Спосіб формування мультифіламентної нитки
Номер патенту: 77098
Опубліковано: 16.10.2006
Автори: Хьювелінг Ерік, Крінс Бастіаан, Боер Йоганнс Фредерік, Міддел'янс Хендрік
Формула / Реферат
1. Спосіб прядіння комплексної нитки з термопластичного матеріалу, який включає стадію екструдування розплавленого матеріалу крізь фільєру з множиною фільєрних отворів для одержання пучка волокон, що містить множину волокон, стадію намотування волокон у вигляді нитки після затвердіння та стадію охолодження пучка волокон після фільєри у два етапи, причому в першій зоні охолодження потік газоподібного охолоджуючого середовища спрямовують так, що він протікає поперек пучка волокон, який відрізняється тим, що забезпечують по суті повний вихід охолоджуючого середовища із пучка волокон з боку, протилежного боку подачі потоку згаданого середовища, і у другій зоні охолодження, розташованій за першою зоною охолодження, додатково охолоджують пучок волокон по суті шляхом самоусмоктування газоподібного охолоджуючого середовища, що оточує пучок волокон.
2. Спосіб за п. 1, який відрізняється тим, що газоподібне охолоджуюче середовище відсмоктують усмоктувальним пристроєм після протікання крізь пучок волокон.
3. Спосіб за п. 1, який відрізняється тим, що швидкість потоку газоподібного охолоджуючого середовища становить від 0,1 до 1 м/с.
4. Спосіб за п. 1, який відрізняється тим, що перша зона охолодження має довжину від 0,2 до 1,2 м.
5. Спосіб за п. 1, який відрізняється тим, що другий етап охолодження виконують пропусканням волокон між перфорованими матеріалами, наприклад перфорованими панелями, так, що газоподібне охолоджуюче середовище може надходити до ниток із двох боків під час самоусмоктування.
6. Спосіб за п. 1, який відрізняється тим, що другий етап охолодження виконують пропусканням волокон через перфоровану трубу.
7. Спосіб за п. 1, який відрізняється тим, що після охолодження і перед намотуванням волокна витягують.
8. Спосіб за п. 1, який відрізняється тим, що намотування виконують при швидкості щонайменше 2000 м/хв.
9. Спосіб за п. 1, який відрізняється тим, що газоподібним охолоджуючим середовищем є повітря чи інертний газ.
10. Спосіб за п. 1, який відрізняється тим, що термопластичний матеріал вибирають із групи, що включає поліефір, поліамід, поліолефін чи суміші цих полімерів.
11. Спосіб за п. 1, який відрізняється тим, що термопластичним матеріалом є поліетилентерефталат.
12. Комплексна нитка, зокрема поліефірна комплексна нитка, яка відрізняється тим, що одержана способом за п. 1.
13. Поліефірна комплексна нитка за п. 12, яка відрізняється тим, що має такий опір розриву Т в мН/текс і таке подовження при розриві Е у %, що добуток опору розриву Т на корінь кубічний з подовження при розриві Е, T E1/3, становить щонайменше 1600 мН %1/3/текс.
14. Поліефірна комплексна нитка за п. 13, яка відрізняється тим, що сума подовження в % після застосування питомого навантаження 410 мН/текс і усадки у % в гарячому повітрі при 180°С становить менше 11 %, переважно менше 10,5 %.
