 50000), де 1 - вихідний стан; 2 – після наклепу і як наслідок до значного збільшення твебезабразивної ультразвукової обробки; 3 - після рдості поверхні. Структурні зміни, що відбуваються обробки по пропонованому способу. в приповерхніх шарах оброблених по пропоноваНа фіг.6 представлені результати порівняльному способу виробів, приводять до значного підних іспитів на знос, де 1 - знос зразка, обробленовищення їхніх експлуатаційних характеристик, таго шліфуванням; 2 - знос зразка, обробленого безких як контактна витривалість, зносостійкість, абразивною ультразвуковою обробкою; 3 - знос міцність та ін. зразка, обробленого по пропонованому способу. Запропонований спосіб обробки ілюструється У табл. 1 приведені результати виміру шорстнаступними прикладами. кості поверхонь деталі. Приклад 1. На токарно-гвинторізному верстаті У табл. 2 приведені результати виміру мікрот16К20 була зроблена безабразивна ультразвукова вердості поверхонь деталей. У табл. 3 приведені результати застосування обробка валів 50мм із сталі 45 (НВ 180, Rа исх = технології безабразивної ультразвукової обробки 3,7мкм) з використанням ГМТ та без нього, на надеталей і пропонованої технології (з використанступних режимах: ням ГМТ). - Зусилля притиску ультразвукової голівки FN = Спосіб реалізується наступним чином. Оброб200Η; лювана деталь 1 (фіг.1) (після точіння чи шліфу- Подача SZ - 0,08мм/об; вання) встановлюється в патроні верстата. Далі на - Число обертів n = 710об/хв; поверхні деталі 1, що необхідно обробити, нано- Число проходів i = 1; сять трибологичний порошковий склад - геомоди- Робоча чистота = 22,0кГц; фікатором тертя на основі серпентину [наприклад, - Амплітуда коливань m = 5мкм. см. Патент РФ № 2169172, МПК С 10 Μ 125/04 // С До і після обробки були проведені досліджен10 Ν 30/06, Бюл. № 25 от 20.06.2001], утираючи ня мікроструктури поверхневого шару, зроблені його в поверхню, так щоб він заповнив усі мікрозавиміри поверхневої мікротвердості і шорсткості падини, що маються на поверхні деталі 1. Сухий поверхні, проведені іспити зразків на знос. геомодифікатор подається на обертову з невелиМікроструктурний аналіз вихідного стану повекою швидкістю (18 - 60об/хв) деталь 1 за допоморхневого шару деталей (фіг.2) показав, що вихідна гою спеціального пристосування у виді вилки чи сталь 45 має грубозернисту феррито-перлитную фетрового ролика (на фіг.1 не показані). Після структуру, однорідну по всьому перетині деталі. того, як ГМТ був нанесений на поверхню обробАналіз мікроструктур поверхневого шару делюваної деталі 1, на верстат встановлюють ультталей після обробки показав, що на зразках оброразвукове обладнання. Ультразвукову голівку 2 блених безабразивною ультразвуковою обробкою затискають у супорті верстата, за допомогою якого (фіг.3) і по пропонованому способу (фіг.4) зерна в здійснюють подачу інструмента уздовж утворююповерхні дрібніше, помітно змінилося орієнтування чої й забезпечують силу притиснення ультразвузерен у приповерхньої зоні, вони витягнулися в кової голівки 2 до деталі 1 під час обробки. Ультнапрямку головної деформації. Ферит, як більш развукову голівку 2 підключають до м'яка складова витиснутий з поверховості. Глибиультразвукового генератора 3 і системи охолона деформованого шару складає 70 - 120мкм. Оддження (на фіг.1 не показана). Потім роблять ульнак, поверхневий шар деталі обробленої по протразвукову обробку, у результаті якої одночасно понованому способу (з використанням ГМТ) має 5 51394 6 більш однорідну структуру з більшим ступенем безабразивної ультразвукової обробки зменшиладеформації, що, мабуть, сприяє підвищенню стуся в 3,5 рази, після обробки по пропонованому пеня зміцнення поверхні. способу - у 6 разів. Чисельні результати вимірів Вимір мікропрофілю поверхонь деталі (фіг.5) приведені в табл. 1. дали таки результати: шорсткість поверхні після Таблиця 1 № зразка Вид обробки 1 2 3 Токарська обробка Безабразивна ультразвукова обробка Обробка по пропонованому