Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі для холодного штампування
Номер патенту: 90220
Опубліковано: 12.04.2010
Автори: Ткач Василь Миколайович, Левченко Генадій Васильович, Воробей Сергій Олександрович, Грицай Тетяна Валеріївна, Сухомлин Володимир Іванович, Здоровець Сергій Олександрович, Нестеренко Анатолій Михайлович, Сичков Олександр Борисович
Формула / Реферат
Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі, який включає гарячу прокатку із закінченням деформації в інтервалі температур двофазної аустеніто-ферритної області – 700-800 °С, наступне підохолодження, змотування смуги в рулон при температурі не вище 500 °С, охолодження рулону до температури оточуючого середовища, який відрізняється тим, що додатково здійснюють відпал рулону при температурі 650-700 °С, тривалість витримки якого встановлюють в залежності від температури закінчення прокатки Тзп, а саме: при Тзп=700-730 °С тривалість витримки при відпалі складає 2-3 год., а при Тзп=750-780 °С – 0,7-1,5 год.
Текст
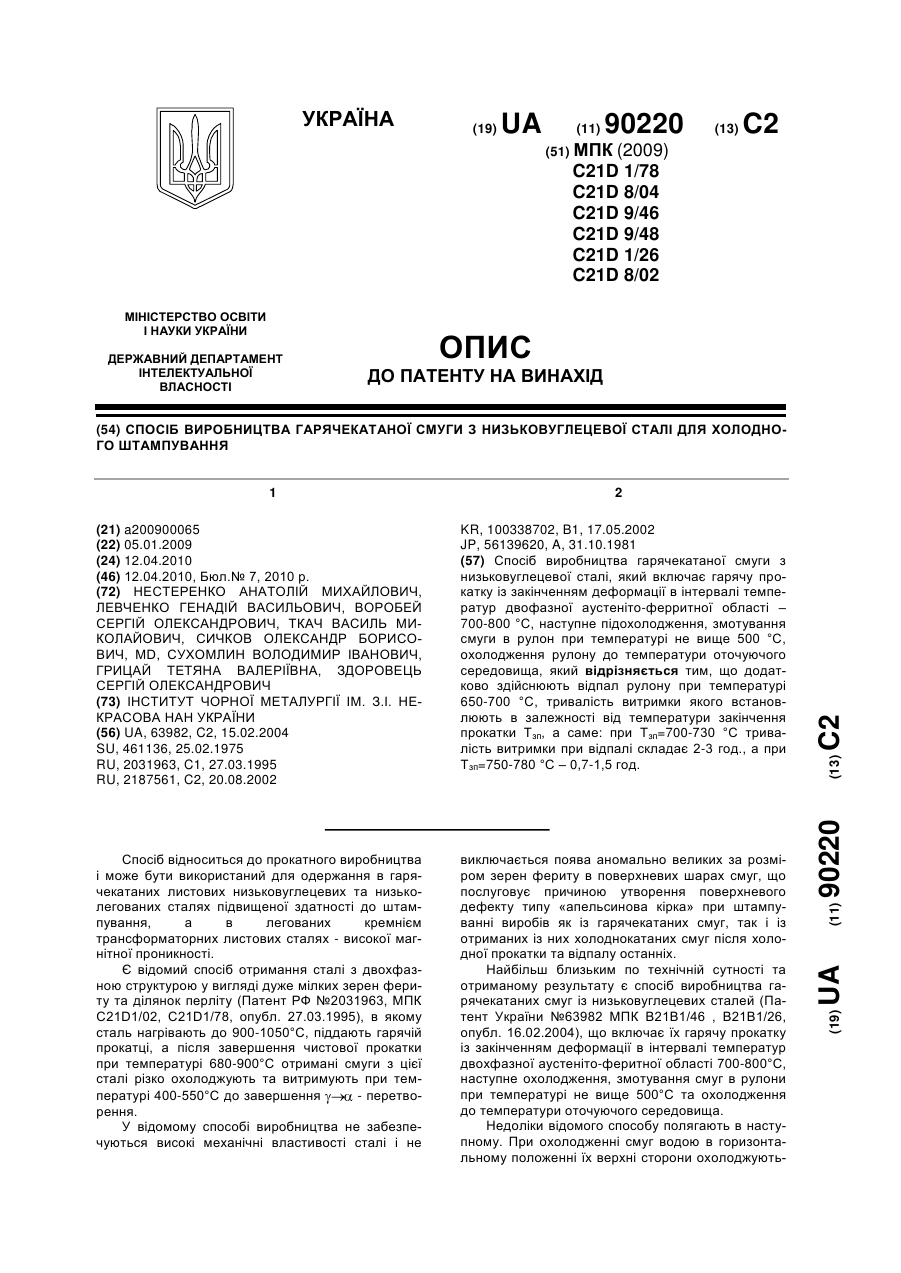
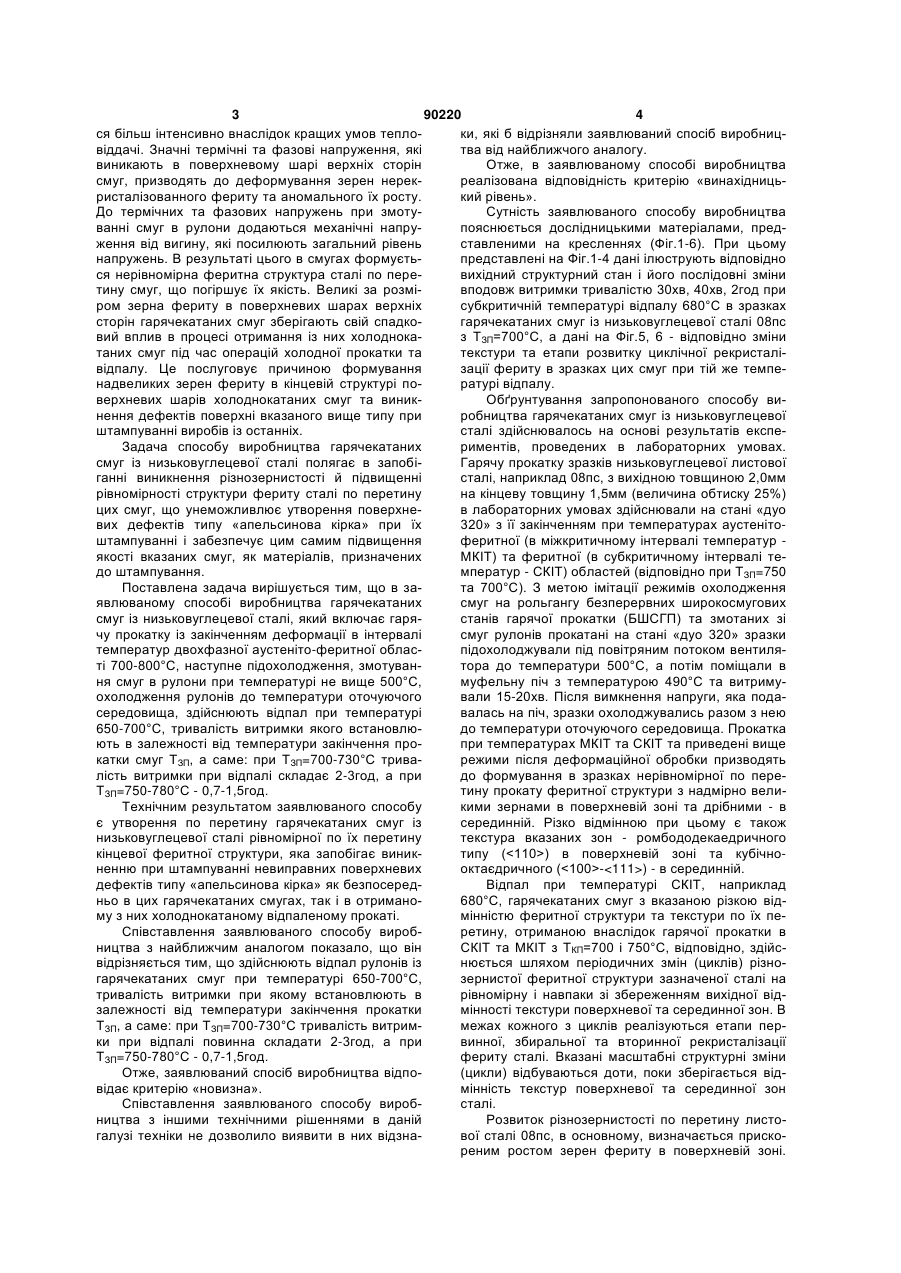
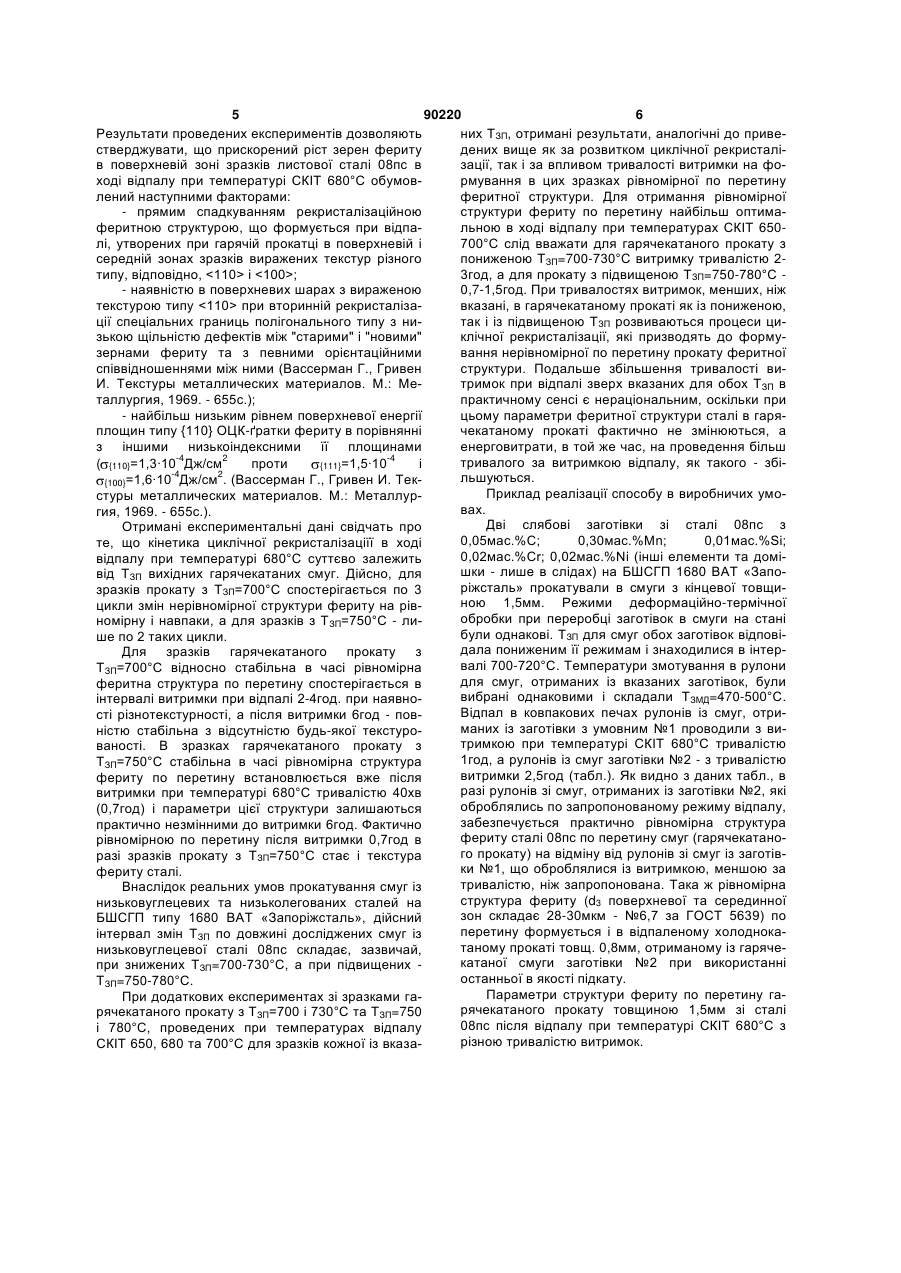
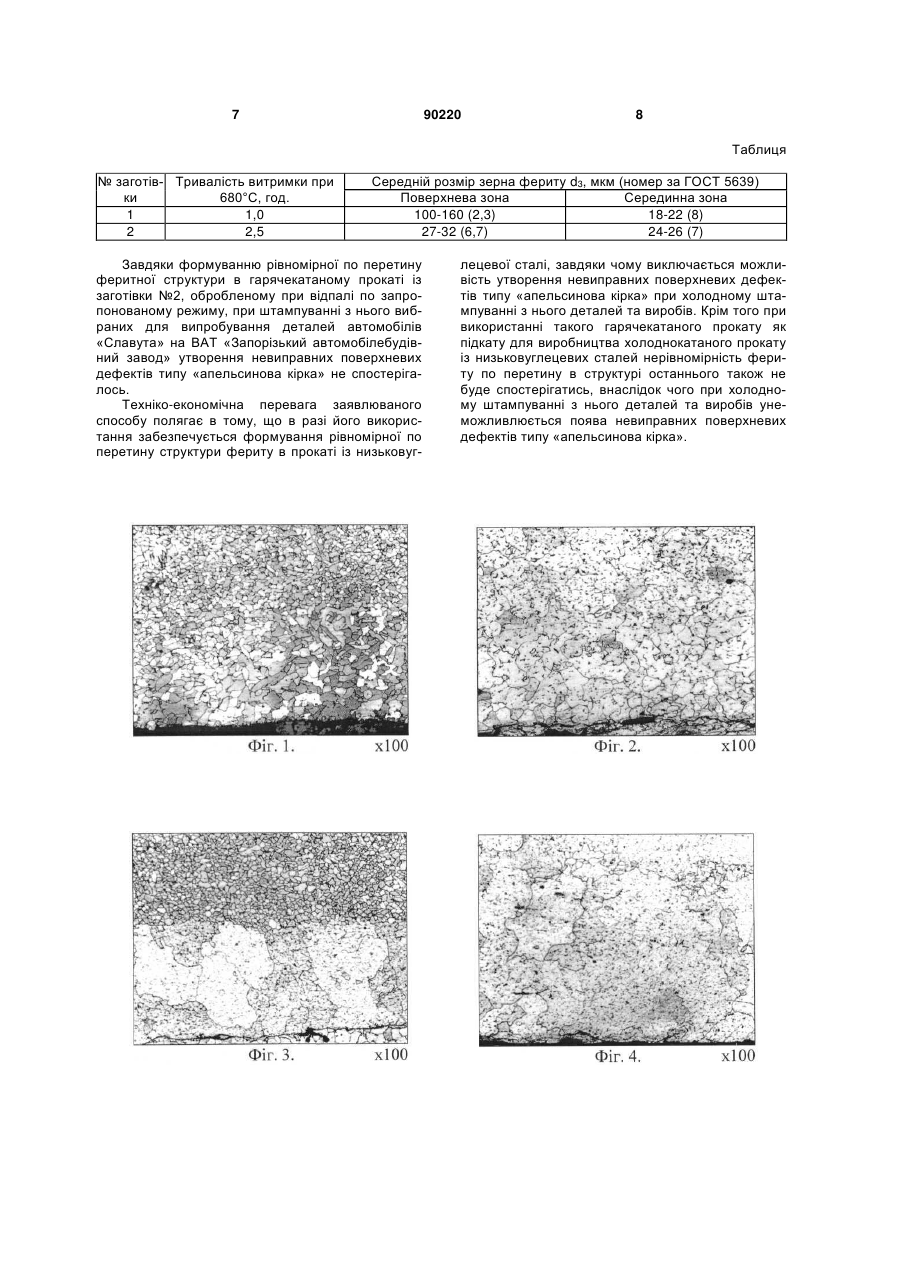
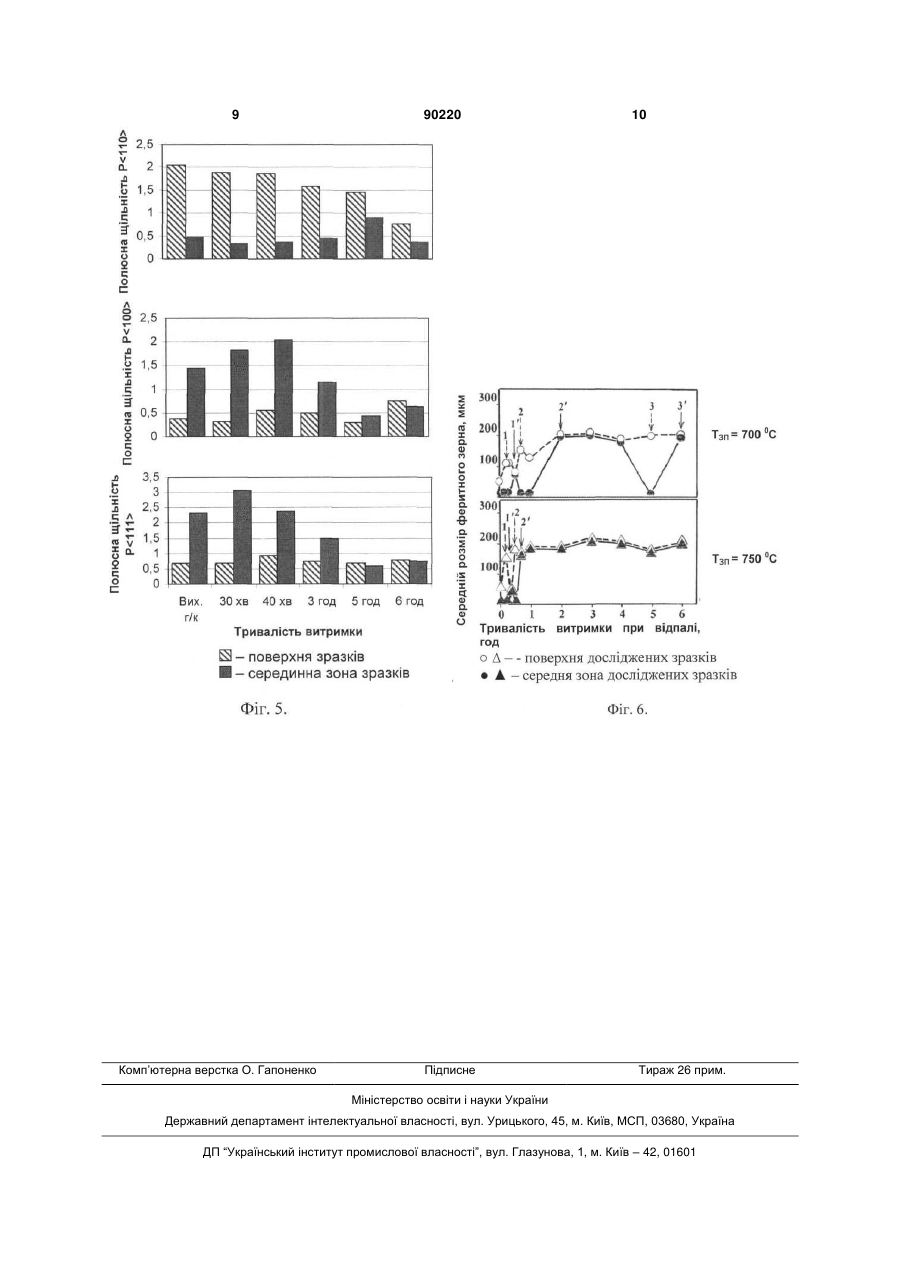
Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі, який включає гарячу прокатку із закінченням деформації в інтервалі температур двофазної аустеніто-ферритної області – 700-800 °С, наступне підохолодження, змотування смуги в рулон при температурі не вище 500 °С, охолодження рулону до температури оточуючого середовища, який відрізняється тим, що додатково здійснюють відпал рулону при температурі 650-700 °С, тривалість витримки якого встановлюють в залежності від температури закінчення прокатки Тзп, а саме: при Тзп=700-730 °С тривалість витримки при відпалі складає 2-3 год., а при Тзп=750-780 °С – 0,7-1,5 год. UA (21) a200900065 (22) 05.01.2009 (24) 12.04.2010 (46) 12.04.2010, Бюл.№ 7, 2010 р. (72) НЕСТЕРЕНКО АНАТОЛІЙ МИХАЙЛОВИЧ, ЛЕВЧЕНКО ГЕНАДІЙ ВАСИЛЬОВИЧ, ВОРОБЕЙ СЕРГІЙ ОЛЕКСАНДРОВИЧ, ТКАЧ ВАСИЛЬ МИКОЛАЙОВИЧ, СИЧКОВ ОЛЕКСАНДР БОРИСОВИЧ, MD, СУХОМЛИН ВОЛОДИМИР ІВАНОВИЧ, ГРИЦАЙ ТЕТЯНА ВАЛЕРІЇВНА, ЗДОРОВЕЦЬ СЕРГІЙ ОЛЕКСАНДРОВИЧ (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА НАН УКРАЇНИ (56) UA, 63982, C2, 15.02.2004 SU, 461136, 25.02.1975 RU, 2031963, C1, 27.03.1995 RU, 2187561, C2, 20.08.2002 C2 2 (19) 1 3 90220 4 ся більш інтенсивно внаслідок кращих умов теплоки, які б відрізняли заявлюваний спосіб виробницвіддачі. Значні