Спосіб ультразвукового просочування волокнистих армуючих наповнювачів епоксидними зв’язуючими гарячого твердіння
Номер патенту: 75742
Опубліковано: 10.12.2012
Автори: Сівецький Володимир Іванович, Колосова Олена Петрівна, Степаненко Борис Євгенович, Кривошеєв Вячеслав Семенович, Кричковська Лілія Анатоліївна, Колосов Віктор Євгенович, Сідоров Дмитро Едуардович, Сербін Володимир Петрович, Колосов Олександр Євгенович
Формула / Реферат
1. Спосіб ультразвукового просочування волокнистих армуючих наповнювачів реактопластичними зв'язуючими гарячого твердіння, що включає попередню ультразвукову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні, наступне просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача обробленим ультразвуком зв'язуючим гарячого твердіння як у просочувальній ванні, так і поза нею до стадії віджимання, причому ультразвукову обробку рідкого зв'язуючого гарячого твердіння і просочування волокнистого наповнювача здійснюють у низькочастотному ультразвуковому діапазоні, який відрізняється тим, що ультразвукову коливальну систему розташовують з можливістю повороту і переміщення у вертикальній площині щодо поверхні просочуваного волокнистого наповнювача, в процесі ультразвукової обробки рідкого зв'язуючого гарячого твердіння і просочуваного волокнистого наповнювача здійснюють термостатування рідкого зв'язуючого гарячого твердіння у просочувальній ванні, контролючи неперевищення поточної температури обробки у просочувальній ванні щодо початкової температури твердіння оброблюваного рідкого зв'язуючого гарячого твердіння, при цьому попередню ультразвуковову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні здійснюють протягом 25-35 хв.
2. Спосіб за п. 1, який відрізняється тим, що здійснюють дозоване контактне притискання робочого інструмента до поверхні просочуваного волокнистого наповнювача у просочувальній ванні і поза неї.
3. Спосіб за п. 1, який відрізняється тим, що використовують як плоску, так і опуклу геометричну форму випромінюючої поверхні робочого інструмента.
Текст
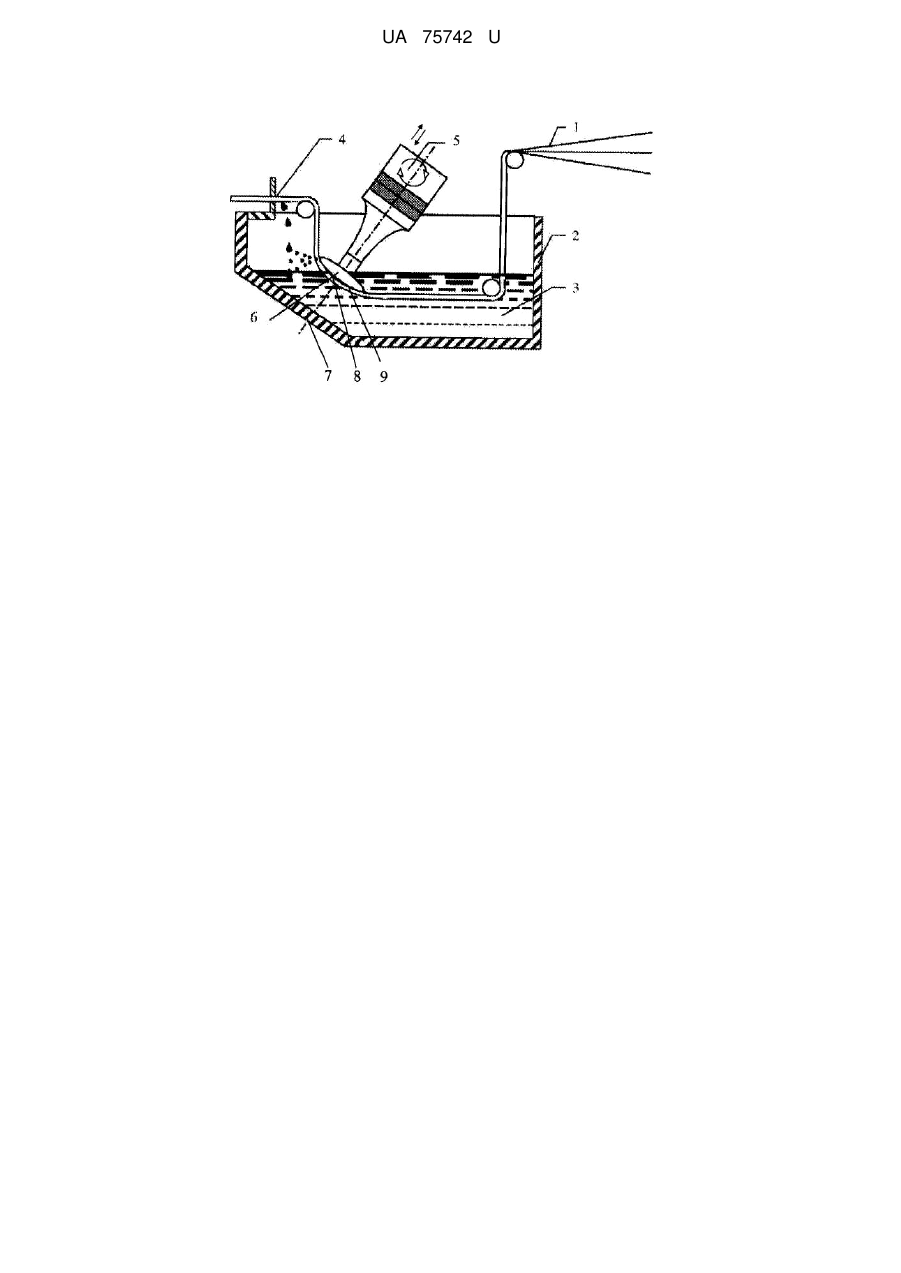
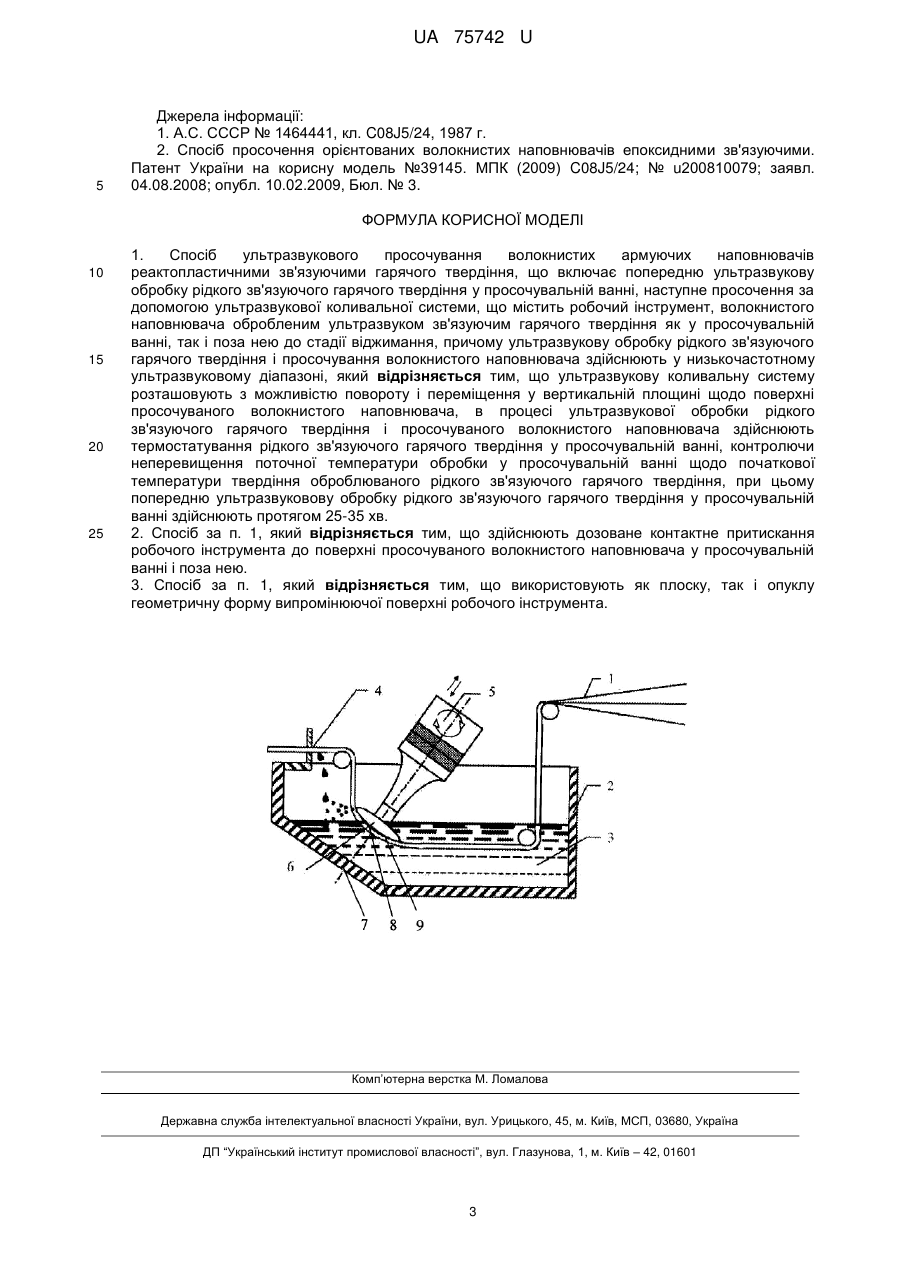
Реферат: Спосіб ультразвукового просочування волокнистих армуючих наповнювачів реактопластичними зв'язуючими гарячого твердіння включає попередню ультразвукову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні, наступне просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача обробленим ультразвуком зв'язуючим гарячого твердіння як у просочувальній ванні, так і поза нею до стадії віджимання. Ультразвукову обробку рідкого зв'язуючого гарячого твердіння і просочування волокнистого наповнювача здійснюють у низькочастотному ультразвуковому діапазоні. Ультразвукову коливальну систему розташовують з можливістю