способу (з геомодифікатором тертя) Вимір мікротвердості показало, що в результаті безабразивної ультразвукової обробки зразки твердість поверхні підвищилася в 1,6 - 2 рази, піс Шорсткість поверхні Ra, мкм 3,7 0,97 0,6 ля обробки по пропонованому способу - у 2,5 - 3 рази. Результати вимірів приведені в табл. 2. Таблиця 2 № зразка Вид обробки 1 2 3 Токарська обробка Безабразивна ультразвукова обробка Обробка по пропонованому способу (з геомодифікатором тертя) Іспити на знос зразків оброблених шліфуванням, безабразивної ультразвукової обробкою і по пропонованому способу (фіг.6) показали, що застосування безабразивної ультразвукової обробки дозволяє підвищити зносостійкість сталі 45 у 1,6 2 рази, а обробки по пропонованому способу (з використанням ГМТ) - у 4 - 5 разів. Приклад 2. На об'єднанні "Криворіжсталь" ультразвуковий зміцнювально-чистовій обробці були піддані два вали зі сталі 30ХГСА (180 - 190НВ) насоса 8НД. Один вал після виконання операції шліфування, другий - після токарської обробки з припуском під шліфування. Обробка вироблялася на токарському верстаті моделі 163. Перед ультразвуковою обробкою на шейки 1 і 3 ( 120мм) був Мікротвердість поверхні HV, кг/мм2 180 - 190 320 - 360 500 - 540 нанесений сухий триботехнічний склад - геомодифікатор тертя. Обробка вироблялася на наступних режимах: - Зусилля притиску ультразвукової голівки FN = 250Η; - Подача SZ = 0,08мм/об; - Число обертів n = 560об/хв; - Число проходів i = 1; - Робоча чистота = 22,0кГц; - Амплітуда коливань m = 5мкм. Складено акт за результатами застосування технології ультразвукової обробки деталей з використанням ГМТ. Результати обробки приведені в табл. 3. Таблиця 3 № шейки Розмір 1 120 2 90 3 120 4 90 0,03 0,04 0,02 0,04 До обробки Шорсткість повеТвердість, кг/мм2 Розмір рхні Ra, мкм Вал № 1 - після шліфування 0,8 НВ 180 - 190 120 0,8 НВ 180 - 190 90 0,03 0,04 0,02 0,04 Після обробки Шорсткість поверхні Ra, мкм Твердість, кг/мм2 0,32 HRC 48 - 50 0,4 НВ 220 0,63 HRC 48 - 50 0,8 HB 220 Вал № 2 - після токарської обробки 0,07 0,08 0,04 0,03 3,2 НВ 180 - 190 120 3,2 НВ 180 - 190 90 З таблиці видно, що безабразивна ультразвукова обробка шийок вала дозволяє після токарської обробки на тім же верстаті знизити висоту мікронерівностей за один прохід у 2 - 4 рази і незначно підвищити твердість поверхневого шару (на 20%). Застосування ГМТ разом з ультразвуковою обробкою дозволяє збільшити мікротвердість по 0,09 0,01 0,03 0,01 верхні в 2,5 рази і знизити шорсткість шліфованої поверхні в 2,5 рази, а поверхні, попередньо обробленої точінням, у 5 разів. Область застосування заявленого технічного рішення така ж, як і при ультразвуковому алмазному вигладжуванні. Використання пропонованого способу обробки дозволяє обробляти різні конструктивні форми: циліндричні зовнішні і внутрішні 7 51394 8 поверхні, торцеві, конічні, кульові, різні виступи, 12Х18Н9Т, 1Х18Н2АТ), кольорових металів і сплагалтелі, прямокутні і радіусні канавки та ін. Проповів (АК6, Д1Т, ЛС59-13, БрАЖ9-4Л), сірого чавуна нований спосіб зміцнювально-чистової обробки СЧ21-40 та інших матеріалів. дозволяє зміцнювати гладкі і ступневі вали, шейки Запропонований спосіб у порівнянні з іншими і галтелі колінчатих валів, поршневі пальці, штоки механічними способами зміцнення поверхні має гидрокрепей, калібри і пуансони, бігові доріжки наступні переваги: простота пристосування і проспідшипників, твердосплавні інструменти і т.