термічні та фазові напруження, які тва від найближчого аналогу. виникають в поверхневому шарі верхніх сторін Отже, в заявлюваному способі виробництва смуг, призводять до деформування зерен нерекреалізована відповідність критерію «винахідницьристалізованного фериту та аномального їх росту. кий рівень». До термічних та фазових напружень при змотуСутність заявлюваного способу виробництва ванні смуг в рулони додаються механічні напрупояснюється дослідницькими матеріалами, предження від вигину, які посилюють загальний рівень ставленими на кресленнях (Фіг.1-6). При цьому напружень. В результаті цього в смугах формуєтьпредставлені на Фіг.1-4 дані ілюструють відповідно ся нерівномірна феритна структура сталі по перевихідний структурний стан і його послідовні зміни тину смуг, що погіршує їх якість. Великі за розмівподовж витримки тривалістю 30хв, 40хв, 2год при ром зерна фериту в поверхневих шарах верхніх субкритичній температурі відпалу 680°С в зразках сторін гарячекатаних смуг зберігають свій спадкогарячекатаних смуг із низьковуглецевої сталі 08пс вий вплив в процесі отримання із них холодноказ ТЗП=700°С, а дані на Фіг.5, 6 - відповідно зміни таних смуг під час операцій холодної прокатки та текстури та етапи розвитку циклічної рекристалівідпалу. Це послуговує причиною формування зації фериту в зразках цих смуг при тій же темпенадвеликих зерен фериту в кінцевій структурі поратурі відпалу. верхневих шарів холоднокатаних смуг та виникОбґрунтування запропонованого способу винення дефектів поверхні вказаного вище типу при робництва гарячекатаних смуг із низьковуглецевої штампуванні виробів із останніх. сталі здійснювалось на основі результатів експеЗадача способу виробництва гарячекатаних риментів, проведених в лабораторних умовах. смуг із низьковуглецевої сталі полягає в запобіГарячу прокатку зразків низьковуглецевої листової ганні виникнення різнозернистості й підвищенні сталі, наприклад 08пс, з вихідною товщиною 2,0мм рівномірності структури фериту сталі по перетину на кінцеву товщину 1,5мм (величина обтиску 25%) цих смуг, що унеможливлює утворення поверхнев лабораторних умовах здійснювали на стані «дуо вих дефектів типу «апельсинова кірка» при їх 320» з її закінченням при температурах аустенітоштампуванні і забезпечує цим самим підвищення феритної (в міжкритичному інтервалі температур якості вказаних смуг, як матеріалів, призначених МКІТ) та феритної (в субкритичному інтервалі тедо штампування. мператур - СКІТ) областей (відповідно