Спосіб автоматичного контролю вмісту магнітної фракції у твердій фазі пульпи
Номер патенту: 84928
Опубліковано: 11.11.2013
Автори: Азарян Альберт Арамаісович, Кучер Василь Григорович, Черкасов Олексій Володимирович, Швидкий Олександр Васильович, Цибулевський Юрій Євгенович

Формула / Реферат
Спосіб автоматичного контролю вмісту магнітних фракцій у твердій фазі пульпи, у якому ємність з пульпою закріплюють на вагах, зважують, а потім прикладають зовнішнє вертикально спрямоване електромагнітне поле, зважують повторно і на основі цих вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи, який відрізняється тим, що електромагніт розташовують у герметичному корпусі з не феромагнітного матеріалу, занурюють його у технологічний потік пульпи і закріплюють на датчику ваги, запам'ятовують його вагу, підключають електромагніт до джерела стабілізованого струму на раніше заданий час, повторно зважують корпус електромагніта з матеріалом, який притягнувся до нього і, за результатами цих двох вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи.
Текст
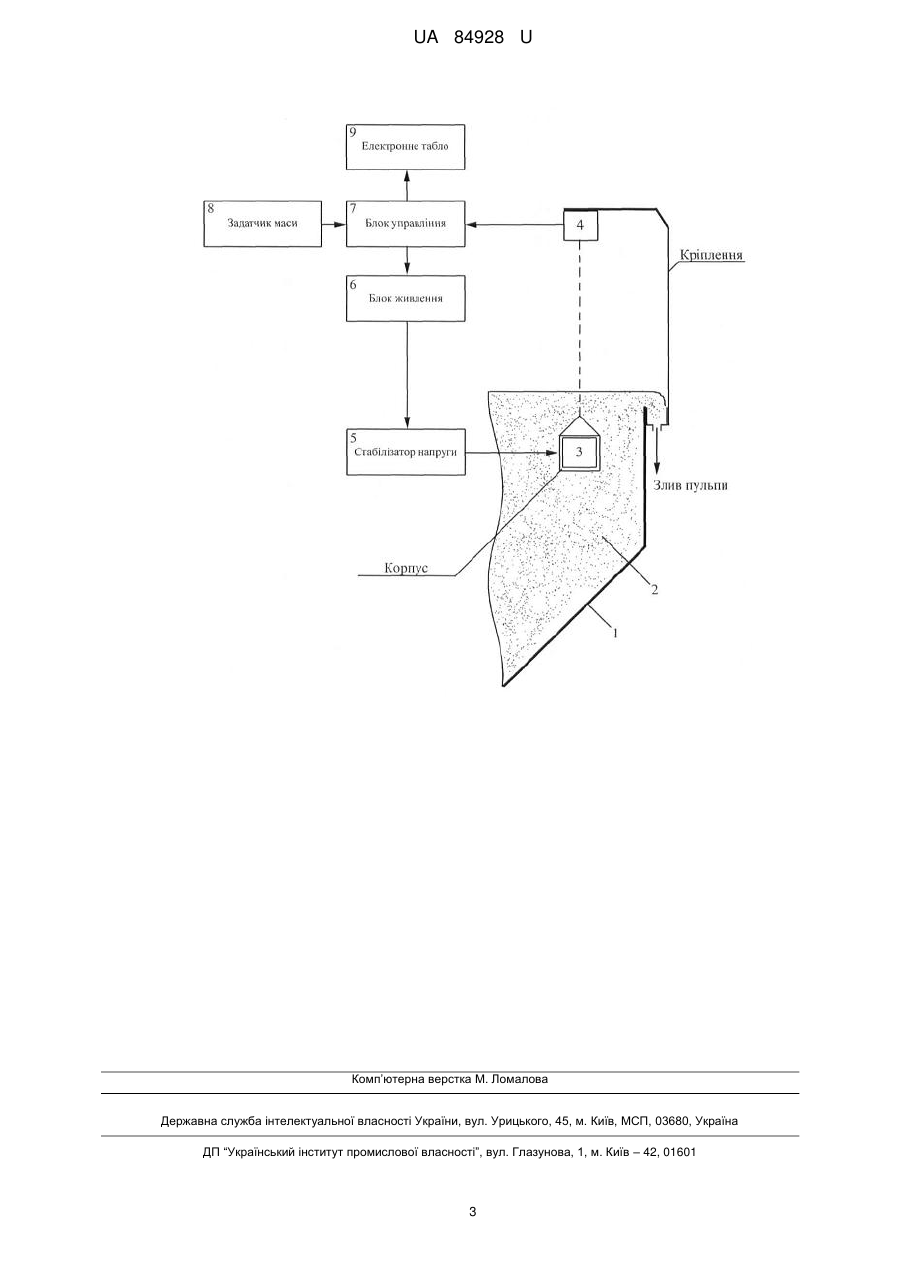
Реферат: Спосіб автоматичного контролю вмісту магнітних фракцій у твердій фазі пульпи, у якому ємність з пульпою закріплюють на вагах, зважують, а потім прикладають зовнішнє вертикально спрямоване електромагнітне поле, зважують повторно і на основі цих вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи. Електромагніт розташовують у герметичному корпусі з не феромагнітного матеріалу, занурюють його у технологічний потік пульпи і закріплюють на датчику ваги, запам'ятовують його вагу, підключають електромагніт до джерела стабілізованого струму на раніше заданий час, повторно зважують корпус електромагніта з матеріалом, який притягнувся до нього і, за результатами цих двох вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи. UA 84928 U (54) СПОСІБ АВТОМАТИЧНОГО КОНТРОЛЮ ВМІСТУ МАГНІТНОЇ ФРАКЦІЇ У ТВЕРДІЙ ФАЗІ ПУЛЬПИ UA 84928 U UA 84928 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до автоматичного контролю вмісту магнітної фракції у продуктах, збагачувальних підприємств чорної металургії. Відомий спосіб контролю вмісту заліза магнітного у твердій фазі залізорудної пульпи, оснований на пондеромоторному методі. Згідно цьому способу загальний потік пульпи розділяють на два потоки, які пропускають через два окремих вагових густиноміра, притому один з густиномірів обладнують електромагнітом, встановленим над (або під) пульпопроводом густиноміра. У одному потоці вимірюють вагу ділянки пульпопровода у гравітаційному полі, яка пропорційна густині пульпи, а в другому - вагу ділянки пульпопровода, на яку одночасно діють гравітаційне поле та поле електромагніта з вертикально спрямованим вектором напруженості магнітного поля і тоді результат вимірів буде пропорційним густині пульпи і вмісту у її твердій фазі магнітного заліза. Після чого ділять результати вимірювання обох густиномірів і за часткою, отриманою від ділення визначають вміст магнітних фракцій у твердій фазі пульпи (Марюта А.Н., Младецкий И.К., Новицкий П.А., Контроль качества железорудного сырья, К. Техніка, 1976). Недоліком відомого способу є необхідність розділення потоку пульпи на два тому, що неможливо забезпечити повністю ідентичні властивості пульпи з-за її розшарування, що зменшує точність вимірів. Найбільш близьким технічним рішенням, яке вибрано прототипом є спосіб автоматичного контролю вмісту магнітних фракцій у пульпі, яка протікає через зливний патрубок, де виконують сепарацію потоку пульпи у магнітному полі протягом фіксованого проміжку часу, вимірюють вагу притягненого матеріалу, запам'ятовують її та вимірюють вагу пульпи, яка протікає, порівнюють її з вагою притягненого матеріалу та за результатами порівняння визначають вміст магнітних фракцій (Авторское свидетельство СССР № 1081526 "Способ автоматического контроля содержания магнитных фракций в пульпе" опубл. 