повороту і переміщення у вертикальній площині щодо поверхні просочуваного волокнистого наповнювача. В процесі ультразвукової обробки рідкого зв'язуючого гарячого твердіння і просочуваного волокнистого наповнювача здійснюють термостатування рідкого зв'язуючого гарячого твердіння у просочувальній ванні, контролючи неперевищення поточної температури обробки у просочувальній ванні щодо початкової температури твердіння оброблюваного рідкого зв'язуючого гарячого твердіння. Попередню ультразвуковову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні здійснюють протягом 25-35 хв. UA 75742 U (12) UA 75742 U UA 75742 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів ультразвукового (УЗ) просочування волокнистих армуючих наповнювачів реактопластичними, а саме епоксидними зв'язуючими гарячого твердіння, і може бути використана в машинобудуванні, суднобудуванні й інших галузях промисловості. Відомий спосіб просочення орієнтованих волокнистих наповнювачів (ВН) епоксидними зв'язуючими, що включає УЗ-обробку зв'язуючого у ванні просочення, просочення наповнювача обробленим зв'язуючим і УЗ-обробку просоченого наповнювача після виходу з ванни просочення при частоті 17-22 кГц [1]. Проте цей спосіб не забезпечує ефективного одержання виробів на основі рідких просочувальних композицій епоксидних полімерів (ЕП) внаслідок недостатньої ефективності операції просочування. Найближчим до пропонованої корисної моделі по технічній суті є спосіб найближчого аналога, а саме спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає УЗ-обробку рідкого зв'язуючого у ванні просочення, просочення наповнювача обробленим зв'язуючим і УЗ-обробку просоченого наповнювача після його виходу з ванни просочення у низькочастотному діапазоні при частоті 17-22 кГц. При цьому УЗ-обробку 2 зв'язуючого здійснюють при інтенсивності 1,5-3 Вт/см , частоті 17-44 кГц, амплітуді 5-12 мкм, температурі 70-90 °C протягом 30-45 хв, а просочений волокнистий наповнювач обробляють синхронно працюючими концентраторами поздовжніх УЗ-коливань, які розташовують напроти один одного симетрично щодо оброблюваного наповнювача і з можливістю утворення контакту 2 з ним, при інтенсивності 2-3 Вт/см , амплітуді 4-6 мкм, температурі 70-90 °C протягом 1-3 с [2]. Проте і цей спосіб не забезпечує ефективного одержання виробів на основі рідких просочувальних композицій ЕП гарячого твердіння внаслідок недостатньої ефективності операції просочування. Задачею корисної моделі є підвищення ефективності способу УЗ-просочування волокнистих армуючих наповнювачів епоксидними зв'язуючими гарячого твердіння шляхом ефективного розміщення засобів УЗ-обробки відносно до просочувальної ванни і просочуваного волокнистого наповнювача, а також контролювання операцій реалізації