при ТЗП=750 Поставлена задача вирішується тим, що в зата 700°С). З метою імітації режимів охолодження явлюваному способі виробництва гарячекатаних смуг на рольгангу безперервних широкосмугових смуг із низьковуглецевої сталі, який включає гарястанів гарячої прокатки (БШСГП) та змотаних зі чу прокатку із закінченням деформації в інтервалі смуг рулонів прокатані на стані «дуо 320» зразки температур двохфазної аустеніто-феритної обласпідохолоджували під повітряним потоком вентиляті 700-800°С, наступне підохолодження, змотувантора до температури 500°С, а потім поміщали в ня смуг в рулони при температурі не вище 500°С, муфельну піч з температурою 490°С та витримуохолодження рулонів до температури оточуючого вали 15-20хв. Після вимкнення напруги, яка подасередовища, здійснюють відпал при температурі валась на піч, зразки охолоджувались разом з нею 650-700°С, тривалість витримки якого встановлюдо температури оточуючого середовища. Прокатка ють в залежності від температури закінчення пропри температурах МКІТ та СКІТ та приведені вище катки смуг ТЗП, а саме: при ТЗП=700-730°С триварежими після деформаційної обробки призводять лість витримки при відпалі складає 2-3год, а при до формування в зразках нерівномірної по переТЗП=750-780°С - 0,7-1,5год. тину прокату феритної структури з надмірно велиТехнічним результатом заявлюваного способу кими зернами в поверхневій зоні та дрібними - в є утворення по перетину гарячекатаних смуг із серединній. Різко відмінною при цьому є також низьковуглецевої сталі рівномірної по їх перетину текстура вказаних зон - ромбододекаедричного кінцевої феритної структури, яка запобігає виниктипу () в поверхневій зоні та кубічноненню при штампуванні невиправних поверхневих октаєдричного (-) - в серединній. дефектів типу «апельсинова кірка» як безпосередВідпал при температурі СКІТ, наприклад ньо в цих гарячекатаних смугах, так і в отримано680°С, гарячекатаних смуг з вказаною різкою відму з них холоднокатаному відпаленому прокаті. мінністю феритної структури та текстури по їх пеСпівставлення заявлюваного способу виробретину, отриманою внаслідок гарячої прокатки в ництва з найближчим аналогом показало, що він СКІТ та МКІТ з ТКП=700 і 750°С, відповідно, здійсвідрізняється тим, що здійснюють відпал рулонів із нюється шляхом періодичних змін (циклів) різногарячекатаних смуг при температурі 650-700°С, зернистої феритної структури зазначеної сталі на тривалість витримки при якому встановлюють в рівномірну і навпаки зі