Спосіб зварення у твердій фазі металевих пластин
Номер патенту: 80204
Опубліковано: 27.08.2007
Автори: Борц Борис Вікторович, Неклюдов Іван Матвійович, Лопата Олександр Трохимович, Васеха Ігор Едуардович
Формула / Реферат
1. Спосіб зварення у твердій фазі металевих пластин, який включає складання в пакет пластин, що з'єднуються, нагрівання пакета, розміщення пакета між валками з різним діаметром, деформування пакета, який відрізняється тим, що між пластинами розміщують демпфірувальний прошарок, пакет розміщають між валками так, що пластина з матеріалу з меншою границею текучості при температурі зварення обернена у бік валка з меншим діаметром, нагрівання пакета і його деформування ведуть у вакуумі, при цьому нагрівання ведуть у два етапи, причому на першому етапі до 0,4...0,5 температури плавлення матеріалу пластини з меншою границею текучості, а на другому етапі - шляхом ВЧ нагріву при частоті, що забезпечує нагрівання матеріалу прошарку до 0,92...0,95 температури плавлення матеріалу демпфірувального прошарку, а кутові швидкості обертання валків і їхні радіуси вибирають із умови:
![]() ,
,
де ![]() і
і ![]() - границі текучості матеріалу кожної із пластин при температурі зварення;
- границі текучості матеріалу кожної із пластин при температурі зварення;
![]() і
і ![]() - відносні обтиснення кожної із пластин;
- відносні обтиснення кожної із пластин;
![]() і
і ![]() - початкові товщини кожної із пластин;
- початкові товщини кожної із пластин;
![]() і
і ![]() - кутові швидкості кожного з валків;
- кутові швидкості кожного з валків;
![]() і
і ![]() - радіуси кожного з валків.
- радіуси кожного з валків.
2. Спосіб за п. 1, який відрізняється тим, що пластину, обернену у бік валка з меншим діаметром, вибирають більшої товщини.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що як матеріал демпфірувального прошарку вибирають мідь.
4. Спосіб за п. 3, який відрізняється тим, що при складанні пакета між демпфірувальним прошарком та пластиною з меншою границею текучості встановлюють бар'єрний металевий прошарок.
5. Спосіб за п. 4, який відрізняється тим, що матеріал бар'єрного прошарку вибирають із таких матеріалів, як ніобій, тантал, нікель.
Текст
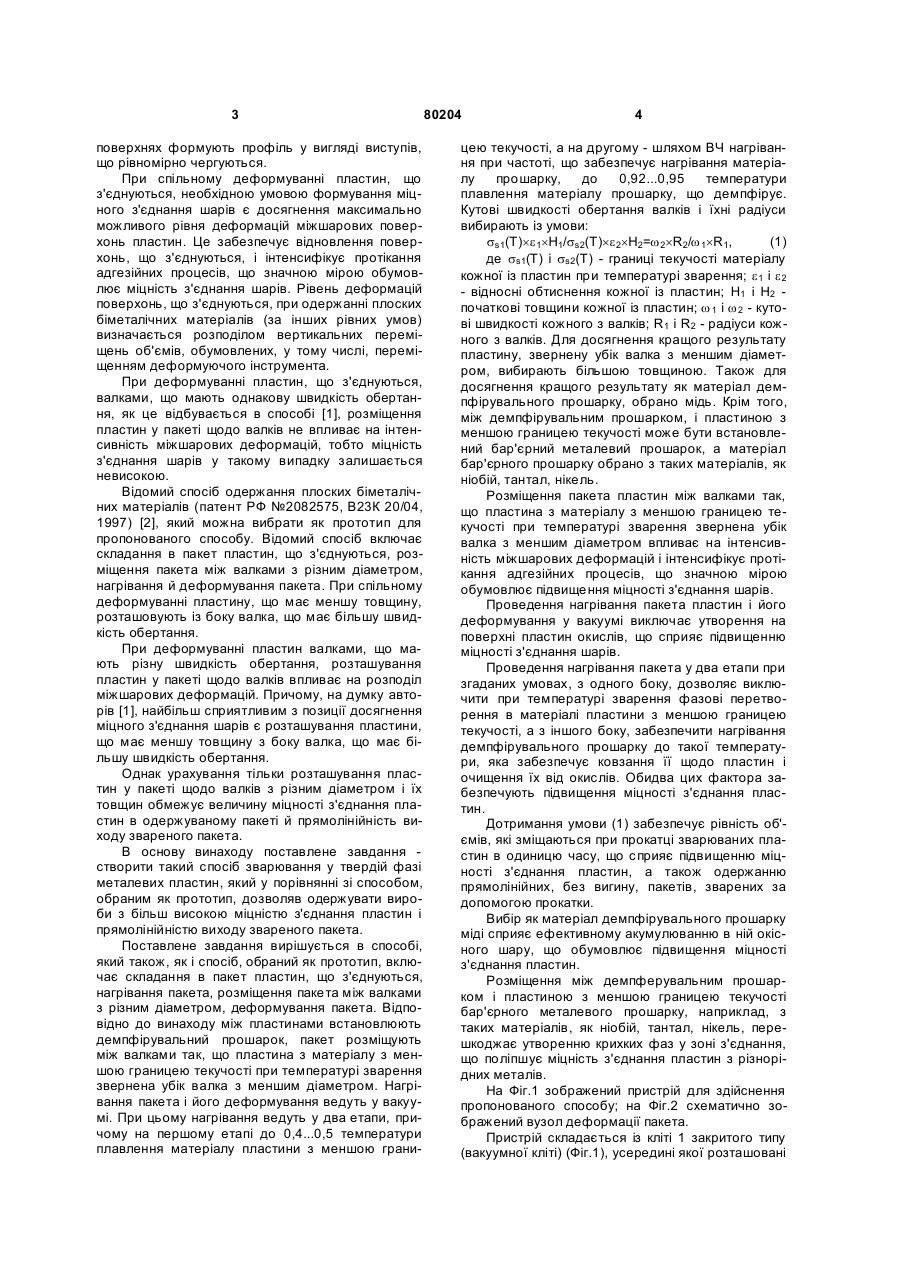
1. Спосіб зварення у твердій фазі металевих пластин, який включає складання в пакет пластин, що з'єднуються, нагрівання пакета, розміщення пакета між валками з різним діаметром, деформування пакета, який відрізняється тим, що між пластинами розміщують демпфірувальний прошарок, пакет розміщають між валками так, що пластина з матеріалу з меншою границею текучості при температурі зварення обернена у бік валка з меншим діаметром, нагрівання пакета і його деформування ведуть у вакуумі, при цьому нагрівання ведуть у два етапи, причому на першому етапі до 0,4...0,5 температури плавлення матеріалу пластини з меншою границею текучості, а на другому 2 80204 