способу. Вказана задача вирішується тим, що у способі ультразвукового просочування волокнистих армуючих наповнювачів реактопластичними зв'язуючими гарячого твердіння, що включає попередню ультразвукову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні, наступне просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача обробленим ультразвуком зв'язуючим гарячого твердіння як у просочувальній ванні, так і поза нею до стадії віджимання, причому ультразвукову обробку рідкого зв'язуючого гарячого твердіння і просочування волокнистого наповнювача здійснюють у низькочастотному ультразвуковому діапазоні, новим є те, що ультразвукову коливальну систему розташовують з можливістю повороту і переміщення у вертикальній площині щодо поверхні просочуваного волокнистого наповнювача, в процесі ультразвукової обробки рідкого зв'язуючого гарячого твердіння і просочуваного волокнистого наповнювача здійснюють термостатування рідкого зв'язуючого гарячого твердіння у просочувальній ванні, контролючи неперевищення поточної температури обробки у просочувальній ванні щодо початкової температури твердіння оброблюваного рідкого зв'язуючого гарячого твердіння, при цьому попередню ультразвуковову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні здійснюють протягом 25-35 хв. Здійснюють дозоване контактне притискання робочого інструмента до поверхні просочуваного волокнистого наповнювача у просочувальній ванні і поза неї. Використовують як плоску, так і опуклу геометричну форму випромінюючої поверхні робочого інструмента. Перераховані вище ознаки складають суть корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Основними перевагами використання такого способу для УЗ-обробки в процесі просочення є зниження часу просочення і зменшення включень повітря в полімерних композиційних матеріалах (ПКМ), а також можливість повної автоматизації процесу. У запропонованому способі УЗ-коливальна система розташовується під кутом до ВН. При цьому частина робочого інструмента розташовується в зв'язуючому, а частина - поза зв'язуючим, забезпечуючи допросочування і видалення залишків повітря. Таке конструктивне виконання обумовлено тим, що УЗ-обробка прочосеного зв'язуючим ВН (на повітрі) підвищує ефективність просочування, сприяє рівномірному розподілу зв'язуючого і видаленню газових бульбашок. 1 UA 75742 U 5 10 15 20 25 30 35 40 45 50 55 Частина робочого інструмента, занурена в зв'язуюче, забезпечує обробку і дегазацію полімерного зв'язуючого у всьому об'ємі через відсутність еластичного притискного матеріалу. У свою чергу, притискання здійснюється за рахунок вибору форми випромінюючої поверхні робочого інструмента. Нижню стінку ванни в місці розміщення над ним робочого інструмента коливальної системи виконують під кутом до