23.03.1984, бюл. № 11). Недоліком способу є неможливість його реалізації у виробничих умовах тому, що продуктивність промислових пульпопроводів досягає декількох сотень кубометрів на годину, їх реалізація потребує додаткових пристроїв для часткового відбору та повертання проб до основних технологічних потоків, що призводить до зменшення точності контролю за рахунок додаткової похибки пристроїв відбору проб. Крім того, наявність гнучкої вставки у закріпленні зливного патрубка є додатковим джерелом похибки. Задачею корисної моделі є удосконалення способу автоматичного контролю вмісту магнітної фракції у твердій фазі пульпи за рахунок відмови від засобів відбору та транспортування частки технологічних потоків, які застосовані для реалізації способу прототипу, що виключає похибку, яка виникає при відбиранні проби та від налипання пульпи на внутрішню поверхню зливного патрубка. Поставлена задача досягається тим, що у відомому способі, ємність з пульпою закріплюють на вагах, зважують, а потім прикладають зовнішнє вертикально спрямоване поле, зважують повторно і на основі цих вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи. Згідно корисній моделі електромагніт розташовують у герметичному корпусі з не феромагнітного матеріалу, занурюють у технологічний потік пульпи і закріплюють на датчику ваги, запам'ятовують його вагу, підключають електромагніт до джерела стабілізованого струму і вимірюють час до моменту досягнення раніше заданого значення ваги матеріалу, який притягнувся до корпусу електромагніта і, за результатами цих двох вимірів обчислюють вміст магнітної фракції у твердій фазі пульпи. Корисна модель ілюструється схемою одного з можливих пристроїв для реалізації запропонованого способу. За об'єкт для автоматизації вибрано дешламатор 1, заповнений пульпою 2, верхній шар якої відходить у злив і виносить з собою частину феромагнітних фракцій. Для визначення вмісту феромагнітних фракцій у зливі (втрати корисного компоненту) дешламаторів до цього часу не існує простого і надійного способу контролю. Пристрій, який реалізує запропонований спосіб обладнано джерелом електромагнітного поля (електромагніт 3), який розташовано у водонепроникному корпусі з не феромагнітного матеріалу і механічно зв'язаний з датчиком ваги 4, закріпленим на борту дешламатора 1. Електромагніт 3 живиться від стабілізатора напруги 5 з'єднаного з блоком живлення 6. Вхід блока живлення 6 підключено до першого виходу блока управління 7, перший вхід якого з'єднано з задатчиком 8 маси, а другий - з виходом датчика ваги 4. Другий вихід блока управління 7 зв'язано з електронним табло. Спосіб реалізується наступним чином. Електромагніт 3 розташовують у герметичному корпусі з не феромагнітного матеріалу, занурюють у технологічний потік пульпи 2 дешламатора 1, закріплюють на датчику ваги 4, запам'ятовують його вагу, підключають електромагніт 3 до джерела стабілізованого струму 5 і вимірюють час до моменту досягнення раніше заданого 1 UA 84928 U 5 10 15 20 значення ваги матеріалу, який притягнувся до корпусу електромагніта і, за результатами вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи. Вага електромагніта 3 у кожусі змінюється у залежності від густини пульпи 2. При відсутності живлення електромагніта 3 датчик ваги 4 вимірює густину пульпи 2 у зоні його розташування. Значення ваги електромагніта 3 у повітрі, та у пульпі 2 запам'ятовуються блоком управління 7, після чого він подає