1 3 поверхнях формують профіль у вигляді виступів, що рівномірно чергуються. При спільному деформуванні пластин, що з'єднуються, необхідною умовою формування міцного з'єднання шарів є досягнення максимально можливого рівня деформацій міжшарових поверхонь пластин. Це забезпечує відновлення поверхонь, що з'єднуються, і інтенсифікує протікання адгезійних процесів, що значною мірою обумовлює міцність з'єднання шарів. Рівень деформацій поверхонь, що з'єднуються, при одержанні плоских біметалічних матеріалів (за інших рівних умов) визначається розподілом вертикальних переміщень об'ємів, обумовлених, у тому числі, переміщенням деформуючого інструмента. При деформуванні пластин, що з'єднуються, валками, що мають однакову швидкість обертання, як це відбувається в способі [1], розміщення пластин у пакеті щодо валків не впливає на інтенсивність міжшарових деформацій, тобто міцність з'єднання шарів у такому випадку залишається невисокою. Відомий спосіб одержання плоских біметалічних матеріалів (патент РФ №2082575, В23К 20/04, 1997) [2], який можна вибрати як прототип для пропонованого способу. Відомий спосіб включає складання в пакет пластин, що з'єднуються, розміщення пакета між валками з різним діаметром, нагрівання й деформування пакета. При спільному деформуванні пластину, що має меншу товщину, розташовують із боку валка, що має більшу швидкість обертання. При деформуванні пластин валками, що мають різну швидкість обертання, розташування пластин у пакеті щодо валків впливає на розподіл міжшарових деформацій. Причому, на думку авторів [1], найбільш сприятливим з позиції досягнення міцного з'єднання шарів є розташування пластини, що має меншу товщину з боку валка, що має більшу швидкість обертання. Однак урахування тільки розташування пластин у пакеті щодо валків з різним діаметром і їх товщин обмежує величину міцності з'єднання пластин в одержуваному пакеті й прямолінійність виходу звареного пакета. В основу винаходу поставлене завдання створити такий спосіб зварювання у твердій фазі металевих пластин, який у порівнянні зі способом, обраним як прототип, дозволяв одержувати вироби з більш високою міцністю з'єднання пластин і прямолінійністю виходу звареного пакета. Поставлене завдання вирішується в способі, який також, як і спосіб, обраний як прототип, включає складання в пакет пластин, що з'єднуються, нагрівання пакета, розміщення пакета між валками з різним діаметром, деформування пакета. Відповідно до винаходу між пластинами встановлюють демпфірувальний прошарок, пакет розміщують між валками так, що пластина з матеріалу з меншою границею текучості при температурі зварення звернена убік валка з меншим діаметром. Нагрівання пакета і його деформування ведуть у вакуумі. При цьому нагрівання ведуть у два етапи, причому на першому етапі до 0,4...0,5 температури плавлення матеріалу пластини з меншою грани 80204 4 цею текучості, а на другому - шляхом ВЧ нагрівання при частоті, що забезпечує нагрівання матеріалу прошарку, до 0,92...0,95 температури плавлення матеріалу прошарку, що демпфірує. Кутові швидкості обертання валків і їхні радіуси вибирають із умови: (1) ss1(T)´e 1´H1/ss2(T)´e 2´H2=w 2´R2/w 1´R1, де ss1(T) і ss2(T) - границі текучості матеріалу кожної із пластин при температурі зварення; e 1 і e 2 - відносні обтиснення кожної із пластин; Н1 і Н2 початкові товщини кожної із пластин; w 1 і w 2 - кутові швидкості кожного з валків; R1 і R2 - радіуси кожного з валків. Для досягнення кращого результату пластину, звернену убік валка з меншим діаметром, вибирають більшою товщиною. Також для досягнення кращого результату як матеріал демпфірувального прошарку, обрано мідь. Крім того, між демпфірувальним прошарком, і пластиною з меншою границею текучості може бути встановлений бар'єрний металевий прошарок, а матеріал бар'єрного прошарку обрано з таких матеріалів, як ніобій, тантал, нікель. Розміщення пакета пластин між валками так, що пластина з матеріалу з меншою границею текучості при температурі зварення звернена убік валка з меншим діаметром впливає на інтенсивність міжшарових деформацій і інтенсифікує протікання адгезійних процесів, що значною мірою обумовлює підвищення міцності з'єднання шарів. Проведення нагрівання пакета пластин і його деформування у вакуумі виключає утворення на поверхні пластин окислів, що сприяє підвищенню міцності з'єднання шарів. Проведення нагрівання пакета у два етапи при згаданих умовах, з одного боку, дозволяє виключити при температурі зварення фазові перетворення в матеріалі пластини з меншою границею текучості, а з іншого боку, забезпечити нагрівання демпфірувального прошарку до такої температури, яка забезпечує ковзання її щодо пластин і очищення їх від окислів. Обидва цих фактора забезпечують підвищення міцності з'єднання пластин. Дотримання умови (1) забезпечує рівність об'ємів, які зміщаються при прокатці зварюваних пластин в одиницю часу, що сприяє підвищенню міцності з'єднання пластин, а також одержанню прямолінійних, без вигину, пакетів, зварених за допомогою прокатки. Вибір як матеріал демпфірувального прошарку міді сприяє ефективному акумулюванню в ній окісного шару, що обумовлює підвищення міцності з'єднання пластин. Розміщення між демпферувальним прошарком і пластиною з меншою границею текучості бар'єрного металевого прошарку, наприклад, з таких матеріалів, як ніобій, тантал, нікель, перешкоджає утворенню крихких фаз у зоні з'єднання, що поліпшує міцність з'єднання пластин з різнорідних металів. На Фіг.1 зображений пристрій для здійснення пропонованого способу; на Фіг.2 схематично зображений вузол деформації пакета. Пристрій складається із кліті 1 закритого типу (вакуумної кліті) (Фіг.1), усередині якої розташовані 5 80204 валки 2 і 3 різного діаметру. Кліть 1 сполучена з вакуумною піччю, що складається з печі 4 