Оправка для чистової обробки деталей
Номер патенту: 11442
Опубліковано: 15.12.2005
Автори: Бабенко Михайло Антонович, Петрусенко Леонід Олександрович, Білий Микола Павлович, Дарда Юрій Антонович, Ковтуненко Володимир Євгенійович

Формула / Реферат
Оправка для чистової обробки деталей, що містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної цанги, яка відрізняється тим, що корпус виконаний суцільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по спряженій поверхні складає не менш ніж 80 %.
Текст
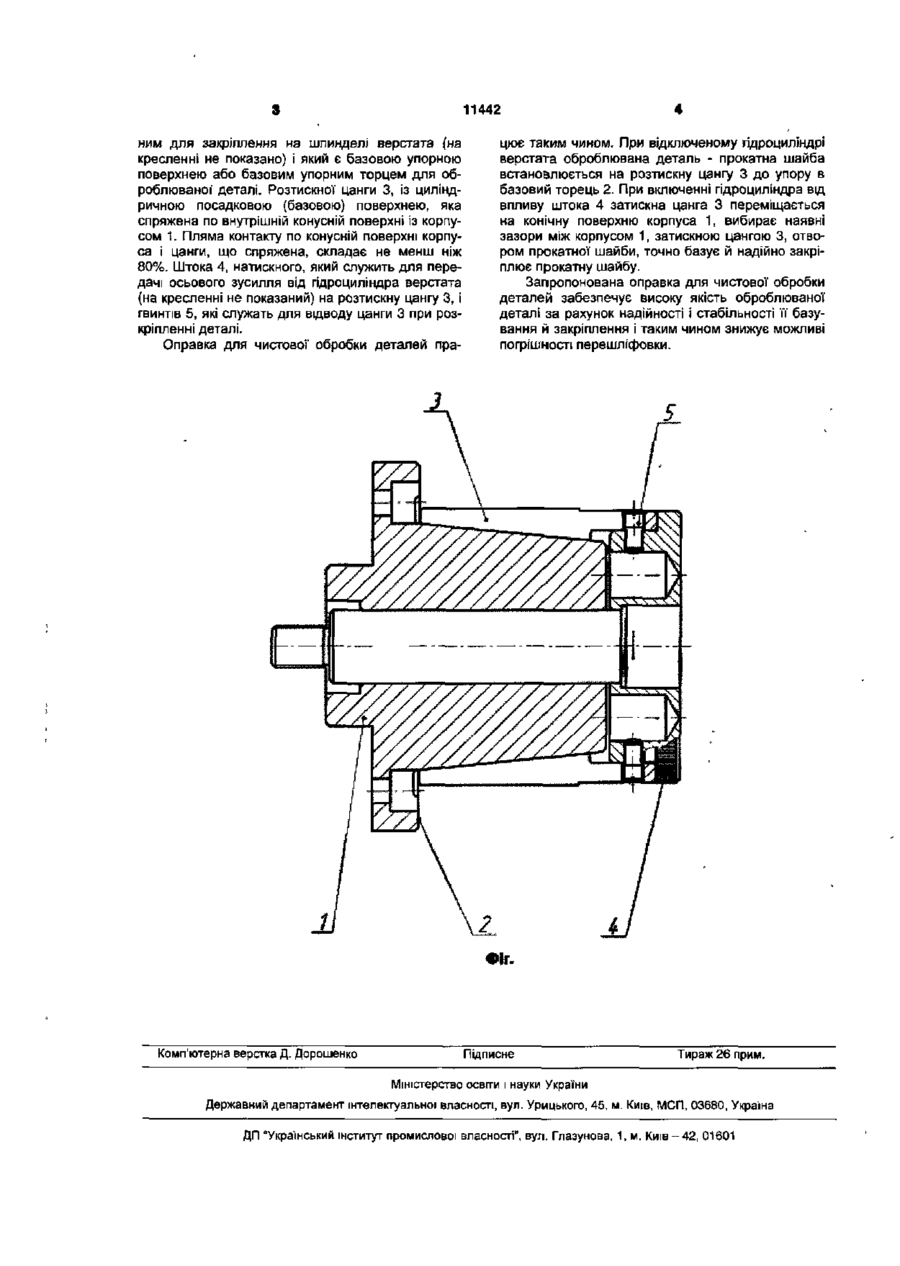
Оправка для чистової обробки деталей, що містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної* цанги, яка відрізняється тим, що корпус виконаний суцільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по спряженій поверхні складає не менш ніж 80 %. Корисна модель належить до машинобудування, зокрема до пристроїв для чистової обробки деталей, і може бути застосована для базування деталей на шліфувальних верстатах, а саме на спеціалізованих кругло шліфувальних верстатах із ЧПУ фірми «Herkules», де потрібне точне базування прокатної шайби при закріпленні її в шпинделі верстата. Відома оправка для чистової обробки деталей, яка описана у патенті Російської Федерації №.2119409, В23 В31/40, опубл. 27.09.1998 p. Оправка містить корпус, який складається зі ступінчастого валика і упорного жорстко закріпленого фланця, затискний механізм, що включає в себе розтискну цангу, конусну втулку із конічною ділянкою на зовнішній поверхні, затискну втулку, сферичну шайбу, гайку затискну і гайку додаткову. Дана оправка є оправкою з ручним затискачем і призначена для установки І закріплення деталі із циліндричним базовим отвором. До недоліків відомої оправки можна віднести наявність кінематичної послідовності досить великої кількості деталей, що беруть участь у базуванні й закріпленні оброблюваних деталей. Ця обставина виключає можливість точного базування, тому що на точність оправки впливає сума можливих погрішностей виготовлення деталей що у неї входять. В основу справжнього технічного рішення поставлена задача вдосконалення оправки для чистової обробки деталей шляхом зменшення кілько сті складових її елементів, які беруть участь у базуванні і закріпленні оброблюваної деталі, що дозволяє підвищити точність виготовлення і якість оброблюваної деталі за рахунок надійності й стабільності її базування і закріплення. Поставлена задача вирішується за рахунок того, що в оправці для чистової обробки деталей, яка містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної цанги, відповідно до корисної моделі корпус виконаний цільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по поверхні, що, спряжена складає не менш ніж 80 відсотків У пристрої що заявляється, базування і закріплення забезпечується мінімальною КІЛЬКІСТЮ деталей: на корпусі розтискною конічною цангою, пляма