д. Детота його установки на верстаті, незначний постійталі, що мають циліндричну поверхню обробляють ний тиск, висока продуктивність процесу, можлина токарно-гвинторізних верстатах, при більш вість зміцнення маложорстких і тонкостінних складній формі деталей використовують спеціальдеталей, а також деталей з високою вихідною твені верстати з більш складною кінематикою руху рдістю. Використання пропонованого способу до(стругальні, шліфувальні та ін.) Висока ефективзволить виключити з процесу обробки тривалу ність ультразвукової обробки разом із ГМТ досягаоперацію шліфування, скоротити час на перестається при обробці високоміцних і загартованих новку і транспортування деталей, у більшості висталей твердістю HRC 60 - 65 (40Х, ШХ15, Р18, падків виключити зміцнювальні операції, такі як 12ХНЗА, 18ХГТ, 38ХМЮА, 07Х16Н6, 12Х2НВФА) термічна і хіміко-термічна обробки, легування стаконструкційних сталей, як у стані постачання, так і ли, застосування зносостійких наплавлень і покпісля термічної обробки (15, 20, 30, 40X13, рить та ін. 9 Комп’ютерна верстка М. Клюкін 51394 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of strengthening-finishing treatment of details
Автори англійськоюDidyk Rostislav Petrovych
Назва патенту російськоюСпособ упрочняюще-чистовой обработки деталей
Автори російськоюДидык Ростислав Петрович
МПК / Мітки
МПК: B24B 39/00, B23P 9/00, B24B 1/04
Мітки: деталей, спосіб, зміцнювально-чистової, обробки
Код посилання
<a href="https://ua.patents.su/5-51394-sposib-zmicnyuvalno-chistovo-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнювально-чистової обробки деталей</a>
Оправка для чистової обробки деталей

Номер патенту: 11442
Опубліковано: 15.12.2005
Автори: Дарда Юрій Антонович, Білий Микола Павлович, Ковтуненко Володимир Євгенійович, Бабенко Михайло Антонович, Петрусенко Леонід Олександрович
МПК: B23Q 3/00, B23B 31/00
Мітки: оправка, обробки, деталей, чистової
Формула / Реферат:
Оправка для чистової обробки деталей, що містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної цанги, яка відрізняється тим, що корпус виконаний суцільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по спряженій поверхні складає не менш ніж 80 %.
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Лабунець Василь Федорович, Кудрін Анатолій Павлович, Марчук Володимир Єфремович, Гресько Володимир Ларіонович, Шульга Іван Федорович
МПК: B23H 7/00
Мітки: спосіб, джерелом, обробки, поверхонь, струму, струмопровідних, тертя, деталей, електроіскровим
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович, Ляшенко Борис Артемович, Гресько Володимир Ларіонович, Лабунець Василь Федорович
Мітки: деталей, електроіскрової, спосіб, тертя, поверхонь, струмопровідних, обробки
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб віброхімічної вирівнюючої обробки деталей
Номер патенту: 39685
Опубліковано: 15.06.2001
Автори: Перов Дмитро Леонідович, Лубенська Людмила Михайлівна, Власов Володимир Олександрович
МПК: B24B 31/06
Мітки: вирівнюючої, спосіб, деталей, обробки, віброхімічної
Формула / Реферат:
Спосіб віброхімічної вирівнюючої обробки деталей, при якому деталі обробляють у вібруючому резервуарі, який заповнений абразивними робочими тілами та хімічно активним розчином, який відрізняється тим, що поверхню деталей заздалегідь покривають тонким (0.5 - 5 мкм) шаром гальванічного покриття, пасивного до хімічно- активного розчину.
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами
Номер патенту: 5681
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Рудковський Анатолій Віталійович, Лабунець Василь Федорович, Кравець Василь Васильович, Шульга Іван Федорович, Ляшенко Борис Артемович
МПК: C23C 12/00, B23H 7/00, B23H 9/00
Мітки: електродами, спосіб, графітовими, електроіскрової, обробки, деталей, поверхонь, струмопровідних
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами, при якому анодом є графітовий електрод, а катодом - деталь, який відрізняється тим, що перед зміцненням поверхонь деталей електроіскровою обробкою додатково змащують поверхню деталі мастилом, яке служить оточуючим поверхню деталі середовищем для зниження залишкових структурних напружень металу і підвищення зносостійкості легованого шару деталі.
Попередній патент: Спосіб та пристрій (варіанти) для шифрування передачі в комунікаційній системі
Наступний патент: Спосіб зниження чутливості сипких водонаповнених вибухових речовин до механічних впливів
Випадковий патент: Спосіб підсилення залізобетонних фундаментів