електроопору й печі 5 ВЧ нагріву. Вакуумна піч з'єднана через затвор 6 з вакуумною камерою 7 завантаження. Кліть 1 з'єднана через затвор 8 з вакуумною камерою 9 вивантаження. Кожний з валків 2 і 3 має окремий електромеханічний привод 10. Кліть 1 і вакуумна піч з'єднані з високовакуумними насосами 11, а камери 7 і 9 - з форвакуумними насосами 12. Спосіб здійснюють так. Зварювані пластини 13 і 14 різної товщини (Фіг.2), наприклад, відповідно, з титана й нержавіючої сталі, і демпфірувальний прошарок 15, наприклад, з міді піддають механічному й рідинному хімічному очищенню. Потім із цих елементів формують пакет 16 (Фіг.1) і завантажують у камеру 7 так, щоб пластина 13 з титана (з меншою границею текучості) при вході в зазор між валками 2 і 3, була звернена убік валка 2 з меншим діаметром. Потім кліть 1, вакуумну піч, камери 7 і 9 герметизують і відкачують за допомогою насосів 11 і 12 (затвори 6 і 8 закриті). Після досягнення в камері 7 тиску 10-1Па, затвор 6 відкривають і пакет 16 за допомогою маніпулятора Комп’ютерна верстка М. Ломалова 6 (на кресленні не показаний) переміщають у вакуумну піч, і встановлюють у печі 4 електроопору. Затвор 6 закривають. Нагрівання пакета 16 у цій печі ведуть при тиску 10-2Па до температури 882°С (0,5 температури плавлення матеріалу пластини титана). Потім пакет 16 переміщають крізь піч 5, де відбувається нагрівання прошарку з міді до 1018°С (0,94 температури її плавлення), і розміщають його між валками 2 і 3. Після цього ведуть деформування пакета валками при кутових швидкостях обертання, які визначають з умови (1). Для випадку, коли ss1(882°C)=4кГ/мм2 і 2 ss2(882°C)=10кГ/мм ; e 1=36% і e 2=23,8%; Н1=33мм і Н2=22мм; R1=36,5мм і R2=43,75мм; значення кутових швидкостей складали w 1=0,41сек-1 і w 2= 0,31сек-1. Як показали дослідження, застосування винаходу дозволяє підвищити приблизно на 50% міцність з'єднання шарів за рахунок підвищення рівня міжшарових деформацій металів, що з'єднуються, а також одержувати прямолінійні, без вигину, пакети. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding method in the solid phase of metallic plates
Автори англійськоюNekliudov Ivan Matviiovych, Borts Borys Viktorovych, Lopata Oleksandr Trokhymovych
Назва патенту російськоюСпособ сварки в твердой фазе металлических пластин
Автори російськоюНеклюдов Иван Матвеевич, Борц Борис Викторович, Лопата Александр Трофимович
МПК / Мітки
МПК: B32B 37/00, B21B 9/00, B23K 20/00
Мітки: спосіб, фазі, твердий, зварення, пластин, металевих
Код посилання
<a href="https://ua.patents.su/3-80204-sposib-zvarennya-u-tverdijj-fazi-metalevikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварення у твердій фазі металевих пластин</a>
Спосіб кількісної оцінки реакції в твердій фазі та фторовмісний компонент реакції
Номер патенту: 70937
Опубліковано: 15.11.2004
Автори: Ері Джон Е., Ортон Едвард, Нагулапаллі Васант К., Кроліковскі Пол Г.