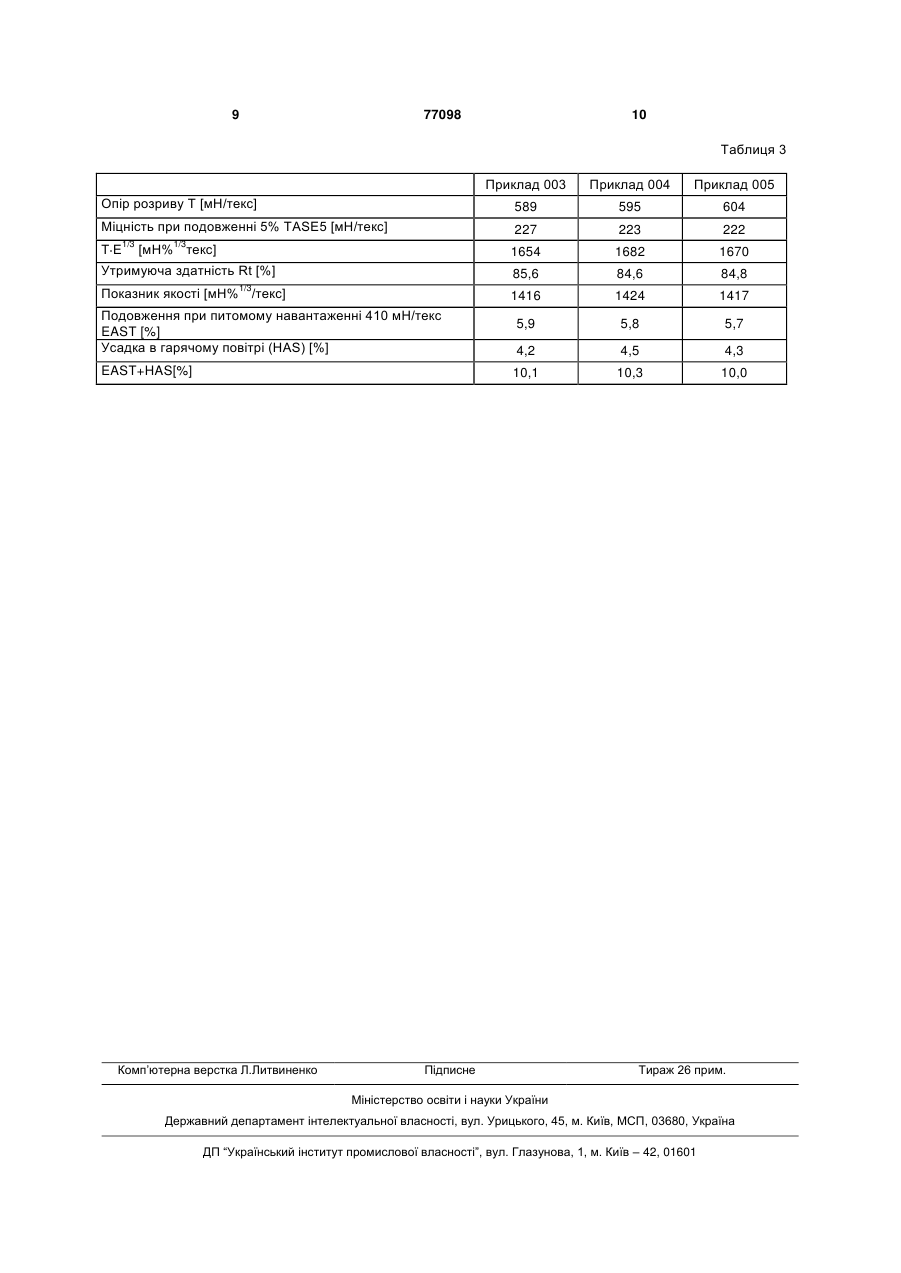
15. Кордна тканина, що містить поліефірні комплексні нитки за п. 13, що має утримуючу здатність Rt у % після декапірування, яка відрізняється тим, що її показник якості Qf, який є добутком Т Е1/3 поліефірних комплексних ниток і Rt кордної тканини становить більше 1350 мН%1/3/текс.