поверхні зв'язуючого у ванні, перпендикулярно акустичній осі коливальної системи. Відстань від поверхні робочого інструмента до дна вибирають рівним половині довжини хвилі УЗК у зв'язуючому на робочій частоті коливальної системи. Виконання стінки ванни в зоні обробки паралельно робочій поверхні і забезпечення резонансного посилення УЗК за рахунок вибору відстані між випромінюючою поверхнею і стінкою, що дорівнює половині довжини хвилі, дозволяє забезпечити підвищення амплітуди коливань в зоні обробки і біля стінки ванни. Збільшення амплітуди коливань у (нахиленої) стінки ванни дозволяє підвищити ефективність обробки зв'язуючого, насиченого повітрям, що повертається після віджимання до ванни. Вибране розміщення коливальної системи та робочого інструмента виключає потрапляння газів, що виділяються в процесі обробки, в оброблюваний наповнювач. Бульбашки повітря спливають перед незануреною в зв'язуюче частиною робочого інструмента. Суть даного технічного рішення пояснюється кресленням, де зображений пристрій для УЗпросочення, за допомогою якого реалізується спосіб. На кресленні прийняті наступні позначення: 1 - безперервні волокна, з яких формується ВН; 2 - просочувальна ванна зі зв'язуючим 3 гарячого твердіння; 4 - вихідний (дозуючий) пристрій; 5 - УЗ-коливальна система; 6 - робочий інструмент; 7 - наклонна поверхня просочувальної ванни 2; 8 - просочуваний ВН; 9 випромінююча поверхня робочого інструмента 6. Пропонований спосіб реалізується за допомогою пристрою для УЗ-просочення ВН полімерним зв'язуючим таким чином. УЗ-коливальну систему розташовують з можливістю повороту і переміщення у вертикальній площині щодо поверхні просочуваного ВН 8, зокрема, під кутом. При цьому (випромінюючу УЗ) частину робочого інструмента 6 УЗ-коливальної системи розташовують у рідкому зв'язуючому 3 гарячого твердіння, а частину - поза зв'язуючим 3 гарячого твердіння. Нижню (нахилену) стінку просочувальної ванни 2 в місці розміщення над ним робочого інструмента 6 коливальної системи 5 виконують під кутом до поверхні дзеркала зв'язуючого 3 гарячого твердіння у просочувальній ванні 2 і перпендикулярно акустичній осі УЗ-коливальної системи 6. Відстань від поверхні робочого інструмента 6 до дна 7 просочувальної ванни 2 вибирають рівним половині довжини хвилі УЗ-коливань у зв'язуючому 3 на робочій частоті УЗколивальної системи 6. Здійснюють попередню УЗ-обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні протягом 25-35хв. Армуючий ВН 8, що складається з безлічі безперервних волокон 1, формується в пучок і за допомогою притискних роликів (на кресленні не позначено) надходить і простягується через ванну 2 зі зв'язуючим 3 до вихідного (дозуючого) пристрою 4, що забезпечує видалення надлишків зв'язуючого. При цьому