контакту якої по конічній поверхні, що спряжена, не менш ніж 80%. Для підвищення точності зовнішня циліндрична поверхня цанги на фінішних операціях її виготовлення шліфується в остаточний розмір разом з корпусом на шліфувальному верстаті, на якому надалі буде експлуатуватися пристрій що заявляється. Суть запропонованого технічного рішення пояснюється кресленням, на якому зображена схема оправки для чистової обробки деталей, загальний вигляд. Оправка складається із корпуса 1, виконаного цільним у вигляді конуса із фланцем 2, призначе см з 11442 ним для закріплення на шпинделі верстата {на кресленні не показано) і який є базовою упорною поверхнею або базовим упорним торцем для оброблюваної' деталі. Розтискної цанги 3, із циліндричною посадковою (базовою) поверхнею, яка спряжена по внутрішній конусній поверхні із корпусом 1. Пляма контакту по конусній поверхні корпуса і цанги, що спряжена, складає не менш ніж 80%. Штока 4, натискного, який служить для передачі осьового зусилля від гідроциліндра верстата {на кресленні не показаний) на розтискну цангу 3, і гвинтів 5, які служать для відводу цанги 3 при розкріпленні деталі. Оправка для чистової обробки деталей пра Комп'ютерна верстка Д. Дорошенко цює таким чином. При відключеному пдроциліндрі верстата оброблювана деталь - прокатна шайба встановлюється на розтискну цангу 3 до упору в базовий торець 2. При включенні гідроциліндра від впливу штока 4 затискна цанга 3 переміщається на конічну поверхню корпуса 1, вибирає наявні зазори між корпусом 1, затискною цангою 3, отвором прокатної шайби, точно базує й надійно закріплює прокатну шайбу. Запропонована оправка для чистової обробки деталей забезпечує високу якість оброблюваної деталі за рахунок надійності і стабільності її базування й закріплення і таким чином знижує можливі погрішності перешліфовки. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMount for finish working of details
Автори англійськоюDarda Yurii Antonovych, Petrusenko Leonid Oleksandrovych, Babenko Mykhailo Antonovych, Bylyii Mykola Pavlovich
Назва патенту російськоюОправка для чистовой обработки деталей
Автори російськоюДарда Юрий Антонович, Петрусенко Леонид Александрович, Бабенко Михаил Антонович, Билый Николай Павлович
МПК / Мітки
МПК: B23Q 3/00, B23B 31/00
Мітки: оправка, деталей, обробки, чистової
Код посилання
<a href="https://ua.patents.su/2-11442-opravka-dlya-chistovo-obrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Оправка для чистової обробки деталей</a>
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс
Номер патенту: 37803
Опубліковано: 15.05.2001
Автор: Горецький Геннадій Володимирович
МПК: B23F 19/00
Мітки: коліс, чистової, пристрій, зубчастих, циліндричних, обробки, зубів, профілів
Формула / Реферат:
Пристрій для чистової обробки профілів зубів циліндричних зубчастих коліс до токарно-гвинторізного верстата в умовах вільного обкату шевером, який має кронштейн, на якому розміщено супорт з кареткою, що складається з двох частин, одна з котрих із копірами встановлена на супорті, а друга виконана у вигляді повзуна з шарнірно закріпленою на ньому траверсою, який відрізняється тим, що супорт установлений із можливістю повороту щодо кронштейна з...
Оправка до шліфувальної головки
Номер патенту: 34898
Опубліковано: 15.03.2001
Автор: Фейдер Леонід Давидович
МПК: B24B 19/02
Мітки: оправка, головки, шліфувальної
Формула / Реферат:
1. Оправка до шліфувальної головки, яка містить вал і шліфувальний круг, який сполучений з валом, яка відрізняється тим, що вона обладнана корпусом з фланцем, при цьому частина корпуса, що виступає, виконана різнотовщинною і з фігурним пазом, а вал виконаний з перемінним діаметром і має ділянку діаметром 1-1,5 мм, яка розташована в зоні фігурного паза корпуса.2. Оправка по п. 1, яка відрізняється тим, що частина корпуса, що виступає,...
Спосіб чистової обробки зубчастих коліс методом обкату черв’ячною фрезою “победа”
Номер патенту: 53967
Опубліковано: 17.02.2003
Автори: Неженець Євген Іванович, Колесник Володимир Федорович, Шаповалов Віктор Федорович, Давиденко Юрій Миколайович
МПК: B23F 5/00
Мітки: спосіб, чистової, методом, фрезою, зубчастих, обробки, коліс, черв'ячною, обкату, победа
Формула / Реферат:
Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми: спочатку обробляють одну бічну поверхню зубів, а потім - іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправці зі зміщенням на розрахункову відстань у відповідний бік відносно міжосьового перпендикуляра, який відрізняється тим, що обробку ведуть одним інструментом, який при обробці...
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Гресько Володимир Ларіонович, Шульга Іван Федорович, Лабунець Василь Федорович, Кудрін Анатолій Павлович
МПК: B23H 7/00
Мітки: джерелом, електроіскровим, поверхонь, обробки, тертя, струму, струмопровідних, деталей, спосіб
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Спосіб віброхімічної вирівнюючої обробки деталей
Номер патенту: 39685
Опубліковано: 15.06.2001
Автори: Власов Володимир Олександрович, Лубенська Людмила Михайлівна, Перов Дмитро Леонідович
МПК: B24B 31/06
Мітки: деталей, вирівнюючої, обробки, спосіб, віброхімічної
Формула / Реферат:
Спосіб віброхімічної вирівнюючої обробки деталей, при якому деталі обробляють у вібруючому резервуарі, який заповнений абразивними робочими тілами та хімічно активним розчином, який відрізняється тим, що поверхню деталей заздалегідь покривають тонким (0.5 - 5 мкм) шаром гальванічного покриття, пасивного до хімічно- активного розчину.
Попередній патент: Зубчаста передача попова о.п. з точковою системою зачеплення евольвентних зубів
Наступний патент: Шпиндель верстата вертикального компонування
Випадковий патент: Ручне весло-жалюзі для човнів