Текст
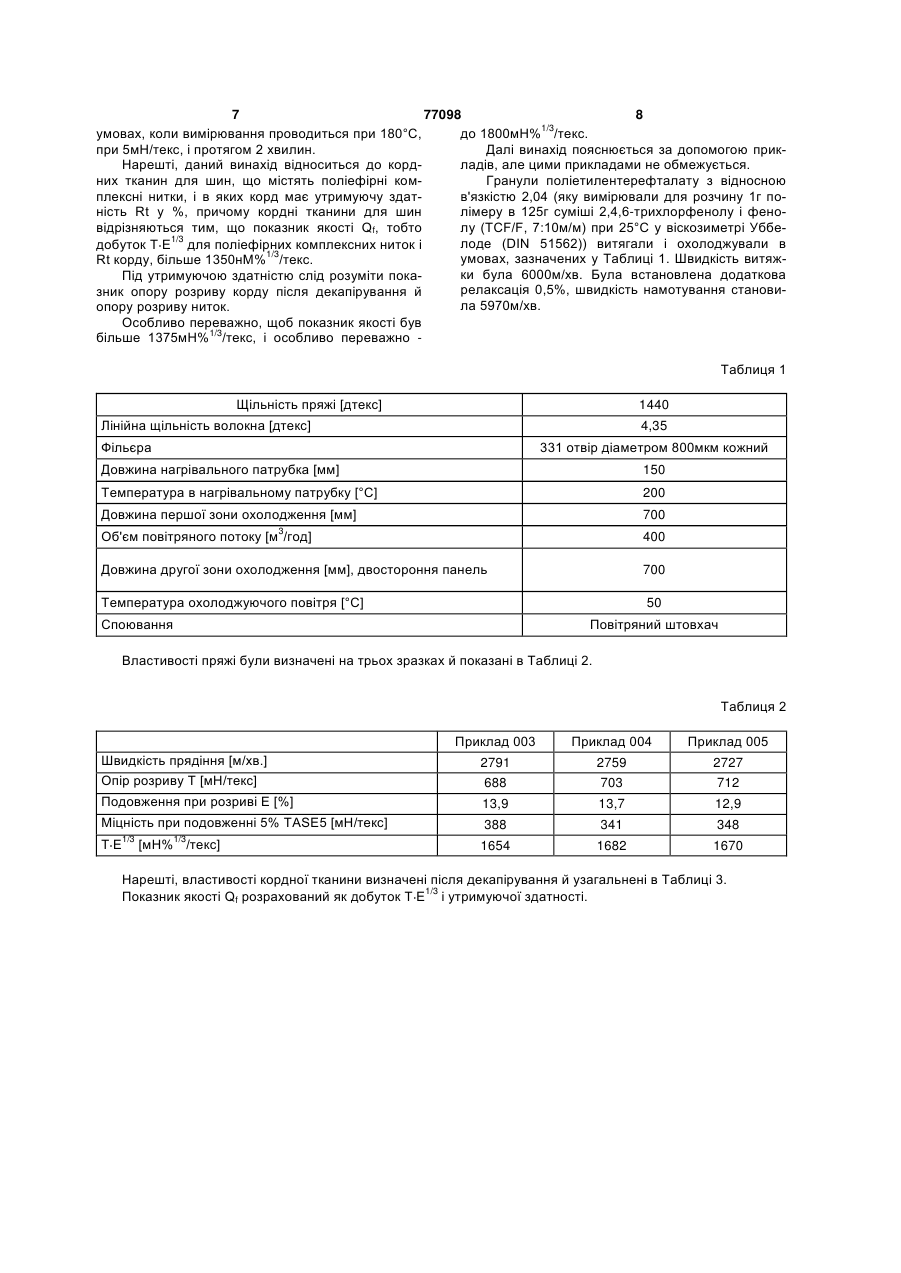
1. Спосіб прядіння комплексної нитки з термопластичного матеріалу, який включає стадію екструдування розплавленого матеріалу крізь фільєру з множиною фільєрних отворів для одержання пучка волокон, що містить множину волокон, стадію намотування волокон у вигляді нитки після затвердіння та стадію охолодження пучка волокон після фільєри у два етапи, причому в першій зоні охолодження потік газоподібного охолоджуючого середовища спрямовують так, що він протікає поперек пучка волокон, який відрізняється тим, що забезпечують по суті повний вихід охолоджуючого середовища із пучка волокон з боку, протилежного боку подачі потоку згаданого середовища, і у другій зоні охолодження, розташованій за першою зоною охолодження, додатково охолоджують пучок волокон по суті шляхом самоусмоктування газоподібного охолоджуючого середовища, що оточує пучок волокон. 2. Спосіб за п. 1, який відрізняється тим, що газоподібне охолоджуюче середовище відсмоктують усмоктувальним пристроєм після протікання крізь пучок волокон. 3. Спосіб за п. 1, який відрізняється тим, що швидкість потоку газоподібного охолоджуючого середовища становить від 0,1 до 1м/с. 4. Спосіб за п. 1, який відрізняється тим, що перша зона охолодження має довжину від 0,2 до 1,2м. 5. Спосіб за п. 1, який відрізняється тим, що другий етап охолодження виконують пропусканням 2 (19) 1 3 Даний винахід відноситься до способів виробництва хімічних ниток шляхом прядіння з розплаву з охолодженням ниток, які виходять із фільєр, конкретно - до способу прядіння комплексної нитки з термопластичного матеріалу, який включає стадію екструдування розплавленого матеріалу крізь фільєр у (багатоканальний мундштук) з множиною фільєрних отворів, щоб сформувати пучок волокон, який містить множину волокон, стадію намотування зібраних у нитку волокон після затвердіння й стадію охолодження пучка після фільєри. Даний винахід відноситься також до комплексної нитки, одержаної зазначеним способом, і кордної тканини, яка містить ці нитки з поліефірних волокон. Спосіб цього типу відомий із [ЕР-А-1 079 008]. Рух тільки що екструдованих ниток підтримують у процесі прядіння потоком повітря. Охолодження, таким чином, здійснюється практично потоком охолоджуючого середовища, що тече паралельно нитці. У загальному випадку при такому типі охолодження досягаються добрі результати, особливо при високих швидкостях витяжки. Двоетапний спосіб охолодження для прядіння комплексної нитки з термопластичного матеріалу розкритий у [JP 11061550]. У першій зоні охолодження повітряний потік направляють таким чином, що він досягає ниток з однієї сторони чи по колу, а в другій зоні стиснене повітря продувають у верхню секцію зони охолодження так, щоб виникав спадний потік повітря, рівнобіжний ниткам. Такий спосіб спрямований на одержання нитки з однорідними, наскільки це можливо, фізичними властивостями. Поводження термопластичних полімерів при охолодженні є достатньо складним і залежить від ряду параметрів. Особливо під час процесу охолодження в поперечному перерізі нитки можуть виникнути відмінності в подвійній променезаломлюваності, тому що поверхня волокна охолоджується швидше, ніж внутрішня частина волокна, тобто його серцевина. Цей процес