збереженням вихідної відзалежності від температури закінчення прокатки мінності текстури поверхневої та серединної зон. В ТЗП, а саме: при ТЗП=700-730°С тривалість витриммежах кожного з циклів реалізуються етапи перки при відпалі повинна складати 2-3год, а при винної, збиральної та вторинної рекристалізації ТЗП=750-780°С - 0,7-1,5год. фериту сталі. Вказані масштабні структурні зміни Отже, заявлюваний спосіб виробництва відпо(цикли) відбуваються доти, поки зберігається відвідає критерію «новизна». мінність текстур поверхневої та серединної зон Співставлення заявлюваного способу виробсталі. ництва з іншими технічними рішеннями в даній Розвиток різнозернистості по перетину листогалузі техніки не дозволило виявити в них відзнавої сталі 08пс, в основному, визначається прискореним ростом зерен фериту в поверхневій зоні. 5 90220 6 Результати проведених експериментів дозволяють них ТЗП, отримані результати, аналогічні до привестверджувати, що прискорений ріст зерен фериту дених вище як за розвитком циклічної рекристалів поверхневій зоні зразків листової сталі 08пс в зації, так і за впливом тривалості витримки на фоході відпалу при температурі СКІТ 680°С обумоврмування в цих зразках рівномірної по перетину лений наступними факторами: феритної структури. Для отримання рівномірної - прямим спадкуванням рекристалізаційною структури фериту по перетину найбільш оптимаферитною структурою, що формується при відпальною в ході відпалу при температурах СКІТ 650лі, утворених при гарячій прокатці в поверхневій і 700°С слід вважати для гарячекатаного прокату з середній зонах зразків виражених текстур різного пониженою ТЗП=700-730°С витримку тривалістю 2типу, відповідно, і ; 3год, а для прокату з підвищеною ТЗП=750-780°С - наявністю в поверхневих шарах з вираженою 0,7-1,5год. При тривалостях витримок, менших, ніж текстурою типу при вторинній рекристалізавказані, в гарячекатаному прокаті як із пониженою, ції спеціальних границь полігонального типу з нитак і із підвищеною ТЗП розвиваються процеси цизькою щільністю дефектів між "старими" і "новими" клічної рекристалізації, які призводять до формузернами фериту та з певними орієнтаційними вання нерівномірної по перетину прокату феритної співвідношеннями між ними (Вассерман Г., Гривен структури. Подальше збільшення тривалості виИ. Текстуры металлических материалов. М.: Метримок при відпалі зверх вказаних для обох ТЗП в таллургия, 1969. - 655с.); практичному сенсі є нераціональним, оскільки при - найбільш