команду блокам 6 і 5 на подачу живлення на електромагніт 3. Під дією магнітного поля відбувається притягання феромагнітних часток пульпи 2 до поверхні корпуса електромагніта 3. Після закінчення терміну, заданого задатчиком 8 маси сепарації, блок управління 7, запам'ятовує вагу корпуса електромагніта 3 разом з притягненими ними феромагнітними частинками дає команду відключити живлення гравітаційного поля та потоку пульпи 2 поверхня корпусу електромагніта 3 звільняється від феромагнітних частинок. Блок управління 7 визначає вагу феромагнітних частинок, які були притягнені до поверхні корпуса електромагніта 3 та видає команду на повторне визначення густини пульпи, усереднює дані двох вимірів та здійснює ділення ваги притягнених феромагнітних частинок на усереднене значення густини пульпи і, з урахуванням попереднього калібрування передає результат обчислення вмісту магнітних фракцій у твердій фазі пульпи на електронне табло 9. Пристрій готовий до повторного циклу вимірювань. Таким чином впровадження запропонованого способу надає можливість визначати вміст магнітних фракцій у твердій фазі пульпи у технологічних потоках, що дозволяє підвищить представництво і точність контролю для подальшого використання під час розробки систем автоматичного управління процесами збагачення залізних руд. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб автоматичного контролю вмісту магнітних фракцій у твердій фазі пульпи, у якому ємність з пульпою закріплюють на вагах, зважують, а потім прикладають зовнішнє вертикально спрямоване електромагнітне поле, зважують повторно і на основі цих вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи, який відрізняється тим, що електромагніт розташовують у герметичному корпусі з не феромагнітного матеріалу, занурюють його у технологічний потік пульпи і закріплюють на датчику ваги, запам'ятовують його вагу, підключають електромагніт до джерела стабілізованого струму на раніше заданий час, повторно зважують корпус електромагніта з матеріалом, який притягнувся до нього і, за результатами цих двох вимірів обчислюють вміст магнітних фракцій у твердій фазі пульпи. 2 UA 84928 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюAzarian Albert Aramaisovych, Kucher Vasyl Hryhorovych, Tsybulevskyi Yurii Yevhenovych, Cherkasov Oleksii Volodymyrovych, Shvydkyi Oleksandr Vasyliovych
Автори російськоюАзарян Альберт Арамаисович, Кучер Василий Григорьевич, Цибулевский Юрий Евгеньевич, Черкасов Алексей Владимирович, Швидкий Александр Васильевич
МПК / Мітки
МПК: G01N 27/72
Мітки: спосіб, фракції, пульпи, вмісту, магнітної, контролю, фазі, твердий, автоматичного
Код посилання
<a href="https://ua.patents.su/5-84928-sposib-avtomatichnogo-kontrolyu-vmistu-magnitno-frakci-u-tverdijj-fazi-pulpi.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного контролю вмісту магнітної фракції у твердій фазі пульпи</a>
Спосіб визначення вмісту в твердій фазі пульпи мінеральних домішок
Номер патенту: 37454
Опубліковано: 25.11.2008
Автори: Довженко Володимир Профирович, Панін Олег Анатолійович, Кіріченко Олег Федорович, Панін Анатолій Володимирович
МПК: G01N 21/47
Мітки: визначення, пульпи, спосіб, мінеральних, твердий, фазі, домішок, вмісту
Формула / Реферат:
Спосіб визначення в твердій фазі пульпи мінеральних домішок Аν, який полягає в тому, що освітлюють поверхню пульпи випромінюванням оптичного діапазону, виміряють інтенсивність початкового випромінювання, а також інтенсивності двох дифузно відбитих від пульпи світлових потоків, і розраховують об'ємний вміст Аν в твердій фазі мінеральних домішок, який відрізняється тим, що інтенсивності початкового випромінювання і відбитих світлових...