охолодження також веде до розбіжностей у характері кристалізації волокон. Таким чином, охолодження в значній мірі визначає кристалізацію полімерів у волокні, що є значимим при наступному використанні волокон, наприклад, при витяжці. Для ряду застосувань бажано, щоб високий ступінь охолодження досягався після екструдування якомога швидше, щоб стимулювати швидку кристалізацію. Способи охолодження з попереднього рівня техніки не задовольняють або не цілком задовольняють цим вимогам. Задача даного винаходу полягає в тому, щоб забезпечити спосіб ефективного охолодження екструдованих волокон, що тим самим веде до доброї кристалізації у волокнах навіть при відносно низькій швидкості намотування. Задача вирішена тим, що запропоновано спосіб, який, як це описано в преамбулі пункту 1 формули винаходу, відрізняється тим, що охолодження виконують у два етапи, причому пучок волокон продувається у першій зоні охолодження газоподі 77098 4 бним охолоджуючим середовищем так, що газоподібне охолоджуюче середовище протікає крізь пучок волокон і виходить з пучка волокон практично цілком з боку, протилежного боку, з якого воно подається, і в другій зоні охолодження, яка знаходиться за першою зоною охолодження, пучок волокон далі охолоджується практично завдяки самоусмоктуванню газоподібного охолоджуючого середовища, що оточує пучок волокон. Таким чином, даний винахід має справу з процедурою охолодження в два етапи. На першому етапі газоподібне охолоджуюче середовище проходить крізь пучок волокон. Вирішальним тут є те, що охолоджуюче середовище виходить з пучка волокон фактично цілком з боку, протилежному боку, з якого воно подається. Таким чином, на цьому етапі процесу охолодження охолоджуюче середовище не повинне, наскільки це можливо, захоплюватися ниткою. Виконання цього першого етапу передбачає, що газоподібне охолоджуюче середовище протікає крізь пучок волокон упоперек напрямку, у якому рухається пучок волокон, так що забезпечується так називаний поперечний вентиляційний струмінь. Цей вентиляційний струмінь може бути ефективно створений відсмоктуванням газоподібного охолоджуючого середовища пристроєм усмоктування після того, як воно пройшло крізь пучок волокон. У такий спосіб створюється добре спрямований охолоджуючий потік і забезпечується повний вихід охолоджуючого середовища з пучка волокон. Конструкція може бути виконана так, що пучок волокон пропускають, наприклад, між засобом наддування й засобом усмоктування. Інший варіант припускає поділ потоку волокон і розміщення засобу наддування між двома потоками волокон. Наприклад, можна подавати охолоджуюче середовище через перфоровану трубу, що проходить паралельно і між потоками волокон на певній відстані. Газоподібне охолоджуюче середовище може тоді продуватися з центра пучка волокон крізь пучок волокон до його зовнішнього боку. І в цьому випадку важливо забезпечити фактично повний вихід охолоджуючого середовища з пучка волокон. Звичайно, можливе створення повітряного потоку й усмоктування в іншому напрямку, коли труба, що проходить по центру між потоками волокон, служить засобом усмоктування. Тоді наддування відбувається із зовні усередину. У способі за винаходом переважно, щоб швидкість потоку газоподібного охолоджуючого середовища була між 0,1 