низьким рівнем поверхневої енергії цьому параметри феритної структури сталі в гаряплощин типу {110} ОЦК-ґратки фериту в порівнянні чекатаному прокаті фактично не змінюються, а з іншими низькоіндексними її площинами енерговитрати, в той же час, на проведення більш -4 тривалого за витримкою відпалу, як такого - збі( {110}=1,3·10-4Дж/см2 проти і {111}=1,5·10 -4 2 льшуються. {100}=1,6·10 Дж/см . (Вассерман Г., Гривен И. ТекПриклад реалізації способу в виробничих умостуры металлических материалов. М.: Металлурвах. гия, 1969. - 655с.). Дві слябові заготівки зі сталі 08пс з Отримані експериментальні дані свідчать про 0,05мас.%С; 0,30мас.%Мn; 0,01мас.%Si; те, що кінетика циклічної рекристалізаціїї в ході 0,02мас.%Cr; 0,02мас.%Ni (інші елементи та домівідпалу при температурі 680°С суттєво залежить шки - лише в слідах) на БШСГП 1680 ВАТ «Заповід ТЗП вихідних гарячекатаних смуг. Дійсно, для ріжсталь» прокатували в смуги з кінцевої товщизразків прокату з ТЗП=700°С спостерігається по 3 ною 1,5мм. Режими деформаційно-термічної цикли змін нерівномірної структури фериту на рівобробки при переробці заготівок в смуги на стані номірну і навпаки, а для зразків з ТЗП=750°С - либули однакові. ТЗП для смуг обох заготівок відповіше по 2 таких цикли. дала пониженим її режимам і знаходилися в інтерДля зразків гарячекатаного прокату з валі 700-720°С. Температури змотування в рулони ТЗП=700°С відносно стабільна в часі рівномірна для смуг, отриманих із вказаних заготівок, були феритна структура по перетину спостерігається в вибрані однаковими і складали ТЗМД=470-500°С. інтервалі витримки при відпалі 2-4год. при наявноВідпал в ковпакових печах рулонів із смуг, отристі різнотекстурності, а після витримки 6год - повманих із заготівки з умовним №1 проводили з виністю стабільна з відсутністю будь-якої текстуротримкою при температурі СКІТ 680°С тривалістю ваності. В зразках гарячекатаного прокату з 1год, а рулонів із смуг заготівки №2 - з тривалістю ТЗП=750°С стабільна в часі рівномірна структура витримки 2,5год (табл.). Як видно з даних табл., в фериту по перетину встановлюється вже після разі рулонів зі смуг, отриманих із заготівки №2, які витримки при температурі 680°С тривалістю 40хв оброблялись по запропонованому режиму відпалу, (0,7год) і параметри цієї структури залишаються забезпечується практично рівномірна структура практично незмінними до витримки 6год. Фактично фериту сталі 08пс по перетину смуг (гарячекатанорівномірною по перетину після витримки 