здійснюють притискання робочого інструмента 6 до поверхні просочуваного ВН 8 як у просочувальній ванні 3, так і поза неї. Притискання робочого інструмента 6 до поверхні просочуваного ВН 8 у просочувальній ванні і поза неї здійснюють шляхом відповідного вибору форми (площинної - на кресленні не показано, або опуклої) випромінюючої поверхні 9 робочого інструмента 6. В процесі УЗ-обробки рідкого зв'язуючого гарячого твердіння і просочуваного ВН здійснюють термостатування рідкого зв'язуючого гарячого твердіння у просочувальній ванні, контролючи неперевищення поточної температури обробки у просочувальній ванні щодо початкової температури твердіння оброблюваного рідкого зв'язуючого гарячого твердіння. При цьому УЗ-обробку рідкого зв'язуючого і просочування ВН як у ванні, так і поза нею здійснюють у низькочастотному УЗ-діапазоні. Після цього за допомогою вихідного (дозуючого) пристрою 4 здійснюють видалення надлишків зв'язуючого у просоченому ВН. УЗ-обробка прочосеного зв'язуючим ВН (на повітрі) підвищує ефективність просочування, сприяє рівномірному розподілу зв'язуючого і видаленню газових бульбашок. Конструктивне виконання вищеописаного пристрою дозволило виключити недоліки існуючих на сьогоднішній день УЗ-пристроїв для просочення ВН полімерним зв'язуючим, а також способів, що реалізуються за їх допомогою. 2 UA 75742 U 5 Джерела інформації: 1. А.С. СССР № 1464441, кл. C08J5/24, 1987 г. 2. Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими. Патент України на корисну модель №39145. МПК (2009) C08J5/24; № u200810079; заявл. 04.08.2008; опубл. 10.02.2009, Бюл. № 3. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 1. Спосіб ультразвукового просочування волокнистих армуючих наповнювачів реактопластичними зв'язуючими гарячого твердіння, що включає попередню ультразвукову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні, наступне просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача обробленим ультразвуком зв'язуючим гарячого твердіння як у просочувальній ванні, так і поза нею до стадії віджимання, причому ультразвукову обробку рідкого зв'язуючого гарячого твердіння і просочування волокнистого наповнювача здійснюють у низькочастотному ультразвуковому діапазоні, який відрізняється тим, що ультразвукову коливальну систему розташовують з можливістю повороту і переміщення у вертикальній площині щодо поверхні просочуваного волокнистого наповнювача, в процесі ультразвукової обробки рідкого зв'язуючого гарячого твердіння і просочуваного волокнистого наповнювача здійснюють термостатування рідкого зв'язуючого гарячого твердіння у просочувальній ванні, контролючи неперевищення поточної температури обробки у просочувальній ванні щодо початкової температури твердіння оброблюваного рідкого