і 1м/с. При цих швидкостях можна одержати практично однорідне охолодження без перемішування чи створення розходжень у кристалізації між поверхнею та серцевиною. Далі, було показано, що цілком достатньо, щоб перша зона охолодження мала довжину від 0,2 до 1,2м. Продуванням на цій довжині і при описаних вище умовах досягається бажаний ступінь охолодження в першій зоні чи на першому етапі. Другий етап охолодження виконують із використанням так називаного "охолодження нитки 5 77098 6 самоусмоктуванням", при якому пучок волокон кон, тобто швидкості, з якою пучки волокон прохоутягує навколишнє газоподібне охолоджуюче седять через зони охолодження. Типовим, наприредовище, наприклад, оточуюче повітря, і в такий клад, є таке сполучення параметрів, коли швидспосіб додатково охолоджується. У цьому випадку кість прядіння становить 2760м/хв, витяжки газоподібне охолоджуюче середовище тече, голо6000м/хв, додаткова релаксація після витяжки вним чином, паралельно напрямку переміщення 0,5%, і швидкість намотування, таким чином, пучка волокон. Важливо, щоб газоподібне охоло5970м/хв. Це приводить до загального коефіцієнта джуюче середовище досягало пучка волокон щовитяжки 2,16. найменше з двох боків. Відповідно, кращою швидкістю намотування за Засіб самоусмоктування може бути створений даним винаходом є швидкість щонайменше з двома перфорованими панелями, так називани2000м/хв. У принципі для процесу немає ніяких ми двосторонніми панелями, розміщеними параобмежень максимальної швидкості в межах того, лельно пучку волокон. Довжина його становить що є технічно можливим. Узагалі, однак, максимащонайменше 10см і може досягати декількох метльна швидкість намотування 6000м/хв є кращою. рів. Звичайна для цих засобів самоусмоктування Звичайно, загальний коефіцієнт витяжки становить довжина складає від 30см до 150см. від 1,5 до 3, тому швидкість прядіння знаходиться У способі за винаходом кращим є виконання в діапазоні від приблизно 500 до приблизно другого етапу охолодження таким чином, щоб при 4000м/хв, переважно від 2000 до 3500м/хв. пропусканні волокон між перфорованими матеріаДодатково перед витяжним пристроєм і після лами типу перфорованих панелей газоподібне зон охолодження може бути розміщена гартівна охолоджуюче середовище при самоусмоктуванні камера. Цей елемент також сам по собі відомий. могло досягати волокон із двох боків. Кращим газоподібним охолоджуючим середоПоказано, що в другій зоні охолодження кравищем є повітря чи інертний газ типу азоту чи арщим є пропусканняпучка волокон через перфорогону. вану трубу. Такі труби самоусмоктування відомі Спосіб за винаходом у принципі не обмежуфахівцям у даній галузі. Вони уможливлюють проється якими-небудь визначеними видами полімеходження газоподібного охолоджуючого середорів і може застосовуватися для всіх видів полімевища крізь пучок волокон практично без перемірів, які можна екструдувати у волокна. Однак у шування. якості термопластичного матеріалу кращими є такі Можна регулювати температуру охолоджуючополімери як поліефір, поліамід, поліолефін чи суго середовища, що просмоктується крізь пучок міші чи сополімери цих полімерів. волокон, наприклад, за допомогою теплообмінниОсобливо переважно, щоб термопластичний ків. Це втілення дозволяє керувати