0,7год в го прокату) на відміну від рулонів зі смуг із заготівразі зразків прокату з ТЗП=750°С стає і текстура ки №1, що оброблялися із витримкою, меншою за фериту сталі. тривалістю, ніж запропонована. Така ж рівномірна Внаслідок реальних умов прокатування смуг із структура фериту (d3 поверхневої та серединної низьковуглецевих та низьколегованих сталей на зон складає 28-30мкм - №6,7 за ГОСТ 5639) по БШСГП типу 1680 ВАТ «Запоріжсталь», дійсний перетину формується і в відпаленому холоднокаінтервал змін ТЗП по довжині досліджених смуг із таному прокаті товщ. 0,8мм, отриманому із гаряченизьковуглецевої сталі 08пс складає, зазвичай, катаної смуги заготівки №2 при використанні при знижених ТЗП=700-730°С, а при підвищених останньої в якості підкату. ТЗП=750-780°С. Параметри структури фериту по перетину гаПри додаткових експериментах зі зразками гарячекатаного прокату товщиною 1,5мм зі сталі рячекатаного прокату з ТЗП=700 і 730°С та ТЗП=750 08пс після відпалу при температурі СКІТ 680°С з і 780°С, проведених при температурах відпалу різною тривалістю витримок. СКІТ 650, 680 та 700°С для зразків кожної із вказа 7 90220 8 Таблиця № заготів- Тривалість витримки при ки 680°С, год. 1 1,0 2 2,5 Середній розмір зерна фериту d3, мкм (номер за ГОСТ 5639) Поверхнева зона Серединна зона 100-160 (2,3) 18-22 (8) 27-32 (6,7) 24-26 (7) Завдяки формуванню рівномірної по перетину феритної структури в гарячекатаному прокаті із заготівки №2, обробленому при відпалі по запропонованому режиму, при штампуванні з нього вибраних для випробування деталей автомобілів «Славута» на ВАТ «Запорізький автомобілебудівний завод» утворення невиправних поверхневих дефектів типу «апельсинова кірка» не спостерігалось. Техніко-економічна перевага заявлюваного способу полягає в тому, що в разі його використання забезпечується формування рівномірної по перетину структури фериту в прокаті із низьковуг лецевої сталі, завдяки чому виключається можливість утворення невиправних поверхневих дефектів типу «апельсинова кірка» при холодному штампуванні з нього деталей та виробів. Крім того при використанні такого гарячекатаного прокату як підкату для виробництва холоднокатаного прокату із низьковуглецевих сталей нерівномірність фериту по перетину в структурі останнього також не буде спостерігатись, внаслідок чого при холодному штампуванні з нього деталей та виробів унеможливлюється поява невиправних поверхневих дефектів типу «апельсинова кірка». 9 Комп’ютерна верстка О. Гапоненко 90220 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of hot-rolled strip of low-carbon stel for cold impression