зв'язуючого гарячого твердіння, при цьому попередню ультразвуковову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні здійснюють протягом 25-35 хв. 2. Спосіб за п. 1, який відрізняється тим, що здійснюють дозоване контактне притискання робочого інструмента до поверхні просочуваного волокнистого наповнювача у просочувальній ванні і поза нею. 3. Спосіб за п. 1, який відрізняється тим, що використовують як плоску, так і опуклу геометричну форму випромінюючої поверхні робочого інструмента. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of ultrasonic impregnation of fibrous reinforcing fillers with thermosetting plastic binders of hot hardening
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Sidorov Dmytro Eduardovych, Krychkovska Liliia Anatoliivna, Stepanenko Borys Yevhenovych, Kolosova Olena Petrivna, Kryvosheiev Viacheslav Semenovych, Kolosov Viktor Yevhenovych, Serbin Volodymyr Petrovych
Назва патенту російськоюСпособ ультразвуковой пропитки волокнистых армирующих наполнителей реактопластичными связующими горячего отверждения
Автори російськоюКолосов Александр Евгеньевич, Сивецкий Владимир Иванович, Сидоров Дмитрий Эдуардович, Кричковская Лилия Анатольевна, Степаненко Борис Евгеньевич, Колосова Елена Петровна, Кривошеев Вячеслав Семенович, Колосов Виктор Евгеньевич, Сербин Владимир Петрович
МПК / Мітки
Мітки: просочування, гарячого, ультразвукового, твердіння, наповнювачів, спосіб, волокнистих, зв'язуючими, армуючих, епоксидними
Код посилання
<a href="https://ua.patents.su/5-75742-sposib-ultrazvukovogo-prosochuvannya-voloknistikh-armuyuchikh-napovnyuvachiv-epoksidnimi-zvyazuyuchimi-garyachogo-tverdinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового просочування волокнистих армуючих наповнювачів епоксидними зв’язуючими гарячого твердіння</a>
Спосіб ультразвукового просочування волокнистих армуючих матеріалів епоксидними зв’язуючими гарячого твердіння
Номер патенту: 75741
Опубліковано: 10.12.2012
Автори: Колосов Віктор Євгенович, Сівецький Володимир Іванович, Степаненко Борис Євгенович, Сербін Володимир Петрович, Колосова Олена Петрівна, Колосов Олександр Євгенович, Сідоров Дмитро Едуардович, Кривошеєв Вячеслав Семенович, Кричковська Лілія Анатоліївна
Мітки: зв'язуючими, спосіб, просочування, гарячого, волокнистих, епоксидними, армуючих, матеріалів, ультразвукового, твердіння
Формула / Реферат:
1. Спосіб ультразвукового просочування волокнистих армуючих матеріалів епоксидними зв'язуючими гарячого твердіння, що включає попередню ультразвукову обробку рідкого зв'язуючого у ванні просочення, наступне просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача обробленим ультразвуком зв'язуючим як у ванні просочення, так і поза ванною просочення до стадії віджиму, причому...