виробничим матеріал складався в основному з поліетилентепроцесом незалежно від температури навколишрефталату. нього середовища, що є перевагою, яка забезпеСпосіб за винаходом забезпечує одержання чує тривалу стійкість процесу, наприклад, при зміні волокон, які особливо підходять для технічних день/ніч або літо/зима. застосувань, особливо для використання в кордній Між багатоканальним мундштуком чи фільєтканині для шин. Крім того, спосіб є придатним для рою і початком першої зони охолодження звичайвиготовлення технічних ниток. Необхідна конструно знаходиться так називаний "нагрівальний паткція для прядіння технічних ниток, зокрема вибір рубок". У залежності від типу волокна довжина фільєр і довжини нагрівального патрубка, відома цього елемента, який відомий фахівцям у даній фахівцям у даній галузі. області, становить від 10 до 40см. Винахід також відноситься до комплексних ниМіж першою та другою зонами охолодження ток, зокрема до поліефірних комплексних ниток, може бути корисним відомий сам по собі додаткоякі одержують описаним вище способом. вий етап споювання, наприклад, із застосуванням Даний винахід особливо відноситься до політак називаного повітряного штовхача чи повітряефірних комплексних ниток з опором розриву Т у них ножів. Цей етап споювання може також викомН/текс і подовженням при розриві Е у %, для яких нуватися в межах другої зони охолодження. добуток опору розриву Т і кореня кубічного з подоСпосіб за винаходом може, звичайно, включавження при розриві Е (Т Е1/3) становить щонаймети відому саму по собі витяжку волокон після зон нше 1600нМ%1/3/текс. Переважно, щоб цей добуохолодження і перед намотуванням. Використовуток знаходився в діапазоні між 1600 і ваний тут термін "витяжка" включає всі звичайні 1800мН%1/3/текс. способи витяжки волокон, відомі фахівцю в даній Вимірювання опору розриву Т і подовження галузі. Вона може бути виконана із застосуванням при розриві Е для визначення параметра Т Е1/3 одинарного чи подвійного ролика або чогось подівиконуються згідно ASTM 885 і відомі фахівцям у бного. Варто особливо згадати, що термін "витяжданій галузі. ка" відноситься до випадків, коли коефіцієнт витяУ кращому втіленні винахід відноситься до пожки як більше 1, так і менше 1. Останній випадок ліефірних комплексних ниток, для яких сума їхньовідомий фахівцю в даній галузі під терміном "рего подовження в % після застосування питомого лаксація". Коефіцієнти витяжки більше і менше 1 навантаження EAST (подовження при питомій наможуть мати місце в одному процесі. прузі) у 410мН/текс і їхньої усадки в гарячому повіПовний коефіцієнт витяжки звичайно розрахотрі при 180°С (HAS) у %, тобто сума EAST+HAS, вують із відношення швидкості витяжки або, якщо становить менше 11%, переважно менше 10,5%. релаксація також має місце, швидкості намотуванВимірювання EAST виконують згідно ASTM ня наприкінці процесу до швидкості прядіння воло885, і HAS вимірюють також згідно ASTM 885 в 7 77098 8 умовах, коли вимірювання проводиться при 180°С, до 1800мН%1/3/текс. при 5мН/текс, і протягом 2 хвилин. Далі винахід пояснюється за допомогою прикНарешті, даний винахід відноситься до кордладів, але цими прикладами не обмежується. них тканин для шин, що містять поліефірні комГранули поліетилентерефталату з