Автори англійськоюNesterenko Anatolii Mykhailovych, Levchenko Henadii Vasyliovych, Vorobei Serhii Oleksandrovych, Tkach Vasyl Mykolaiovych, Sychkov Oleksandr Borysovych, Sukhomlyn Volodymyr Ivanovych, Hrytsai Tetiana Valeriivna, Zdorovets Serhii Oleksandrovych
Назва патенту російськоюСпособ производства горячекатаной полосы из низкоуглеродистой стали для холодного штампования
Автори російськоюНестеренко Анатолий Михайлович, Левченко Геннадий Васильевич, Воробей Сергей Александрович, Ткач Василий Николаевич, Сычков Александр Борисович, Сухомлин Владимир Иванович, Грицай Татьяна Валерьевна, Здоровець Сергей Александрович
МПК / Мітки
МПК: C21D 9/46, C21D 1/26, C21D 1/78, C21D 8/02, C21D 9/48, C21D 8/04
Мітки: смуги, виробництва, низьковуглецевої, штампування, спосіб, гарячекатаної, сталі, холодного
Код посилання
<a href="https://ua.patents.su/5-90220-sposib-virobnictva-garyachekatano-smugi-z-nizkovuglecevo-stali-dlya-kholodnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі для холодного штампування</a>
Спосіб виробництва стабілізованої алюмінієм низьковуглецевої сталі для холодного штампування
Номер патенту: 6943
Опубліковано: 31.03.1995
Автори: Панковець Василь Іванович, Табунщиков Віталій Юрійович, Ларіонов Олександр Олексійович, Зац Євгенія Львівна, Наконечний Анатолій Якович, Радченко Володимир Миколайович, Пономаренко Олександр Георгійович, Кологривова Лідія Миколаївна, Литвиненко Денис Онуфрійович, Гизатулін Генадій Зинатович, Булянда Олександр Олексійович, Жаворонков Юрій Іванович, Афонін Серафим Захарович, Куликов Ігор Вячеславович, Литвинов Віктор Іванович, Никитін Валентин Миколайович, Лазько Валентина Григоровна, Троянський Олександр Анатолійович, Толимбеков Манат Жаксибергенович, Вяткін Юрій Федорович, Гуров Микола Олексійович
МПК: C21C 7/06
Мітки: сталі, спосіб, стабілізованої, штампування, алюмінієм, низьковуглецевої, виробництва, холодного
Формула / Реферат:
Формула изобретения1. Способ производства стабилизированной алюминием низкоуглеродистой стали для холодной штамповки, включающий выпуск металла в ковш с присадками шлакообразующих по ходу выпуска, продувку аргоном, подачу марганецсодержащих материалов, ввод алюминия двумя порциями, отличающийся тем, что, с целью повышения качества стали и экономичности способа, в качестве марганецсодержащих материалов используют марганцевый агломерат,...