Спосіб ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75739
Опубліковано: 10.12.2012
Автори: Колосов Олександр Євгенович, Сідоров Дмитро Едуардович, Колосова Олена Петрівна, Кривошеєв Вячеслав Семенович, Степаненко Борис Євгенович, Кричковська Лілія Анатоліївна, Сівецький Володимир Іванович, Сербін Володимир Петрович, Колосов Віктор Євгенович
Мітки: волокнистих, матеріалів, спосіб, просочування, зв'язуючими, армуючих, твердіння, гарячого, реактопластичними, ультразвукового
Формула / Реферат:
1. Спосіб ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що включає просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача як у ванні просочення, так і поза ванною, просочення до стадії віджиму, причому ультразвукове просочування волокнистого наповнювача здійснюють у низькочастотному ультразвуковому діапазоні, який...
Пристрій для ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75740
Опубліковано: 10.12.2012
Автори: Сівецький Володимир Іванович, Кривошеєв Вячеслав Семенович, Колосов Віктор Євгенович, Степаненко Борис Євгенович, Сідоров Дмитро Едуардович, Сербін Володимир Петрович, Кричковська Лілія Анатоліївна, Колосов Олександр Євгенович, Колосова Олена Петрівна
Мітки: матеріалів, просочування, ультразвукового, зв'язуючими, реактопластичними, пристрій, волокнистих, гарячого, армуючих, твердіння
Формула / Реферат:
1. Пристрій для ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що містить ультразвукову коливальну систему з робочим інструментом, просочувальну ванну з рідким полімерним зв'язуючим, направляючі валики, віджимно-дозувальний пристрій, який відрізняється тим, що ультразвукова коливальна система виконана з можливістю повороту і переміщення відносно ванни і поверхні просочуваного...
Спосіб комбінованого ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75737
Опубліковано: 10.12.2012
Автор: Колосов Олександр Євгенович
Мітки: матеріалів, армуючих, ультразвукового, волокнистих, зв'язуючими, комбінованого, гарячого, просочування, реактопластичними, спосіб, твердіння
Формула / Реферат:
1. Спосіб комбінованого ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що включає попередню ультразвукову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні при інтенсивності 1,5-3 Вт/см2, частоті 17-44 кГц, амплітуді 5-12 мкм, температурі 70-90 °C протягом 30-45 хв., просочення волокнистого армуючого матеріалу обробленим ультразвуком зв'язуючим у...
Пристрій для комбінованого ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75738
Опубліковано: 10.12.2012
Автор: Колосов Олександр Євгенович
Мітки: пристрій, реактопластичними, комбінованого, гарячого, твердіння, матеріалів, волокнистих, зв'язуючими, армуючих, просочування, ультразвукового
Формула / Реферат:
1. Пристрій для комбінованого ультразвукового просочування довгомірних волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що містить засіб для просочення матеріалу полімерним зв'язуючим, засіб віджиму просоченого матеріалу, дві пари робочих ультразвукових інструментів, перша з яких розміщена до просочувальної ванни, а друга пара робочих інструментів розміщена між просочувальною ванною і засобом віджиму...
Попередній патент: Спосіб ультразвукового просочування волокнистих армуючих матеріалів епоксидними зв’язуючими гарячого твердіння
Наступний патент: Оснащений циліндричним хвостовиком радіальний різець з різцетримачем
Випадковий патент: Дерматом з деформуючим валиком