відносною плексні нитки, і в яких корд має утримуючу здатв'язкістю 2,04 (яку вимірювали для розчину 1г поність Rt у %, причому кордні тканини для шин лімеру в 125г суміші 2,4,6-трихлорфенолу і феновідрізняються тим, що показник якості Qf, тобто лу (TCF/F, 7:10м/м) при 25°С у віскозиметрі Уббелоде (DIN 51562)) витягали і охолоджували в добуток Т Е1/3 для поліефірних комплексних ниток і умовах, зазначених у Таблиці 1. Швидкість витяжRt корду, більше 1350нМ%1/3/текс. ки була 6000м/хв. Була встановлена додаткова Під утримуючою здатністю слід розуміти покарелаксація 0,5%, швидкість намотування становизник опору розриву корду після декапірування й ла 5970м/хв. опору розриву ниток. Особливо переважно, щоб показник якості був більше 1375мН%1/3/текс, і особливо переважно Таблиця 1 Щільність пряжі [дтекс] 1440 Лінійна щільність волокна [дтекс] 4,35 Фільєра 331 отвір діаметром 800мкм кожний Довжина нагрівального патрубка [мм] 150 Температура в нагрівальному патрубку [°С] 200 Довжина першої зони охолодження [мм] 700 3 Об'єм повітряного потоку [м /год] 400 Довжина другої зони охолодження [мм], двостороння панель 700 Температура охолоджуючого повітря [°С] 50 Споювання Повітряний штовхач Властивості пряжі були визначені на трьох зразках й показані в Таблиці 2. Таблиця 2 Приклад 003 Швидкість прядіння [м/хв.] Приклад 004 Приклад 005 2791 2759 2727 Опір розриву Т [мН/текс] 688 703 712 Подовження при розриві Е [%] 13,9 13,7 12,9 Міцність при подовженні 5% TASE5 [мН/текс] 388 341 348 Т Е1/3 [мН%1/3/текс] 1654 1682 1670 Нарешті, властивості кордної тканини визначені після декапірування й узагальнені в Таблиці 3. Показник якості Qf розрахований як добуток Т Е1/3 і утримуючої здатності. 9 77098 10 Таблиця 3 Приклад 003 Приклад 004 Приклад 005 Опір розриву Т [мН/текс] 589 595 604 Міцність при подовженні 5% TASE5 [мН/текс] 227 223 222 1654 1682 1670 1/3 ТЕ 1/3 [мН% текс] Утримуюча здатність Rt [%] 85,6 84,6 84,8 Показник якості [мН%1/3/текс] 1416 1424 1417 5,9 5,8 5,7 4,2 4,5 4,3 10,1 10,3 10,0 Подовження при питомому навантаженні 410 мН/текс EAST [%] Усадка в гарячому повітрі (HAS) [%] EAST+HAS[%] Комп’ютерна верстка Л.Литвиненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for formation of multi-filament thread
Назва патенту російськоюСпособ формирования мультифиламентной нитки
МПК / Мітки
МПК: D01F 6/62, D01D 5/088
Мітки: формування, нитки, мультифіламентної, спосіб
Код посилання
<a href="https://ua.patents.su/5-77098-sposib-formuvannya-multifilamentno-nitki.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування мультифіламентної нитки</a>
Спосіб обробки синтетичної поліамідної нитки
Номер патенту: 42923
Опубліковано: 15.11.2001
Автори: Рибніков Віктор Васильович, Пугач Ігор Ростиславович, Сухорабський Віталій Степанович, Селезень Іван Іванович
МПК: D01H 13/00
Мітки: нитки, спосіб, синтетичної, поліамідної, обробки
Формула / Реферат:
1. Спосіб обробки синтетичної поліамідної нитки, який полягає в скручуванні нитки, термофіксації у безперервному процесі з скручуванням та наступній намотці, який відрізняється тим, що процес скручування суміщають з процесом термофіксації та проводять у повітряному середовищі шляхом контакту з нагрівником при температурі 160-200°С та часі термофіксації 0,1-1,0 с.