Спосіб виробництва низьковуглецевої киплячої сталі
Номер патенту: 34972
Опубліковано: 26.08.2008
Автори: Прахнін Вячеслав Леонідович, Коваль Сергій Олексійович, Фентісов Ігор Миколайович, Кладіті Георгій Олександрович, Куракін Юрій Миколайович, Годинський Олександр Анатолійович, Матвієнков Сергій Анатолійович, Стефанець Артем Вікторович, Омельяненко Микола Іванович, Комар Сергій Михайлович, Гапонов Борис Петрович, Шебаніц Едуард Миколайович, Чичкарєв Євген Анатолійович
МПК: C21C 7/06
Мітки: спосіб, киплячої, виробництва, низьковуглецевої, сталі
Формула / Реферат:
1. Спосіб виробництва низьковуглецевої киплячої сталі, який включає виплавку напівпродукту із вмістом вуглецю до 0,12 %, випуск його в ківш, розкиснення в ковші феромарганцем та подальше розливання у виливниці, який відрізняється тим, що на початку випуску із сталеплавильного агрегату в ківш вводять вуглецевмісний матеріал фракцією 3...15 мм в кількості, яку визначають окисленістю сталі та вмістом вуглецю в ній, по формулі:
Спосіб виробництва низьковуглецевої киплячої сталі
Номер патенту: 87412
Опубліковано: 10.07.2009
Автори: Годинський Олександр Анатолійович, Шебаніц Едуард Миколайович, Коваль Сергій Олексійович, Гапонов Борис Петрович, Кладіті Георгій Олександрович, Комар Сергій Михайлович, Чичкарєв Євген Анатолійович, Фентісов Ігор Миколайович, Омельяненко Микола Іванович, Прахнін Вячеслав Леонідович, Стефанець Артем Вікторович, Куракін Юрій Миколайович, Матвієнков Сергій Анатолійович
МПК: C21C 5/04, C21C 5/52, C21C 5/28, C21C 7/00, C21C 5/00, C21C 7/06
Мітки: киплячої, сталі, спосіб, низьковуглецевої, виробництва
Формула / Реферат:
1. Спосіб виробництва низьковуглецевої киплячої сталі, який включає виплавку напівпродукту із вмістом вуглецю до 0,12 мас. %, випуск його в ківш, розкиснення в ковші феромарганцем та подальше розливання у виливниці, який відрізняється тим, що на початку випуску напівпродукту з сталеплавильного агрегату в ківш вводять вуглецевмісний матеріал фракцією 3-15 мм в кількості, яку визначають окисленістю сталі та вмістом вуглецю в ній по...
Спосіб виробництва низьковуглецевої сталі в конвертері
Номер патенту: 8686
Опубліковано: 15.08.2005
Автори: Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Макаренко Володимир Іванович, Євстратенко Сергій Анатолійович, Сокуренко Анатолій Валентинович, Хотюн Вадим Іванович, Башлій Федір Іванович, Коваленко Іван Михайлович, Писаренко Віктор Гурійович, ТРОЩІЙ Сергій Володимирович
МПК: C21C 5/28
Мітки: виробництва, конвертері, низьковуглецевої, сталі, спосіб
Формула / Реферат:
1. Спосіб виробництва низьковуглецевої сталі в конвертері, що включає завантаження металобрухту, заливання чавуну, продувку плавки киснем, зливання металу в ківш, розкислення і легування в ковші, який відрізняється тим, що попереднє розкислення сталі здійснюють в конвертері безпосередньо після закінчення продувки киснем шляхом присадки вуглецевмісного матеріалу в кількості, залежній від відсоткового вмісту в сталі вуглецю
Спосіб виробництва низьковуглецевої нестаріючої сталі
Номер патенту: 86723
Опубліковано: 12.05.2009
Автори: Стовпченко Ганна Петрівна, Голуб Ірина Валеріївна, Камкіна Людмила Володимирівна, Стогній Юлія Дмитрівна, Пройдак Юрій Сергійович
Мітки: сталі, виробництва, низьковуглецевої, спосіб, нестаріючої
Формула / Реферат:
Спосіб виробництва низьковуглецевої нестаріючої сталі, який включає виплавку у сталеплавильному агрегаті розплаву напівпродукту, розкислення його алюмінієм, легування, регулювання співвідношення концентрацій вуглецю і кисню, безперервне вакуумування при залишковому тиску у камері не більше 6,7 кПа, при цьому у розплаві, який подають до вакуумної камери, забезпечують вміст кисню, відповідно до залежності [O] = 0,0004+1,33·([C]п - [C]к), де...
Попередній патент: Спосіб утилізації летких органічних сполук керосину в аеропортах
Наступний патент: Вихрова труба
Випадковий патент: Спосіб аналізу сигналів для неінвазивної діагностики параметрів кровообігу