МПК: G01N 24/00, G01N 33/543
Мітки: оцінки, компонент, фазі, кількісної, реакції, спосіб, твердий, фторовмісний
Формула / Реферат:
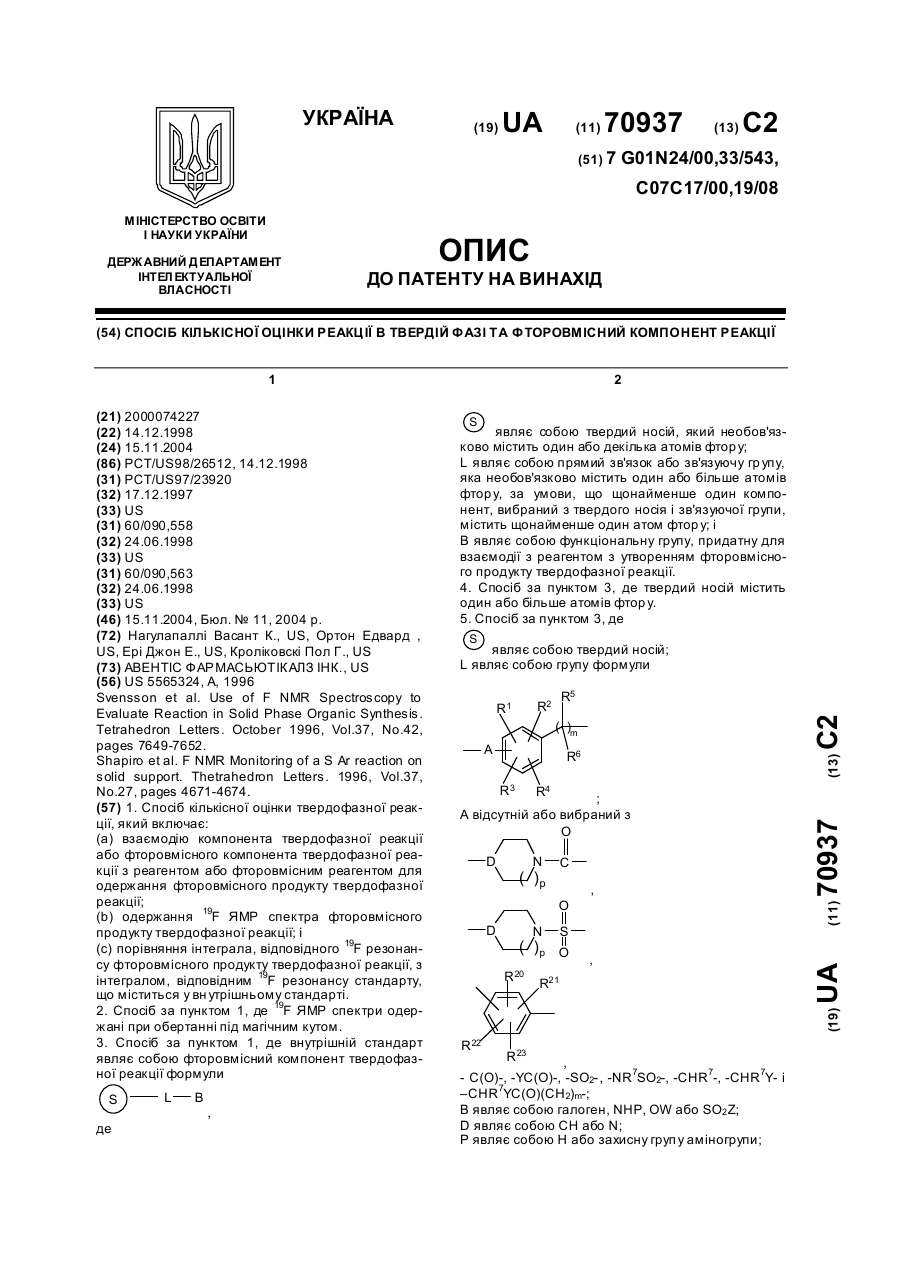
1. Спосіб кількісної оцінки твердофазної реакції, який включає:(a) взаємодію компонента твердофазної реакції або фторовмісного компонента твердофазної реакції з реагентом або фторовмісним реагентом для одержання фторовмісного продукту твердофазної реакції;(b) одержання 19F ЯМР спектра фторовмісного продукту твердофазної реакції; і(c) порівняння інтеграла, відповідного 19F резонансу фторовмісного продукту твердофазної...
Пристрій для визначення концентрації твердої фази пульпи та вмісту в твердій фазі мінеральних домішок
Номер патенту: 4684
Опубліковано: 28.12.1994
Автори: Панін Анатолій Володимирович, Погорелов Олег Олексійович
МПК: G01N 21/49