Ниткоподавальний пристрій, датчик натягу нитки для реєстрації натягу переміщуваної нитки і спосіб вивіряння датчика натягу нитки
Номер патенту: 49911
Опубліковано: 15.10.2002
Автори: Вебер Фріедріх, Лайнс Ебергард, Шмодде Германн
МПК: D04B 15/38, D04B 27/00, B65H 59/00
Мітки: натягу, датчик, нитки, реєстрації, переміщуваної, датчика, ниткоподавальний, спосіб, пристрій, вивіряння
Формула / Реферат:
1. Ниткоподавальний пристрій, зокрема для еластичних ниток, зокрема для в'язальних машин зі значними коливаннями споживання нитки, таких як плосков'язальні машини, який містить ниткоподавальний барабанчик, що приводиться в дію електродвигуном, регулюючий пристрій для включення електродвигуна, такий, що постачає необхідну кількість нитки і утримує натяг нитки у межах заданих границь, датчик натягу нитки, що забезпечує стабільну реєстрацію...
Спосіб виготовлення пряжі з нитки, пряжа і корд з поліефірної нитки і гумовий виріб
Номер патенту: 43382
Опубліковано: 17.12.2001
Автори: Кіфер Генріх Йоханс Густав, Ван Дурен Ламберт, Ван Ден Твіл Мішель Генрікс Джекобс, Ван Ден Хьювел Крістіан Юріан Марія, Фейджен Генрікс Губертс Вільгельмс, Хофс Гендрікс Вільгельмс Джекобс
Мітки: пряжі, пряжа, спосіб, виготовлення, виріб, поліефірної, нитки, корд, гумовий
Формула / Реферат:
1. Способ изготовления пряжи из нитей для технических целей формованием полимера, свыше 90 % цепей которого состоят из молекул этилентерефталата, при этом процесс формования имеет следующие этапы:- экструзию полимера в расплавленном состоянии через фильерную плату,- пропускание образованных таким образом нитей через зону нагрева и зону охлаждения в этом порядке,- фиксирование скорости нитей,- вытягивание нитей до...
Спосіб визначення руху краю запасу нитки в пристрої нагромадження та подання нитки та пристрій нагромадження і подання нитки
Номер патенту: 29491
Опубліковано: 15.11.2000
Автори: Якобссон Курт Арне Гуннар, Хусс Рольф, Вебер Фрідрих, Толандер Ларс Хельге Готтфрід
МПК: B65H 51/20
Мітки: запасу, нитки, краю, пристрої, визначення, спосіб, руху, пристрій, подання, нагромадження
Текст:
...то го, что поверхности продольных стержней производят эффект, соответствующий эффекту зеркала, в то время как, например, в случае оптоэлектронного сканирования с отраженным светом промежутки между ними или продольные желобки едва 6 29491 существуют или не существуют вообще С другой стороны, зеркальные или хромированные и полированные поверхности продольных стержней гарантируют ле гкое аксиальное соскальзывание витков нити . Кроме того, в...
Спосіб одержання кордної нитки
Номер патенту: 18873
Опубліковано: 30.04.1999
Автори: Кібол Віктор Федорович, Кібол Роман Вікторович
МПК: D02G 3/26
Мітки: спосіб, нитки, кордної, одержання
Формула / Реферат:
Способ получения кордной нити, включающий предварительное кручение каждой комплексной нити в одном направлении и окончательное совместное скручивание нитей с круткой противоположного направлений и величиной, равной величине предварительной крутки, отличающийся тем, что в качестве материала комплексной нити используют базальт, каждую комплексную нить до предварительного кручения пропитывают полимерным связующим, содержащим дивинилпиридин в...
Попередній патент: Спосіб запобігання та гасіння галопування проводів
Наступний патент: Спосіб виготовлення багатошарових чохлів (варіанти)
Випадковий патент: Засіб для лікування і профілактики сечокам'яної хвороби "оксалатан"