Пристрій для визначення концентрації твердої фази пульпи та вмісту в твердій фазі мінеральних домішок
Номер патенту: 4684
Опубліковано: 28.12.1994
Автори: Панін Анатолій Володимирович, Погорелов Олег Олексійович
МПК: G01N 21/49
Мітки: твердої, визначення, домішок, фазі, пульпи, твердий, концентрації, пристрій, мінеральних, вмісту
Формула / Реферат:
Устройство для определения концентрации твердой фазы пульпы и содержания в твердой фазе минеральных примесей, содержащее источник излучения, первое, второе, третье и четвертое фотоприемные устройства, первый и второй блоки деления, схему вычитания, сумматор, первый и второй индикаторы, причем выход первого фотоприемного устройства подключен ко входу "делимое" первого блока деления, выход второго фотоприемного устройства подключен ко...
Спосіб автоматичного контролю параметрів твердої фази пульпи
Номер патенту: 27086
Опубліковано: 10.10.2007
Автори: Моркун Володимир Станіславович, Поркуян Ольга Вікторівна
МПК: G01N 29/02
Мітки: фазі, пульпи, автоматичного, твердої, контролю, спосіб, параметрів
Формула / Реферат:
Спосіб автоматичного контролю параметрів твердої фази пульпи, який включає випромінювання ультразвукових коливань у потік пульпи, який проходить через вимірювальну камеру, приймання коливань, що пройшли фіксовану відстань крізь потік пульпи, вимірювання інтенсивності прийнятих коливань та визначення з урахуванням її величини контрольованих параметрів, який відрізняється тим, що на стінку вимірювальної камери наносять металеву плівку,...
Спосіб автоматичного контролю розрідження пульпи в млинах, що подрібнюють піски механічних класифікаторів
Номер патенту: 7741
Опубліковано: 15.07.2005
Автори: Кондратець Василь Олександрович, Мацуй Анатолій Миколайович
МПК: B03B 11/00
Мітки: піски, млинах, контролю, пульпи, подрібнюють, механічних, спосіб, розрідження, класифікаторів, автоматичного
Формула / Реферат:
1. Спосіб автоматичного контролю розрідження пульпи в млинах, що подрібнюють піски механічних класифікаторів, шляхом акумулювання пульпи в пісковому жолобі, вимірювання та осереднення її витрати, вимірювання витрати води в пісковий жолоб, врахування змінних констант процесу та визначення параметра за математичною залежністю, який відрізняється тим, що пульпу акумулюють в приймальному пристрої завиткового живильника, вимірюють в ньому тиск та...
Спосіб зварення у твердій фазі металевих пластин
Номер патенту: 80204
Опубліковано: 27.08.2007
Автори: Борц Борис Вікторович, Васеха Ігор Едуардович, Неклюдов Іван Матвійович, Лопата Олександр Трохимович
МПК: B32B 37/00, B21B 9/00, B23K 20/00
Мітки: металевих, пластин, спосіб, зварення, фазі, твердий
Формула / Реферат:
1. Спосіб зварення у твердій фазі металевих пластин, який включає складання в пакет пластин, що з'єднуються, нагрівання пакета, розміщення пакета між валками з різним діаметром, деформування пакета, який відрізняється тим, що між пластинами розміщують демпфірувальний прошарок, пакет розміщають між валками так, що пластина з матеріалу з меншою границею текучості при температурі зварення обернена у бік валка з меншим діаметром, нагрівання...
Попередній патент: Пристрій для підготовки місця встановлення пакера
Наступний патент: Спосіб відвалоутворення в режимі деформацій порід
Випадковий патент: Свердловинний штанговий насос для відкачування високов'язкої нафти