Мітки: твердої, твердий, фазі, концентрації, пристрій, пульпи, вмісту, мінеральних, визначення, домішок
Формула / Реферат:
Устройство для определения концентрации твердой фазы пульпы и содержания в твердой фазе минеральных примесей, содержащее источник излучения, первое, второе, третье и четвертое фотоприемные устройства, первый и второй блоки деления, схему вычитания, сумматор, первый и второй индикаторы, причем выход первого фотоприемного устройства подключен ко входу "делимое" первого блока деления, выход второго фотоприемного устройства подключен ко...
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
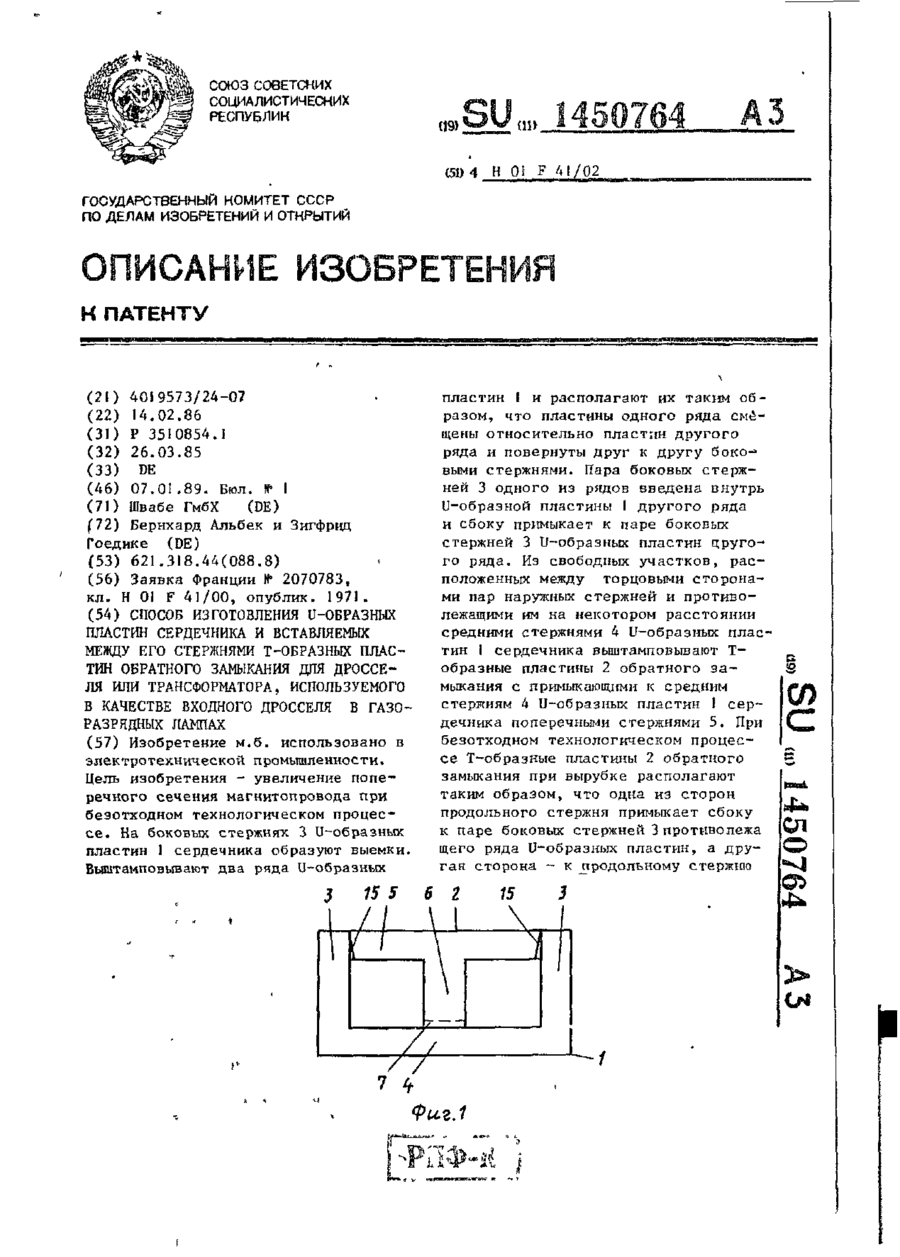
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Бернхард Альбек, Зігфрід Гоєдіке
Мітки: u-образних, стержнями, виготовлення, сердечника, дросселя, замикання, якості, трансформатора, пластин, зворотного, використовується, вставляємих, спосіб, вхідного, t-образних
Формула / Реферат:
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб виготовлення кремнійових пластин
Номер патенту: 2218
Опубліковано: 26.12.1994
Автори: Кутовой Ігор Васильович, Шурдук Борис Констянтинович, Федорів Вадим Михайлович
МПК: H01L 21/306
Мітки: спосіб, виготовлення, пластин, кремнійових
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление, предварительную полировку и химико-механическую полировку рабочей стороны пластин, отличающийся тем, что с целью повышения качества пластин за счет уменьшения плотности точечных дефектов и площади с линиями скольжения на рабочей поверхности пластин, а также повышения воспроизводимости глубины травления, травление пластин производят в селективном...
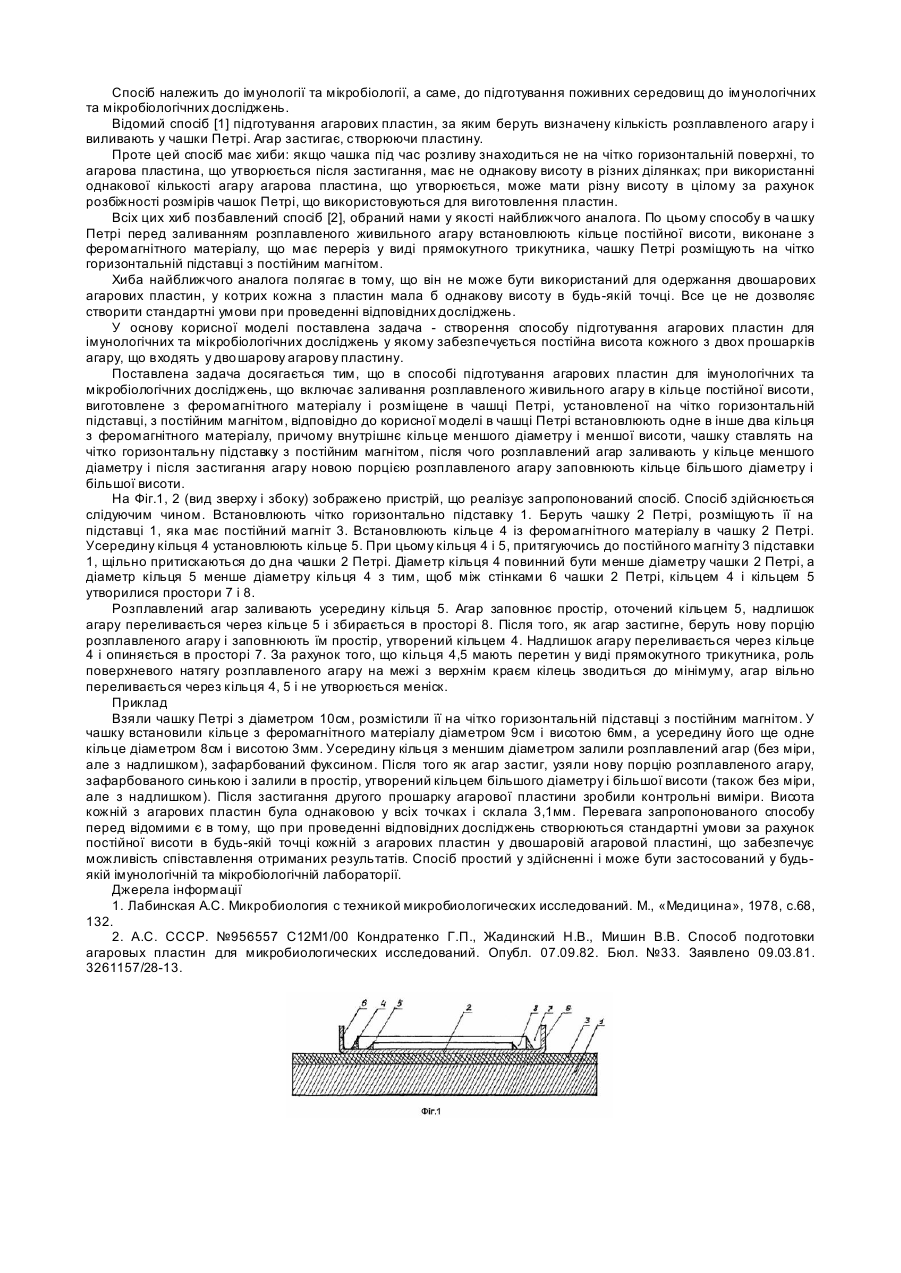
Спосіб підготування агарових пластин до імунологічних та мікробіологічних досліджень
Номер патенту: 8577
Опубліковано: 15.08.2005
Автори: Ніколенко Юрій Іванович, Гюльмамєдов Фарман Ібрагімович, Волошин Владислав Олександрович, Жадінський Андрій Миколайович, Башмаков Михайло Миколайович, Жадинський Микола Васильович
МПК: C12M 1/22
Мітки: пластин, імунологічних, підготування, спосіб, агарових, досліджень, мікробіологічних
Формула / Реферат:
Спосіб підготування агарових пластин для імунологічних та мікробіологічних досліджень, який включає заливання розплавленого живильного агару в кільце постійної висоти, виготовлене з феромагнітного матеріалу, розміщене в чашці Петрі, установленої на чітко горизонтальній підставці з постійним магнітом, який відрізняється тим, що в чашці Петрі встановлюють одне в інше два кільця з феромагнітного матеріалу, причому внутрішнє кільце меншого...
Попередній патент: Спосіб вимірювання мінімальної дальності до цілі в імпульсній рлс
Наступний патент: Льонотертковий апарат
Випадковий патент: Спосіб безперервного рафінування сталі в проміжних розливних ковшах